
Dominar el merchandising en tiendas requiere más que gráficos llamativos. Se necesita física estructural e ingeniería logística precisa para garantizar que el espacio que ocupa el cartón realmente impulse las conversiones en el punto de venta.
Un buen diseño de expositores para puntos de venta armoniza la ingeniería estructural con la psicología espacial para maximizar las compras impulsivas. Estos expositores integran capacidad de carga dinámica, grosor óptimo del material y protocolos de montaje sin fricción, lo que garantiza que el embalaje, listo para la venta, resista las vibraciones del transporte y capte la atención del consumidor en los pasillos altamente competitivos de las grandes superficies.

Pero lograr esta presentación impecable en el punto de venta rara vez es casualidad. Analicemos las realidades ocultas de la fabricación que distinguen las campañas rentables de los desastres estructurales.
¿Cuáles son los errores más comunes al usar expositores en el punto de venta?
Incluso los equipos de compras más veteranos tienen dificultades para corregir errores de ingeniería durante la fase de preproducción.
Los errores más comunes en los expositores de punto de venta suelen consistir en ignorar el grosor del material durante la fase de diseño estructural. Cuando los equipos creativos diseñan pestañas de montaje plano sin aplicar tolerancias de flexión específicas para el cartón ondulado, los componentes físicos resultantes sufren una fricción considerable, lo que ralentiza gravemente las operaciones de montaje y reposición en tienda.
Para eliminar esta fricción, es necesario cambiar el enfoque, pasando de los dibujos bidimensionales a las limitaciones físicas tridimensionales.
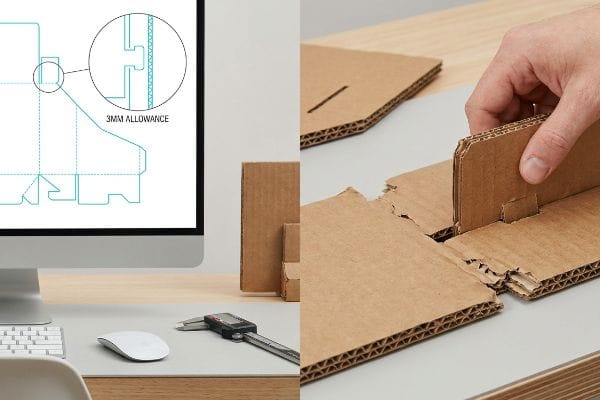
El desastre de la matriz de 3 mm: ignorar el grosor del tablero
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en software digital con el mismo ancho que el panel correspondiente. Tratan la línea de troquelado como un dibujo plano y bidimensional, ignorando por completo el calibre físico del tablero acanalado real¹.Este enfoque teórico presupone que una línea digital perfectamente trazada se traducirá naturalmente en un plegado sin fricción en el almacén.
Cuando ese cartón corrugado de flauta B de 0,12 pulgadas (3 mm) de grosorse pliega 90 grados, consume material, reduciendo el espacio disponible en la ranura. Constantemente veo a dependientes sudando en el suelo, intentando forzar una pestaña ancha en una ranura estrecha y sin ajustar. Se oye el desagradable sonido de desgarro de las fibras de cartón al ceder la hoja superior impresa bajo la tensión. Al programar una tolerancia de plegado automatizada en el software CAD (Diseño Asistido por Computadora), ampliamos la ranura de recepción apenas una fracción de pulgada, reduciendo inmediatamente el tiempo de montaje manual en un 30 %y eliminando la necesidad de cinta adhesiva transparente.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Coincidencia de ranuras de troquelado 1:1 | Matemáticas de compensación del calibrador4 | Ahorra 45 segundos por montaje5 |
| Forzar pestañas de tablero gruesas | Tolerancias de curvatura automatizadas6 | Evita que el cartón se rompa |
| Vendaje de articulaciones rotas | Pestañas de bloqueo sin fricción | Protege la imagen de marca visual |
Me niego a que un milímetro de margen de seguridad destruya la imagen de su marca. Corregir estas pequeñas fricciones directamente en el archivo de ingeniería garantiza que su campaña se lance sin problemas y sin incurrir en costosas penalizaciones por trabajo manual.
🛠️ Oficina de Harvey: ¿No está seguro de si sus pestañas de enclavamiento tienen la tolerancia de curvatura adecuada para flauta B? 👉 Solicite una auditoría de troquelado ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Cuáles son las características clave de una buena pantalla?
Equilibrar la estética con la psicología del comprador es la base de un merchandising de alta conversión.
Las características clave de una buena exhibición incluyen zonas de interacción espacial estructuradas y directamente relacionadas con la ergonomía humana. Los expositores eficaces captan la atención visual desde nueve metros de distancia, facilitan la información sobre el producto a un metro de distancia e impulsan la compra táctil final a siete centímetros, eliminando por completo la sobrecarga cognitiva del comprador en los pasillos concurridos.
Comprender estas zonas espaciales determina con precisión dónde deben dirigirse sus principales inversiones estructurales.
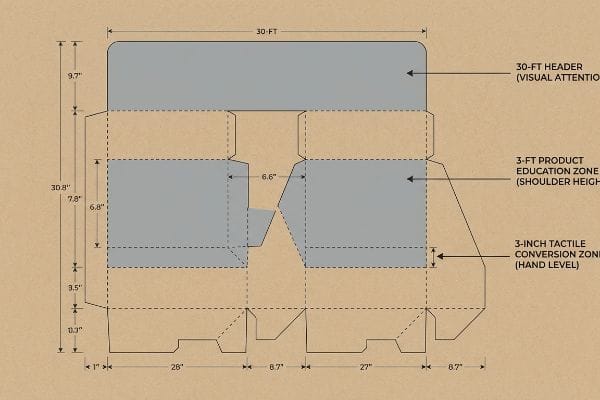
Dominando la regla de interacción minorista 3-3-3
Los equipos de marketing junior suelen diseñar expositores para tiendas exclusivamente para su visualización de cerca en monitores retroiluminados. Dan por sentado que párrafos densos con mensajes de temporada y cuadrículas de productos complejas y simétricas atraerán de forma natural a un comprador apresurado a detenerse y leer. Este enfoque trata la estructura física como una página estática de revista, ignorando por completo cómo las personas se mueven por zonas de mucho tránsito peatonal.
La realidad es que los compradores se mueven rápido, y si su estructura no llama la atención desde lejos, simplemente pasarán de largo. Con frecuencia veo unidades con mucho texto que se pierden por completo bajo la intensa iluminación fluorescente de las tiendas, convirtiéndose en ruido de fondo invisible. Para solucionar esto, debe diseñar separadores SKU (Unidad de Mantenimiento de Inventario) asimétricos específicos que interrumpan físicamente la disposición visual. Cuando incorpora un encabezado troquelado grande y de alto contraste y coloca el borde de retención con precisión en la zona de impacto de 50-54 pulgadas (1270-1371 mm)7, obliga físicamente a la vista a detenerse, convirtiendo instantáneamente el tráfico de paso en un aumento de ventas cuantificable.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Texto de marketing denso | Cabezales troquelados de 30 pies8 | Capta el tráfico peatonal distante |
| Estantes planos simétricos | Separadores de SKU asimétricos9 | Crea tensión visual |
| Baja colocación de productos | Altura de la zona de strike de 50 pulgadas10 | Maximiza el alcance táctil |
Siempre doy prioridad a la innovación estructural sobre la tipografía recargada. Si tu producto no puede detener un carrito de compras desde tres pasillos de distancia, la mejor impresión del mundo no salvará tus márgenes de ganancia.
🛠️ Harvey's Desk: ¿Tus mensajes de marketing secundarios están eclipsando tu gancho estructural principal bajo la iluminación de la tienda? 👉 Obtén una revisión estructural ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes preguntas más adelante.
¿Quién suele suministrar los expositores para puntos de venta?
Seleccionar al socio de fabricación adecuado modifica radicalmente su cronograma logístico.
Los proveedores de expositores para puntos de venta suelen incluir empresas de embalaje centralizadas que gestionan la ingeniería estructural, la adquisición de materias primas y el montaje físico bajo un mismo techo. Este modelo de consolidación integral traslada de forma permanente la responsabilidad operativa de la marca, garantizando que los componentes individuales del embalaje se integren a la perfección sin provocar costosos atascos en la maquinaria automatizada.
La consolidación de esta cadena de suministro garantiza que sus materias primas se comuniquen directamente con la maquinaria de ensamblaje.
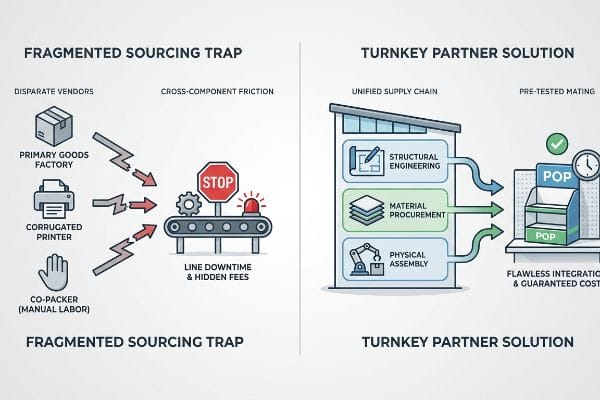
La trampa del abastecimiento fragmentado: soluciones llave en mano frente a servicios de peaje
Los propietarios de marcas suelen intentar reducir artificialmente sus costos unitarios mediante un modelo de procesamiento fragmentado¹¹.Compran materias primas a una fábrica, cartón corrugado impreso a una imprenta diferente y luego pagan a un coempacador externo exclusivamente por la mano de obra. Creen erróneamente que gestionar directamente a los distintos proveedores les proporcionará el mayor retorno de la inversión al eliminar al intermediario.
Gestionar múltiples componentes de esta forma es como intentar construir un coche con piezas de cinco desguaces distintos. Cuando una lámina superior defectuosa provoca la parada inesperada de la línea de montaje automatizada, se oye la estridente alarma de los sensores de la cinta transportadora resonando por toda la planta. El proveedor externo simplemente detiene la línea, culpa al fabricante de la placa por la diferencia de 2 mm (0,08 pulgadas)¹²y le cobra enormes penalizaciones por tiempo de inactividad. Al optar por un proveedor integral que controla toda la cadena de suministro, se elimina por completo esta fricción entre componentes, lo que garantiza el cumplimiento de los plazos del proyecto y evita retrasos catastróficos.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Abastecimiento de proveedores fragmentado | Socios estructurales llave en mano | Elimina el tiempo de inactividad de la línea13 |
| Culpar a los trabajadores de terceros | Contratos de responsabilidad centralizada | Garantiza un costo fijo por unidad14 |
| Especificaciones de materiales incompatibles | Acoplamiento de componentes previamente probado | Garantiza un montaje sin fricción15 |
Desaconsejo encarecidamente gastar una fortuna en pequeñas cantidades en las compras. Contar con un único socio de fabricación protege su marca de constantes acusaciones y facturas impredecibles de la línea de producción.
🛠️ Harvey's Desk: ¿Sus contratos separados de impresión y empaquetado le exponen a cargos ocultos por tiempo de inactividad de la máquina? 👉 Obtenga su Guía de Estrategia de Proveedores ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué características debe tener una buena presentación de producto?
La supervivencia durante la distribución de mercancías es la prueba definitiva de su planificación estructural.
Las buenas exhibiciones de productos mantienen una adhesión absoluta a las cajas delimitadoras de palets específicas para garantizar la integridad estructural vertical. Al evitar matemáticamente que las cajas de envío principales sobresalgan de las bases logísticas de madera, los ingenieros aseguran que las esquinas rígidas soporten toda la carga cinética, eliminando por completo las fallas catastróficas por compresión durante el transporte marítimo en varios niveles.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y se cargan los palés.
El mandato de voladizo cero: por qué falla la resistencia teórica
Los equipos de compras suelen ampliar las dimensiones de sus embalajes para maximizar la densidad de la mercancía colocada en un solo palé, asumiendo que las clasificaciones de resistencia al fuego del cartón crudo16 protegerán intrínsecamente la mercancía. Confían en los valores teóricos de laboratorio estático17, creyendo que un cartón de alta resistencia por sí solo es un sustituto suficiente para una distribución adecuada de la carga cinética.
Lograr que una sola pantalla se mantenga en pie en un laboratorio es fácil, pero esta es la cruda realidad cuando se envían 500 de ellas a través del océano. En mis instalaciones, veo con frecuencia que los clientes presentan diseños que sobresalen de la plataforma estándar de palé de madera de 48 × 40 pulgadas (1219 × 1016 mm)apenas 0,45 pulgadas (11,4 mm). Dado que una caja de cartón corrugado obtiene hasta el 60 % de su resistencia BCT19 (prueba de compresión de caja) directamente de sus cuatro esquinas verticales, ese pequeño voladizo significa que las esquinas no soportan peso, transfiriendo instantáneamente la carga cinética a los paneles centrales sin soporte. Cuando coloco estas unidades sobresalientes en las mesas de vibración, se puede observar literalmente cómo los niveles inferiores se curvan hacia afuera y se deforman instantáneamente bajo la tensión simulada de carga superior de 187,5 libras (85 kg). Corrijo esto reduciendo matemáticamente la huella CAD para imponer una estricta tolerancia de voladizo cero, lo que restaura completamente la geometría estructural y evita por completo esos devastadores contracargos de los minoristas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Maximizar la densidad de unidades | Cuadros delimitadores de voladizo cero | Mantiene el 100% de la fuerza BCT20 |
| Ignorando la geometría de la cubierta | Matemáticas de apilamiento alineadas en las esquinas | Evita el aplastamiento de la capa inferior |
| Confiar en los datos planos de ECT | Pruebas de carga de tránsito ISTA21 | Elimina los cargos adicionales por flete22 |
No permitiré que una fracción de pulgada comprometa miles de dólares en mercancía. Al alinear estrictamente la geometría física con la base logística, garantizo que su expositor llegue impecable y completamente funcional.
🛠️ Oficina de Harvey: ¿La huella de su caja maestra actual se alinea perfectamente con las esquinas estructurales de una plataforma de palé estándar? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés para verificar los cálculos antes de que gaste su presupuesto en la producción en masa.
Conclusión
Puedes encontrar materiales más económicos, pero si un pequeño desnivel en un palé provoca el colapso de la plataforma inferior en un centro de distribución congestionado, los daños durante el transporte anularán por completo el margen de beneficio de tu proyecto. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de arriesgarte con capacidades de carga teóricas y permíteme auditar personalmente la arquitectura de tu embalaje con mi Auditoría Previa a la Línea de Troquelado Gratuita ↗ para detectar errores geométricos fatales antes de que lleguen a la línea de montaje.
"Diseño óptimo de embalajes de cartón ondulado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Explicación de cómo el calibre y el ondulado del cartón influyen en las dimensiones reales de los componentes plegados en los embalajes de cartón ondulado. Función de la evidencia: especificación técnica; tipo de fuente: guía de ingeniería de embalaje. Apoya: la afirmación de que ignorar el grosor del material causa problemas de ajuste. Nota de alcance: específico para materiales de cartón ondulado. ↩
"Cartón ondulado y grados de material – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Las normas industriales para embalaje de cartón ondulado confirman el rango de espesor estándar para el material de flauta B. Función de evidencia: especificación técnica; tipo de fuente: norma industrial. Soportes: Dimensiones físicas del cartón de flauta B. Nota de alcance: Pueden existir pequeñas variaciones entre fabricantes. ↩
"Consideraciones clave en el diseño de su expositor POP – PopDisplay", https://popdisplay.me/key-considerations-in-designing-your-pop-display/. Los puntos de referencia de ingeniería industrial o los estudios de caso de embalaje validan la reducción de tiempo lograda al optimizar las líneas de troquelado estructurales para el ensamblaje. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso de la industria. Apoya: Ganancias de eficiencia gracias a la optimización CAD. Nota de alcance: El porcentaje estimado depende de la complejidad del expositor. ↩
"Tutorial sobre troqueles curvos y deformación – Parte 2 – Robert Campbell", https://tuckyhut.com/curved-dielines-and-warping-tutorial-part-2-create-dieline-for-cup-package/. Breve explicación de cómo las normas autorizadas de ingeniería de embalaje definen el cálculo del espesor del cartón para el ajuste de ranuras. Función de la evidencia: validación técnica; tipo de fuente: libro de texto de ingeniería de embalaje. Apoya: el cambio de la correspondencia 1:1 a troqueles compensados. Nota de alcance: se centra en cartón corrugado y cartón de alta resistencia. ↩
"Ensamblaje de expositores POP – Peoria Production Solutions", https://www.peoriapros.com/contract-packing/pop-display-assembly/. Breve explicación de estudios de caso de la industria que demuestran el ahorro de tiempo en el ensamblaje de expositores POP gracias a la ingeniería de precisión. Función de la evidencia: datos empíricos; tipo de fuente: informe de eficiencia de la cadena de suministro. Apoya: la métrica específica de ahorro de tiempo para el ensamblaje en tiendas minoristas. Nota de alcance: tiempo promedio ahorrado por unidad. ↩
"Determinación analítica de la rigidez a la flexión de un cartón de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Breve explicación de cómo el software CAD calcula la deformación del material durante el plegado para evitar fallos estructurales. Función de la evidencia: validación técnica; tipo de fuente: documentación del software. Apoya: la afirmación de que las tolerancias de flexión evitan el desgarro del cartón. Nota de alcance: específico para materiales de cartón grueso. ↩
"[PDF] Directrices para supermercados minoristas – Ergonomía para el… – OSHA", https://www.osha.gov/sites/default/files/publications/OSHA3192.pdf. Las directrices del sector sobre ergonomía minorista y merchandising visual identifican rangos de altura específicos (zonas de impacto) que optimizan la interacción visual del comprador. Función de la evidencia: validación técnica; tipo de fuente: manual de diseño minorista. Apoya: la medición específica para la zona de interacción óptima. Nota de alcance: las mediciones específicas pueden variar según la categoría minorista. ↩
"Tamaño de letra para letreros a distancia – Tabla de visibilidad de letras para letreros", https://houstonsign.com/letter-size-signs-at-distance-letter-visibility-chart/. Verificación de la distancia de visibilidad estándar para encabezados de gran tamaño para atraer eficazmente el tráfico peatonal a distancia en entornos comerciales. Función de la evidencia: referencia técnica; tipo de fuente: guía de merchandising visual. Apoya: visibilidad y captación de tráfico. Nota de alcance: la efectividad puede variar según la distribución de la tienda y la iluminación. ↩
"Percepción asimétrica de estantes con pocos estantes en exhibidores minoristas", https://www.sciencedirect.com/science/article/abs/pii/S002243591400030X. Análisis de cómo las disposiciones asimétricas en los separadores de productos crean tensión visual para aumentar la interacción del comprador. Rol de la evidencia: principio de diseño; tipo de fuente: estudio de comportamiento del consumidor. Apoyos: tensión visual para la interacción. Nota de alcance: Aplicable principalmente a categorías de compra de alto impulso. ↩
"Colocación típica de productos por zona en el estante de venta minorista y su impacto…", https://www.bpc.works/en/news/typical-product-placement-by-zone-on-the-retail-shelf-and-its-impact-on-packaging-design/. Validación de la altura de 50 pulgadas como la "zona de impacto" óptima para maximizar la interacción táctil y el alcance del consumidor. Función de la evidencia: especificación ergonómica; tipo de fuente: estudio de ergonomía minorista. Apoya: maximización del alcance táctil. Nota de alcance: Puede variar según la altura promedio del grupo demográfico objetivo. ↩
«Llave en mano vs. Tolling: ¿Cuál me conviene más? – Ryder», https://www.ryder.com/en-us/insights/blogs/logistics/turnkey-vs-tolling. Explicación técnica del modelo de tolling, donde las marcas adquieren componentes por separado para minimizar los costos unitarios percibidos. Función de la evidencia: verificación de terminología; tipo de fuente: guía de gestión de la cadena de suministro. Apoya: la definición de abastecimiento fragmentado en exhibidores POP. Nota de alcance: se aplica específicamente al co-empaquetado y ensamblaje. ↩
"Cómo controlar el tiempo de inactividad en su línea de fabricación de empaques en 7 pasos", https://packiot.com/how-to-track-downtime-in-your-packaging-manufacturing-line-in-7-steps/. Los estándares de la industria sobre tolerancias de empaque demuestran cómo las mínimas variaciones dimensionales provocan paradas automatizadas de la línea. Función de la evidencia: Verificación técnica; tipo de fuente: Estándar de ingeniería de fabricación. Apoya: La afirmación de que una variación de 0,08 pulgadas puede causar fallas operativas. Nota de alcance: La aplicación depende de la sensibilidad específica del sensor de la cinta transportadora. ↩
"Un socio, responsabilidad total: por qué los proyectos llave en mano ofrecen…", https://www.seifert.com/one-partner-total-accountability-why-turnkey-projects-deliver-better-results. Explicación de cómo el abastecimiento consolidado reduce los retrasos logísticos y las interrupciones de la producción en la fabricación de pantallas. Función de la evidencia: evidencia de apoyo; tipo de fuente: estudio de caso de la cadena de suministro. Apoya: eficiencia de los socios llave en mano. Nota de alcance: se aplica a entornos de producción integrados. ↩
"Subparte 16.2 – Contratos de precio fijo – Acquisition.GOV", https://www.acquisition.gov/far/subpart-16.2. Análisis de cómo la responsabilidad centralizada en los contratos con proveedores estabiliza los precios unitarios al eliminar las variaciones en los costos laborales de terceros. Función de la evidencia: validación técnica; tipo de fuente: directrices de adquisición. Apoya: la previsibilidad financiera de los contratos centralizados. Nota de alcance: sujeto a los términos contractuales específicos. ↩
"[PDF] Métrica predictiva de complejidad estructural basada en el acoplamiento de ensamblajes…", https://open.clemson.edu/cgi/viewcontent.cgi?article=1011&context=cedar_pubs. Datos técnicos sobre cómo las pruebas previas de los componentes de acoplamiento reducen los errores de ensamblaje y el tiempo de instalación. Función de la evidencia: validación técnica; tipo de fuente: estándar de control de calidad. Apoya: beneficios del acoplamiento de componentes preprobados. Nota de alcance: centrado en el ensamblaje físico y la tolerancia. ↩
"[DOC] Versión enviada (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. Breve explicación de cómo disminuyen las clasificaciones de materia prima cuando las cajas sobresalen de los bordes de los palés. Función de la evidencia: Validación técnica; tipo de fuente: Estudio de ingeniería de embalaje. Apoya: La afirmación de que la calidad del material no puede compensar el voladizo estructural. Nota de alcance: Se centra en el cartón corrugado. ↩
"Prueba de compresión de contenedores – Wikipedia", https://en.wikipedia.org/wiki/Container_compression_test. Breve explicación de cómo las pruebas estáticas de laboratorio no logran simular las fuerzas cinéticas experimentadas durante el tránsito marítimo en múltiples niveles. Función de la evidencia: Validación técnica; tipo de fuente: Manual de logística. Apoya: La insuficiencia de las clasificaciones de resistencia basadas en laboratorio en el tránsito en el mundo real. Nota de alcance: Se aplica al transporte en múltiples niveles. ↩
Palés GMA "48×40" | El mayor fabricante y proveedor de palés", https://www.palletone.com/products/gma-pallets/. Los estándares de envío de la industria, como los de la Grocery Manufacturers Association (GMA), definen las dimensiones universales para los palés logísticos norteamericanos. Función de evidencia: especificación fáctica; tipo de fuente: estándar de la industria. Apoya: dimensiones estándar de palés. Nota de alcance: aplicable principalmente al transporte de mercancías en Norteamérica. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. La investigación en ingeniería de embalaje y las directrices de la prueba de compresión de cajas (BCT) detallan cómo los pliegues verticales de las esquinas proporcionan el soporte estructural principal para los contenedores de cartón corrugado. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la afirmación de que las esquinas son los elementos principales de soporte de carga. Nota de alcance: el porcentaje real varía según el perfil de la ondulación y el grado del material. ↩
"Modelado predictivo del voladizo de palets en la resistencia a la compresión de cajas", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Explicación técnica de cómo la eliminación del voladizo garantiza que la carga se transfiera directamente a través de las esquinas verticales, preservando la clasificación completa de la Prueba de Compresión de Cajas (BCT). Función de evidencia: verificación fáctica; tipo de fuente: manual de ingeniería de embalaje. Apoya: integridad estructural de diseños sin voladizo. Nota de alcance: Se aplica específicamente a contenedores de cartón corrugado. ↩
"Pruebas de embalaje para venta minorista para el cumplimiento de normativas de grandes superficies – Intertek", https://www.intertek.com/performance-testing/packaging/retail-compliance/. Validación de los protocolos de prueba de ISTA (International Safe Transit Association) utilizados para simular el estrés de la distribución de mercancías y prevenir daños en el producto. Función de la evidencia: verificación de estándares de la industria; tipo de fuente: documentación de estándares técnicos. Apoya: fiabilidad de las pruebas de carga de tránsito. Nota de alcance: Se centra en métodos de prueba estandarizados. ↩
"Procedimientos de prueba – Asociación Internacional de Tránsito Seguro", https://ista.org/test_procedures.php. Correlación entre el cumplimiento de las normas de pruebas de tránsito y la reducción de las sanciones económicas (reembolsos) impuestas por los minoristas por envíos dañados. Función de la evidencia: validación de prácticas de la industria; tipo de fuente: informe de logística y cadena de suministro. Apoya: beneficio económico de las pruebas rigurosas. Nota sobre el alcance: las políticas de reembolso varían según el minorista. ↩



