Al lanzar un producto en el sector minorista, los expositores de cartón ondulado son tu primera línea de defensa. Pero convertir cartón plano en una potente herramienta de ventas requiere una ingeniería precisa, no solo un diseño atractivo.
Un expositor temporal personalizado para puntos de venta es una estructura de cartón corrugado diseñada para campañas de venta minorista de corta duración. Estas unidades, que suelen durar entre cuatro y doce semanas, almacenan físicamente el inventario de productos y, mediante gráficos de alto contraste y una ubicación estratégica en los pasillos, interrumpen la experiencia del cliente e impulsan las compras impulsivas.

Pero conocer la definición teórica no salvará tus ganancias cuando una bandeja completamente cargada se derrumbe en el suelo húmedo de un almacén. Dejemos de lado la palabrería de marketing y analicemos la física real del embalaje minorista.
¿Cuánto cuestan los expositores en el punto de venta?
Calcular el precio de un expositor de cartón ondulado no se trata solo de cotizar tinta y papel. El verdadero costo reside en las concesiones estructurales que se hacen para ajustarse a un presupuesto artificial.
Depende. El costo de los expositores para puntos de venta fluctúa según el tipo de cartón, las herramientas de preimpresión especializadas y los acabados de laminación litográfica. Si bien los equipos de compras suelen centrarse en el precio unitario, el cálculo financiero real debe incluir el ahorro logístico posterior, la eficiencia del empaquetado automatizado y la protección total contra los cargos por daños durante el transporte.

Pero basarse en un presupuesto teórico de una hoja de cálculo es peligroso cuando las máquinas empiezan a funcionar.
El precio oculto de la trampa de la "rebaja de calificación del ECT"
Los equipos de compras a menudo intentan compensar el alto costo de los acabados cosméticos de primera calidad, como las laminaciones de lámina de cobertura total, reduciendo secretamente la clasificación del cartón corrugado base. Parece una jugada contable inteligente bajar de un cartón ECT (Edge Crush Test) de 32 a uno más barato de 26 ECT1 para ahorrar unos centavos por unidad, suponiendo que la película de lámina gruesa proporcionará suficiente rigidez estructural2.
Esto no es solo teoría: lo veo en acción en la planta de pruebas. Un cliente nos obligó a usar una especificación 26 ECT inferior para poder pagar un acabado mate de lujo. Al principio, supuse que el revestimiento de prueba más ligero aguantaría en condiciones de venta al por menor estándar. Estaba completamente equivocado. Durante nuestra simulación de tránsito ISTA 3A (International Safe Transit Association)3, la BCT (Box Compression Test)4 se estancó a solo 187,5 lbs (85 kg). Las estrías estructurales tenían una densidad interna nula, lo que provocó que toda la capa inferior se arqueara visiblemente hacia afuera y se deformara catastróficamente bajo el peso simulado del palé. Inmediatamente quité la costosa lámina, restauré matemáticamente el material a un estándar 32 ECT original y reemplacé el acabado con un recubrimiento acuoso brillante de alto contenido de sólidos.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera |
|---|---|---|
| Restaurar la base 32 ECT5 | Restaura la compresión de la flauta central | Elimina los costosos daños durante el transporte |
| Retire la lámina de aluminio | Detiene la microfracturación de superficies rígidas6 | Recorta el presupuesto de materias primas |
| Aplicar agua de alto contenido en sólidos | Mantiene un brillo de alto contraste para la venta al por menor | Garantiza el cumplimiento absoluto de los requisitos de reciclabilidad7 |
Me niego a que el exceso de material estético comprometa la integridad estructural de sus pantallas. Mejorar la calidad de sus placas base y optimizar los recubrimientos es la única manera de garantizar que sus pantallas sobrevivan a la exigente cadena logística sin generar costosas devoluciones por parte de los minoristas.
🛠️ Harvey's Desk: ¿Sus expositores actuales utilizan en secreto un material de prueba de menor calidad para ocultar los elevados costes de impresión cosmética? 👉 Solicite una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Cómo crear un expositor en el punto de venta?
La fabricación de un expositor de cartón ondulado requiere salvar la brecha entre el diseño digital y la ciencia de los materiales. Se trata de una secuencia precisa de corte estructural, pegado y plegado.
La fabricación de un expositor para punto de venta implica diseñar un troquelado personalizado, aplicar gráficos de alta resolución mediante laminación litográfica y utilizar máquinas CNC (Control Numérico por Computadora) automatizadas o troqueles de acero para cortar y plegar el sustrato de cartón corrugado. Finalmente, los componentes estructurales se empaquetan planos o se preensamblan para una distribución eficiente en tiendas.
Pero conocer la teoría no es suficiente cuando la humedad ambiental de la fábrica comienza a interferir con los adhesivos.
La realidad química de la deformación por humedad del PVA
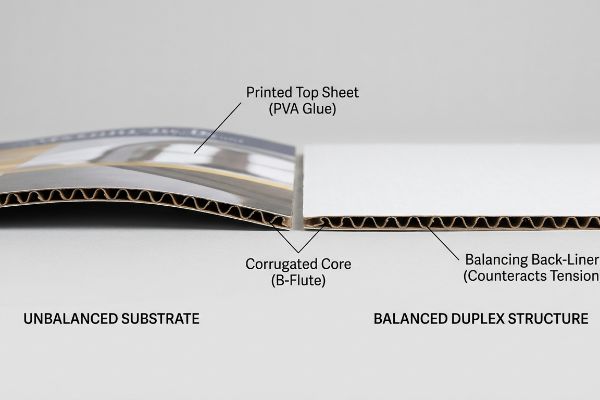
Incluso los diseñadores veteranos suelen asumir que montar una lámina superior impresa de alta calidad sobre un cartón corrugado rígido de flauta B dará como resultado un panel de visualización perfectamente plano. Observan el proceso de fabricación desde una perspectiva digital, ignorando la fisicoquímica de los adhesivos de PVA (acetato de polivinilo) a base de agua utilizados durante la laminación litográfica de alta velocidad8.
Esto no es solo teoría; lo experimento en la práctica. Durante una serie de prototipos para un soporte de suelo, aplicamos pegamento PVA estándar en los paneles laterales de 152,4 cm (60 pulgadas). Mientras el pegamento húmedo se secaba en el aire ambiente de la fábrica, podía oler la humedad que se evaporaba. La enorme tensión superficial provocó que todo el sustrato se deformaray se curvara hacia adentro como una patata frita, incumpliendo nuestra estricta tolerancia de deflexión de 12,7 mm (0,5 pulgadas). Tuve que descartar los diseños iniciales de la agencia y rehacer la química desde cero. Diseñé una estructura de tablero dúplex equilibrada, añadiendo un revestimiento posterior delgadoen el lado opuesto para contrarrestar perfectamente la tensión de curado del PVA, devolviendo matemáticamente al tablero una forma perfectamente plana y vertical.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en ensamblaje |
|---|---|---|
| Adición de revestimiento trasero dúplex | Contrarresta la tensión adhesiva del PVA11 | Evita el rechazo por deformación del panel |
| Curado controlado de 24 horas12 | Normaliza el contenido de humedad del tablero | Garantiza un montaje perfectamente recto |
| Intercambio de pegamento de alta viscosidad | Reduce la tasa de absorción de agua13 | Acelera el tiempo de funcionamiento de la máquina |
No confío en las aplicaciones adhesivas estándar al diseñar paneles de gran formato para comercios. Al equilibrar matemáticamente la tensión superficial de los sustratos, garantizo que cada expositor se mantenga perfectamente recto incluso bajo la intensa iluminación de las tiendas
🛠️ Harvey's Desk: ¿Su embalaje laminado litográfico llega con una ligera curvatura hacia adentro que perjudica la alineación estructural? 👉 Solicite una simulación de estrés estructural 3D personalizada ↗ — 100 % confidencial. Sus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Cuál es la diferencia entre los expositores POS y POP?
Comprender la terminología del comercio minorista evita fallos catastróficos en la distribución. Esta distinción determina la ubicación legal y logística de su unidad dentro del entorno de la tienda.
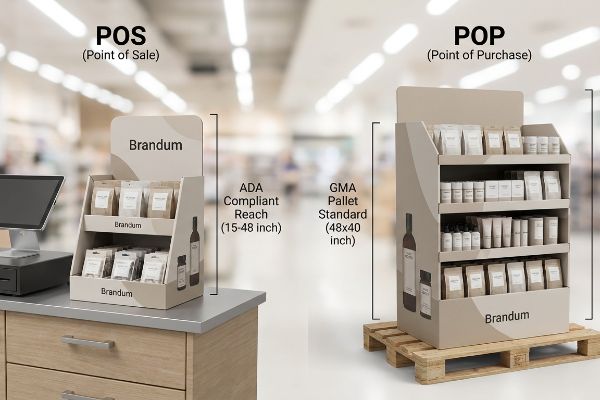
Un expositor de punto de venta (TPV) se ubica directamente en la caja para captar las compras puntuales, mientras que un expositor de punto de compra (PPC) ocupa los pasillos habituales para gestionar mayores volúmenes de venta. La principal diferencia radica en su tamaño físico y su proximidad a la transacción final en caja.
Sin embargo, confundir estos dos conceptos en el software CAD (Diseño Asistido por Computadora) provocará numerosos rechazos por incumplimiento en los puntos de venta.
La restricción espacial "ADA vs. GMA"
Muchas empresas comerciales suelen presentar un concepto de diseño escalable, sugiriendo que un gran expositor de punto de venta (POP) puede reducirse matemáticamente en un 50 % para funcionar como mostrador de punto de venta (POS) . Tratan la ingeniería como un simple redimensionamiento vectorial digital, ignorando por completo los estrictos límites legales y logísticos que rigen estas dos zonas comerciales distintas en Estados Unidos.
Cuando los clientes me preguntan qué significa físicamente esta diferencia, suelo señalar las limitaciones espaciales definidas en mi área de pruebas. Separo permanentemente los sistemas de ingeniería para las unidades POP y POS porque responden a requisitos completamente diferentes. Un archivo de piso POP debe estar estrictamente anclado al límite de paleta de madera de 48 × 40 pulgadas (121,9 × 101,6 cm) de la GMA (Grocery Manufacturers Association)15 para soportar la logística del almacén y las cargas dinámicas pesadas. Por el contrario, un archivo de caja POS está estrictamente condicionado por el cumplimiento de la ADA (Americans with Disabilities Act) en cuanto al alcance frontal, lo que requiere una ventana de acceso muy específica de 15 a 48 pulgadas (38,1 a 121,9 cm)16.Si simplemente redujera un modelo de piso para que cupiera en un mostrador, el ángulo de interacción con el producto violaría las leyes de accesibilidad, lo que provocaría que los gerentes de la tienda retiraran inmediatamente la unidad de la caja.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en cumplimiento normativo |
|---|---|---|
| Anclaje de palés GMA | Bloquea la superficie de apoyo en el suelo a 48×4017 | Garantiza una recepción de almacén sin problemas |
| Optimización del alcance de ADA | Ajusta la altura de interacción del contador18 | Evita rechazos en el registro legal |
| Separación estricta de tuberías | Elimina suposiciones de escala peligrosas | Reduce el tiempo de reelaboración del CAD |
Considero los sistemas de punto de venta (POS) y de punto de venta (POP) como ecosistemas matemáticos totalmente independientes. Al diseñar sus sistemas de merchandising según sus restricciones normativas específicas desde el primer día, elimino el riesgo de rechazos catastróficos en el punto de venta.
🛠️ Harvey's Desk: ¿Sus mostradores de caja cumplen con las últimas restricciones de altura de alcance frontal de la ADA? 👉 Obtenga una evaluación del marco de trabajo para comercios minoristas ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Quién puede crear los expositores de tu tienda?
Introducir el producto en el edificio es solo la mitad del trabajo. El montaje final suele recaer en empleados de tienda apresurados que no tienen paciencia para instrucciones complejas.
Los empleados de tienda, los proveedores externos o las instalaciones de empaquetado automatizado suelen ensamblar los expositores de punto de venta. Debido a la alta rotación de personal y las estrictas limitaciones de tiempo en el sector minorista, estas unidades deben contar con mecanismos de ensamblaje preencolados y sin fricción que permitan al personal no especializado crear la estructura final en cuestión de segundos.

Pero conocer la teoría no es suficiente cuando un empleado sobrecargado de trabajo intenta abrir la caja principal.
El riesgo de holgura por "fricción anidada"
Es una trampa común que atrapa incluso a equipos de compras experimentados: diseñan cajas de envío maestras que coinciden exactamente con las dimensiones exteriores de sus bandejas de venta prellenadas. Dan por sentado que un ajuste extremadamente preciso proporciona la máxima protección durante el transporte, olvidando que un dependiente de 19 años será quien tenga que extraer con dificultad el pesado expositor en medio de un pasillo abarrotado.
Esto no es solo teoría: lo experimento en la planta de pruebas. Durante una auditoría de desembalaje rutinaria para un cliente de co-empaquetado automatizado, inspeccioné físicamente una caja maestra devuelta. Arranqué la lámina superior y sentí la intensa fricción superficial del cartón corrugado de prueba. La bandeja estaba totalmente atrapada al vacío dentro de la caja de envío de 60,9 cm (24 pulgadas). La resistencia era tan grande que, al intentar sacar la unidad, el borde de retención impreso se rompió por completo. Inmediatamente tomé las lecturas del micrómetro y demostré que no necesitábamos costosas lengüetas de plástico; solo necesitaba diseñar matemáticamente un margen de seguridad perimetral mínimo absoluto de 6,3 mm (0,25 pulgadas)¹⁹. Esto rompió el bloqueo por fricción y eliminó el desperdicio sobredimensionado.
| Solución de ingeniería | Resultado físico | Retorno de la inversión operativa |
|---|---|---|
| desplazamiento del perímetro de 0,25 pulgadas20 | Rompe la fricción de la superficie corrugada | Elimina los desgarros al desempaquetar manualmente |
| Retirada de las pestañas de plástico | Simplifica la lista de materiales de materia prima | Disminuye el costo unitario de inmediato |
| Tolerancias anidadas dinámicas21 | Garantiza una extracción de bandeja sin fricción | Reduce el tiempo de montaje de los empleados |
Diseño embalajes teniendo en cuenta la impaciencia de las manos humanas. Mediante cálculos matemáticos precisos para garantizar una extracción óptima, garantizo que su expositor salga de la caja y llegue al estante en perfectas condiciones.
🛠️ Harvey's Desk: ¿Se dañan sus bandejas prellenadas para la venta al por menor debido a que los empleados las sacan con fuerza de las cajas maestras? 👉 Solicite una auditoría de anidamiento dinámico ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes negociar el precio unitario más bajo del mercado, pero cuando tu base 26 ECT, degradada, se deforma catastróficamente bajo la carga de un almacén húmedo, el colapso resultante de la paleta aniquilará por completo el margen de beneficio de tu campaña. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm (0,07 pulgadas) para un importante lanzamiento nacional antes de la producción. Deja de malgastar tu presupuesto de marketing en fallas estructurales invisibles y permíteme diseñar personalmente tu próximo lanzamiento para garantizar que tus expositores de cartón corrugado sobrevivan a la cadena de suministro.
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoo2X9PriNrUTeT-Qp3ArEidKtOpsyITuJuYyZss7Qd_NDwyBeWp. Verificación de las clasificaciones de la prueba de aplastamiento de bordes (ECT) estándar de la industria para confirmar las diferencias relativas de resistencia y costo entre los grados 32 ECT y 26 ECT. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria del embalaje. Apoya: la premisa de que reducir la clasificación ECT reduce el costo del material. Nota de alcance: se aplica al cartón corrugado estándar. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Análisis técnico de si las laminaciones superficiales (como la lámina metálica) proporcionan un refuerzo estructural significativo en comparación con la clasificación ECT del cartón corrugado base. Función de la evidencia: validación técnica; tipo de fuente: guía de ciencia de materiales o ingeniería de embalaje. Apoya: la afirmación sobre la rigidez percibida frente a la real de los cartones laminados. Nota de alcance: se centra en las propiedades mecánicas de las películas de lámina metálica. ↩
"Pruebas de embalaje ISTA – Intertek", https://www.intertek.com/performance-testing/packaging/ista/. Confirmación de que ISTA 3A es el estándar global para simular entornos de envío y tránsito para productos minoristas. Función de la evidencia: Validación técnica; tipo de fuente: Norma profesional. Apoya: El uso de ISTA 3A para determinar fallas estructurales. Nota de alcance: Aplicable a la logística basada en paquetería. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Documentación técnica que explica la relación matemática entre la capacidad de carga de la prueba de aplastamiento de bordes (ECT) y la prueba de compresión de cajas (BCT). Función de evidencia: Especificación técnica; tipo de fuente: Guía de ciencia de materiales. Apoya: La correlación entre el grado del cartón y la falla estructural. Nota de alcance: Depende de las dimensiones de la caja. ↩
"Especificaciones de cartón ondulado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificación técnica de la clasificación de la prueba de aplastamiento de bordes (ECT) y su correlación con la resistencia a la compresión de la ondulación central del cartón ondulado. Función de evidencia: Especificación técnica; tipo de fuente: Estándar industrial. Apoya: El uso de 32 ECT para mantener la integridad estructural. Nota de alcance: Específico para grados de cartón ondulado. ↩
"Comprendiendo qué es el recubrimiento acuoso para cajas impresas", https://www.wecustomboxes.com/blog/what-is-aqueous-coating/. Explicación científica de los materiales sobre cómo las laminaciones de lámina rígida provocan microfracturas superficiales en sustratos de cartón corrugado en comparación con alternativas flexibles. Función de la evidencia: Análisis de propiedades físicas; tipo de fuente: Documento técnico. Apoya: La afirmación de que la eliminación de la laminación de lámina previene la microfracturación. Nota de alcance: Se centra en el estrés mecánico en el embalaje. ↩
"[PDF] Norma voluntaria para el repulpado y reciclaje de materiales recubiertos o tratados…", https://www.fibrebox.org/assets/2025/07/2025_Voluntary_-Standard.pdf. Verificación de que los recubrimientos acuosos de alto contenido en sólidos cumplen con los estándares industriales y reglamentarios de reciclabilidad del papel en comparación con los laminados a base de plástico. Función de la evidencia: Cumplimiento normativo; tipo de fuente: Certificación ambiental. Apoya: El vínculo entre los recubrimientos acuosos y la reciclabilidad. Nota de alcance: Basado en las directrices actuales de gestión de residuos. ↩
"Adheridores de base acuosa para embalaje", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Las directrices autorizadas de fabricación industrial verifican el uso de adhesivos de PVA de base acuosa en el proceso de laminación litográfica para materiales corrugados. Función de la evidencia: verificación fáctica; tipo de fuente: manual técnico o artículo de ciencia de materiales. Apoya: la composición química de los adhesivos utilizados en expositores POP. Nota de alcance: aplicable a la laminación estándar de alta velocidad. ↩
"Cómo estabilizar una estructura de cartón? – PopDisplay", https://popdisplay.me/how-to-make-a-cardboard-structure-stable/. La documentación técnica sobre química de adhesivos explica cómo la absorción de humedad y la tensión superficial durante el curado del PVA provocan inestabilidad dimensional en sustratos a base de celulosa. Función de la evidencia: validación técnica; tipo de fuente: libro de texto de ciencia de los materiales. Apoya: vínculo causal entre el curado del PVA y la deformación. Nota de alcance: se aplica específicamente a adhesivos a base de agua en materiales porosos. ↩
"[PDF] Torsión del cartón ondulado: causas y soluciones – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Los manuales de ingeniería de embalaje describen cómo la construcción equilibrada del cartón y la adición de revestimientos igualan la tensión en superficies opuestas para evitar el rizado. Función de la evidencia: metodología de ingeniería; tipo de fuente: estándar de la industria del embalaje. Apoya: la eficacia del equilibrio estructural para corregir la deformación. Nota de alcance: se centra en el equilibrio de la tensión mecánica. ↩
"Glosario de la industria del embalaje de cartón ondulado para equipos de control de calidad", https://epssw.com/blog/corrugated-packaging-industry-glossary. Documentación técnica sobre ingeniería estructural de cartón ondulado que demuestra cómo la adición de un revestimiento dúplex equilibra las tensiones internas causadas por el secado del PVA. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: el uso de revestimientos dúplex para evitar la deformación. Nota de alcance: aplicable específicamente a adhesivos de PVA .
¿Cuánto tarda en secarse el pegamento PVA en madera, papel y cartón? | lux-x", https://lux-x.com/en/novosti/skilki-sohne-klej-pva-na-riznih-poverhnyah/. Estándares de la industria para los tiempos de curado de adhesivos en envases a base de papel para lograr el equilibrio de humedad y prevenir la inestabilidad dimensional. Función de evidencia: validación de especificaciones; tipo de fuente: estándar de fabricación. Apoya: el cronograma de curado de 24 horas. Nota de alcance: el tiempo real puede variar según la humedad ambiental. ↩
"Preparación de adhesivos para cartón ondulado – Pkg Solutions", http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Datos de ciencia de materiales que comparan diferentes viscosidades de adhesivos de PVA y su profundidad de penetración en sustratos celulósicos porosos. Función de la evidencia: prueba empírica; tipo de fuente: ficha de propiedades químicas. Apoya: la correlación entre mayor viscosidad y menor absorción de agua. Nota de alcance: varía según la formulación del adhesivo. ↩
"Exhibidores POP vs. POS: La diferencia – TPH Global Solutions", https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/retail-pop-vs-pos-displays-what-you-need-to-know/. Verificación de los requisitos reglamentarios específicos de EE. UU. (p. ej., accesibilidad ADA y espaciado GMA) que diferencian las zonas de caja de los pasillos. Función de la evidencia: corroboración; tipo de fuente: estándares legales/industriales. Apoya: la afirmación de que las zonas POS y POP tienen restricciones legales distintas. Nota de alcance: centrado en la legislación minorista de EE. UU.
Palets GMA de 48×40 | El mayor fabricante y proveedor de palets, https://www.palletone.com/products/gma-pallets/. Verifique las dimensiones estándar de la industria para palets GMA para garantizar la compatibilidad logística para exhibidores de piso. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Admite: el requisito de huella de 48×40 pulgadas. Nota de alcance: Estándar para la logística minorista de América del Norte. ↩
"Capítulo 9: Elementos integrados – Access-Board.gov", https://www.access-board.gov/ada/chapter/ch09/. Confirmar los requisitos de la ADA para rangos de alcance frontal para garantizar que las exhibiciones minoristas sean accesibles para personas con discapacidades. Función de la evidencia: cumplimiento legal; tipo de fuente: regulación gubernamental. Apoya: la ventana de alcance específica para unidades de punto de venta. Nota de alcance: Específico de las pautas de accesibilidad de la ADA de EE. UU.
"¿Cuáles son las directrices de la GMA para palés de la industria alimentaria?", https://www.kampspallets.com/gma-pallet-guidelines/. Verificación de las dimensiones estándar de los palés de la Grocery Manufacturers Association (GMA) para confirmar la huella de 48 × 40 pulgadas. Función de la evidencia: Especificación técnica; tipo de fuente: Estándar de la industria. Apoya: Validación de la huella en el suelo de los palés GMA. Nota de alcance: Tamaño estándar de palé norteamericano. ↩
"Requisitos de la ADA para tiendas minoristas: Estándares y cumplimiento", https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/. Confirmación de los requisitos de la Ley de Estadounidenses con Discapacidades (ADA) con respecto a la altura máxima para mostradores de servicio y transacciones accesibles. Función de evidencia: Cumplimiento legal; tipo de fuente: Regulación gubernamental. Apoya: Especificaciones de optimización de alcance de la ADA. Nota de alcance: Específico de la ley federal de accesibilidad de EE. UU.
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. La documentación técnica sobre tolerancias de embalaje de cartón corrugado confirma la holgura necesaria para evitar la fricción y el bloqueo por vacío durante la extracción. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la medición de la holgura específica requerida para una extracción sin esfuerzo. Nota de alcance: las tolerancias pueden fluctuar según el calibre del cartón y el contenido de humedad. ↩
"Tolerancia para la junta del fabricante en RSC – AICC Now", https://now.aiccbox.org/tolerance-for-manufacturers-joint-on-rsc/. Especificaciones técnicas de embalaje que confirman que un desplazamiento perimetral específico minimiza la fricción superficie a superficie en materiales corrugados. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la afirmación de que este desplazamiento reduce la fricción de la superficie corrugada. Nota de alcance: específico para aplicaciones de cartón corrugado. ↩
"Bandejas apilables – CoPack Connect", https://copackconnect.com/contract-packaging/nesting-trays/. Directrices de ingeniería sobre la aplicación de tolerancias dinámicas a componentes apilables para garantizar un movimiento sin fricción durante la extracción. Función de la evidencia: principio de diseño; tipo de fuente: estándar industrial. Apoya: la afirmación de que la tolerancia dinámica garantiza la extracción sin fricción de la bandeja. Nota de alcance: centrado en el diseño industrial para expositores minoristas apilables. ↩



