
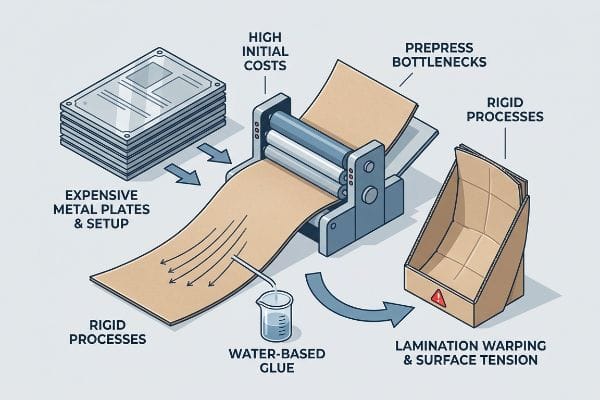
Si dependes exclusivamente de la litografía tradicional para los expositores de venta al por menor, estás exponiendo tu cadena de suministro a tensiones químicas ocultas, enormes cuellos de botella en la preimpresión y costes de configuración rígidos.
Entre las desventajas de la impresión litográfica se incluyen los altos costos iniciales de configuración, las costosas planchas metálicas y los procesos obligatorios de adhesivo húmedo. La laminación litográfica utiliza inherentemente pegamento a base de agua sobre amplias superficies de cartón, lo que genera una enorme tensión superficial que puede comprometer la integridad estructural si no se cura meticulosamente bajo la presión precisa de la fábrica.
Si bien la impresión offset ofrece una fidelidad visual innegable, comprender sus limitaciones físicas es la única manera de evitar que un gráfico de alta calidad destruya una estructura de cartón resistente.
¿Cuáles son las desventajas de la litografía?
La principal vulnerabilidad no reside en la tinta, sino en la mera mecánica de unir el papel húmedo a la rígida estructura acanalada.
Las desventajas de la litografía se derivan principalmente de conflictos de laminación estructural. Dado que las prensas litográficas imprimen sobre una lámina superior separada, requieren adhesivos de acetato de polivinilo a base de agua para el montaje sobre sustratos corrugados, lo que expone todo el panel de visualización a una fuerte absorción de humedad, hinchazón de las fibras y curvatura mecánica.
Cuando uno deja atrás la belleza teórica de una prueba digital, la fábrica revela la brutal realidad química de la laminación húmeda.
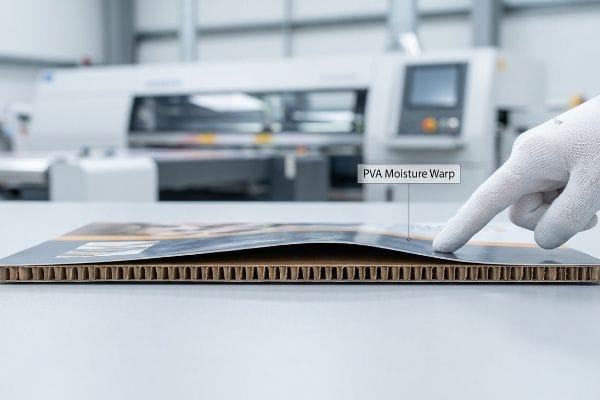
Distorsión por deformación de la humedad del PVA
Cuando reviso los programas de exhibición de clientes, veo constantemente que las marcas ignoran por completo la realidad química de la laminación litográfica. Asumen que al montar una hoja impresa de alta resolución sobre un cartón corrugado rígido se obtiene un panel estructural perfectamente plano. Olvidan que los procesos litográficos tradicionales exigen el uso de adhesivos de PVA (acetato de polivinilo) a base de agua¹ en grandes superficies. Sin una ingeniería adecuada, esta humedad ataca inherentemente la red de fibras del papel² , comprometiendo la rigidez estructural incluso antes de que comience la fase de troquelado.
En mi planta, veo con frecuencia que los equipos de compras exigen paneles laterales enormes de 152,4 cm (60 pulgadas) de altura impresos mediante litografía para lograr el máximo impacto gráfico, ignorando por completo la tensión química. Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando el pegamento PVA húmedo se cura en el aire ambiente de la fábrica. El adhesivo se contrae, creando una enorme tensión superficial3 que hace que un panel de prueba estándar de una sola pared se curve agresivamente hacia adentro como una patata frita, lo que produce una devastadora caída del 4,2 % en la capacidad de carga vertical4 durante la prueba de aplastamiento de borde TAPPI (Asociación Técnica de la Industria de la Pulpa y el Papel) T811. Una vez que el equipo de compras me permitió ajustar su hoja de cálculo demasiado simplificada, implementé un estricto Protocolo de Peso de Curado. Apilé los tableros recién laminados bajo tableros de presión de peso muerto precisos durante 24 horas para forzar un curado plano e introduje una estructura de tablero dúplex equilibrada para contrarrestar la tensión del polímero. Al neutralizar esta deformación interna, me aseguré de que las esquinas estructurales conservaran toda su resistencia perpendicular, eliminando el riesgo de que los expositores con exceso de peso se volcaran y evitando al cliente las tarifas de rechazo inmediatas por parte de los minoristas, todo ello manteniendo la enorme ventaja logística del embalaje plano, donde un contenedor de cartón corrugado plano sin deformaciones reemplaza a cuatro contenedores de expositores rígidos completamente ensamblados.
| Métrica/Característica | Enfoque genérico de litografía | Realidad diseñada |
|---|---|---|
| Curado del adhesivo | Secado al aire y curado a temperatura ambiente | Press de banca con peso muerto de 24 horas5 |
| Tensión superficial | Ignorado, provocando que la tabla se doble6 | Revestimiento trasero dúplex equilibrado |
| Rendimiento de aplastamiento de bordes | Caídas bajo estrés hídrico | Conserva el 100% de la fuerza ECT7 |
Me niego a que la química húmeda destruya las leyes de la física. Una impresión litográfica de alta calidad no tiene ningún valor si la tensión del PVA deforma permanentemente su expositor de alta resistencia antes incluso de que llegue al muelle de envío.
🛠️ Harvey's Desk: ¿Sus paneles laterales altos de laminación litográfica se están curvando hacia adentro, mermando su capacidad de carga dinámica? 👉 Solicite una auditoría gratuita de planitud estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Qué es mejor, una impresión o una litografía?
La elección entre la impresión digital y la litografía tradicional depende totalmente del volumen de su campaña de venta minorista y de la rapidez con la que necesite lanzar su producto al mercado.
La comparación entre una impresión estándar y una litografía depende de la técnica empleada. La litografía utiliza planchas metálicas grabadas y cilindros offset para lograr una consistencia de color inigualable y de alta fidelidad en tiradas masivas. Por el contrario, la impresión digital directa sobre cartón utiliza polímeros líquidos curados con luz ultravioleta, lo que elimina los tiempos de preparación y ofrece una gran agilidad para campañas de tiradas cortas.

Para tomar la decisión logística correcta, hay que dejar de lado la jerga de marketing y analizar específicamente cómo interactúa físicamente la tinta con el sustrato de cartón.
La ventaja de la polimerización instantánea frente al estándar de alta fidelidad
Desde una perspectiva estrictamente de fabricación, la laminación litográfica tradicional y la impresión digital UV (ultravioleta) directa sobre cartón resuelven ecuaciones mecánicas completamente diferentes. La litografía aplica una capa de tinta extremadamente fina a una lámina superior independiente y recubierta, que posteriormente se pega a la estructura de cartón ondulado, lo que garantiza el máximo brillo y una consistencia de color Delta-E absoluta en decenas de miles de unidades8.Sin embargo, la impresión digital moderna omite por completo el paso de laminación secundaria al inyectar tinta líquida directamente sobre el cartón ondulado sin tratar9.
La principal diferencia de ingeniería radica en la química de curado y los requisitos de herramientas. La litografía offset requiere costosas planchas de aluminio grabadas a medida¹⁰y adhesivos de PVA húmedos, lo que crea un importante cuello de botella en la preimpresión, pero reduce drásticamente el costo unitario en lanzamientos minoristas masivos de alto volumen. En contraste, la impresión digital de cama plana aprovecha una reacción de polimerización instantánea¹¹.Cabezales de impresión especializados despliegan tinta líquida mientras que matrices de luz UV inmediata curan instantáneamente esa tinta en una película de polímero sólida y duradera en el milisegundo exacto en que impacta el tablero poroso. Esto evita por completo que la tinta se filtre en las fibras del papel, asegurando una imagen nítida sin necesidad de una hoja superior recubierta secundaria. Debido a que elimina la necesidad de planchas de metal y tiempos de secado prolongados del adhesivo, este método directo al tablero proporciona una agilidad sin precedentes, lo que permite a los ingenieros prototipar y ejecutar rápidamente pantallas estructurales de tirada limitada, evitando por completo los riesgos de deformación química asociados con la laminación húmeda.
| Métrica/Característica | Lito-laminación | Cama plana digital UV |
|---|---|---|
| Costo de herramientas | placas metálicas de alta carga inicial | Coste cero de la placa física12 |
| Proceso del sustrato | Lámina revestida pegada a la tabla | Jetping directo a bordo |
| Mecanismo de curado | Secado por evaporación de la humedad13 | Polimerización UV instantánea14 |
Siempre recomiendo a los compradores que adapten su método de impresión directamente a la velocidad de su cadena de suministro. Utilicen la laminación litográfica para preservar la identidad cromática de su marca en tiradas masivas, pero recurran a la impresión digital UV cuando la velocidad sea crucial.
🛠️ Oficina de Harvey: ¿Tu método de impresión actual está elevando las cantidades mínimas de pedido y dificultando tus lanzamientos promocionales rápidos? 👉 Obtén una evaluación gratuita de tu metodología de impresión ↗ — 100% confidencial. Tus diseños de venta al por menor aún no publicados están a salvo conmigo.
¿Es mejor la impresión litográfica que la digital?
Declarar que una técnica es superior a la otra es una trampa; la litografía gana en términos de economía de volumen, pero introduce enormes riesgos de tolerancia mecánica durante la fase de troquelado físico.
Sí. La impresión litográfica es superior a la digital exclusivamente en cuanto a la consistencia del color en grandes volúmenes, pero exige tolerancias de fabricación física significativamente mayores. Dado que la litografía implica pegar físicamente una hoja impresa sobre láminas de cartón corrugado grueso, es muy susceptible al desplazamiento mecánico de la laminación, lo que requiere márgenes de sangrado amplios para evitar que los bordes queden expuestos.
Lo que los diseñadores gráficos conceptualizan en el monitor de una computadora rara vez se traduce sin problemas a la realidad caótica y de alta velocidad de una máquina de montaje de laminación litográfica.
El mandato de sangrado de Litho-Shift
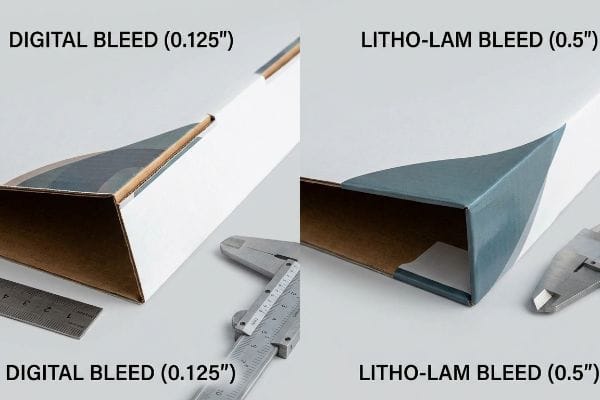
Cuando evalúo archivos de preimpresión estructural, veo constantemente a diseñadores gráficos comerciales aplicando sangrados de impresión digital estándar de 0,125 pulgadas (3,17 mm) a troqueles de exhibición de cartón corrugado grueso. Asumen que una hoja superior laminada litográficamente se puede troquelar con la misma precisión microscópica que una impresión digital directa sobre cartón. No comprenden del todo que el proceso físico de aplastar y pegar papel húmedo sobre cartón grueso implica inherentemente maquinaria de montaje automatizada, lo que introduce una tolerancia de deriva física mucho mayor que la impresión digital estándar evita por completo15.
Esto no es solo teoría; lo aprendí por las malas el año pasado cuando le pedí a mi ingeniero jefe de preimpresión, Mark, que realizara una prueba para un expositor de suelo utilizando la troqueladora digital estándar de un cliente. El fallo se produjo justo en la planta de montaje. El diseño dependía de un margen de sangrado comercial microscópico, ignorando por completo el deslizamiento mecánico de la cinta de laminación automatizada16.Recuerdo específicamente el golpeteo repetitivo y estridente del troquel de acero perforando el cartón grueso, seguido de la inmediata constatación de que la hoja superior se había desplazado ligeramente durante el encolado. El resultado fue un exceso de papel: bordes de papel marrón, feos y sin tratar, expuestos perfectamente a lo largo de las líneas de pliegue de 90 grados, muy visibles, del encabezado principal. Para solucionarlo, inmediatamente llevé el trabajo de vuelta al software RIP (Procesador de Imágenes Rasterizadas), recalculé matemáticamente la deriva mecánica de las cintas de laminación y diseñé un margen de sangrado mínimo estricto de 0,5 pulgadas (12,7 mm)17 más allá de cada línea de corte física. Este enorme y obligatorio margen de sangrado actúa como una red de seguridad diseñada para evitar el desplazamiento de la laminación, garantizando que el gráfico impreso envuelva perfectamente cada borde y evitando un defecto visual que habría provocado una de rechazo del 100% por parte de los minoristas en el lanzamiento de un producto cosmético.
| Métrica/Característica | Sangrado digital genérico | Realidad Litho-Lam |
|---|---|---|
| Margen de sangrado | 0,125 pulgadas (3,17 mm)18 | Mínimo de 0,5 pulgadas (12,7 mm)19 |
| Cobertura de bordes | Falla durante el cambio de hoja | Borde 100% visual |
| Tolerancia de la máquina | Microprecisión estática | deriva de laminación dinámica20 |
Invierto tiempo y dinero en mi laboratorio de preimpresión para que usted no pierda ganancias en la tienda. Debe respetar la precisión mecánica de la máquina de laminación para evitar fallos visuales catastróficos.
🛠️ Harvey's Desk: ¿Los diseñadores de tu agencia están codificando accidentalmente el efecto de destello en los bordes de la litografía en tus grandes exhibidores para tiendas? 👉 Solicita una verificación gratuita de tolerancia de troquelado en preimpresión ↗ — Sin intermediarios. Habla directamente con ingenieros estructurales.
¿Cuántas veces se puede usar una piedra litográfica?
Mientras que la litografía histórica utilizaba piedra caliza permanente, la fabricación moderna de cartón ondulado se basa en placas de aluminio que se degradan rápidamente y en troqueles de corte de madera porosos que, desde luego, no pueden durar para siempre.
Las herramientas de litografía modernas no pueden utilizarse indefinidamente. Si bien las piedras tradicionales eran reutilizables, la litografía industrial corrugada utiliza planchas de impresión delgadas de aluminio y troqueles de acero con base de madera. Estas herramientas estructurales, altamente sensibles, sufren un desgaste microscópico severo, deformaciones por humedad ambiental y fatiga de las cuchillas, lo que requiere ciclos de reemplazo frecuentes para mantener la calidad comercial.

Intentar alargar la vida útil de tus herramientas de fabricación físicas para ahorrarte unos pocos dólares al principio es la forma más rápida de sabotear un lanzamiento minorista a gran escala.
La trampa de degradación de las herramientas
Al revisar los contratos de suministro de pantallas a largo plazo, observo constantemente que los equipos de compras exigen que mi planta reutilice las mismas planchas litográficas y troqueles de corte estructurales para múltiples pedidos estacionales , con el fin de evitar el pago de una tarifa estándar por utillaje. Consideran las herramientas de fabricación como activos permanentes e indestructibles, en lugar de componentes físicos que se degradan activamente. Ignoran la realidad de que los troqueles de acero estándar están incrustados en madera contrachapadasin tratar²¹y que las planchas de aluminio offset sufren microarañazos superficiales²²durante las operaciones de alimentación de láminas abrasivas a alta velocidad.
En mi planta, veo con frecuencia a compradores que presionan para realizar un tercer o cuarto pedido utilizando herramientas de seis meses de antigüedad, sin tener en cuenta las leyes físicas ambientales de un almacén sin climatización. Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando retiro una vieja y porosa matriz de madera que ha absorbido activamente la humedad ambiental de la fábrica durante medio año. La madera se hincha y se deforma físicamente, desplazando las cuchillas de plegado de acero23 de su alineación exacta de 90 grados. Cuando mido la primera impresión con un micrómetro digital, encuentro una desviación catastrófica de 0,04 pulgadas (1,01 mm) en un pliegue principal de soporte de carga24, lo que compromete inmediatamente la resistencia estructural de la matriz al aplastamiento. Una vez que el equipo de compras me permitió abandonar su obsoleta política de ahorro de costes, instauré un Protocolo de Herramientas Nuevas obligatorio. Impongo estrictamente el grabado láser de una matriz de acero completamente nueva y el grabado de nuevas planchas de offset para cada lote de producción importante. Al negarme a utilizar metal nuevo, garantizo una precisión de corte absolutamente milimétrica, lo que asegura que el tiempo de ensamblaje final del empaquetado se reduzca hasta en un 25 % gracias al bloqueo de pestañas sin fricción y perfectamente cuadradas.
| Métrica/Característica | Herramientas antiguas reutilizadas | Protocolo de herramientas nuevas |
|---|---|---|
| Material base del troquel | Contrachapado deformado por la humedad25 | Tabla recién cortada con láser |
| Alineación de la hoja | Desviación mecánica severa26 | Desviación absoluta del cero verdadero |
| Ensamblaje de pestañas | Alta fricción, desgarro | Cierre de pestaña limpio y sin fricción27 |
Jamás permitiré que una pieza de madera vieja y deformada determine la integridad estructural de un expositor de alta resistencia. Invertir en herramientas metálicas nuevas es una medida de precaución indispensable, no un gasto opcional.
🛠️ Oficina de Harvey: ¿Su proveedor actual reutiliza discretamente troqueles de corte deformados por la humedad y perjudica la velocidad de ensamblaje de su expositor de cartón corrugado? 👉 Solicite una auditoría gratuita de integridad estructural de sus herramientas ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Ignorar las crudas realidades físicas de la tensión de la humedad del PVA, el desplazamiento de la laminación mecánica y la deformación de las herramientas degradadas perjudicará gravemente el retorno de la inversión en envíos incluso antes de que sus promotores lleguen a la tienda. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Deje de permitir que las tolerancias de fabricación invisibles saboteen su campaña; permítame personalmente analizar sus archivos estructurales con mi Auditoría Gratuita de Preimpresión y Herramientas Litho-Lam ↗ para garantizar matemáticamente un co-empaquetado sin fricciones y una ejecución impecable en el punto de venta.
"Laminación a base de agua | Embalaje flexible de bajo olor", https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOooKg4cBx0YDUfj315v5U088Gb2s9fknKx50qXgmy2HQ5MJ_APtl. [Los estándares de la industria para la laminación litográfica documentan el requisito de acetato de polivinilo a base de agua para la unión de revestimientos impresos al soporte de cartón ondulado]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria del embalaje. Apoyos: requisitos químicos de la litografía. Nota de alcance: métodos tradicionales de encolado húmedo. ↩
"Influencia de la composición de la fibra y las condiciones de secado en la flexión…", https://bioresources.cnr.ncsu.edu/resources/influence-of-fiber-composition-and-drying-conditions-on-the-bending-stiffness-of-paper/. [Estudios de ciencia de los materiales explican cómo la humedad de los adhesivos acuosos penetra en las fibras de celulosa, provocando hinchazón y reduciendo la rigidez estructural]. Función de la evidencia: mecanismo causal; tipo de fuente: revista de ciencia de los materiales. Apoya: degradación de la fibra inducida por la humedad. Nota de alcance: se aplica a sustratos de papel celulósico. ↩
"Eliminación de la deformación en cartones corrugados con el correcto…", https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io. [Las fichas técnicas de propiedades químicas del acetato de polivinilo describirían el proceso de contracción durante la evaporación del agua, que induce tensión mecánica en el sustrato]. Función de la evidencia: explicación mecánica; tipo de fuente: ficha técnica de propiedades químicas/revista de ciencia de materiales. Apoya: la causa raíz de la deformación. Nota de alcance: específico para adhesivos a base de agua. ↩
"Mediciones de campo completo en la prueba de aplastamiento de bordes de un cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. [Los informes técnicos sobre el rendimiento del cartón corrugado validarían la correlación entre la deformación inducida por el adhesivo y la reducción en los valores de la prueba de aplastamiento de bordes (ECT)]. Función de la evidencia: verificación cuantitativa; tipo de fuente: norma técnica/informe de la industria. Apoya: el impacto de la contracción del PVA en la resistencia estructural. Nota de alcance: específico para la prueba T811. ↩
"Preparación de adhesivos para cartón ondulado – Pkg Solutions", http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. [Las guías técnicas de ingeniería para la laminación litográfica especificarían la duración y la presión necesarias para que los adhesivos de PVA se estabilicen sin deformarse]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: proceso de curado optimizado para arquitectura de flauta rígida. Nota de alcance: se aplica a soluciones de cartón ondulado de ingeniería de alta gama. ↩
"Identificación de características geométricas del cartón corrugado mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10346967/. [La literatura sobre ciencia de los materiales acerca de la expansión higroscópica describe cómo la tensión superficial desequilibrada por la aplicación de humedad causa curvatura en los tableros compuestos]. Función de la evidencia: mecanismo causal; tipo de fuente: libro de texto académico. Apoyos: causa de la distorsión por alabeo en la litografía genérica. Nota de alcance: específico para la aplicación de papel húmedo en soportes acanalados. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Los datos de las pruebas estandarizadas TAPPI o ASTM proporcionarían puntos de referencia para la retención de la resistencia de la prueba de aplastamiento de bordes (ECT) bajo diversas condiciones de curado del adhesivo]. Función de la evidencia: métrica de rendimiento; tipo de fuente: norma técnica. Apoya: la integridad estructural de los cartones corrugados de ingeniería. Nota de alcance: se refiere específicamente a la métrica de la prueba de aplastamiento de bordes. ↩
"Impresión digital vs. impresión litográfica: ¿Cuál es la diferencia? – Solopress", https://www.solopress.com/blog/print-inspiration/digital-vs-lithographic-printing-whats-the-difference/. [Un manual técnico de la industria o un documento sobre ciencia del color verificaría que la litografía mantiene una menor varianza Delta-E en la producción de alto volumen que las alternativas digitales]. Función de la evidencia: validación técnica; tipo de fuente: estándar técnico. Apoya: la superioridad de la litografía en la consistencia del color. Nota de alcance: Se aplica específicamente a tiradas industriales a gran escala. ↩
"¿Qué proceso de impresión es el mejor para el embalaje de cartón ondulado?", https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging. [Las especificaciones técnicas de los fabricantes de prensas digitales confirmarían que la impresión UV directa sobre cartón elimina la necesidad de una lámina superior recubierta por separado]. Función de la evidencia: verificación del proceso; tipo de fuente: especificación técnica del fabricante. Apoya: la eficiencia de los flujos de trabajo de impresión digital. Nota de alcance: limitado a la tecnología UV directa sobre cartón. ↩
«¿Cómo son las planchas para impresión offset? – Rotatek», https://rotatek.com/plates-offset-printing/. [Una fuente autorizada sobre tecnología de impresión detallaría los materiales específicos de las planchas y el proceso de grabado químico utilizado en la litografía offset]. Función de la evidencia: verificación de hechos; tipo de fuente: manual de la industria. Apoya: el alto costo de preimpresión y la complejidad de la litografía. Nota de alcance: se refiere a los estándares tradicionales de impresión offset. ↩
"Avances en la investigación de polímeros autorreparables para curado ultravioleta…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10748115/. [La documentación técnica sobre tintas curables por UV explicaría la reacción fotoquímica en la que los monómeros líquidos se convierten en una película de polímero sólido al exponerse a la luz UV]. Función de la evidencia: mecanismo técnico; tipo de fuente: revista de ciencia de materiales. Apoya: la velocidad y durabilidad de la impresión directa sobre cartón. Nota de alcance: específico para sistemas digitales de curado UV. ↩
"Comprender las diferencias de costes entre la impresión digital y la offset", https://www.pdi.co.uk/insights/understanding-the-cost-differences-between-digital-and-litho-printing. [Las comparaciones entre la impresión digital y la offset confirman que los flujos de trabajo digitales evitan la necesidad de planchas físicas, reduciendo los costes de preparación]. Función de la evidencia: hecho económico; tipo de fuente: análisis de costes de impresión. Apoya: eficiencia de costes de la impresión digital. Nota de alcance: Se refiere a las herramientas de preimpresión. ↩
"Efectos de la humedad en el proceso de laminación – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Documentación de la industria gráfica que describe el proceso en el que los disolventes o el agua se evaporan de la tinta para secar la hoja litográfica]. Función de la evidencia: especificación técnica; tipo de fuente: libro de texto de impresión. Apoya: Mecanismo de secado de la litografía. Nota de alcance: Específico para los procesos tradicionales de offset/litografía. ↩
"Principio de funcionamiento de la impresora plana UV: del cabezal de impresión al curado UV", https://seniorprinter.com/uv-flatbed-printer-working-principle-from-print-head-to-curing/. [Un manual técnico o guía del sector sobre el curado UV explica cómo la luz ultravioleta desencadena una reacción química para solidificar instantáneamente la tinta]. Función de la evidencia: especificación técnica; tipo de fuente: documento técnico del sector. Compatible con: velocidad de curado digital UV. Nota de alcance: Se aplica a tintas curables por UV. ↩
"Litografía laminada vs. impresión digital: una guía para compradores industriales...", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Las especificaciones técnicas para la maquinaria de montaje de cartón corrugado cuantificarían la variación mecánica (desviación) inherente al proceso de laminación en comparación con el registro fijo de la impresión digital directa]. Función de la evidencia: verificación técnica; tipo de fuente: manual de especificaciones de la maquinaria. Apoya: la afirmación de que la litografía laminada requiere márgenes de sangrado más amplios. Nota de alcance: aplicable a la fabricación de expositores de cartón corrugado grueso. ↩
"Máquinas laminadoras litográficas – Lamina System", https://www.laminasystem.com/machines/litho-laminating-machines. [Los manuales técnicos sobre la producción de embalajes de cartón ondulado detallan cómo las variaciones mecánicas en las cintas de laminación provocan una desalineación entre la hoja impresa y el cartón ondulado]. Función de la evidencia: Explicación técnica; tipo de fuente: Manual técnico de la industria. Apoya: El mecanismo causal del desplazamiento de la laminación. Nota de alcance: El grado de deslizamiento varía según la antigüedad y el mantenimiento del equipo. ↩
"Comprender la importancia del sangrado en el diseño de envases", https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOopEhRIjk_vPUk4MuHKQT3yxE9luMUHkDpFPwvsEb-m6w_L6m6lg. [Las directrices de ingeniería de preimpresión para la laminación litográfica de alto volumen especifican márgenes de sangrado extendidos para compensar la deriva del registro físico durante el proceso de encolado]. Función de evidencia: Especificación técnica; tipo de fuente: Directrices de preimpresión. Soportes: La métrica específica utilizada para evitar rebabas. Nota de alcance: Los márgenes específicos pueden variar según la complejidad del troquelado. ↩
"Impresión con sangrado 101: Qué es y cómo se utiliza – Binders, Inc.", https://www.bindersinc.com/resources/what-is-bleed-printing. [Las directrices de impresión estándar de la industria verifican 0,125 pulgadas como requisito de sangrado base para la producción de impresión digital]. Función de evidencia: verificación de hechos; tipo de fuente: estándar de la industria; apoya: normas de sangrado digital. Nota de alcance: estándar para la mayoría de la salida digital comercial. ↩
"Laminación litográfica", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopP56SqmwO_MOU1TaNgmDy9eNK5CC3S973mfDw_HfP0PlI7QEip. [Las especificaciones técnicas de los ingenieros de embalaje confirman que la laminación litográfica requiere márgenes de sangrado significativamente mayores para compensar el desplazamiento mecánico]. Función de la evidencia: especificación técnica; tipo de fuente: manual técnico; Soportes: requisitos de sangrado de laminación litográfica. Nota de alcance: específico para procesos de laminación litográfica. ↩
"Abordando la deriva de superposición total en sustratos de circuitos integrados avanzados (AICS…)", https://semiengineering.com/addressing-total-overlay-drift-in-advanced-ic-substrate-aics-packaging/. [Documentación de ingeniería sobre procesos de laminación que explica la variación física y el movimiento del material que se produce al unir hojas impresas a sustratos]. Función de la evidencia: explicación técnica; tipo de fuente: libro de texto de ingeniería; apoya: riesgos de tolerancia de la máquina de laminación litográfica. Nota de alcance: se refiere a la fase de unión física de la producción. ↩
"Fabricación de troqueles láser planos para cartón ondulado: proceso paso a paso", https://www.ytdiemaker.com/news/step-by-step-guide-to-the-flatbed-laser-die-template-manufacturing-process.html. [Las especificaciones técnicas de las herramientas de troquelado industrial confirman que las reglas de acero suelen estar insertadas en una base de madera contrachapada o MDF para soporte estructural]. Función de la evidencia: especificación técnica; tipo de fuente: manual de fabricación industrial. Soportes: composición del material de los troqueles estructurales. Nota de alcance: típico para aplicaciones de embalaje de cartón ondulado. ↩
"[PDF] Litografía de planchas de aluminio | Arte en WSU", https://art.wsu.edu/documents/2023/08/aluminum-plate-lithography.pdf/. [Los datos de ciencia de materiales sobre la degradación de planchas de aluminio en la impresión offset documentarán el impacto de la alimentación abrasiva de hojas y la fricción de la tinta en la longevidad de la plancha]. Función de la evidencia: mecanismo causal; tipo de fuente: documento técnico de la industria de la impresión. Apoyos: mecanismo de desgaste de las planchas de impresión. Nota de alcance: específico para entornos de impresión industrial de alta velocidad. ↩
"Corte en condiciones extremas: Optimización del rendimiento de la hoja", https://bladesdirect.net/blogs/news/cutting-in-extreme-conditions?srsltid=AfmBOorqhHeE-md92Q8y4ya3Di1m–NNYJpozTWXr8ZjqTtFJ1C-MAHr. [Guías autorizadas sobre la fabricación de matrices explican cómo la naturaleza higroscópica de los sustratos de madera conduce a la inestabilidad dimensional en alta humedad, causando el desplazamiento de las reglas de acero incrustadas]. Función de evidencia: validación técnica; tipo de fuente: manual de ciencia de materiales. Apoya: el mecanismo de desalineación de la hoja debido a la deformación de la madera. Nota de alcance: aplicable a entornos industriales sin control climático. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las normas de ingeniería de embalaje definen los umbrales de tolerancia para la precisión del plegado y cómo las desviaciones más allá de métricas específicas comprometen la resistencia al aplastamiento vertical del cartón corrugado]. Función de la evidencia: especificación técnica; tipo de fuente: norma de ingeniería. Apoya: el vínculo entre la desviación del plegado y la falla estructural. Nota de alcance: se centra en los pliegues de soporte de carga en el embalaje industrial. ↩
"¿Se deformará mi tabla de cortar? Seis razones por las que la respuesta es 'No'", https://treeboard.com/blog/will-my-cutting-board-warp/?srsltid=AfmBOooELRp4Yp74jDWDQ_dIsibsTK3ol6aKfzm3Hhf0ICCnxqNWbdyG. [Una fuente de ciencia de los materiales o ingeniería industrial explicaría cómo la naturaleza higroscópica del contrachapado conduce a la inestabilidad dimensional y la deformación en las bases de troquelado]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ciencia de los materiales. Apoyos: degradación del material de herramientas antiguas. Nota de alcance: se centra en sustratos a base de madera. ↩
"Solución de problemas de desalineación en operaciones de troquelado", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [Los estándares de fabricación para troquelado cuantificarían la deriva mecánica y la desalineación que se produce en las cuchillas después de ciclos de uso repetidos]. Función de la evidencia: verificación métrica; tipo de fuente: estándar de fabricación. Apoya: degradación de la alineación de la cuchilla en herramientas reutilizadas. Nota de alcance: desviación medida en micras o milímetros. ↩
"Plegado de embalajes rígidos: hendido, líneas de plegado y…", https://eliterigidboxes.com/blog/rigid-packaging-folding-creasing-fold-lines-and-assembly-best-practices/. [Las guías de diseño de embalajes industriales definirían los coeficientes de fricción y las tolerancias específicas necesarias para lograr un bloqueo limpio de la pestaña durante el ensamblaje]. Función de evidencia: especificación de referencia; tipo de fuente: manual de diseño industrial. Soportes: estándares de rendimiento para herramientas nuevas. Nota de alcance: depende del grado y grosor específicos del cartón. ↩


