
Lanzar una campaña de venta minorista ya es bastante estresante sin que los gerentes de las tiendas rechacen tus unidades porque la base de cartón corrugado se ve descuidada, inestable y peligrosa en el piso de ventas.
Un expositor PDQ es un mueble listo para colocar en estanterías, diseñado para una rápida implementación en puntos de venta. Estas unidades eficientes y preempaquetadas eliminan los bordes expuestos de los palets, garantizando una estética impecable y una integración inmediata en el suelo. Mantienen la integridad estructural esencial para productos de consumo de alta rotación en entornos comerciales exigentes.

Dejemos de lado la palabrería de marketing y centrémonos en la ingeniería física necesaria para que su producto llegue a la tienda de forma segura y sin complicaciones de montaje.
¿Qué es una pantalla PDQ?
Tienes apenas unos segundos para captar la atención del comprador, y una presentación descuidada, hecha con cartón pegado con cinta adhesiva, mata ese impulso al instante.
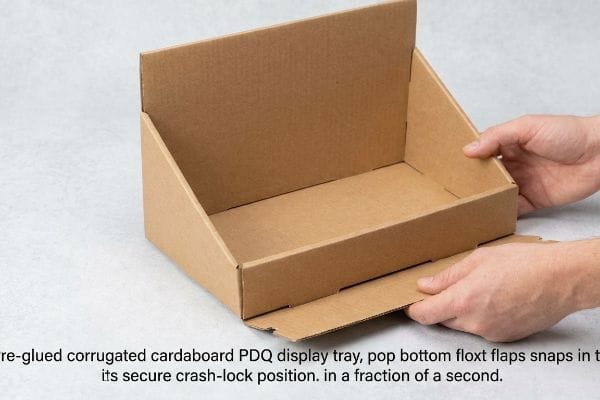
Un expositor PDQ es un sistema de punto de venta rápido y sencillo, diseñado para su implementación inmediata en tiendas. Concebidas como bandejas prellenadas y listas para colocar en los estantes, estas unidades de cartón corrugado permiten al personal de la tienda desempaquetar y exhibir los productos en segundos, sin necesidad de herramientas complejas ni de lidiar con materiales de embalaje engorrosos durante la instalación.
Para pasar de un concepto digital en 3D al estante físico de la tienda, es necesario comprender cómo estas unidades son ensambladas realmente por seres humanos.
Por qué su primer expositor PDQ podría fracasar en el lineal
Muchos equipos de diseño tratan las bandejas de punto de venta (TPV) simplemente como un lienzo para obras de arte, ignorando por completo la mecánica física del reabastecimiento en tiendas. Presentan planos estructurales planos que dependen de intrincadas pestañas de bloqueo de varios pasos¹ para mantener unidas las paredes exteriores. Si bien esto puede parecer ingenioso en una representación, traslada la carga del ensamblaje por completo a los empleados de tienda² que simplemente no tienen tiempo para descifrar una arquitectura de papel tan compleja.
Veo este problema constantemente cuando un cliente insiste en usar pestañas tipo origami para ahorrar unos céntimos en pegamento. Un dependiente apurado se pasa cinco minutos intentando encajar a la fuerza una pestaña rígida de cartón 32ECT (prueba de resistencia al aplastamiento de bordes) en una ranura estrecha, escuchando el frustrante sonido del cartón al romperse la ondulación interior. Cuando la pestaña inevitablemente no soporta el peso del producto, recurren a envolver sus gráficos impresos con cinta adhesiva transparente. Yo soluciono esto implementando un sistema de bandejas con cierre automático preencolado directamente en mis instalaciones, de modo que la unidad se abre con un satisfactorio clic en dos segundos. Esta ingeniería sin complicaciones garantiza que su marca luzca de primera calidad y reduce drásticamente el tiempo de mano de obra en las tiendas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dependencia de complejas pestañas de bloqueo manual | Utilizando fondos con cierre automático preencolados | Ahorra 45 segundos de tiempo de configuración por unidad |
| Ignorando la humedad ambiental del almacén | Agregar un margen de tolerancia de ranura de 0,04 pulgadas (1 mm) | Evita que el papel crudo se rompa durante el montaje |
| Dejando los bordes corrugados sin tratar expuestos | Ingeniería de labios frontales de doble pared plegados | Ofrece una presentación de marca limpia y de alta calidad |
Enviar bandejas con pestañas complejas y sin pegar prácticamente garantiza su rechazo en las tiendas. Si su sencilla bandeja para estantes requiere un manual de instrucciones, los encargados de tienda, siempre ocupados, la tirarán directamente al contenedor de reciclaje.
🛠️ El escritorio de Harvey: ¿Te preocupa que el diseño actual de tu bandeja sea demasiado complicado para que un dependiente ocupado la pliegue? 👉 Permíteme simplificar tu troquelado ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Qué es PDQ en la cadena de suministro?
El transporte de mercancías físicas por todo el mundo expone su embalaje, cuidadosamente diseñado, a las implacables leyes de la física logística.
En la cadena de suministro, PDQ significa "Product Displayed Quickly" (Producto Exhibido Rápidamente), una potente estrategia logística que utiliza expositores preempaquetados para acelerar la distribución. Al combinar el embalaje primario con las estructuras de exhibición secundarias, este método altamente eficiente reduce drásticamente la manipulación, optimiza el peso volumétrico de los contenedores y agiliza la transición del almacén directamente a las tiendas.

Transportar un expositor completamente cargado desde la fábrica hasta un minorista estadounidense es todo un reto, ya que debe soportar enormes fuerzas de compresión a lo largo de miles de kilómetros.
Cómo el exceso de palés perjudica tus márgenes logísticos
Los compradores suelen centrarse exclusivamente en maximizar la cantidad de unidades que pueden meter en una caja de envío principal para reducir el coste unitario del flete marítimo. Llevan las dimensiones al límite, dando por sentado que el cartón corrugado de alta resistencia protegerá la mercancía. Este cálculo teórico ignora por completo la cruda realidad del apilamiento en almacenes, donde la distribución vertical de la cargaúnico que evita que el producto se aplaste.
Es una trampa común que atrapa incluso a equipos de compras experimentados: permitir que la caja principal sobresalga de un palé GMA (Grocery Manufacturers Association) de 48 × 40 pulgadas (121,9 × 101,6 cm) por apenas una fracción de pulgada. He visto a compradores hacer esto para ahorrar espacio de transporte, solo para observar cómo las esquinas inferiores sin soporte se doblan visiblemente hacia afuera bajo el peso del almacén. Literalmente se puede sentir cómo la rigidez del cartón kraft virgen cede justo antes de que la capa inferior se aplaste catastróficamente. En mi software, reduzco matemáticamente la huella máxima permitida de la caja en exactamente 0,5 pulgadas (12,7 mm) para garantizar que las esquinas estructurales soporten la carga vertical a la perfección, eliminando por completo los daños durante el transporte.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Maximizar el tamaño de la caja más allá de los bordes del palé | Imponer un cuadro delimitador estricto sin voladizos | Evita que la parte inferior se aplaste durante el transporte6 |
| Reutilización de cajas de envío dañadas | Exigir que los transportistas de material virgen hayan sido sometidos a pruebas de tránsito | Mantiene el 100% de la capacidad de carga dinámica7 |
| Ignorar el par de torsión rotacional durante el tránsito | Diseñar una base geométrica equilibrada y ampliada8 | Garantiza que la unidad llegue perfectamente recta |
, fijo rigurosamente cada archivo de envío de punto de venta (POP) al del perímetro del palé . Un margen de error de apenas unos milímetros puede agotar por completo el presupuesto logístico debido a las devoluciones de mercancía dañada por parte de los minoristas.
🛠️ Harvey's Desk: ¿Sus cajas maestras sobresalen del borde del palé y corren el riesgo de sufrir una rotura por compresión durante el transporte marítimo? 👉 Revise las especificaciones de su cadena de suministro ↗ — Descargue de forma segura. Si tiene alguna pregunta, puede consultarme más adelante.
¿Cuáles son los tres tipos de pantallas?
No todos los espacios comerciales son iguales, y elegir el formato físico incorrecto hará que tu costosa campaña sea rechazada desde el principio.
Los tres tipos de expositores son: de suelo, de mostrador y sobre palés. Los expositores de suelo atraen a los compradores en los pasillos principales, los de mostrador impulsan las compras impulsivas cerca de las cajas y los sobre palés se utilizan para grandes volúmenes de productos en clubes mayoristas; cada categoría requiere directrices de ingeniería estructural específicas.

Conocer las categorías básicas de marketing es sencillo, pero comprender las rígidas fronteras legales y logísticas que las separan es donde comienza la verdadera ingeniería minorista.
La restricción espacial de la ADA en entornos minoristas
Los directores de marca suelen intentar diseñar una campaña "de talla única" para optimizar su presupuesto de utillaje estructural. Solicitan un expositor de suelo de gran tamaño y piden simplemente reducir el tamaño del troquelado en un 50 % para crear una unidad de mostrador para la zona de caja. Este enfoque trata los elementos físicos de venta minorista como simples gráficos digitales que se pueden redimensionar en una pantalla, ignorando por completo las estrictas normas legales y espaciales que rigen estas zonasseparadas⁹.
Imagínese intentar estacionar un camión comercial en un espacio de estacionamiento para autos compactos simplemente acortándolo un poco; el chasis fundamental sigue siendo completamente erróneo. A menudo veo marcas colocar una unidad de punto de venta reducida en una caja registradora, solo para que el gerente de la tienda la rechace porque viola flagrantemente el rango de alcance frontal de 38.1 a 121.9 cm (15 a 48 pulgadas) de la Ley de Estadounidenses con Discapacidades (ADA). Cuando separo los procesos de ingeniería, me aseguro de que las unidades de mostrador cumplan con una estricta proporción de profundidad a altura de 2:3, evitando el momento embarazoso en que un comprador apresurado toma un producto y toda la base de cartón, pesada en la parte superior, raspa ruidosamente y se vuelca sobre el mostrador de formica.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reducción de la escala de las unidades de piso para mostradores | Separación de tuberías de ingeniería de piso y mostrador | Evita el rechazo por parte de gerentes de tienda estrictos |
| Ignorar las limitaciones legales de alcance futuro | Diseñar dentro del rango de alcance de 15 a 48 pulgadas10 | Garantiza la accesibilidad legal para todos los compradores |
| Utilizar bases de mostrador altas e inestables | Aplicando la regla de relación profundidad-altura de 2:311 | Elimina el riesgo de que la unidad se vuelque |
Jamás permito que un cliente confunda un soporte de suelo con una bandeja de mostrador solo para ahorrarse un coste de utillaje. Diseñar estructuras diferenciadas y matemáticamente sólidas para sus entornos de venta específicos previene directamente costosos rechazos por incumplimiento normativo.
🛠️ Harvey's Desk: ¿No está seguro de si el diseño de su encimera infringe las normas de alcance frontal o los límites de altura del establecimiento? 👉 Solicite una revisión de cumplimiento espacial ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor añadido.
¿Qué significan las siglas PDQ?
En marketing, a todos les encantan los acrónimos pegadizos, pero ignorar la ciencia física necesaria para fabricarlos conduce al desastre en la línea de envasado.
PDQ significa "Pretty Darn Quick" (Bastante Rápido), un estándar reconocido en la industria minorista que designa expositores preempaquetados de alta eficiencia, diseñados para una rápida implementación. Originado como un requisito logístico estricto para productos de consumo de alta rotación, garantiza que el personal de la tienda pueda trasladar los productos de las cajas de envío a los estantes en cuestión de segundos.

Pero conocer la teoría no es suficiente cuando la maquinaria CNC automatizada empieza a funcionar y el grueso papel comienza a plegarse.
¿Por qué fallan los pliegues de papel estándar en la fábrica?
Los diseñadores que trabajan en oficinas limpias y con temperatura controlada suelen crear pestañas entrelazadas y ranuras plegables en su software vectorial con el mismo ancho que el panel correspondiente. Dan por sentado que una simple línea digital en la pantalla se traduce automáticamente en un pliegue perfecto de 90 grados en la realidad. Esta suposición, aparentemente razonable, ignora el calibre físico, o grosor, del material corrugado realutilizado para construir la estructura.
Lograr que una pantalla se mantenga en pie correctamente en un laboratorio de prototipos es fácil, pero esta es la cruda realidad cuando se envían 500 de ellas. En mi planta, veo con frecuencia archivos planos para pantallas de flauta B donde el diseñador olvidó que doblar una placa de 0,11 pulgadas (2,79 mm) de grosor13 grados a 90 grados consume material. Cuando mido el rendimiento en la planta de pruebas, esas ranuras sin ajustar causan una fricción enorme, lo que obliga a los operarios de montaje a aplastar las flautas, lo que ralentiza la línea de coempaquetado en una drástica caída del 3,2 % en el rendimiento. Extraigo las lecturas del micrómetro y aplico automáticamente una tolerancia de doblado paramétrica directamente en el software CAD (Diseño Asistido por Computadora), ensanchando la ranura para que coincida con el radio exterior exacto del pliegue. Al aplicar esta tolerancia estructural de 2,8 mm, garantizo que el tiempo de montaje se reduzca en 42 segundos por unidad, lo que ahorra a los clientes importantes costos de mano de obra y, al mismo tiempo, entrega una unidad perfectamente cuadrada.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ranuras de dibujo idénticas al ancho de las pestañas | Ingeniería de tolerancias de curvatura matemáticas precisas14 | Permite un ensamblaje sin fricción y sin aplastamiento |
| Ignorando el grosor físico de la placa | Uso de un micrómetro digital para la compensación del calibrador15 | Mantiene las esquinas estructurales perfectamente cuadradas |
| Confiar en líneas de software vectorial no ajustadas | Archivos de pre-vuelo con macros estructurales automatizadas16 | Reduce drásticamente el costoso tiempo de mano de obra manual de co-empaquetado |
Me niego a llevar un diseño teórico a la producción en masa sin antes calcular la tolerancia exacta de flexión mecánica del papel. La precisión en micromilímetros es lo que realmente hace que el proceso de comercialización sea bastante rápido.
🛠️ Harvey's Desk: ¿Conoces el grosor exacto de tu cartón corrugado y cómo afecta a las ranuras de plegado durante el montaje? 👉 Envíame tu archivo de troquelado ↗ — Comprobaré los cálculos antes de que gastes dinero en producción en masa.
Conclusión
Puedes seguir aprobando archivos vectoriales planos que ignoran por completo el grosor físico del cartón, pero cuando esas pestañas de flauta B sin ajustar causan una fricción de ensamblaje masiva, ralentizando la línea de coempaquetado en un 30% estimado, eliminarán por completo el margen de beneficio de tu campaña. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias estructurales y permíteme reconstruir personalmente tus ranuras mediante mi Auditoría de Troquelado CAD Gratuita ↗ para detectar estos puntos de fricción fatales antes de la producción en masa.
"DISEÑO ESTRUCTURAL DE EXHIBICIONES INTERACTIVAS...", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Los estándares de empaque de la industria detallan cómo los cierres estructurales complejos aumentan el tiempo de ensamblaje y las tasas de error durante la configuración en puntos de venta.] Función de evidencia: Validación técnica; tipo de fuente: Guía de diseño de empaque. Apoya: La ineficiencia de las pestañas de bloqueo complejas. Nota de alcance: Limitado a materiales de punto de venta de cartón corrugado. ↩
"¿Cuánto cuesta el montaje de expositores en el punto de venta?", https://www.industrialpackaging.com/blog/point-of-purchase-display-cost. [La investigación sobre operaciones minoristas indica una correlación directa entre la complejidad del montaje de expositores en el punto de venta y menores tasas de cumplimiento en la tienda.] Función de la evidencia: Prueba operativa; tipo de fuente: Estudio de gestión minorista. Apoya: El impacto del tiempo de montaje en el personal de la tienda. Nota de alcance: Se aplica principalmente a entornos minoristas de grandes superficies. ↩
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorwP48VzPvNLzEHwCScDR-cFuvpUVuZ7kiPCZMm-o1ke2Z4zzuV. [Los estándares de la industria para materiales corrugados definen 32ECT como una medida específica de la resistencia al apilamiento y a la compresión del cartón]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria del embalaje. Apoya: la resistencia específica del material utilizado en la exhibición. Nota de alcance: las clasificaciones ECT son estándar para contenedores de envío y exhibición de cartón corrugado. ↩
«Crash Lock Box Packaging», https://custompackstudio.co.uk/product/crash-lock. [Los datos de ingeniería de embalaje confirman que los fondos con cierre automático y las construcciones preencoladas reducen el tiempo de montaje y las fallas estructurales en comparación con las pestañas de plegado manual]. Función de la evidencia: mejores prácticas de la industria; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que este sistema reduce la mano de obra y mejora la confiabilidad. Nota de alcance: las ganancias de eficiencia pueden variar según el peso del producto. ↩
"Palet sobre palet: Mejores prácticas para una carga y almacenamiento seguros", https://www.johnmayecompany.com/post/pallet-on-pallet-loading-guide. [Las normas de ingeniería de embalaje explican cómo la distribución vertical de la carga y la resistencia a la compresión son fundamentales para prevenir la falla estructural de las cajas de cartón corrugado en entornos apilados]. Función de la evidencia: Validación técnica; tipo de fuente: Manual técnico o norma de embalaje. Apoya: La afirmación de que la distribución vertical de la carga evita que los productos se aplasten durante el apilamiento en el almacén. Nota de alcance: La efectividad varía según el grado del cartón corrugado y la alineación del palé. ↩
"Investigación del efecto de la rigidez de la plataforma superior del palé en el cartón ondulado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Fuentes autorizadas de ingeniería logística explican cómo el voladizo del palé reduce significativamente la resistencia a la compresión vertical de las cajas de cartón ondulado, lo que provoca fallos estructurales en los niveles inferiores]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería logística. Apoya: El beneficio de las cajas delimitadoras con voladizo cero. Nota de alcance: Se aplica específicamente a contenedores de envío de cartón ondulado apilados. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Los datos de la ciencia del embalaje demuestran que el cartón corrugado reutilizado sufre fatiga y pérdida de integridad estructural, sin alcanzar la capacidad de carga dinámica original de los materiales vírgenes]. Función de la evidencia: Especificación técnica; tipo de fuente: Documento técnico sobre ciencia de los materiales. Apoya: El mandato para los transportistas que utilizan materiales vírgenes sometidos a pruebas de tránsito. Nota de alcance: Medido mediante pruebas de compresión de cajas (BCT). ↩
"Estabilidad de la carga en palets: física, ángulos de inclinación y envoltura elástica – PackCalc", https://packcalc.com/resources/pallet-load-stability-physics-tilt-angles. [Los principios físicos relativos al centro de gravedad y al ancho de la base confirman que aumentar la base geométrica de una carga reduce el momento de vuelco causado por el par de torsión durante el transporte]. Función de la evidencia: Principio de ingeniería; tipo de fuente: Guía de física logística. Apoyos: El método para asegurar que las unidades lleguen en posición vertical. Nota de alcance: Aplicación general a cargas en palets inestables o con el centro de gravedad alto. ↩
"Estándares de Accesibilidad de la ADA", https://www.access-board.gov/ada/. [Las directrices autorizadas, como los Estándares de Diseño Accesible de la ADA, especifican los espacios libres en el suelo y los límites de protrusión requeridos para los accesorios comerciales a fin de garantizar la accesibilidad]. Función de la evidencia: Verificación de las restricciones legales; tipo de fuente: Directriz reglamentaria. Apoya: la existencia de reglas espaciales obligatorias para las zonas de exhibición minorista. Nota de alcance: Se centra principalmente en las leyes de accesibilidad de EE. UU.
"Normas ADA para el diseño accesible, Título III, Reglamento 28 CFR…", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Las Normas de la Ley de Estadounidenses con Discapacidades (ADA) para el diseño accesible especifican rangos de altura exactos para un alcance sin obstáculos a fin de garantizar la accesibilidad para las personas que usan sillas de ruedas]. Función de la evidencia: cumplimiento legal; tipo de fuente: reglamento gubernamental. Apoya: restricciones de alcance de la ADA. Nota de alcance: se aplica específicamente al alcance hacia adelante. ↩
"[PDF] Paquete informativo para el personal sobre el vuelco de muebles", https://www.cpsc.gov/s3fs-public/Staff%20Briefing%20Package%20on%20Furniture%20Tipover%20-%20September%2030%202016_0.pdf. [Los principios de diseño industrial e ingeniería estructural definen relaciones específicas de profundidad a altura para mantener un centro de gravedad estable y evitar el vuelco en unidades independientes]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: estabilidad de bases de mostrador altas. Nota de alcance: regla general para estructuras independientes. ↩
"[PDF] PLIEGUE Y PLEGADO – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Un manual técnico de ingeniería de embalaje explica cómo el calibre del material requiere márgenes de plegado para asegurar que las pestañas de enclavamiento encajen correctamente]. Función de la evidencia: validación técnica; tipo de fuente: estándar de la industria. Apoya: la afirmación de que ignorar el grosor del material conduce a fallas en el ensamblaje. Nota de alcance: se aplica específicamente a estructuras de cartón corrugado. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Las especificaciones técnicas para materiales de embalaje de cartón ondulado confirmarán el rango de espesor estándar para cartón de flauta B]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoyos: Precisión de las mediciones del espesor del material. Nota de alcance: Las dimensiones estándar pueden variar ligeramente según el grado o el fabricante. ↩
"Rigidez a la flexión del cartón corrugado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Los manuales de ingeniería técnica para embalaje proporcionan fórmulas para calcular las tolerancias de flexión en función del espesor del material para garantizar un plegado preciso]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de cálculos matemáticos precisos para evitar el aplastamiento durante el ensamblaje. Nota de alcance: Las fórmulas varían según el grado del material y el tamaño de la ondulación. ↩
"Cómo el calibre del cartón afecta el rendimiento y el costo de las cajas plegables", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Los estándares de la industria para la medición del cartón corrugado exigen el uso de micrómetros para compensar las variaciones del calibre del material y mantener la cuadratura estructural]. Función de la evidencia: proceso técnico; tipo de fuente: estándar de fabricación. Apoya: el uso de mediciones de precisión para la estabilidad de las esquinas. Nota de alcance: Se aplica específicamente a embalajes industriales de alta tolerancia. ↩
"Integración de la automatización del envasado farmacéutico", https://www.cpsolutions.co/blog/impact-pharmaceutical-packaging-automation/. [Estudios sobre automatización del envasado demuestran que las macros de pre-vuelo estructurales reducen el tiempo de corrección manual y los costes laborales del co-envasado]. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso de la industria. Apoya: la afirmación de que la automatización del software reduce el trabajo manual. Nota de alcance: La eficacia depende del software CAD/CAM específico utilizado. ↩



