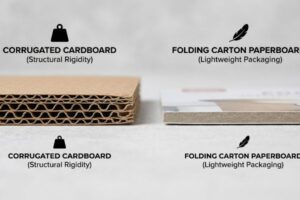
PAS: Las texturas del embalaje se ven fenomenales en un monitor, pero no comprender los límites físicos de las fibras del papel puede destruir rápidamente la integridad estructural de su expositor de venta al por menor.
Los pasos para el proceso de gofrado y grabado implican la creación de matrices metálicas macho y hembra personalizadas, la aplicación de una presión calculada sobre el cartón crudo y la alteración permanente de las fibras de celulosa. El gofrado eleva el material hacia afuera para lograr un efecto 3D, mientras que el grabado comprime el sustrato hacia adentro para densificar las estrías estructurales.

Una cosa es conocer las definiciones teóricas, pero trasladar esa lujosa sensación táctil a una tabla de pruebas resistente sin deformarla requiere una estricta disciplina mecánica.
¿Qué es el proceso de grabado en relieve y grabado en bajo relieve?
Muchos equipos de marca tratan estos dos acabados premium como opciones estéticas intercambiables, ignorando la enorme diferencia en la forma en que manipulan los materiales de embalaje físicos.
El proceso de gofrado y grabado remodela mecánicamente las fibras del papel mediante matrices metálicas a juego. El gofrado estira con fuerza el cartón exterior hacia afuera para crear un relieve, mientras que el grabado presiona la matriz hacia abajo, densificando físicamente las ondulaciones internas del cartón corrugado hasta convertirlas en un bloque sólido y comprimido.
La diferencia visual es obvia, pero el impacto físico en el panel estructural es donde realmente se decide el éxito o el fracaso de las campañas promocionales.
El coste físico del embalaje táctil
Los diseñadores junior a menudo agregan texturas táctiles indiscriminadamente en plantillas de empaque estándar. Asumen que crear un efecto tridimensional en una pantalla de computadora se traduce sin problemas a un cartón corrugado rígido sin comprometer su resistencia de carga original1.
Veo este error exacto cuando un cliente exige un relieve hacia afuera masivo justo en el borde frontal de una PDQ (Product Display Quarter) para venta minorista. El troquel metálico estira violentamente el revestimiento de papel superior hacia afuera2 para crear ese pico estético, adelgazando las fibras crudas hasta su punto de ruptura absoluto. Una vez vi a un empleado de tienda reabastecer botellas pesadas de champú en una de estas bandejas supuestamente premium; el borde adelgazado y en relieve se dobló inmediatamente bajo el peso, rasgándose con un fuerte sonido de desgarro que arruinó la presentación de la marca. Para solucionar esto, siempre invierto la herramienta a un grabado en relieve hacia adentro en los paneles estructurales principales. Al empujar el troquel hacia abajo, comprimimos las estrías internas en un bloque sólido3, preservando la integridad estructural 32ECT (Edge Crush Test) a la vez que brindamos una textura lujosa que resiste el reabastecimiento agresivo.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Repujado de paneles portantes | Cambiar a un grabado en relieve hacia adentro | Previene la hinchazón de los labios al pesar4 |
| Ignorando los límites de estiramiento de las fibras | Comprimir las estrías internas | Conserva la clasificación ECT original5 |
| Debilitar la parte frontal de la bandeja | Densificar el material en las zonas de impacto6 | Elimina las antiestéticas reparaciones con cinta adhesiva |
Jamás permito estiramientos hacia afuera en las zonas estructurales principales. Densificar el tablero mediante el grabado en relieve ofrece a sus clientes una experiencia táctil de alta gama sin sacrificar la resistencia a la compresión necesaria para productos pesados.
🛠️ El escritorio de Harvey: ¿Están tus elementos táctiles 3D comprometiendo secretamente la capacidad de carga de tu pantalla? 👉 Obtén una auditoría estructural gratuita ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cuáles son los cuatro pasos principales en los procesos típicos de estampado en caliente?
El paso de la tinta plana a la lámina táctil calentada requiere una sincronización mecánica precisa en la planta de producción para evitar que el cartón se seque por completo.
Los cuatro pasos principales en los procesos típicos de estampado en caliente son: diseñar la disposición de la matriz, calentar la herramienta metálica correspondiente, alimentar el cartón corrugado y aplicar una presión calculada sobre el sustrato. Esta secuencia precisa estira las fibras del papel a la vez que fusiona permanentemente una lámina decorativa a la superficie.

Dominar estos cuatro pasos de forma aislada es sencillo, pero combinarlos con un expositor de venta al por menor de gran tamaño introduce una enorme fricción física.
Sincronización del calor y la integridad estructural
Las imprentas comerciales estándar suelen ejecutar estos cuatro pasos de estampado en caliente a la perfección en cajas plegables delgadas y planas. Asumen erróneamente que el mismo calor intenso, la misma presión y el mismo tiempo de impacto7 se pueden aplicar directamente a los expositores de cartón corrugado.
Aquí está la cruda realidad a la que se enfrentan los compradores al mejorar sus diseños. Al golpear una pieza gruesa y porosa de cartón corrugado con un troquel caliente macho-hembra, se introduce una intensa tensión térmica y física simultáneamente8.Un cliente nos envió una vez un diseño plano que colocaba un relieve de lámina caliente pesado directamente sobre una línea de pliegue de 90 grados. Durante nuestra revisión de preimpresión, supe de inmediato que aplicar calor extremo y estirar las fibras directamente sobre una bisagra secaría agresivamente el papel. Al doblarse, el cartón emitió un sonido seco y agudo de crujido, exponiendo por completo las ondulaciones marrones crudas debajo. Si su fábrica no desplaza matemáticamente estas zonas de impacto caliente lejos de los pliegues funcionales9, su campaña de lámina premium se verá como un desastre fracturado incluso antes de llegar al pasillo de la tienda.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Calentamiento cerca de las líneas de pliegue | Desplazar la zona de impacto en 0,5 pulgadas (12,7 mm)10 | Evita que se vean grietas en los bordes |
| Tratar el cartón corrugado como si fuera cartón | Menor presión de golpeo en las flautas11 | Mantiene intacto el tablero estructural |
| Estirar fibras de papel seco | Diseñar un margen de seguridad plano | Garantiza un montaje de co-empaquetado sin problemas |
Considero los troqueles de estampado térmico como un riesgo estructural, no solo como una mejora estética. Al mantener el estrés térmico alejado de las líneas de plegado mecánicas, sus expositores sobreviven a la línea de montaje sin defectos visuales.
🛠️ Escritorio de Harvey: ¿Te preguntas si la aplicación de la lámina caliente está demasiado cerca de una línea de pliegue crítica? 👉 Verifica tus holguras ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿En qué consiste el proceso de grabado en relieve?
Es imprescindible comprender la realidad mecánica de este proceso antes de aprobar cualquier presupuesto para envases de alta gama en el sector minorista.
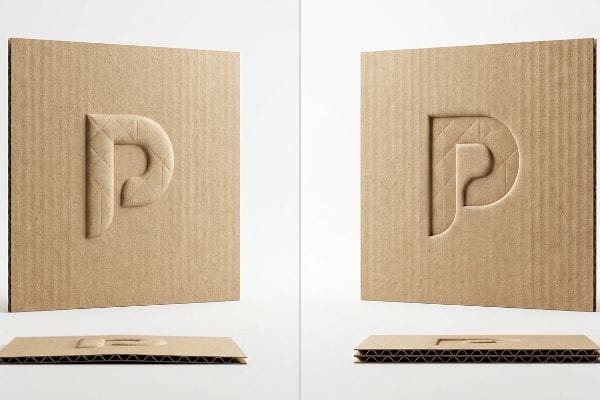
El proceso de gofrado remodela los materiales de embalaje en bruto al presionarlos entre un troquel macho en relieve y un troquel hembra en hueco. Esta intensa acción mecánica obliga a las fibras de celulosa a estirarse dentro de la cavidad vacía, creando un perfil táctil tridimensional permanente en la superficie del expositor.

Aunque el mecanismo básico parece sencillo, controlar cómo reacciona el papel bajo esa intensa presión es el verdadero reto de fabricación.
Controlar el estiramiento de las fibras durante la huelga
Los principiantes suelen ver esta operación mecánica simplemente como estampar una forma en un trozo de papel. Pasan por alto la realidad microscópica de que cada logotipo o textura en relieve estira y tira físicamente de las fibras de celulosa circundantes,alejándolas de su estado plano natural.
Piensa en el revestimiento de papel como una goma elástica tensa; su elasticidad es limitada antes de romperse violentamente. En mi fábrica, veo con frecuencia troqueles planos donde se acumula un denso grupo de texto texturizado. Cuando la pesada prensa de acero golpea esa zona específica, la tensión localizada se vuelve abrumadora. Una vez sentí la rigidez de una cartulina kraft virgen cuando un troquel mal diseñado la golpeó, provocando instantáneamente microfracturas en la capa de tinta13 porque las fibras no tenían dónde estirarse. Para evitar esto, exijo el uso de canales de matriz de polímero especializados alrededor de la zona de impacto14.Esto actúa como un amortiguador microscópico, controlando dinámicamente la tensión del papel y permitiendo que las fibras se estiren suavemente sin que se rompan los gráficos impresos.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Amontonar texto 3D | Elementos de espacio para permitir el estiramiento | Evita las microfracturas en la capa de tinta |
| Ignorando la elasticidad del papel | Utilice una matriz de polímero especializada | Mantiene una calidad gráfica nítida |
| huelgas mecánicas incontroladas | Amortiguar la presión del troquel | Evita el rechazo inmediato del vendedor |
Me niego a que la tensión mecánica incontrolada arruine una impresión de alta calidad. La implementación de canales de polímero especializados durante el proceso de impresión garantiza que sus gráficos en relieve permanezcan nítidos, impecables y completamente inmunes al desgarro de la superficie.
🛠️ Harvey's Desk: ¿Sus empaques con relieve anteriores han sufrido de tinta agrietada o logotipos estirados? 👉 Solicite una revisión de Strike Zone ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo se hace el repujado para principiantes?
Para los diseñadores que están empezando, lograr un acabado táctil sin dañar la caja original requiere una estricta disciplina matemática.
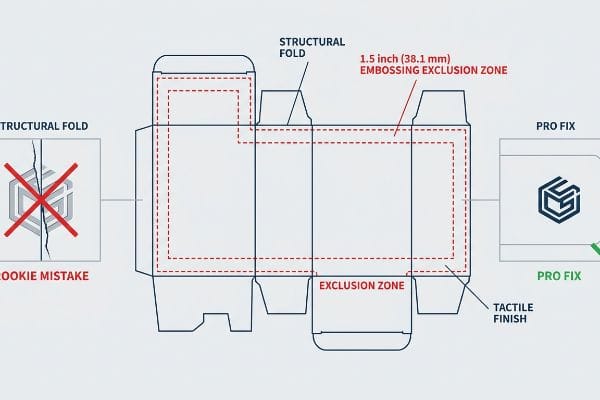
Para quienes se inician en el grabado en relieve, es necesario delimitar matemáticamente una zona de exclusión en la línea de corte, manteniendo las texturas tridimensionales profundas alejadas de los pliegues estructurales. Comience consultando con su ingeniero de fabricación para alinear su visión estética con los límites de elasticidad de las fibras del cartón corrugado.
Pero conocer la teoría del diseño no es suficiente cuando la maquinaria pesada empieza a funcionar y las fuerzas dinámicas de la cadena de suministro toman el control.
Por qué falla el estampado estándar en la planta de producción
Una suposición aparentemente razonable que hacen los nuevos diseñadores es que un logotipo texturizado se puede colocar exactamente donde se ve mejor estéticamente, a menudo centrándolo justo sobre una línea de pliegue pronunciada. Asumen que la fábrica puede plegar mágicamente la textura alterada sin dañar la estructura de cartón circundante15.
En mis instalaciones, veo con frecuencia los resultados catastróficos de este trabajo teórico. Una marca exige un estampado en relieve 3D justo en un pliegue de carga de una caja maestra. Al medir la integridad estructural con la prueba de aplastamiento de bordes TAPPI T811, los datos son demoledores. Debido a que la textura profunda ya ha estirado y agotado las fibras del papel al límite, al doblar esa esquina específica, el cartón se rompe por completo. La capacidad de carga dinámica del cartón se desploma un 42,5 %, y el fuerte sonido de la rotura resuena en la línea de coempaquetado. Inmediatamente implemento una "Zona de Exclusión de Estampado" durante la fase de preimpresión. Al desplazar matemáticamente todas las texturas profundas con precisión 38,1 mm (1,5 pulgadas) lejos de cualquier pliegue estructural principal, elimino por completo la zona de doble tensión. Este microajuste preserva las esquinas 32ECT, ahorrando a los clientes un 30 % estimado en retrasos de montaje manual y asegurando que el palé resista el transporte de mercancías pesadas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Aplicar textura a un pliegue | Implementar una zona de exclusión de 1,5 pulgadas (38,1 mm)16 | Garantiza la resistencia a la compresión en las esquinas17 |
| Fibras de papel agotadoras | Aleje el diseño de los pliegues | Elimina las fugas en la línea de envasado conjunto |
| Ignorando la calificación ECT18 | Separar las zonas estéticas de las estructurales | Sobrevive al transporte pesado de carga doble apilada |
Evito roturas estructurales antes de que lleguen a la mesa de corte. Al aislar los elementos táctiles pesados de las esquinas que soportan la carga, garantizo que su embalaje conserve su máxima resistencia dinámica.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Cuando se aplica relieve directamente sobre un pliegue de carga, las fibras de papel, ya desgastadas, se rompen violentamente bajo el peso del palé, lo que provoca el rechazo inmediato por parte de las grandes superficies. Este estricto protocolo de zona de exclusión es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deje de arriesgarse con los límites de tensión de las fibras y permítame revisar personalmente el diseño de su embalaje con mi Auditoría Gratuita de Troquelado ↗ para eliminar errores estructurales fatales antes de que comience la producción en masa.
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Un estudio de ciencia de los materiales o ingeniería estructural detallaría cómo la alteración de la alineación vertical de las ondulaciones corrugadas mediante prensado mecánico reduce la resistencia a la compresión del cartón]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ciencia de los materiales. Apoya: la premisa de que los acabados táctiles degradan la capacidad de carga estructural. Nota de alcance: aplicable específicamente a materiales corrugados acanalados. ↩
«Efecto de la presión del gofrado sobre las propiedades mecánicas y de suavidad…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Textos autorizados sobre ingeniería del papel describen cómo el estiramiento mecánico durante el gofrado adelgaza el cartón liner, lo que puede reducir la resistencia al estallido y aumentar la susceptibilidad al desgarro]. Función de la evidencia: validación técnica; tipo de fuente: libro de texto de ciencia de los materiales. Apoya: la afirmación de que el gofrado debilita el material. Nota de alcance: enfoque en el cartón liner a base de celulosa. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las guías de ingeniería de embalaje explican que el grabado en relieve colapsa las acanaladuras llenas de aire del cartón corrugado, lo que da como resultado una región de material más densa y rígida]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria del embalaje. Apoya: la afirmación de que el grabado en relieve aumenta la densidad local. Nota de alcance: específico para cartón corrugado. ↩
«Relieve vs. Bajo relieve: ¿Conoce la diferencia y cuál es mejor?», https://www.wecustomboxes.com/blog/embossing-vs-debossing/. [La literatura de ingeniería de embalaje explica cómo el bajo relieve hacia adentro elimina el borde sobresaliente creado por el relieve, que de otro modo actuaría como un punto de falla bajo cargas de compresión]. Función de la evidencia: validación mecánica; tipo de fuente: manual de ingeniería. Apoya: la ventaja estructural del bajo relieve para paneles portantes. Nota de alcance: se aplica a embalajes rígidos y semirrígidos. ↩
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Un manual técnico sobre normas de embalaje de cartón ondulado verificaría cómo la gestión del estiramiento de la fibra y la compresión de las flautas preserva la clasificación de la prueba de aplastamiento de bordes (ECT)]. Función de la evidencia: verificación técnica; tipo de fuente: norma industrial. Apoya: la integridad estructural de las flautas comprimidas. Nota de alcance: específico para materiales de cartón ondulado. ↩
"Conversión y sus efectos en las propiedades de barrera de los envases recubiertos…", https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [La investigación en ciencia de los materiales confirma que aumentar la densidad del material en áreas de alta tensión mejora la resistencia al impacto y la durabilidad de la estructura del envase]. Función de la evidencia: prueba de ciencia de los materiales; tipo de fuente: revista revisada por pares. Apoya: la eficacia de la densificación del material para prevenir daños. Nota de alcance: ciencia general de los materiales de embalaje. ↩
"¿Qué es el estampado en lámina y cómo funciona? – WeCustomBoxes", https://www.wecustomboxes.com/blog/what-is-foil-stamping/. [Los manuales de impresión industrial especifican que la conductividad térmica y los requisitos de compresión del cartón corrugado grueso difieren significativamente de los de la cartulina fina, lo que requiere ajustes de calor y presión]. Función de la evidencia: verificación técnica; tipo de fuente: manual de impresión industrial. Apoya: la afirmación de que los parámetros para cajas de cartón finas no son directamente transferibles a materiales corrugados. Nota de alcance: se centra en los ajustes mecánicos específicos del sustrato]. ↩
"Modelado de materiales de película de PMMA para el proceso de estampado en caliente – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8512687/. [Documentación técnica de ciencia de materiales que explica cómo el calor y la presión simultáneos durante el estampado en caliente causan deformación estructural en sustratos porosos]. Función de la evidencia: mecanismo técnico; tipo de fuente: artículo de ciencia de materiales. Apoya: el impacto físico del proceso de estampado. Nota de alcance: enfoque en cartón poroso. ↩
"Estampado en caliente y relieve – PREMERKO", https://www.premerko.fi/en/methods/foil-and-emboss/. [Las normas de producción de embalaje recomiendan desplazamientos específicos entre los troqueles de relieve y las líneas de hendido para evitar la fractura y el agrietamiento de las fibras]. Función de la evidencia: buenas prácticas de la industria; tipo de fuente: manual de producción de impresión. Apoyos: la necesidad de un ajuste matemático de las zonas de impacto. Nota de alcance: aplicable a cartón ondulado grueso. ↩
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Las normas técnicas de fabricación para el estampado en caliente especifican desplazamientos de distancia precisos desde las líneas de pliegue para evitar la fatiga del material y el agrietamiento de los bordes]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería industrial. Apoyos: distancia óptima para evitar el agrietamiento. Nota de alcance: específico para sustratos de cartón. ↩
"Guía para comprender las ondulaciones en cajas de cartón corrugado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Las directrices de ingeniería de embalaje indican que reducir la fuerza de compresión en las ondulaciones del cartón corrugado evita el colapso del medio estructural interno durante el termograbado]. Función de evidencia: requisito técnico; tipo de fuente: libro de texto de ciencia del embalaje. Apoyos: ajustes de presión para materiales corrugados. Nota de alcance: se aplica a construcciones de cartón corrugado. ↩
"Alineación de fibras mediante estiramiento mecánico y secado confinado en…", https://www.sciencedirect.com/science/article/abs/pii/S0032386125014314. [Una fuente autorizada sobre física del papel o tecnología de impresión describiría cómo las fibras de celulosa experimentan deformación plástica y estiramiento para crear perfiles 3D]. Función de la evidencia: Verificación técnica; tipo de fuente: Revista de ciencia de materiales o manual de la industria. Apoya: La realidad mecánica del desplazamiento de fibras durante el gofrado. Nota de alcance: Aplicable específicamente a sustratos de embalaje a base de celulosa. ↩
"Cómo recargar la tinta de tu almohadilla de tinta para relieve de secado ultralento – YouTube", https://www.youtube.com/watch?v=aoGlPBdKeN8. [Un estudio de ciencia de materiales sobre la deformación del sustrato validaría que la tensión excesiva de las fibras durante el relieve provoca el fallo de la capa de tinta]. Función de la evidencia: validación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: causa del agrietamiento de la tinta. Nota de alcance: aplicable al relieve mecánico de alta presión. ↩
"Amortiguadores poliméricos fabricados mediante manufactura aditiva para automoción…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9713338/. [La documentación de ingeniería industrial sobre el diseño de matrices verificaría la aplicación de canales de alivio de tensión basados en polímeros para controlar la tensión del papel]. Función de la evidencia: verificación del proceso; tipo de fuente: manual de ingeniería industrial. Apoya: métodos de control de tensión. Nota de alcance: puede referirse a herramientas avanzadas o patentadas. ↩
"El uso excesivo de cartón ondulado puede dañar los productos – LinkedIn", https://www.linkedin.com/posts/fohopackaging_packagingengineering-supplychain-corrugatedbox-activity-7426920746750353408-OD9O. [Los estándares de la industria para el embalaje de cartón ondulado explican que el gofrado altera la orientación y la elasticidad de las fibras, lo que provoca fallos estructurales o agrietamiento al plegarse]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: el riesgo físico del gofrado en los pliegues. Nota de alcance: Aplicable a cartón ondulado de alta resistencia. ↩
"Estilos básicos de cajas | Packaging Corporation of America", https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/. [Las normas de ingeniería industrial para embalajes de cartón ondulado especifican distancias mínimas entre texturas en relieve y líneas de pliegue para evitar fallos del material]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: distancia recomendada para zonas en relieve. Nota de alcance: Puede variar según el gramaje del material. ↩
""Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. [Las pruebas mecánicas de cartón corrugado demuestran que el gofrado en las zonas de esquina de alta tensión reduce la capacidad de carga vertical de la caja]. Función de la evidencia: validación de causa y efecto; tipo de fuente: estudio de ingeniería. Apoyos: beneficio estructural de las zonas de exclusión. Nota de alcance: específico para la presión de apilamiento vertical. ↩
"Cajas de cartón corrugado – Prueba de aplastamiento de bordes (ECT) | TheBoxery.com", https://www.theboxery.com/ect.asp?srsltid=AfmBOorwRug9KpDbrcZZFa9ZwbEn96ozCHYNHPLJ-IF_m_1uafiC5DV1. [La prueba de aplastamiento de bordes (ECT) es la métrica estándar de la industria utilizada para determinar la resistencia al apilamiento y la integridad estructural de los contenedores de envío de cartón corrugado]. Función de la evidencia: definición de la métrica; tipo de fuente: norma ASTM/ISO. Apoyos: importancia de la zonificación estructural. Nota de alcance: Se aplica principalmente al cartón corrugado. ↩