
Las marcas pierden margen de beneficio cuando los embalajes mal diseñados obligan a los dependientes a dedicar veinte minutos a desempaquetar las cajas con cúteres. Los expositores listos para la venta eliminan ese inconveniente, lo que permite que su producto se venda más rápido.
Las ventajas del embalaje listo para la venta al por menor radican en su eficiencia estructural, que permite que la mercancía pase directamente del palé de envío al estante de la tienda sin necesidad de desempaquetarla. Estas soluciones aumentan la visibilidad de la marca, aceleran la reposición de existencias, minimizan los daños durante el transporte, reducen los costes de mano de obra y garantizan el cumplimiento absoluto de las estrictas directrices de comercialización de las grandes superficies.

Hacer que una caja sea fácil de abrir parece sencillo, pero diseñar esa transición perfecta desde la mercancía hasta el suelo es donde realmente se marca la diferencia.
¿Cuáles son las 5 ventajas del embalaje?
A los equipos de compras les encanta arrancar las solapas superiores para crear expositores. Parece una solución fácil para mejorar la visibilidad, pero altera por completo la estructura de la caja.
Las cinco ventajas del embalaje incluyen la protección estructural contra daños durante el transporte, la comunicación visual de la marca, la manipulación ergonómica para los empleados, el estricto cumplimiento de las normativas de tamaño para grandes superficies y la perfecta integración en cadenas de suministro automatizadas. Diseñar correctamente estos elementos previene costosas pérdidas de mercancía y garantiza una reposición fluida en la tienda.

Todos desean la ventaja de un expositor abierto, pero quitar la tapa introduce una enorme vulnerabilidad estructural si no se ajustan los cálculos.
Protección de la resistencia a la compresión en contenedores de embalaje de tapa abierta
Muchos compradores simplemente solicitan sustituir un contenedor RSC (Regular Slotted Container) estándar por un contenedor HSC1 (Half Slotted Container) para crear un expositor de estantería abierto. Parece lógico ahorrar en costes de material eliminando las solapas superiores2 y, al mismo tiempo, ofreciendo a los consumidores acceso inmediato al producto. Dan por sentado que las gruesas paredes de cartón corrugado soportarán el peso durante el transporte.
Veo esta trampa constantemente cuando los compradores experimentados intentan estirar su presupuesto. Piden un contenedor abierto sin ajustar la clasificación ECT (Edge Crush Test). Sin esas solapas superiores que unen las esquinas, la caja pierde su cierre superior de 360 grados. El mes pasado, un cliente me trajo un diseño de contenedor abierto que había fallado. Cuando presioné con el pulgar el borde sin tratar del revestimiento de prueba estándar de una sola pared, sentí el pandeo inmediato y el sonido de desgarro de las estrías al colapsar. Le expliqué que necesitábamos alinear estrictamente la veta corrugada perfectamente vertical para restaurar la resistencia a la compresión3, evitando así la necesidad de una tapa y manteniendo el contenedor lo suficientemente rígido como para soportar el apilamiento doble pesado en el almacén.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Quitar las solapas superiores sin matemáticas | Alinear la veta estrictamente en vertical4 | Sobrevive a palés apilados doblemente |
| Utilizar paredes simples para contenedores pesados | Actualización a perfil de doble pared5 | Evita el aplastamiento de la base |
| Ignorando la presión de carga superior | Rediseño de la resistencia al aplastamiento de los bordes6 | Mantiene la mercancía impecable |
Siempre recalculo el déficit estructural en el momento en que un cliente solicita un diseño de techo abierto. Restablecer la capacidad de carga vertical antes del troquelado evita que todo el envío se derrumbe bajo la presión del almacén.
🛠️ Oficina de Harvey: ¿Le preocupa que sus contenedores de exhibición abiertos se aplasten bajo el peso de los palés? 👉 Solicite una auditoría de carga estructural ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, se lo prometo.
¿Cuáles son las 4 C del packaging?
De nada sirve aplicar la teoría de marketing correcta si la estrategia visual falla en el soporte físico. Los colores de la marca deben reproducirse a la perfección en el cartón.
Las cuatro C del embalaje exigen una comodidad excepcional para el cliente, rentabilidad, comunicación visual y cumplimiento de las normativas medioambientales. Dominar estos cuatro pilares fundamentales garantiza que sus cajas conecten con los compradores, resistan las dificultades del transporte, protejan sus márgenes de beneficio y cumplan con las estrictas normativas medioambientales de las grandes cadenas minoristas.

Puedes planificar tu estrategia de comunicación a la perfección en la sala de juntas, pero a las fibras porosas de una lámina de cartón ondulado no les importa tu pantalla digital.
Cómo prevenir fallos de comunicación visual en envases de cartón
Los equipos de diseño gráfico suelen convertir sus atractivos logotipos corporativos a colores estándar, dando por sentado que las impresoras automatizadas reproducirán sin problemas los gráficos de sus monitores. Envían estos archivos creyendo que el aspecto de la comunicación visual está completamente resuelto.
Incluso los diseñadores experimentados suelen pasar por alto cómo el testliner sin tratar absorbe la tinta. Esperan un logotipo nítido, pero obtienen un desastre borroso bajo la iluminación intensa de la tienda. La impresión estándar CMYK (cian, magenta, amarillo y negro) se basa en puntos de semitono superpuestos7, y cuando esos pequeños puntos tocan las fibras de papel sin sellar, se corren sin control. Recuerdo haber pasado la mano sobre la tarjeta de cabecera recién impresa de un cliente; la superficie se sentía perfectamente lisa, pero el logotipo parecía una acuarela descolorida y granulada. Cambiamos su logotipo principal a un único color directo PMS (Pantone Matching System)8, eliminando instantáneamente el grano del semitono y ofreciendo una imagen densa y de alto contraste que atrae a los clientes desde 6,09 m de distancia.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Colores del proceso de impresión sobre papel kraft | Exigir el uso de colores directos Pantone | Ofrece una imagen de marca de alto contraste |
| Ignorando la absorción de tinta de fibra | Tinta que inunda la base blanca | Mantiene los colores vibrantes |
| Confiar en las pruebas de pantalla digitales | Muestras físicas a juego | Cumple con los estrictos estándares de la marca |
Jamás permito que el logotipo principal de una marca se imprima utilizando colores básicos sobre cartulina sin tratar. La única forma de proteger el valor de tu marca en el punto de venta es diseñar una paleta de colores específicos.
🛠️ Harvey's Desk: ¿Los colores de tu marca se ven apagados y descoloridos al imprimirlos en cartón corrugado? 👉 Solicita una consulta de color en preimpresión ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Qué es el embalaje listo para la venta al por menor?
Los sistemas listos para la venta están diseñados para evitar el paso por el almacén y llegar directamente al cliente. Pero si los escáneres del almacén no pueden leer los códigos de barras, la caja nunca llega a su destino.
El embalaje listo para la venta al por menor es un contenedor de cartón corrugado especializado, diseñado para sujetar la mercancía de forma segura durante el envío y que, a la vez, se convierte fácilmente en un expositor para estanterías. Este diseño de doble propósito elimina la necesidad de desembalar cada producto individualmente, lo que reduce drásticamente el tiempo de reposición manual y garantiza una rápida reposición de los pasillos para las principales cadenas minoristas.

Un bonito expositor desmontable resulta inútil si infringe los estrictos protocolos logísticos de recepción de una gran cadena minorista.
Cómo evitar el cuello de botella del muelle de recepción con envases listos para la venta al por menor
Muchas marcas diseñan un expositor desprendible estéticamente perfecto, dando por sentado que las perforaciones limpias y los gráficos brillantes son lo único que importa. Colocan sus etiquetas de envío obligatorias dondequiera que haya espacio en blanco en la caja principal.
Piensa en la colocación de etiquetas como en un parquímetro; si está ligeramente fuera de los límites, te multan. Es una trampa común que atrapa incluso a equipos de compras experimentados. Diseñan la apertura perfecta para el desprendimiento, pero colocan el código de barras UCC-128 (Uniform Code Council 128)9 directamente sobre la costura perforada. Durante una prueba, vi a un empacador agarrar con entusiasmo la pestaña de desprendimiento y, con un satisfactorio chasquido de la perforación, el código de barras crítico se rasgó por completo por la mitad. Ese único error genera una enorme tarifa de reempaquetado en el centro de distribución10.Inmediatamente tracé una zona segura física para la etiqueta, desplazándola matemáticamente lejos de las líneas de desprendimiento estructurales para garantizar un escaneo automatizado sin fricción y cero cargos de devolución del minorista.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Colocar etiquetas en las líneas de desgarro | Mapeo de una zona segura estructural | Elimina los gastos de reempaquetado |
| Ocultar códigos de barras cerca de la base | Centrado de etiquetas para escáneres | Acelera la recepción en el muelle |
| Utilizar formatos de impresión ilegibles | Aplicación de normas estrictas de etiquetado | Evita retrasos en la cadena de suministro |
Siempre comparo las rutas de troquelado físico con las zonas de etiquetado obligatorias. Una presentación impecable no sirve de nada si un código de barras roto provoca el rechazo de todo el envío en el muelle.
🛠️ Oficina de Harvey: ¿No está seguro de si sus códigos de barras de envío obligatorios cruzan las perforaciones críticas para rasgar? 👉 Solicite su revisión de archivo estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuáles son las 5 P del embalaje?
En una sala de juntas, equilibrar los cinco pilares del marketing es estupendo, pero nada de eso importa si la caja física, literalmente, no se puede plegar en la línea de montaje.
Las 5 P del empaque representan producto, precio, ubicación, promoción y desempeño físico. Equilibrar estos cinco elementos estratégicos garantiza que su estructura de exhibición personalizada no solo luzca increíble, sino que también proteja la mercancía, atraiga directamente al público objetivo y resista el riguroso estrés mecánico dentro de la red de distribución.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y las materias primas comienzan a oponerse a la línea de troquelado digital.
¿Por qué fallan las troqueladoras de embalaje estándar en la planta de producción?
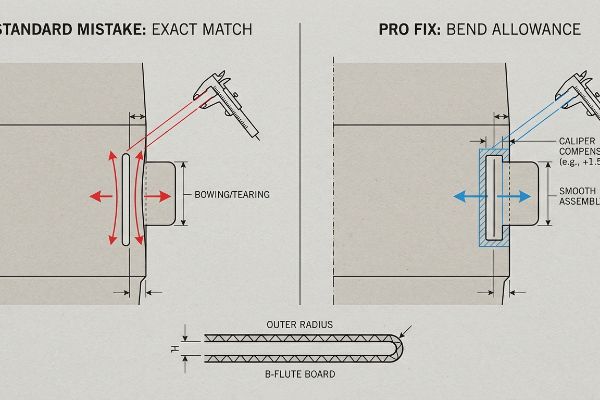
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en su software digital con el mismo ancho exacto que el panel correspondiente11.Dan por sentado que si una pestaña tiene 2 pulgadas (50,8 mm) de ancho, la ranura que la recibe también debe coincidir perfectamente con esa misma dimensión.
En mi taller, veo con frecuencia tiradas impresas de excelente calidad que se arruinan por completo porque el archivo digital ignora la realidad física. La pantalla del diseñador no tiene en cuenta el grosor exacto de un tablero de flauta B. Cuando un panel de 0,12 pulgadas (3,04 mm) de grosornoventa grados, consume material físicamente, creando un radio exterior.La semana pasada, realizamos una prueba de preproducción para un cliente que utilizaba anchos de ranura idénticos. Cuando el equipo de montaje intentó forzar la pestaña en la ranura sin compensación, se produjo una deformación severa y se rasgó por completo el revestimiento exterior impreso. Tomé las lecturas del micrómetro, reconstruí las ranuras en el software CAD (Diseño Asistido por Computadora) estructural e inyecté una tolerancia de flexión adicional de 1,5 mm. Al aplicar esta corrección de alta precisión, logré reducir el tiempo de montaje de coempaquetado en 35 segundos por unidad, lo que le ahorró al cliente enormes costos de mano de obra y evitó el pandeo estructural.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dibujar ranuras que coincidan exactamente | Calcular el margen de curvatura14 | Detiene la deformación estructural |
| Ignorando el grosor del calibre de la tabla | Inyección con tolerancias milimétricas precisas15 | Reduce los costos laborales de co-empaquetado |
| Forzar juntas de ensamblaje ajustadas | Ampliación de los espacios de recepción16 | Evita que la capa superior se rasgue |
Me niego a enviar un archivo a producción en masa sin aplicar algoritmos de compensación de calibre a cada pliegue. Diseñar el radio de curvatura exacto evita la fricción en el ensamblaje y protege su margen de beneficio al evitar horas de trabajo innecesarias.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor basándote únicamente en el coste unitario, pero si un calibre de cartón sin compensación provoca que miles de expositores se deformen y se rompan durante el empaquetado conjunto, ralentizando la línea de montaje en un 30% aproximadamente, tus ahorros iniciales se esfuman al instante. Más de 500 responsables de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias de fricción y permíteme auditar personalmente tus diseños estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar fallos mecánicos costosos antes de que las prensas empiecen a funcionar.
"Estilos básicos de cajas | Packaging Corporation of America", https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/. [Los estándares de la industria para el embalaje de cartón ondulado definen las diferencias estructurales y de materiales entre los contenedores ranurados regulares y los contenedores ranurados a media altura]. Función de la evidencia: definición técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la viabilidad de sustituir los contenedores ranurados regulares por contenedores ranurados a media altura. Nota de alcance: limitado al cartón ondulado. ↩
"Cajas RSC vs. HSC: Comparación y contraste – Brown Packaging", https://brownpackaging.com/rsc-vs-hsc-boxes-compared-and-contrast/. [Los cálculos del área del cartón para diseños de cajas estándar demuestran una reducción directa en el uso de material al eliminar las solapas de cierre superiores]. Función de la evidencia: verificación fáctica; tipo de fuente: datos de fabricación. Apoya: la afirmación de que eliminar las solapas ahorra costos de material. Nota de alcance: se aplica a diseños de cartón corrugado estándar. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Las especificaciones técnicas para el cartón corrugado demuestran que la orientación vertical de las acanaladuras optimiza la capacidad de carga axial para compensar la pérdida de las solapas estructurales]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la metodología para mantener la rigidez del contenedor durante el apilamiento doble. Nota de alcance: se aplica al cartón corrugado estándar. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las normas de ingeniería de embalaje explican cómo la orientación vertical de las ondulaciones del cartón corrugado maximiza la capacidad de la caja para soportar cargas de compresión verticales]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoyos: Mantenimiento de la integridad estructural en contenedores abiertos. Nota de alcance: Específico para la física del cartón corrugado. ↩
"Comparación de cajas de pared simple y doble: Entendiendo las diferencias...", https://arvco.com/articles/comparing-single-wall-and-double-wall-boxes-understanding-the-differences/. [Las especificaciones técnicas demuestran que el cartón corrugado de doble pared ofrece una capacidad de carga y una resistencia al aplastamiento significativamente mayores que las construcciones de pared simple]. Función de la evidencia: Especificación técnica; tipo de fuente: Norma industrial. Apoyos: Prevención del aplastamiento de la base en contenedores de alta resistencia. Nota de alcance: El rendimiento varía según el tipo de papel y el tamaño de la ondulación. ↩
"Prueba de aplastamiento de bordes: Información esencial para el embalaje de cartón ondulado", https://www.testresources.net/blog/edge-crush-test-essential-insights-for-corrugated-packaging. [La prueba de aplastamiento de bordes (ECT) es la medición estándar de la industria utilizada para determinar la capacidad de carga del cartón ondulado cuando se somete a presión de carga superior]. Función de evidencia: Verificación métrica; tipo de fuente: Norma ISO/ASTM. Apoyos: Protección de la mercancía contra el aplastamiento. Nota de alcance: La ECT es un predictor principal de la resistencia al apilamiento, pero no tiene en cuenta todos los factores ambientales. ↩
"[PDF] 1. La ganancia de punto es el aumento del tamaño de los puntos de semitono a medida que la tinta se absorbe en…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [La literatura técnica de impresión describe cómo la superposición de puntos de semitono en los procesos CMYK conduce al sangrado de tinta y a la ganancia de punto en fibras sin sellar.] Función de la evidencia: explicación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: el mecanismo de degradación visual en cartón. Nota de alcance: se centra en sustratos sin recubrimiento. ↩
"PMS vs CMYK para embalaje: ¿Cuál es mejor? – PAX Solutions", https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Los estándares de la industria confirman que las tintas planas eliminan el grano de semitonos y proporcionan mayor saturación y consistencia en materiales porosos.] Función de la evidencia: solución técnica; tipo de fuente: libro de texto de artes gráficas. Apoya: la superioridad de PMS sobre CMYK para logotipos de alto contraste. Nota de alcance: se refiere a rellenos de color sólido. ↩
"Guía de etiquetado logístico GS1", https://www.gs1.org/standards/gs1-logistic-label-guideline/current-standard. [Un documento estándar autorizado de GS1 verificará las especificaciones técnicas y el uso previsto de los códigos de barras UCC-128 para contenedores de envío]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Soporte: identificación de códigos de barras. Nota de alcance: enfoque en aplicaciones de logística y centros de distribución. ↩
"Contracargos en el comercio minorista 101: Qué son y cómo minimizarlos", https://www.hrg-audit.com/post/retail-chargebacks-101. [Los manuales de cumplimiento y los documentos técnicos sobre logística del comercio minorista proporcionan evidencia de que las etiquetas dañadas o no escaneables dan lugar a contracargos estandarizados del proveedor por el reempaquetado manual]. Función de la evidencia: afirmación fáctica; tipo de fuente: manual de cumplimiento del comercio minorista. Apoya: consecuencias financieras de la colocación de etiquetas. Nota de alcance: las tarifas varían según el minorista y el volumen. ↩
"[PDF] Requisitos globales de troquelado de ingeniería de embalaje corporativo de 3M", https://multimedia.3m.com/mws/media/2619412O/global-packaging-dieline-requirements.pdf. [Los manuales técnicos de embalaje especifican que las ranuras deben ser de mayor tamaño en relación con las pestañas para tener en cuenta el grosor del material y la variación de fabricación]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: La afirmación de que el dimensionamiento 1:1 es un error de diseño. Nota de alcance: Las tolerancias específicas dependen del calibre del material y del tipo de sustrato. ↩
"[PDF] Especificaciones para cartón ondulado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Una guía autorizada de la industria del embalaje o una hoja de especificaciones del fabricante confirma el espesor nominal del cartón ondulado de flauta B]. Función de la evidencia: verificación de hechos; tipo de fuente: especificación técnica. Apoyos: precisión del espesor del material. Nota de alcance: Pueden existir variaciones menores entre diferentes fabricantes. ↩
"Determinación analítica de la rigidez a la flexión de una estructura de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Las normas de ingeniería para la deformación del material y la tolerancia de flexión describen cómo se desplaza el material y consume longitud durante un pliegue de noventa grados]. Función de la evidencia: principio técnico; tipo de fuente: manual de ingeniería mecánica. Apoya: la necesidad de la tolerancia de flexión en el CAD estructural. Nota de alcance: Varía según el grado del material y la precisión del pliegue. ↩
"División en el embalaje: creación, función, usos y beneficios", https://packhit.com/packaging/dieline/. [Un manual técnico sobre ingeniería de embalaje explicaría cómo el cálculo de la tolerancia de doblado tiene en cuenta el estiramiento y la compresión del material para evitar la tensión interna que provoca la deformación]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la relación entre la tolerancia de doblado y la integridad estructural. Nota de alcance: Aplicable específicamente a cartón rígido y materiales corrugados. ↩
"Cómo el calibre del cartón afecta el rendimiento y el costo de las cajas plegables", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Una investigación en ingeniería industrial demuestra que alinear las tolerancias de la matriz con el grosor del calibre del cartón reduce la fricción del ensamblaje y la intervención manual durante el co-empaquetado]. Función de la evidencia: validación operativa; tipo de fuente: estudio de ingeniería industrial. Apoya: la afirmación de que las tolerancias precisas reducen los costos laborales. Nota de alcance: El impacto varía según los niveles de automatización del ensamblaje. ↩
"Matrices de embalaje que reducen los residuos – IDP Direct", https://idpdirect.com/packaging-dielines-that-reduce-waste-how-to-use-them/. [Los datos de ciencia de materiales sobre la resistencia a la tracción del cartón indican que aliviar la tensión de la unión mediante ranuras de recepción más anchas evita concentraciones de tensión localizadas que provocan desgarros]. Función de la evidencia: análisis de fallos del material; tipo de fuente: especificación técnica. Apoya: la prevención de desgarros estructurales durante el ensamblaje. Nota de alcance: Depende del GSM del material y la dirección de la fibra. ↩



