Adaptar tus expositores de venta a los estándares norteamericanos es como navegar por un campo minado. Un error en la tolerancia estructural puede provocar devoluciones masivas por parte de los minoristas y aniquilar por completo tus márgenes de beneficio.
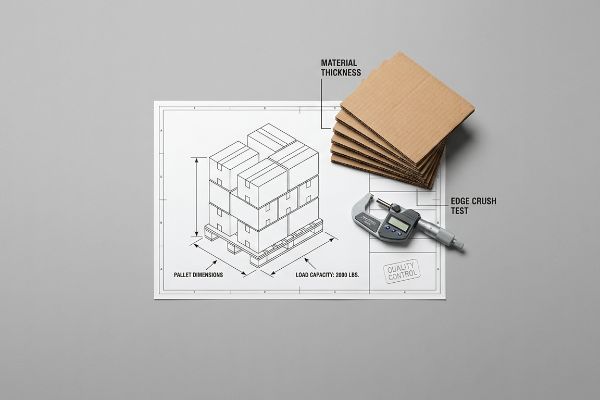
La transición a la fabricación en EE. UU. exige el cumplimiento estricto de tolerancias estructurales y logísticas avanzadas. Este cambio operativo requiere una alineación rigurosa con las dimensiones estandarizadas de los palés, las capacidades de carga dinámicas y las métricas de rendimiento de materiales complejos para garantizar una integración perfecta de la cadena de suministro global y prevenir daños catastróficos durante el transporte en todo el mundo.

Pero comprender estas métricas básicas es solo el comienzo de la batalla en la planta de producción.
¿Cuáles son los mayores desafíos en el desarrollo de envases para nuevos productos?
Lanzar un nuevo producto (SKU) ya es bastante estresante sin que encima las bandejas de productos fallen al montarse. La transformación física del diseño digital en cartón corrugado plegado es donde se desvanecen los sueños.
El desarrollo de empaques para nuevos productos es el meticuloso proceso de ingeniería que transforma conceptos digitales en estructuras físicamente viables. Esta fase aborda matemáticamente el grosor del material, los márgenes de flexión y los puntos de fricción cinética para garantizar que las unidades producidas en masa se ensamblen a la perfección, sin rasgaduras, deformaciones ni comprometer la integridad estructural crítica.

Conseguir la forma correcta en la pantalla de un ordenador es muy diferente a forzar el plegado de un cartón real.
La brecha de compensación del calibre en el desarrollo de envases
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en su software con el mismo ancho que el panel correspondiente. Tratan el material corrugado como una hoja de papel perfectamente plana e infinitamente delgada. Este enfoque teórico ignora el calibre físico de los cartones plegados¹yasume que las líneas digitales estándar crearán de forma natural una caja 3D funcional.
Es una trampa común que atrapa incluso a gerentes de marca experimentados cuando me entregan una plantilla plana. Olvidan que cuando un panel de flauta B de 0,12 pulgadas (3 mm) de grosorse pliega 90 grados, consume material. Si no ensancho la ranura de recepción para compensar el radio exterior del pliegue, el equipo de coempaquetado va a sufrir. He visto a empleados sudando en la línea de montaje, luchando con ranuras demasiado estrechas, escuchando el sonido agonizante del cartón al romperse mientras fuerzan las piezas para unirlas. Al aplicar automáticamente una tolerancia de plegado paramétrica a cada plantilla, elimino por completo esa fricción física. Este sencillo ajuste acelera la línea de montaje manual en un 25 % estimado³,lo que reduce directamente los costos de mano de obra de coempaquetado para mis clientes.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Las pestañas de dibujo tienen exactamente el mismo ancho que las ranuras | Agregar tolerancias de curvatura calculadas para la pinza plegada | Elimina el desgarro del cartón crudo durante la instalación |
| Ignorando el espesor del material corrugado | Utilizar software estructural paramétrico para ajustar las brechas | Acelera el montaje manual en un 25% aproximadamente |
| Unir manualmente componentes ajustados | Mecanismos de enclavamiento sin fricción diseñados para la ingeniería | Evita que la cinta adhesiva transparente y antiestética arruine el valor de la marca |
Jamás confío en un archivo gráfico plano sin antes verificar su estructura matemática. Calcular con precisión el consumo de material desde el principio es la única manera de proteger su marca de un desastre costoso y laborioso en el punto de venta.
🛠️ El escritorio de Harvey: ¿Están las pestañas entrelazadas desgarrando el cartón en la línea de montaje? 👉 Obtén una auditoría gratuita de fricción de troquelado ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cuáles son los retos a los que se enfrenta la industria manufacturera estadounidense?
El envío de expositores desmontados a través de los diversos climas estadounidenses implica importantes cambios en la física ambiental. Una caja diseñada para condiciones áridas se comportará de manera completamente diferente en la humedad costera.
Entre los desafíos que enfrenta la industria manufacturera estadounidense se encuentran la gestión de variaciones climáticas geográficas extremas y limitaciones logísticas muy específicas. Los fabricantes deben diseñar embalajes estructurales que contrarresten matemáticamente la hinchazón causada por la humedad ambiental, garanticen el cumplimiento de las normativas de transporte regionales y mantengan tolerancias estrictas en redes de suministro nacionales masivas y descentralizadas, así como en extensas rutas de tránsito.
Puedes cortar una tabla a la perfección en una instalación con temperatura controlada, pero la verdadera prueba se produce en un centro de distribución húmedo y bochornoso.
Cómo la física ambiental transforma la industria manufacturera estadounidense
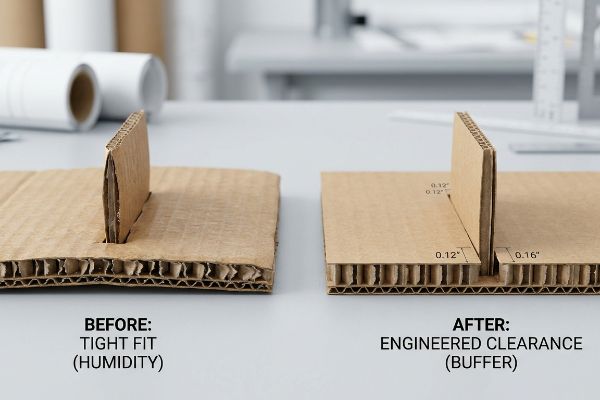
Los ingenieros que trabajan en oficinas secas y con temperatura controlada suelen establecer las tolerancias de las ranuras basándose en el calibre seco absoluto del panel de prueba⁴.Asumen que las dimensiones físicas del cartón permanecerán estáticas a lo largo de toda la cadena de suministro. Este error fundamental ignora por completo la naturaleza porosa del papel kraft y su reacción a los diversos climasregionales⁵.
Cuando los paquetes planos se envían a regiones de EE. UU. con alta humedad, como Florida o Texas, la humedad hace que la hinchazón se imponga. He pisado almacenes en Houston donde el aire húmedo hace que las placas 32ECT (Edge Crush Test) se sientan húmedas al tacto. Esa ranura perfecta de 0,12 pulgadas (3 mm) se hincha repentinamente y se cierra,quedando demasiado ajustada para la pestaña correspondiente. Para evitar que el equipo de ensamblaje aplaste las ranuras durante el montaje, diseño un amortiguador de humedad específico directamente en los archivos estructurales. Al abrir de antemano las ranuras de recepción solo 0,04 pulgadas (1 mm) adicionales, garantizo un ajuste sin fricción. Este microajuste evita microfracturas estructurales, reduciendo drásticamente las unidades dañadas y manteniendo el lanzamiento al minorista completamente dentro del plazo previsto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Establecer tolerancias estrictas para el cartón completamente seco | Diseño de un amortiguador de humedad de 1 mm8 | Garantiza una instalación sin problemas en almacenes costeros húmedos |
| Ignorar la hinchazón causada por la humedad ambiental en los almacenes9 | Cálculo matemático de los límites de expansión del papel10 | Evita que las estrías se aplasten y que se debilite la resistencia de las esquinas |
| Suponiendo que los paquetes planos permanezcan dimensionalmente estáticos | Adaptación de troqueles a climas regionales específicos | Elimina la necesidad de aplicar fuerza manual agresiva |
Me niego a que las condiciones climáticas impredecibles determinen el éxito de un lanzamiento nacional. Diseñar una zona de amortiguación para la eliminación de la humedad garantiza que sus estructuras corrugadas se ensamblen a la perfección, independientemente de la humedad ambiental que afecte al centro de distribución local.
🛠️ Harvey's Desk: ¿Se hincharán tus expositores perfectamente cortados antes de llegar a un almacén en Florida? 👉 Solicita una comprobación de tolerancia climática ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Qué retos prevé para el futuro del diseño y desarrollo de envases que podrían beneficiar al sector de la importación y exportación?
El comercio transfronterizo depende de maximizar la densidad de los contenedores sin dañar la carga. La física del transporte marítimo de mercancías pesadas introduce enormes riesgos de compresión dinámica en sus cajas maestras.
Los futuros desafíos en materia de embalaje impactan significativamente la eficiencia del transporte marítimo mundial en contenedores. Los ingenieros deben equilibrar una densidad dimensional exigente con una resistencia a la compresión dinámica inquebrantable, garantizando que las cargas paletizadas de varios niveles soporten fuerzas cinéticas severas durante el transporte marítimo prolongado sin sacrificar la eficiencia del material ni comprometer los estrictos protocolos logísticos internacionales.

Superar los límites del volumen de los contenedores suele conllevar una pérdida irreparable de la resistencia vertical bruta.
La crisis del exceso de palés en la logística de importación y exportación
Los equipos de compras amplían de forma agresiva las dimensiones de las cajas maestras para meter más unidades en un contenedor, asumiendo que la resistencia a la compresión teórica(11) protegerá la mercancía. Tratan el volumen de envío como un simple problema matemático, ignorando por completo la compleja geometría de la distribución de la carga apilada. Este enfoque inevitablemente provoca que las cajas sobresalgan ligeramente de la base de madera(12).
Es una trampa común que atrapa incluso a equipos de compras experimentados que buscan ahorrar en costos de envío. Al igual que construir una casa ligeramente fuera de sus cimientos, si una caja de cartón corrugado sobresale de una paleta estándar de 48 × 40 pulgadas (121 × 101 cm) incluso por una fracción de pulgada, sus esquinas estructurales no soportan ninguna carga13.He abierto contenedores en el puerto solo para escuchar el crujido distintivo y desagradable de los niveles inferiores sin soporte que se doblan hacia afuera bajo el peso del almacén. Para solucionar esto, exijo un protocolo estricto de caja delimitadora sin voladizo en todos los envíos internacionales. Al reducir artificialmente la huella máxima permitida en exactamente 0.5 pulgadas (12.7 mm) en nuestro software, me aseguro de que las esquinas estructurales permanezcan completamente soportadas. Esto restaura la resistencia crítica de compresión de esquina del 60 %14, eliminando por completo los daños de tránsito y los devastadores cargos de los minoristas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Maximizar el tamaño de la caja más allá de la cubierta de madera | Imponer un límite de cuadro delimitador de voladizo cero | Evita el aplastamiento catastrófico de la capa inferior durante el transporte15 |
| Basándose estrictamente en datos de compresión de material plano | Reducción máxima de la huella en exactamente 12,7 mm16 | Mantiene la alineación crítica de las esquinas para cargas pesadas |
| Ignorar la distribución vertical de la carga en los contenedores | Centrar las cajas perfectamente sobre los largueros de los palés17 | Elimina los costosos daños al producto y las devoluciones de cargo por parte de los minoristas |
Jamás sacrificaré la resistencia de las esquinas críticas solo para poder colocar una unidad más en una plataforma de madera. Respetar los límites físicos del palé es la única manera de garantizar que sus expositores sobrevivan al duro viaje a través del océano.
🛠️ Harvey's Desk: ¿Sus cajas maestras están colgando del borde y perdiendo el 60% de su resistencia? 👉 Solicite su auditoría gratuita de logística ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cree que las empresas estadounidenses se están adaptando a los retos de la fabricación global?
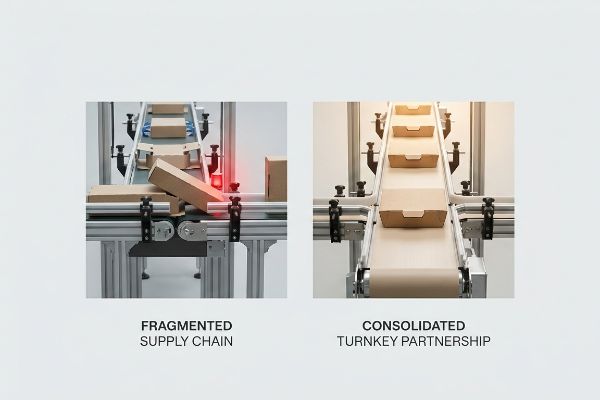
Gestionar una cadena de suministro internacional fragmentada supone un enorme riesgo. Las marcas intentan integrar proveedores inconexos para reducir artificialmente los costes, pero la realidad rápidamente desbarata ese modelo.
Sí. Las empresas estadounidenses se están adaptando a la fabricación global mediante una transición decidida, abandonando los modelos de subcontratación altamente fragmentados para adoptar alianzas estratégicas integrales. Esta consolidación estratégica reduce las fricciones en la cadena de suministro, garantiza matemáticamente la compatibilidad entre componentes y protege los márgenes de las marcas de las costosas penalizaciones por tiempo de inactividad de las máquinas durante el ensamblaje automatizado de alta velocidad.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los componentes dispares se niegan a alinearse.
Por qué las cadenas de suministro fragmentadas fracasan en la planta de producción
Los propietarios de marcas suelen optar por un modelo de contrato de subcontratación, adquiriendo materias primas, películas impresas y componentes de cartón ondulado de proveedores completamente distintos para minimizar artificialmente los costos unitarios. Suponen que un co-empacador externo puede simplemente ensamblar estas piezas desconectadas como si fueran bloques de construcción básicos. Esta estrategia de adquisición fragmentada ignora las tolerancias mecánicas microscópicas necesarias para las líneas de envasado automatizadas de alta velocidad18.
Lograr que un expositor se mantenga en pie en un laboratorio es fácil, pero esta es la cruda realidad cuando se envían 500 de ellos a una planta de coempaquetado de alta velocidad. En mi planta, veo con frecuencia el desastre que se produce cuando un cliente estadounidense nos envía tableros laminados litográficos de un proveedor y clips de bloqueo de plástico de otro. Cuando mido las ranuras del cartón corrugado, a menudo tienen una desviación de tan solo 0,08 pulgadas (2 mm)19, lo suficiente como para atascar instantáneamente la plegadora-encoladora automatizada. La máquina se detiene, suenan las alarmas y el cliente se ve afectado de inmediato por enormes penalizaciones por tiempo de inactividad de la máquina que anulan sus ahorros previstos. Soluciono esto implementando un protocolo de consolidación llave en mano, reuniendo la ingeniería estructural y la adquisición de materiales bajo un mismo techo. Al controlar el grosor exacto del tablero y el troquelado simultáneamente, garantizo una línea de montaje continua y sin fricciones, lo que ahorra a los clientes un estimado del 30 % en costos de mano de obra desperdiciada20.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Obtener componentes sueltos de proveedores baratos | Utilizar un socio de fabricación centralizado llave en mano | Elimina los puntos de fricción durante el ensamblaje automatizado |
| Ignorar las tolerancias dimensionales entre componentes | Controlar simultáneamente el troquelado y los materiales | Evita enormes penalizaciones por tiempo de inactividad de la máquina por hora |
| Suponiendo que los co-envasadores corregirán los errores de adquisición | Ajuste preciso mediante ingeniería antes de la producción en masa | Garantiza costes laborales predecibles y despliegues rápidos |
Siempre advierto a mis clientes sobre los riesgos de comprar a múltiples proveedores sin una buena relación entre sí. Centralizar la ingeniería estructural y el ensamblaje final es el único método comprobado para evitar costosos atascos en la maquinaria y proteger el margen de beneficio del proyecto.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes arriesgarte con calibres de cartón no probados, pero si tus cajas maestras sobresalen del palé tan solo media pulgada, el colapso catastrófico de la base provocará rechazos inmediatos por parte de los minoristas y semanas de costosos retrabajos manuales. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar tolerancias espaciales complejas y permíteme auditar personalmente la arquitectura de tu embalaje con mi Revisión Previa Gratuita de Troquelado ↗ para detectar errores cinéticos fatales antes de que comience la producción.
"La guía definitiva para cajas de cartón corrugado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Una guía autorizada de ingeniería de embalaje explicaría cómo el grosor del material, o calibre, requiere compensaciones dimensionales en el diseño de ranuras y pestañas para garantizar un ajuste adecuado]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de diseño industrial. Apoya: La afirmación de que ignorar el grosor del material conduce a fallas en el ensamblaje. Nota de alcance: Específico para sustratos de cartón corrugado y plegable. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Las hojas de especificaciones de materiales de la industria definen el espesor estándar y la altura de la flauta para el cartón ondulado de flauta B]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoyos: precisión del espesor del material. Nota de alcance: Pueden existir pequeñas variaciones entre fabricantes. ↩
"Determinación analítica de la rigidez a la flexión de una estructura de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Los estudios de eficiencia operativa en ingeniería de empaques cuantifican la reducción en el tiempo de ensamblaje cuando se considera el espesor del material en las líneas de troquelado]. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso de la industria. Apoya: mejora de la productividad. Nota de alcance: el porcentaje puede variar según la complejidad de la SKU. ↩
"[PDF] Efectos de la humedad relativa en la compresión… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Los estándares de la industria para el diseño de empaques detallarían el uso de mediciones con calibrador seco al calcular las tolerancias de ranura para materiales corrugados]. Función de evidencia: verificación de estándares de la industria; tipo de fuente: manual técnico o estándar TAPPI. Apoya: prácticas de ingeniería comunes en el diseño de cartón. Nota de alcance: específico para especificaciones de cartón corrugado. ↩
"Factores que afectan la estabilidad dimensional de los papeles decorativos…", https://bioresources.cnr.ncsu.edu/resources/factors-affecting-the-dimensional-stability-of-decorative-papers-under-moistening/. [Una fuente de ciencia de los materiales proporcionaría el coeficiente de expansión higroscópica para el papel kraft para validar cómo la absorción de humedad conduce a cambios dimensionales]. Función de la evidencia: validación científica; tipo de fuente: base de datos de propiedades de materiales o libro de texto de ingeniería. Apoya: impacto del clima en las dimensiones del cartón. Nota de alcance: específico para materiales a base de celulosa. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Un estudio de ciencia de materiales o un manual de ingeniería de embalaje proporciona datos sobre la expansión dimensional de cartones corrugados con clasificación ECT en condiciones de alta humedad]. Función de evidencia: validación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: el efecto físico de la humedad en ranuras estructurales precisas. Nota de alcance: específico para las especificaciones de cartón 32ECT. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Las directrices de embalaje estándar de la industria especifican los ajustes de tolerancia necesarios para materiales higroscópicos para evitar la fricción o el aplastamiento durante el montaje en climas variables]. Función de la evidencia: verificación de mejores prácticas; tipo de fuente: guía de ingeniería de embalaje. Apoya: el uso de microajustes para garantizar un ajuste sin fricción. Nota de alcance: aplicable a expositores minoristas de embalaje plano. ↩
"[PDF] Almacenamiento y manipulación de materiales de embalaje de cartón ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Una fuente autorizada en ingeniería de embalaje validaría las tolerancias de holgura específicas necesarias para tener en cuenta la expansión higroscópica del cartón]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la solución específica para la expansión por humedad. Nota de alcance: las mediciones específicas pueden variar según el grado del material. ↩
"Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. [Investigaciones en ciencia de materiales sobre envases a base de celulosa confirman que una alta humedad relativa aumenta el contenido de humedad, lo que provoca hinchazón dimensional y reducción de la resistencia a la compresión vertical]. Función de la evidencia: afirmación fáctica; tipo de fuente: revista de ciencia de materiales revisada por pares. Apoya: el impacto de la humedad en la integridad estructural. Nota de alcance: se centra en la física del medio corrugado. ↩
"El coeficiente de expansión higroscópica lineal de los materiales a base de cemento…", https://pmc.ncbi.nlm.nih.gov/articles/PMC6981539/. [Las normas industriales para la ingeniería del papel proporcionan coeficientes para la expansión lineal y las tasas de absorción de humedad que se utilizan para predecir el cambio dimensional]. Función de la evidencia: proceso técnico; tipo de fuente: norma industrial. Apoya: la viabilidad de la predicción matemática para la hinchazón del papel. Nota de alcance: depende del grado específico del papel y la orientación de la fibra. ↩
"[PDF] Predicción del efecto de los espacios entre las tablas de la plataforma de palés en el…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1053&context=japr. [Las normas técnicas de embalaje, como ASTM o ISO, especifican que las clasificaciones de compresión teóricas asumen una alineación vertical perfecta, lo cual se ve contrarrestado por las variaciones de apilamiento en el mundo real]. Función de la evidencia: Especificación técnica; tipo de fuente: Norma industrial. Apoya: La afirmación de que las clasificaciones teóricas son insuficientes para predecir la protección de la carga en el mundo real. Nota de alcance: Se centra en la discrepancia entre la prueba de compresión de cajas (BCT) probada en laboratorio y el rendimiento en campo. ↩
"[DOC] Versión enviada (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Estudios de ingeniería logística demuestran que incluso una pequeña cantidad de voladizo de palé puede reducir la resistencia a la compresión efectiva de una caja de cartón corrugado en más del 30 %]. Función de la evidencia: Validación técnica; tipo de fuente: Revista de logística revisada por pares. Apoya: El vínculo causal entre la maximización de las dimensiones y la falla estructural. Nota de alcance: Se aplica específicamente a cargas apiladas de varios niveles en el transporte marítimo. ↩
"Modelado predictivo del voladizo de palets en la resistencia a la compresión de cajas", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Los principios de ingeniería de embalaje demuestran que la capacidad de carga vertical de las cajas de cartón corrugado se concentra en las esquinas, y cualquier voladizo impide que estos elementos verticales transfieran la carga a la superficie del palet]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: el mecanismo de falla mecánica de las cajas con voladizo. Nota de alcance: enfoque en la resistencia a la compresión vertical. ↩
"Predicción del efecto del voladizo del palé en la compresión de la caja…", https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Los estudios técnicos sobre pruebas de compresión de cajas cuantifican el porcentaje de capacidad de carga perdida cuando las cajas superan las dimensiones del palé, citando a menudo caídas significativas en la integridad estructural]. Función de la evidencia: verificación cuantitativa; tipo de fuente: documento técnico. Apoya: la métrica específica de recuperación de la resistencia mediante la alineación. Nota de alcance: los porcentajes pueden variar según el grado del cartón corrugado. ↩
"Investigación del efecto de la rigidez de la plataforma superior del palé en el cartón ondulado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Fuentes autorizadas de ingeniería logística y de embalaje explican cómo el voladizo del palé reduce significativamente la resistencia efectiva de apilamiento de la capa inferior de cajas, lo que provoca un colapso estructural]. Función de la evidencia: mecanismo causal; tipo de fuente: documento técnico. Apoyos: riesgos de maximizar el tamaño de la caja más allá de la plataforma. Nota de alcance: se centra en el embalaje de cartón ondulado. ↩
"[PDF] Investigación del patrón de apilamiento de palés en el puenteo de carga unitaria", https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf?. [Los estándares de la industria para la optimización de la carga de palés especifican espacios de tolerancia precisos para evitar voladizos y garantizar la estabilidad durante la manipulación automatizada]. Función de la evidencia: especificación cuantitativa; tipo de fuente: estándar de la industria. Apoya: ajustes precisos de la huella para la alineación de las esquinas. Nota de alcance: normalmente se aplica a palés estándar norteamericanos o ISO. ↩
"[PDF] Investigación del efecto de las cajas de cartón corrugado en la distribución de", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Los datos de ingeniería de embalaje indican que alinear la carga con los largueros estructurales del palé maximiza la capacidad de carga vertical y minimiza la deformación]. Función de la evidencia: optimización técnica; tipo de fuente: estudio de ingeniería. Soportes: estrategias de distribución de carga vertical. Nota de alcance: específico para palets tipo larguero. ↩
"Tecnología de embalaje CoWoS: Sistemas de automatización avanzados en…", https://www.wevolver.com/article/cowos-packaging. [Un documento técnico de ingeniería o un estándar de la industria del embalaje detallaría las tolerancias precisas necesarias para que los componentes dispares funcionen en líneas de alta velocidad sin fallar. Función de la evidencia: verificación técnica; tipo de fuente: manual técnico de la industria. Apoya: la afirmación de que la fragmentación causa fallas mecánicas. Nota de alcance: Se centra en la automatización de alta velocidad.] ↩
"Los 4 problemas más comunes de las máquinas plegadoras-encoladoras (+ soluciones) [+ …", https://impack.ca/learning-center/common-folder-gluer-packer-problems-and-solutions. [Los estándares de la industria para maquinaria de embalaje automatizada de alta velocidad especifican que las variaciones milimétricas en las dimensiones del material pueden provocar atascos mecánicos]. Función de la evidencia: validación técnica; tipo de fuente: manual de especificaciones de la maquinaria. Apoya: requisitos de tolerancia del material. Nota de alcance: específico para la automatización de alta velocidad. ↩
«Consolidación de proveedores en el sector del embalaje: por qué menos proveedores ofrecen…», https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/. [Una investigación comparativa sobre modelos de fabricación consolidados demuestra una reducción significativa de los costes laborales indirectos asociados a los errores de montaje]. Función de la evidencia: apoyo cuantitativo; tipo de fuente: estudio de gestión de la cadena de suministro. Apoya: ahorro en costes laborales. Nota de alcance: las estimaciones varían según el volumen de producción. ↩



