
Los sobrecostos en el sector minorista comienzan mucho antes de que se corte el cartón. Analicemos cómo las decisiones de ingeniería estructural para los expositores en el punto de venta influyen directamente en todo el presupuesto de su campaña.
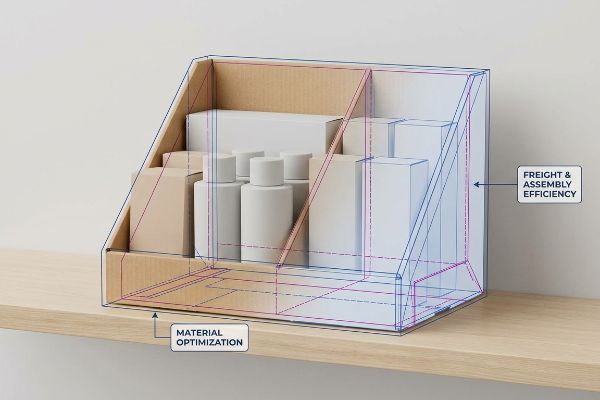
Los expositores PDQ influyen en los costes al condicionar estrictamente el uso de materiales, las dimensiones del transporte y el tiempo de montaje en tienda. Cuando las marcas ignoran estas realidades estructurales, sufren sobrecostes masivos debido al desperdicio de espacio en la cadena de suministro, las graves dificultades en el empaquetado conjunto y los elevados costes de reelaboración manual que anulan por completo sus márgenes de beneficio previstos.
Dejemos de lado el presupuesto inicial de fabricación y examinemos las variables estructurales reales que determinan el resultado final en la planta de producción.
¿Qué es una pantalla PDQ?
Muchas marcas emergentes tratan estas bandejas de merchandising como simples cajas, inflando artificialmente sus presupuestos con materiales de primera calidad innecesarios.
Un expositor PDQ es una bandeja optimizada y lista para la venta, diseñada para trasladar la mercancía sin problemas desde el contenedor de envío directamente al estante de la tienda. Estas unidades compactas especializadas eliminan los complejos procedimientos de desembalaje manual, reduciendo drásticamente la mano de obra en el almacén y maximizando las compras impulsivas en zonas comerciales físicas altamente restringidas y competitivas.

Comprender la definición básica es fácil, pero diseñar la unidad para que cumpla con los requisitos logísticos sin exceder el presupuesto requiere una estricta disciplina estructural.
El coste oculto del sobrediseño estructural
Incluso los equipos de compras más experimentados suelen caer en la trampa de suponer que los materiales más gruesos garantizan automáticamente un mejor rendimiento. Intentan proteger sus productos exigiendo cartón corrugado de doble pared para las pequeñas bandejas de estantería1, suponiendo que esta enorme protección estructural impresionará a los compradores minoristas y evitará daños durante el envío.
Veo este error constantemente cuando los clientes presentan sus planos iniciales, y destruye directamente su presupuesto. Cuando se fuerza un cartón grueso y sobredimensionado para que encaje en un espacio de estantería compacto, las densas fibras de papel se resisten con fuerza a doblarse. Recuerdo haber visto una línea de co-empaquetado detenerse por completo porque los trabajadores tenían que luchar físicamente con la resistencia rígida y polvorienta del cartón kraft virgen pesado solo para doblar el borde de retención frontal. Esta lucha constante ralentizó la línea de montaje en un 40 % estimado²,generando enormes costes de mano de obra. Solucionamos esto simplificando matemáticamente el troquelado, utilizando una flauta E mucho más ligera y de alto rendimiento³que se pliega sin fricción, eliminando de inmediato el coste de material sobrante y conservando la capacidad de carga dinámica exacta necesaria para la estantería.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar costosos tableros de doble pared para bandejas pequeñas | Simplificación inteligente de la ingeniería con flauta E ligera4 | Reduce drásticamente el tiempo de co-empaquetado y los costos de materia prima |
| Agregar pestañas de bloqueo excesivas para asegurar tablas pesadas | Utilizando esquinas modulares preencoladas | Evita la fatiga por montaje manual y el desgarro del papel |
| Inflar el tamaño de la caja maestra para que quepan las unidades plegadas voluminosas | Reducción del calibre de la placa para optimizar el anidamiento5 | Maximiza la densidad de carga y reduce los gastos de envío |
Deja de malgastar tu presupuesto en materiales pesados que dificultan el funcionamiento de tus líneas de montaje. La ingeniería de precisión utiliza un grosor exacto de los materiales para garantizar la resistencia estructural, manteniendo al mismo tiempo los costos de empaquetado al mínimo.
🛠️ El escritorio de Harvey: ¿Estás pagando por tableros de doble pared pesados cuando un perfil de pared simple de alto rendimiento sería mejor? 👉 Solicita una auditoría de materiales ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Qué es PDQ en marketing?
La bandeja en el estante es tu última oportunidad para comunicarte con el consumidor, pero los equipos de marketing agresivos a menudo sabotean este momento crucial hablando demasiado.
En marketing, PDQ representa una comunicación rápida del producto que prioriza la interacción visual inmediata sobre el texto detallado. En un pasillo de supermercado increíblemente concurrido, esta estrategia de empaque especializada se centra exclusivamente en captar la atención del comprador apresurado, transmitir instantáneamente la propuesta de valor principal y generar una compra impulsiva y sin complicaciones.

Tratar la bandeja como si fuera un folleto es un error fatal cuando solo tienes unos segundos para captar la atención de los transeúntes.
Por qué la publicidad en vallas no supera la prueba de impulso de tres segundos
Los diseñadores gráficos que pasan de la publicidad digital a la digital suelen intentar imprimir las siete capas de su investigación sobre el comportamiento del consumidor directamente en el expositor físico de cartón corrugado. Utilizan los paneles laterales y el borde frontal como si fueran un lienzo plano, llenándolos con densos párrafos sobre los beneficios del producto, las listas de ingredientes y las declaraciones de la misión corporativa.
La realidad de un gran almacén castiga severamente este enfoque con exceso de texto. Cuando recorro los pasillos, veo cómo los compradores ignoran activamente estas bandejas abarrotadas porque la intensa iluminación fluorescente crea un brillo ilegible sobre la tipografía densa. Hay que tener en cuenta que un vendedor debe captar la atención visual desde 9,1 metros de distancia0,9metros y lograr la conversión a 76,2 centímetros. Tuve un cliente cuyos paneles laterales, con una tipografía impecable, quedaban completamente ocultos tras los productos adyacentes una vez colocados en el estante, lo que hacía inútil su costosa impresión. Eliminamos el texto denso, cubrimos toda la estructura con un color Pantone de alta visibilidad y dejamos que una enorme forma troquelada hablara por sí sola, aumentando instantáneamente su impacto visual y ahorrándoles dinero en costos de preimpresión complejos.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión de párrafos densos en bandejas de estantes | Imponer la regla de compromiso espacial 3-3-37 | Capta la atención del comprador desde 30 pies de distancia8 |
| Colocar texto importante en paneles laterales ocultos | Inundar las áreas visibles con colores planos uniformes | Maximiza el reconocimiento de la marca bajo luces intensas de la tienda |
| Utilizando cabezales planos estándar | Diseño de formas de contorno troqueladas agresivas | Provoca compras impulsivas inmediatas en pasillos abarrotados |
El estante de la tienda es un campo de batalla físico, no una pantalla digital. Si los compradores tienen que detenerse y entrecerrar los ojos para leer la información en tu bandeja de cartón, ya has perdido la venta y desperdiciado tu presupuesto de marketing.
🛠️ Harvey's Desk: ¿Tu obra actual no supera la prueba de los tres segundos debido a la complejidad visual? 👉 Obtén una revisión de impacto gráfico ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta.
¿Qué es PDQ en la cadena de suministro?
Un producto con una impresión impecable no sirve de nada si los dependientes lo destruyen antes de que llegue a la zona de ventas.
En la cadena de suministro, PDQ se refiere a la integración logística de alta velocidad de los expositores prellenados que se mueven a través de redes de transporte globales. Este marco operativo específico exige tolerancias de embalaje matemáticamente precisas, lo que garantiza que las bandejas de cartón apiladas puedan desempaquetarse, manipularse y colocarse en los estantes sin ninguna dificultad por parte de los empleados de grandes superficies comerciales.
Proteger el producto durante el transporte marítimo es solo la mitad de la batalla; sobrevivir los últimos cincuenta pies desde el almacén hasta el pasillo es donde se desangran los presupuestos.
La brutal realidad de la fricción del cartón maestro
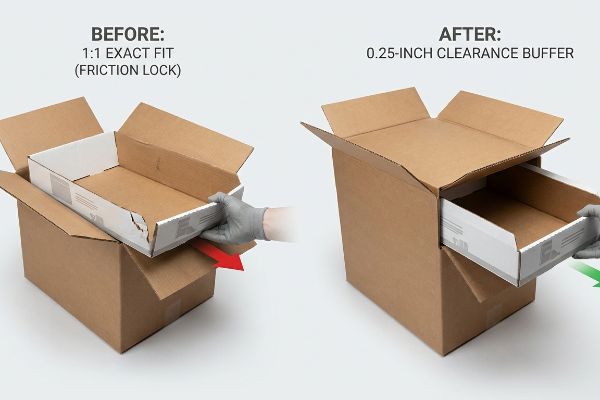
Los equipos de compras suelen exigir que las cajas de envío principales coincidan perfectamente con las dimensiones exteriores exactas (1:1)de sus bandejas de venta al por menor prellenadas. Suponen que este ajuste extremadamente preciso, sin espacio libre, proporciona la máxima protección durante el transporte, al tiempo que minimiza el peso volumétrico del envío.
Esta densidad teórica luce muy bien en una hoja de cálculo, pero crea un caos absoluto en el almacén. El testliner corrugado crudo posee una fricción superficial severa11, comportándose casi como papel de lija al comprimirse. Cuando un empleado intenta sacar una bandeja de 24 pulgadas (609,6 mm) de un contenedor maestro, las paredes de cartón se bloquean físicamente. He visto a empleados tirar con fuerza de los paneles frontales, lo que produce un desagradable sonido de desgarro cuando el borde de retención impreso se desprende por completo de la unidad. Este daño estructural provocó rechazos inmediatos por parte de los minoristas, lo que obligó a la marca a emitir costosos reemplazos de emergencia. Solucionamos este problema de manera definitiva mediante el diseño matemático de un margen de seguridad perimetral mínimo absoluto de 0,25 pulgadas (6,35 mm)12 en la cavidad interna del contenedor maestro, rompiendo el bloqueo por fricción y garantizando una experiencia de desembalaje suave y sin desgarros.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño de cajas maestras con ajuste exacto 1:1 | Aplicar una tolerancia de desplazamiento geométrico estricta | Evita que los empleados del almacén dañen el expositor |
| Ignorando la fricción de la superficie del cartón | Agregar un tope de espacio libre interno de 0,25 pulgadas13 | Permite desempaquetar sin fricción en la tienda |
| Priorizar la densidad absoluta de carga | Equilibrio de la densidad con extracción manual segura | Elimina los costosos contracargos por daños del minorista14 |
Ahorrar unas pocas fracciones de centavo en espacio de embalaje es completamente inútil si el producto llega encajado en su caja. Debes planificar con precisión el espacio libre necesario para garantizar que tu campaña sobreviva a la dura realidad del desembalaje en tienda.
🛠️ Harvey's Desk: ¿Sus expositores anidados corren el riesgo de sufrir un bloqueo por fricción dentro de sus cajas de envío principales? 👉 Solicite su auditoría de despacho ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuál es el significado completo de PDQ en el sector del embalaje?
El acrónimo promete rapidez, pero no tener en cuenta el grosor físico del papel convierte las implementaciones rápidas en angustiosos cuellos de botella en la fabricación.
Las siglas PDQ significan Pretty Darn Quick (Bastante Rápido), y definen estrictamente una clase de envases listos para la venta, diseñados para una rápida implementación. En la industria del embalaje, este acrónimo exige que la ingeniería estructural permita un co-empaquetado automatizado de alta velocidad, un montaje sencillo en tienda y una comercialización inmediata y de gran visibilidad en los estantes.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y las líneas de troquelado digitales chocan con los límites físicos de la materia prima.
Pretty Darn Quick se convierte en un infierno de producción
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en software digital con el mismo ancho exacto que el panel correspondiente. Dibujan líneas planas en una pantalla, asumiendo que un pliegue digital se traducirá perfectamente en una esquina limpia de 90 grados sin tener en cuenta el grosor real del cartón corrugado15.
En mi empresa, veo con frecuencia que esta suposición digital provoca fallos de montaje catastróficos durante las pruebas de preproducción. Cuando un panel de flauta B de 3 mm (0,11 pulgadas) de grosor16 veces, el revestimiento exterior se estira y consume material, lo que hace que la ranura de recepción correspondiente quede demasiado ajustada. Recuerdo haber medido la deformación resultante cuando el equipo de un cliente forzó las pestañas para unirlas; la fuerte tensión provocó que todo el panel trasero se curvara visiblemente hacia afuera 10,6 mm (0,42 pulgadas). Esta microfricción a escala impedía que las bandejas se asentaran correctamente en el estante, lo que generaba una gran inestabilidad. Analicé las lecturas del micrómetro y demostré que no necesitábamos rediseños costosos; solo necesitábamos aplicar una compensación de calibre algorítmica en nuestro software CAD (Diseño Asistido por Computadora). Al ensanchar matemáticamente las ranuras para absorber la flexión exacta, garantizamos un ajuste sin fricción, reduciendo el tiempo de montaje en 35 segundos por unidad y ahorrando al cliente importantes costes de mano de obra.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dibujar pestañas y ranuras a escala 1:1 en un software de diseño | Aplicación de algoritmos estrictos de compensación de calibre CAD17 | Garantiza un ensamblaje rápido, preciso y matemáticamente perfecto |
| Ignorando el grosor físico del tablero plegado | Agregar un margen de curvatura específico a las ranuras de recepción18 | Elimina la deformación de los paneles y la inestabilidad de la base |
| Uniendo a la fuerza las uniones de cartón desalineadas | Mecanismos de enclavamiento sin fricción diseñados para la ingeniería | Reduce drásticamente el tiempo de empaquetado conjunto y evita que las fibras se rompan. 19 |
Nunca confíes en un dibujo digital plano hasta que hayas comprobado las tolerancias matemáticas del sustrato plegado. La ingeniería de precisión a nivel micro es la única forma comprobada de eliminar el desperdicio en el ensamblaje y proteger tu presupuesto de manera efectiva.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor más económico, pero cuando la caja maestra, al estar tan ajustada, se atasca por la fricción, obligando a los dependientes a romper las pestañas de sujeción impresas, los rechazos de los minoristas anularán por completo el margen de beneficio de tu campaña. Más de 500 responsables de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias críticas y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar puntos de fricción costosos antes de que comience la producción en masa.
"Diseño óptimo de envases de cartón ondulado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Normas técnicas de embalaje que explican por qué el cartón ondulado de una sola pared suele ser suficiente para bandejas pequeñas de venta al por menor y por qué la construcción de doble pared se considera un sobrediseño. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: La afirmación de que un grosor excesivo del material no mejora necesariamente el rendimiento para bandejas pequeñas. Nota de alcance: Se aplica a las especificaciones de embalaje listo para la venta (SRP). ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Puntos de referencia de la industria que cuantifican el impacto de la rigidez del material en las velocidades de plegado y ensamblaje manual en entornos de co-empaquetado. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio de eficiencia operativa; respalda: la afirmación de que el sobrediseño estructural aumenta los costos de mano de obra; nota de alcance: los resultados pueden variar según el grado específico del cartón y la experiencia del trabajador. ↩
"[PDF] Especificaciones para cartón ondulado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Datos técnicos sobre cartón ondulado de flauta E que demuestran su capacidad de plegado y su relación resistencia-peso para expositores comerciales. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria del embalaje; Apoya: el uso de flauta E para reducir el coste del material sin perder integridad estructural; Nota de alcance: se aplica a grados estándar de cartón ondulado. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Las especificaciones técnicas sobre los tamaños de flauta ondulada confirman el equilibrio óptimo entre resistencia y peso de la flauta E para bandejas pequeñas de venta al por menor en comparación con los cartones de doble pared. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: uso de flauta E para bandejas pequeñas. Nota de alcance: centrado en materiales de cartón ondulado. ↩
"[PDF] El efecto de la densidad del producto en el precio y la calidad percibidos", https://aquila.usm.edu/cgi/viewcontent.cgi?article=1258&context=honors_theses. La investigación en logística y embalaje demuestra que el calibre (grosor) del cartón influye directamente en la eficiencia de apilamiento y el anidamiento de las unidades plegadas en las cajas maestras. Función de la evidencia: métrica operativa; tipo de fuente: documento técnico sobre logística. Apoya: vínculo entre el calibre y la densidad de carga. Nota de alcance: aplicable a embalajes de cartón corrugado plegables. ↩
"Servicios y estrategia de merchandising visual | T-ROC Global", https://trocglobal.com/visual-merchandising/. Documentación de la regla '30-3-3' en el diseño de tiendas minoristas con respecto a las distancias para la atracción visual, la interacción y la conversión. Rol de evidencia: especificación técnica; tipo de fuente: guía de merchandising minorista. Apoya: los requisitos espaciales para una disrupción visual efectiva en el PDQ. Nota de alcance: Las distancias específicas pueden fluctuar según el ancho del pasillo y la iluminación. ↩
"La importancia de la regla de 3 para sus exhibidores personalizados", https://mcintyredisplays.com/blog/custom-store-displays/. Verificación de la regla 3-3-3 como un estándar reconocido de la industria para la jerarquía visual en el diseño de exhibidores minoristas. Rol de evidencia: definición técnica; tipo de fuente: libro de texto de marketing o informe técnico de la industria. Apoya: La afirmación de que las reglas espaciales optimizan la interacción del comprador. Nota de alcance: La aplicación puede variar según el sector minorista. ↩
"21 maneras de aumentar el flujo de clientes en tiendas minoristas mediante señalización", https://screencloud.com/retail/increase-footfall. Datos empíricos sobre la distancia efectiva a la que la señalización y los expositores de punto de venta atraen la atención del consumidor. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de comportamiento del consumidor o informe de análisis de ventas minoristas. Apoya: La afirmación sobre la efectividad de las reglas de interacción espacial en función de la distancia. Nota de alcance: Los resultados dependen de la iluminación de la tienda y del ancho del pasillo. ↩
"Reglas de embalaje dimensional: cómo utilizarlas para mejorar el envío", https://blog.shipperhq.com/2021/02/dimensional-packing-rules/. Verificación de los estándares de la industria con respecto a la relación dimensional entre las cajas maestras y el embalaje listo para la venta minorista. Función de evidencia: verificación técnica; tipo de fuente: manual de logística. Apoya: el requisito común de aprovisionamiento de tolerancias estrictas. Nota de alcance: centrado en los requisitos de las grandes superficies comerciales. ↩
"Principales problemas del mercado de embalajes de protección y tránsito – Smithers", https://www.smithers.com/resources/2017/dec/protective-and-transit-packaging-market-issues. Análisis técnico de cómo la ausencia de espacio libre entre las capas de embalaje afecta la absorción de impactos y la estabilidad estructural durante el envío. Función de la evidencia: validación fáctica; tipo de fuente: estudio de ingeniería de embalaje. Apoya: el supuesto beneficio del anidamiento ajustado. Nota de alcance: examina la vibración y compresión durante el tránsito. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Las fichas técnicas de materiales para revestimientos de cartón corrugado sin calandrar proporcionan coeficientes de fricción que validan una alta resistencia superficial durante la compresión. Función de la evidencia: verificación de propiedades del material; tipo de fuente: ficha técnica. Apoyos: causa del bloqueo por fricción en embalajes anidados. Nota de alcance: específico para el revestimiento de prueba crudo, sin recubrimiento. ↩
"Bandejas y cajas PDQ – Plus Printers", https://www.plusprinters.com/product/pdq-trays-and-boxes/?srsltid=AfmBOoqr0Xj2kcVEpWLXBdRBYJr4XCwjO6cIZk9xDyS9M8Tm7Nw0RLlf. Las normas de ingeniería de embalaje y las guías de tolerancia de envío definen la holgura interna necesaria para evitar el bloqueo por fricción en unidades de cartón anidadas. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería de la industria. Admite: la métrica específica de holgura de 0,25 pulgadas. Nota de alcance: puede variar según el volumen total de la unidad. ↩
"Cómo el embalaje PDQ impulsa las ventas minoristas y la visibilidad de la marca", https://innorhino.com/blog/about-business/pdq-packaging-retail-sales?srsltid=AfmBOoq2YQmqE1cwH-89deMWtJW0lPLZK7G3wqRJBHdTDJJAfB2PqCzS. Validación técnica del requisito específico de espacio libre de 0,25 pulgadas para evitar la fricción durante el desembalaje minorista. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la medición específica para un desembalaje sin fricción. Nota de alcance: aplicable a cajas maestras de cartón corrugado. ↩
«¿Qué errores de empaquetado por contrato provocan devoluciones de cargo por parte de los minoristas?», https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks . Verificación de las sanciones económicas que los minoristas imponen a los proveedores cuando el diseño del embalaje provoca daños en el producto durante la extracción. Función de la evidencia: verificación del impacto financiero; tipo de fuente: acuerdo de la cadena de suministro minorista. Apoya: la afirmación de que una extracción deficiente provoca devoluciones de cargo. Nota de alcance: típico en entornos de grandes superficies comerciales.
"La guía definitiva para cajas de cartón ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Las guías autorizadas sobre diseño de embalajes estructurales explican la necesidad de considerar los márgenes de plegado para tener en cuenta el grosor del material en el cartón ondulado y garantizar un ajuste preciso. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: La afirmación de que no tener en cuenta el grosor del material conlleva pliegues imprecisos. Nota de alcance: Se aplica específicamente a materiales de embalaje rígidos o semirrígidos. ↩
"Cartón ondulado y grados de material – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Las especificaciones técnicas de las normas de la industria del embalaje verifican el espesor nominal del cartón ondulado de flauta B. Función de la evidencia: verificación técnica; tipo de fuente: norma industrial. Apoyos : la medición específica del espesor del material de flauta B. Nota de alcance: pueden existir tolerancias entre diferentes fabricantes.
"Consejos principales para el diseño de lengüetas y ranuras para el ensamblaje de piezas de chapa metálica", https://www.youtube.com/watch?v=DHcrX_ZnByA. Breve explicación de cómo las normas de ingeniería de embalaje para la compensación de calibre garantizan ajustes precisos en cajas plegables. Función de evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: uso de compensación de calibre para lengüetas 1:1. Nota de alcance: aplicable a materiales de cartón corrugado y plegable. ↩
"Determinación analítica de la rigidez a la flexión de un panel de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Breve explicación de cómo el cálculo de la tolerancia de flexión tiene en cuenta el espesor del material para evitar la deformación. Función de la evidencia: especificación técnica; tipo de fuente: guía de diseño de embalaje. Apoyos: necesidad de la tolerancia de flexión para evitar la curvatura del panel. Nota de alcance: varía según el grado del cartón y el tamaño de la ondulación. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Breve explicación de cómo el entrelazado preciso reduce la tensión mecánica en las fibras corrugadas durante el ensamblaje. Función de la evidencia: verificación de propiedades físicas; tipo de fuente: artículo de ciencia de los materiales. Apoya: la afirmación de que las uniones sin fricción evitan el desgarro de las fibras. Nota de alcance: se centra en la integridad estructural. ↩



