
Pasas semanas diseñando el producto perfecto, solo para verlo enterrado en un estante desordenado de una tienda. Una bandeja personalizada resuelve este problema de visibilidad de inmediato.
El diseño de una bandeja PDQ (Pretty Darn Quick) requiere combinar la innovación visual con la física estructural para fomentar las compras impulsivas en la caja. Estas unidades listas para la venta mantienen la mercancía organizada, maximizan el valor de la marca y garantizan una reposición fluida para las grandes superficies comerciales en los mercados globales.

Pero diseñar una caja bonita en una pantalla es completamente diferente a sobrevivir en un entorno industrial exigente. Permítanme explicarles las realidades estructurales de la construcción de bandejas que realmente funcionen.
¿Qué es una bandeja PDQ?
Una bandeja expositora parece un simple contenedor, pero en realidad es una herramienta de comercialización altamente sofisticada, diseñada para lograr una eficiencia extrema en el comercio minorista.
Una bandeja PDQ es un expositor compacto de cartón corrugado, listo para colocar en estanterías, diseñado para una rápida implementación en puntos de venta. Generalmente ubicadas sobre mostradores o cabeceras de góndola, estas unidades aseguran productos de consumo envasados ligeros, agilizan la reposición de existencias e impulsan las ventas por impulso en zonas de caja con mucho tránsito.
Comprender su funcionamiento básico es sencillo. El verdadero desafío comienza cuando intentas equilibrar la altura de la bandeja con el peso físico de tus productos.
La trampa de estabilidad de la encimera
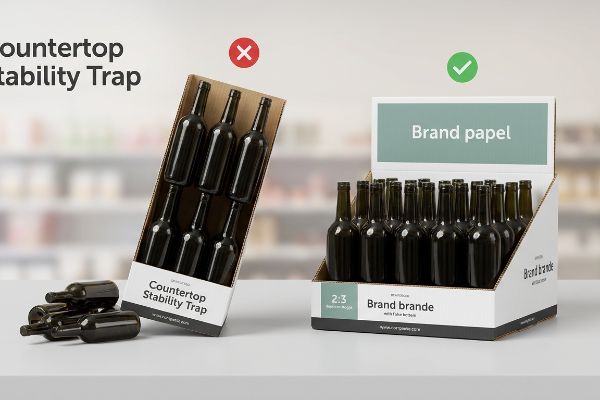
Incluso los diseñadores más experimentados suelen dar por sentado que basta con construir una bandeja con un panel trasero imponente para maximizar el espacio gráfico. El método habitual consiste en dibujar un enorme encabezado publicitario, llenar la bandeja con líquidos pesados o cosméticos y suponer que la base, por arte de magia, mantendrá la estructura en pie.
Observo constantemente este desajuste físico en la zona de pruebas. Un cliente envía un archivo perfecto, pero al cargar el prototipo físico 32 ECT (Edge Crush Test)1 con sus botellas de vidrio reales, el centro de gravedad se desplaza completamente hacia atrás. En cuanto un cliente golpea el estante, oigo el crujido característico de las estrías inferiores al doblarse la unidad, que se inclina hacia atrás y derrama el inventario por todas partes. Para evitarlo, aplico una estricta regla de proporción 2:3 entre profundidad y altura². Al ampliar matemáticamente la base, estabilizamos la carga, eliminando por completo el riesgo de que el mostrador se derrumbe y evitando costosas penalizaciones por rechazo porpartedel minorista .
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Cabeceras altas sobre bases estrechas | Imponiendo una relación profundidad-altura de 2:33 | Evita vuelcos y derrames |
| Ignorando el centro de gravedad del producto | Agregar un falso fondo para la distribución del peso4 | Asegura artículos líquidos pesados |
| Uso de paneles de pared simple para cargas pesadas | Actualización a bases corrugadas de doble pared5 | Sobrevive al trato brusco de los compradores |
Me niego a fabricar unidades con la parte superior demasiado pesada porque la gravedad siempre se impone en el punto de venta. Definir la proporción estructural desde el principio garantiza que su inversión en merchandising sobreviva al ciclo de vida de la campaña sin requerir un mantenimiento constante en la tienda.
🛠️ El escritorio de Harvey: ¿No estás seguro de si tu encabezado es demasiado alto para el peso de tu producto? 👉 Obtén una revisión de estabilidad gratuita ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cómo diseñar un buen envase?
Para crear estructuras comerciales funcionales, es necesario ir más allá de los gráficos estéticos y centrarse en gran medida en el comportamiento mecánico de los materiales de cartón en bruto.
El diseño de un buen embalaje requiere integrar cálculos estructurales precisos con una imagen de marca de alta visibilidad. Más allá de los gráficos superficiales, una ejecución exitosa exige tolerancias exactas en los materiales, plantillas de troquelado optimizadas y recubrimientos respetuosos con el medio ambiente para garantizar que la unidad de cartón corrugado final resista intacta las intensas exigencias de la cadena de suministro.
Los compradores suelen preguntar cómo garantizar que sus diseños planos se plieguen perfectamente en la línea de montaje. La respuesta reside en los cálculos matemáticos microscópicos de la matriz.
Dominando la compensación de la pinza de freno
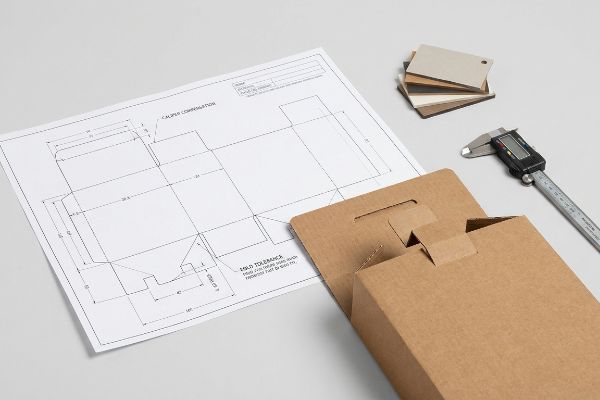
Un error frecuente, incluso en equipos de compras experimentados, es tratar el cartón plegado como si fuera una hoja de papel digital plana. Diseñan pestañas entrelazadas del mismo ancho que las ranuras de recepción6 en su software vectorial, dando por sentado que las piezas se deslizarán sin esfuerzo durante el proceso de preparación de pedidos.
La realidad física del cartón corrugado es mucho menos indulgente. Cuando un trabajador pliega una pieza de cartón de flauta B a 90 grados, los 2,8 mm (0,11 pulgadas) de material ocupan espacio físico, creando un radio exterior. He visto a operarios de co-empaquetado sudar y maldecir, forzando agresivamente una pestaña ajustada en una ranura sin ajustar hasta que oigo el crujido del cartón al rasgarse por las costuras. Para solucionar esto, aplico automáticamente algoritmos de compensación de calibre a cada archivo CAD (Diseño Asistido por Computadora) entrante, ampliando las ranuras para tener en cuenta el margen de curvatura exacto. Este ajuste matemático garantiza un ensamblaje sin fricción, reduciendo aproximadamente un 30 % el tiempo de mano de obra en la planta de co-empaquetado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dibujo a escala 1:1 de las anchuras de las pestañas y ranuras | Agregar margen de curvatura a la línea de troquelado7 | Permite un montaje sin fricción |
| Ignorando el grosor del cartón | Utilizando los algoritmos de compensación de ArtiosCAD8 | Evita el desgarro de las esquinas |
| Utilizar archivadores de cajas rígidas para cartón corrugado | Reconstrucción de vectores para flautas específicas9 | Elimina los paneles laterales abultados |
Jamás confío en un archivo visual plano sin antes comprobar las tolerancias físicas de plegado. Eliminar la fricción estructural antes de que comience la producción en masa es la única manera de proteger el presupuesto de embalaje de sobrecostes masivos por mano de obra.
🛠️ Oficina de Harvey: ¿Sus pestañas entrelazadas están causando cuellos de botella en el co-empacador? 👉 Solicite una auditoría de troquelado ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Qué tamaño tiene una caja PDQ?
Las dimensiones de una bandeja de venta al por menor nunca son arbitrarias. Están estrictamente determinadas por la estructura física de acero de las estanterías de las grandes superficies.
El tamaño de una caja PDQ suele oscilar entre 30,4 y 60,9 cm (12 y 24 pulgadas) de ancho, dependiendo en gran medida del canal de venta. Sin embargo, las dimensiones máximas absolutas están estrictamente limitadas por las normas de las estanterías de las tiendas, lo que garantiza que la unidad se ajuste perfectamente a los extremos designados sin sobresalir peligrosamente.

Si bien las dimensiones personalizadas ofrecen flexibilidad para su producto, ignorar los límites espaciales rígidos del minorista resultará en el rechazo inmediato en el muelle de recepción.
Sobrevivir al estándar de ancho de tapa final
Las marcas suelen calcular el tamaño de sus bandejas basándose únicamente en la cantidad de unidades que desean enviar, considerando la eficiencia de la caja maestra como el único factor a tener en cuenta. Diseñan bandejas enormes para maximizar la densidad del producto, dando por sentado que el gerente de la tienda simplemente habilitará espacio adicional en los estantes para su promoción.
Piensa en las estanterías comerciales como en un inmueble: no puedes construir una casa que invada la propiedad. En mi establecimiento, constantemente me encuentro con archivadores de 91,4 cm (36 pulgadas) de ancho porque el diseñador simplemente midió el ancho total de un cabecero. El problema es que las estanterías metálicas tienen soportes internos que ocupan espacio. Si una bandeja mide exactamente 91,4 cm (36 pulgadas), rozará ruidosamente contra los montantes de acero, obligando al empleado a aplastar las paredes laterales para poder encajarla. Exijo un ancho máximo estricto de 87,6 cm (34,5 pulgadas) para estos sistemas de estanterías extraíbles. Este espacio libre garantiza que la unidad se deslice sin esfuerzo, asegurando una ubicación privilegiada en tu tienda y eliminando el riesgo de daños durante el transporte.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño adaptado a las anchuras exactas de los estantes | Imponiendo un ancho máximo de 34,5 pulgadas10 | Evita que se aplasten las paredes laterales |
| Ignorar los soportes metálicos para estantes | Construir en una zona de amortiguación espacial | Garantiza una fácil colocación en el estante |
| Priorizar el tamaño sobre el cumplimiento | Adaptación de archivos a las guías de estilo de los minoristas | Evita el rechazo total de los envíos11 |
Antes incluso de hablar de impresión, analizo matemáticamente cada proyecto en función de la realidad espacial del minorista. Reducir el espacio ocupado en tan solo medio centímetro puede ser la clave para que una campaña se agote o para que el almacén se llene de productos rechazados.
🛠️ Harvey's Desk: ¿Las dimensiones de tu expositor infringen las estrictas normas de las grandes superficies? 👉 Solicita tu ficha técnica para venta al por menor ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuál es el significado completo del embalaje PDQ?
Conocer la terminología de los acrónimos es útil para las reuniones, pero comprender la urgencia operativa que hay detrás del nombre es lo que realmente mantiene el flujo de mercancías.
Las siglas PDQ significan Product Display Quarter (Cuarto de Exhibición de Producto), aunque en la industria se suele traducir como Pretty Darn Quick (Bastante Rápido). Esta clasificación exige un montaje rápido y sin complicaciones, lo que significa que la estructura de cartón corrugado debe transformarse de una caja plana de envío a un expositor de venta en cuestión de segundos.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. La promesa de un montaje "rápido" suele convertirse en una pesadilla de trabajo manual si la ingeniería interna presenta fallos.
La realidad de la fábrica de cero frustraciones
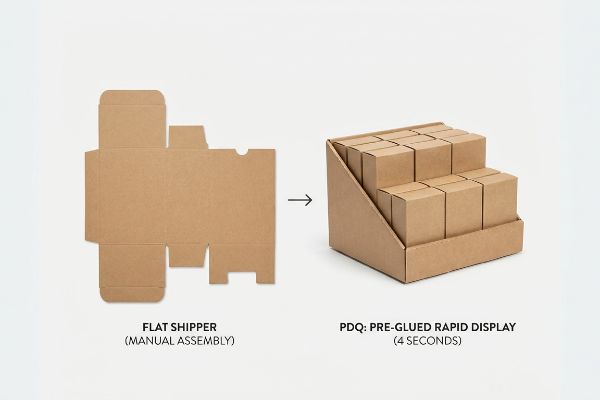
Una suposición aparentemente razonable pero en realidad peligrosa que hacen los compradores es que cualquier caja pequeña puede etiquetarse como una unidad de montaje rápido12.Aprueban patrones de plegado complejos al estilo origami con múltiples divisores sueltos13, asumiendo que los bajos costos unitarios compensarán el tiempo que le toma al trabajador minorista ensamblarlo en el sitio.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando llegan paquetes planos complejos para las pruebas piloto. Cuando un diseño depende completamente de pestañas de bloqueo manuales en lugar de encolado a máquina, mido el tiempo de preparación y veo que supera los dos minutos por unidad. La rigidez del cartón kraft virgen provoca una gran fatiga en las manos, y los trabajadores terminan recurriendo a arrancar los mecanismos de bloqueo solo para cumplir con sus cuotas diarias. Para solucionar esto, exijo un sistema modular preencolado utilizando plegadoras-encoladoras automatizadas en nuestra línea de producción. Al trasladar la complejidad del proceso humano a la maquinaria de fabricación, me aseguro de que el tiempo de ensamblaje del coempaquetado se reduzca a aproximadamente 4 segundos por unidad14, lo que reduce drásticamente los costos de mano de obra y garantiza que las bandejas lleguen al punto de venta exactamente como se esperaba.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dependencia de un plegado manual complejo | Utilizando esquinas preencoladas a máquina | Reduce el montaje a 4 segundos |
| Envío de separadores internos sueltos | divisores modulares flotantes de ingeniería | Evita la pérdida de piezas estructurales |
| Priorizar el bajo costo unitario | Inversión en plegadoras-encoladoras automatizadas | Elimina los errores de configuración a nivel de tienda |
Me niego a enviar rompecabezas a las tiendas. Optimizar al máximo el proceso de fabricación para que el usuario final experimente una simplicidad absoluta es la clave para escalar un lanzamiento masivo sin ahogarse en costos de ensamblaje.
🛠️ Oficina de Harvey: ¿Están tus complejas instrucciones de plegado agotando secretamente tu presupuesto de co-empaquetado? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés de los cálculos antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Puedes elegir un proveedor más económico, pero cuando una bandeja con exceso de peso en la parte superior, construida sin la compensación adecuada de la tolerancia, se dobla bajo su propio peso, genera una fricción enorme, lo que ralentiza la línea de montaje en un 30 % aproximadamente y elimina por completo el margen de beneficio del proyecto. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar sobre la física de los materiales y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar errores fatales de soporte de carga antes de que comience la producción en masa.
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Una norma industrial para materiales de embalaje definiría la capacidad de carga y la resistencia a la compresión del cartón ondulado 32 ECT]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial; Apoyos: resistencia del material; Nota de alcance: se aplica específicamente al cartón ondulado. ↩
"Cómo la relación altura-profundidad contribuye a la estabilidad de los estantes de almacenamiento", https://www.rmiracksafety.org/2021/05/20/how-height-to-depth-ratio-contributes-to-overall-storage-rack-stability/. [Los manuales de ingeniería de embalaje proporcionarían la base matemática para las relaciones profundidad-altura necesarias para garantizar un centro de gravedad estable en los expositores independientes]. Función de la evidencia: guía de ingeniería; tipo de fuente: manual técnico; Apoyos: estabilidad estructural; Nota de alcance: regla general para la estabilidad de mostradores. ↩
"¿Cuál es la relación altura-profundidad de las estanterías? – Borroughs", https://www.borroughs.com/what-is-the-height-to-depth-ratio-of-shelving-units/?srsltid=AfmBOorfDMlwpOagKzgICc6yroZXeKFDcVpZJ89yV6_SGDUd_JQCwJ50. [Los estándares de la industria para exhibidores en puntos de venta especifican relaciones ideales de profundidad-altura para garantizar la estabilidad y evitar que se vuelquen]. Función de la evidencia: especificación técnica; tipo de fuente: guía de ingeniería de empaque. Apoya: relaciones de estabilidad para bandejas PDQ. Nota de alcance: Las relaciones específicas pueden variar según el peso del producto. ↩
"Diseño estructural en expositores temporales de cartón corrugado para venta minorista – UD Direct", https://www.ud-direct.com/blog/the-importance-of-structural-design-in-temporary-corrugated-retail-displays. [Los principios de diseño de merchandising sugieren bajar el centro de gravedad mediante bases lastradas o fondos falsos para aumentar la estabilidad del mostrador]. Función de la evidencia: principio de diseño; tipo de fuente: manual de diseño de embalaje. Apoya: gestión del centro de gravedad. Nota de alcance: Se aplica principalmente a productos con la parte superior pesada. ↩
"Cajas de cartón corrugado de pared simple vs. de doble pared", https://www.boxish.in/blogs/post/single-wall-vs-double-wall-corrugated-boxes-whats-the-difference. [Las especificaciones técnicas para los grados de cartón corrugado demuestran la capacidad de carga y la resistencia al aplastamiento superiores de la construcción de doble pared en comparación con la de pared simple]. Función de la evidencia: especificación del material; tipo de fuente: estándar de embalaje de cartón corrugado. Apoyos: durabilidad para cargas pesadas. Nota de alcance: Se centra en los materiales de cartón corrugado. ↩
"Por qué la densidad importa más que el calibre en los envases de lujo", https://www.beloitboxboard.com/why-density-matters-more-than-caliper-in-luxury-packaging/. [Los manuales técnicos sobre diseño de envases estructurales explican que no tener en cuenta el grosor del material (calibre) en las dimensiones de las lengüetas y ranuras impide un ensamblaje adecuado]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de envases. Apoya: la necesidad de compensación del calibre en el diseño de la línea de troquelado. Nota de alcance: Se aplica a cartón plegado y materiales corrugados. ↩
«¿Cómo ensamblo los expositores de cartón? – Cartón personalizado…», https://popdisplay.me/how-do-i-assemble-the-cardboard-displays/. [Las guías técnicas sobre ingeniería de embalaje explican cómo el cálculo del margen de curvatura evita la acumulación de material y garantiza que los componentes encajen sin fricción]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de margen de curvatura para el ensamblaje. Nota de alcance: Se aplica principalmente a materiales de cartón y cartón ondulado. ↩
"[PDF] Guía del usuario de ArtiosCAD Enterprise 18 – Documentación del producto", https://docs.esko.com/docs/en-us/artioscadenterprise/18/userguide/pdf/ACE18_UserGuide.pdf. [La documentación del software ArtiosCAD detalla cómo sus algoritmos de compensación ajustan automáticamente las líneas de troquelado en función del espesor del material para evitar fracturas por tensión y desgarros en las esquinas]. Función de la evidencia: especificación del software; tipo de fuente: documentación técnica. Apoya: la eficacia de la compensación automatizada en la reducción de fallos del material. Nota de alcance: específico de la funcionalidad del software ArtiosCAD. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Las normas de la industria del embalaje especifican que los diferentes tamaños de flautas de cartón corrugado requieren compensaciones vectoriales únicas para tener en cuenta la compresión del material y evitar el abultamiento de los paneles laterales]. Función de la evidencia: norma industrial; tipo de fuente: directriz de fabricación. Apoya: la necesidad de ajustes vectoriales específicos para cada flauta. Nota de alcance: Se aplica a las variaciones estándar de cartón corrugado, como las flautas A, B, C y E. ↩
¿Existen limitaciones de tamaño para los expositores de cabecera de góndola? | PopDisplay, https://popdisplay.me/are-there-any-size-limitations-for-endcap-displays/. [Un manual de embalaje para minoristas o un estándar de la industria para estanterías de cabecera de góndola confirma el límite de ancho de 34,5 pulgadas para garantizar el ajuste.] Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Admite: dimensionamiento estándar de PDQ. Nota de alcance: puede variar según la arquitectura específica del minorista. ↩
"Cumplimiento en el comercio minorista: Cómo evitar sanciones (Guía para proveedores)", https://www.capstonelogistics.com/blog/suppliers-dont-get-burned-by-tight-delivery-windows-steep-penalties-at-big-box-retailers/. [Las directrices para proveedores minoristas documentan las sanciones por embalajes de exhibición que no cumplen con las normas, incluyendo la posibilidad de rechazo total del envío.] Función de la evidencia: consecuencia fáctica; tipo de fuente: acuerdo con el proveedor. Apoya: la necesidad de cumplir con la guía de estilo. Nota de alcance: específico para entornos de grandes superficies comerciales. ↩
"Entendiendo el embalaje PDQ en el comercio minorista – LinkedIn", https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc. [Los estándares de ingeniería de embalaje definen las unidades de montaje rápido mediante puntos de referencia específicos de tiempo de ensamblaje, distinguiéndolas de las cajas de envío pequeñas estándar]. Función de la evidencia: definición; tipo de fuente: estándar de la industria. Apoya: la afirmación de que no todas las cajas pequeñas cumplen los criterios para unidades de montaje rápido. Nota de alcance: se centra en las certificaciones de exhibición minorista]. ↩
"Cómo afecta el plegado de precisión a la integridad del embalaje médico", https://miniaturefolding.com/precision-folding-impacts-medical-packaging/. [Investigaciones del sector sobre la comercialización minorista demuestran que los requisitos de plegado complejos y los componentes sueltos aumentan significativamente los costes laborales en el punto de venta y el tiempo de colocación en estantería]. Función de la evidencia: corroboración; tipo de fuente: informe del sector. Apoya: la afirmación de que los diseños complejos dificultan la eficiencia operativa. Nota de alcance: específico para expositores minoristas de cartón ondulado]. ↩
"Empaquetadoras plegadoras-encoladoras: ¿Qué nivel de automatización es el adecuado para usted? [+ …", https://impack.ca/learning-center/folder-gluer-packers-choosing-right-level-of-automation. [Los puntos de referencia de la industria para la automatización del empaquetado y el rendimiento de las plegadoras-encoladoras verificarían la reducción típica del tiempo al pasar de pestañas de bloqueo manuales a sistemas modulares preencolados]. Función de la evidencia: métrica de rendimiento; tipo de fuente: informe técnico de la industria. Apoya: ganancias de eficiencia de la fabricación automatizada. Nota de alcance: los tiempos reales varían según la complejidad de la unidad. ↩



