
Las marcas invierten miles en marketing minorista, pero la mayoría de las exhibiciones en cartón corrugado no logran captar la atención del comprador. Se necesita integridad estructural y un impacto visual para dominar el pasillo.
Un diseño de exhibición excepcional requiere ingeniería estructural estratégica combinada con elementos visuales de alto contraste. Se basa en una selección precisa de materiales, una arquitectura portante y mensajes de marca específicos para maximizar la visibilidad en los estantes de venta, a la vez que se adapta sin problemas a las cadenas de suministro logísticas y de co-empaquetado estándar.

La teoría luce muy bien en una pantalla digital, pero sobrevivir en un entorno hostil de almacén exige una verdadera visión de futuro en la fabricación.
¿Qué hace que una exhibición sea atractiva?
El atractivo visual determina si un comprador se detiene o sigue su camino. Debes priorizar la claridad absoluta del color para destacar entre la multitud de tiendas abarrotadas.
Para que una presentación sea atractiva, es fundamental aplicar una capa uniforme de color directo sobre materiales porosos. Esto elimina los puntos de semitono poco definidos propios de la impresión estándar a cuatro colores, garantizando que los logotipos de su marca se mantengan nítidos, vibrantes y altamente legibles incluso bajo la intensa iluminación fluorescente típica de las grandes superficies comerciales.

Pero las brillantes maquetas digitales a menudo ocultan la cruda realidad de imprimir sobre fibras de papel sin tratar.
Cómo evitar que los logotipos se vean borrosos para que su pantalla luzca atractiva
La mayoría de los equipos de diseño convierten sus recursos corporativos a archivos CMYK estándar (cian, magenta, amarillo y negro) antes de enviarlos a la imprenta. Esperan que el software de preimpresión automatizado reproduzca sin problemas los colores digitales en papel físico. Este método estándar funciona bien para las páginas brillantes de revistas, pero falla por completo al trabajar con embalajes estructurales de alta resistencia¹ .
El error común entre los principiantes es suponer que el cartón corrugado poroso y sin tratar absorbe la tinta como un folleto publicitario liso. Veo que esto falla constantemente cuando los equipos utilizan la mezcla óptica CMYK estándar en cartón sin sellar²,lo que resulta en un logotipo granulado y descolorido que se ve fatal a tres metros de distancia. La solución es exigir un protocolo de inundación de color directo para todos los logotipos principales. Al usar un solo color directo Pantone mezclado con precisión³,fuerzo una capa densa de pigmento que sella las fibras del papel. Literalmente olerás la tinta espesa y húmeda secándose en la imprenta, pero este sencillo cambio elimina por completo los colores turbios, maximizando el contraste y evitando un costoso rechazo de impresión por parte de tu director de marketing.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión de logotipos en CMYK estándar | Exigir colores directos Pantone4 | Máximo contraste desde 20 pies |
| Ignorando la porosidad del papel | Recubrimiento de inundación de fondos sólidos5 | Evita que la imagen de marca se desvanezca |
| Confiar en los colores de la pantalla | Prueba de color de iluminación D506 | Garantiza la coherencia de la marca |
Todas las semanas rechazo las conversiones CMYK planas para la marca principal en placas sin sellar. Forzar una mezcla de colores directos garantiza que la estética se mantenga intacta al pasar de un monitor retroiluminado a un exigente pasillo de tienda.
🛠️ Oficina de Harvey: ¿No estás seguro de si tus archivos de diseño están configurados para impresión a color directo? 👉 Solicita una auditoría de archivos ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, te lo prometo.
¿Qué es una exhibición efectiva?
La belleza no significa nada si el negocio fracasa al tercer día. Un verdadero activo comercial debe sobrevivir a la interacción constante tanto de compradores descuidados como de empleados apresurados.
Un expositor eficaz funciona como una herramienta de merchandising duradera y autosuficiente que resiste entornos comerciales de alto tránsito. Mantiene su integridad estructural durante todo su ciclo de vida, soportando de forma segura el peso del producto y conservando la imagen de la marca intacta a pesar de la interacción física constante con los consumidores y el mantenimiento diario de la tienda.

Definir la efectividad es sencillo hasta que te das cuenta de la agresividad con la que los compradores tratan los elementos temporales de las tiendas.
La regla de los 50 toques para una estructura de visualización eficaz
La práctica habitual en el sector suele dictar la construcción de bases de piso temporales con perfiles de aluminio de pared simple para ahorrar en los presupuestos iniciales de materiales. Los compradores asumen que, dado que la unidad solo necesita soportar algunos artículos ligeros, una estructura mínima es suficiente. Se basan en tablas teóricas de carga estática en lugar de observar el comportamiento real de los clientes en una tienda concurrida.
Los compradores no toman los productos con cuidado; se apoyan en los estantes, golpean los carritos de compra contra las bases y derraman bebidas. Si usas tableros de una sola pared, la base se deformará en una semana, dejando un desastre arrugado e inclinado que arruina la imagen de tu marca. Yo aplico la Regla de los 50 Toques para mis clientes, exigiendo bases de cartón corrugado de doble pared para cualquier unidad que toque el suelo⁷.Cuando pasas la mano por esa esquina rígida e inflexible de doble pared, sientes la diferencia en la resistencia. Mejorar este material de la base evita la deformación prematura, lo que te ahorra un rechazo inmediato por parte del minorista y mantiene tu mercancía activa durante toda la campaña.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando bases de flauta B de pared simple | Actualizar a bases de doble pared | Sobrevive a los impactos de los carritos de compra |
| Ignorar la interacción con el consumidor | Aplica la regla de los 50 toques | Prolonga la duración de la campaña activa |
| Optimización para carga estática | Ingeniero para abuso dinámico | Elimina el colapso a mitad de campaña |
Me niego a que mis clientes envíen bases de una sola capa a grandes superficies. Invertir un poco más en la rigidez de la base protege toda su inversión promocional del caos diario del tránsito peatonal.
🛠️ Oficina de Harvey: ¿Sus unidades de piso actuales están soportando el ciclo promocional completo de seis semanas? 👉 Obtenga una revisión estructural ↗ — Descárguelo de forma segura. Mi bandeja de entrada está abierta si tiene preguntas más adelante.
¿Cómo hacer una buena exhibición?
La producción requiere más que simplemente dibujar líneas en una pantalla. Es necesario transformar la geometría plana en realidad tridimensional calculando el grosor físico exacto de los materiales.
Para lograr una buena presentación se requiere una ingeniería paramétrica precisa que tenga en cuenta el grosor del material durante el proceso de plegado. Esto garantiza que cada pestaña de enclavamiento y ranura de recepción se alineen a la perfección, asegurando un proceso de ensamblaje sin fricción que mantiene la máxima resistencia a la carga sin aplastar las fibras internas del papel.
Dibujar una caja es fácil, pero forzar a un papel rígido a doblarse 90 grados requiere una compensación matemática exacta.
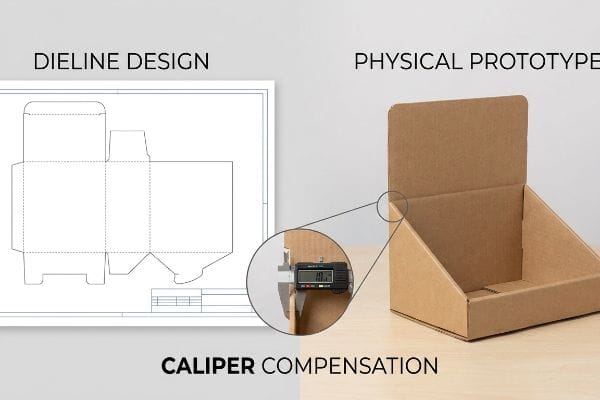
La compensación del calibrador define cómo se logra una buena visualización
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables mediante software, con el mismo ancho que el panel correspondiente. Tratan el cartón corrugado como un píxel plano y sin peso, ignorando por completo el grosor físico del material. Esto crea una plantilla digital aparentemente impecable que los equipos de compras aprueban sin problemas.
Piensa en intentar cerrar un libro grueso de tapa dura en comparación con una revista delgada; el lomo grueso necesita más espacio para doblarse. Cuando pliegas una pieza de cartón ondulado B de 0,12 pulgadas (3 mm) de grosor⁸,el material consume espacio, y si la ranura de la matriz no se ensancha, la pestaña simplemente no encajará. Veo a los coempaquetadores sudar y maldecir, literalmente rasgando el cartón crudo mientras intentan forzar pestañas que no coinciden, destruyendo por completo la resistencia a la compresión de la unidad. Aplico automáticamente la compensación de calibre paramétrica a cada pliegue en CAD (diseño asistido por computadora), agregando tolerancias de doblado específicas. Este ajuste matemático garantiza un ensamblaje sin fricción, reduciendo el tiempo de mano de obra de coempaquetado en un 20 % estimado⁹y preservando la integridad estructural.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dibujando ranuras de apareamiento 1:1 | Agregar tolerancias de curvatura del material10 | Conjunto de ranura de fricción cero |
| Ignorando el grosor de la tabla | Compensación CAD paramétrica11 | Evita que la capa superior se rasgue |
| Forzar conexiones estrechas | Ampliar las ranuras de recepción12 | Acelera las líneas de envasado conjunto |
Siempre reconstruyo las líneas de troquelado planas de los clientes antes de que lleguen a la mesa de corte. Si no calculas el radio de plegado, no estás diseñando una estructura; simplemente estás dibujando formas.
🛠️ Harvey's Desk: ¿Se quejan sus proveedores de empaquetado de pestañas rotas y pliegues difíciles? 👉 Solicite su auditoría de troquelado gratuita ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué factores se tienen en cuenta a la hora de crear un área de exhibición?
Conseguir un local en una gran superficie comercial es una lucha constante. Debes diseñar tu espacio para que se adapte perfectamente a la estricta logística espacial del minorista.
Al diseñar un área de exhibición, se consideran factores como las limitaciones de espacio en la tienda, el flujo de circulación en los pasillos y las dimensiones estándar de los palés. Una planificación eficaz del espacio disponible subdivide matemáticamente las bases logísticas estándar para garantizar que la unidad promocional maximice la densidad de productos sin infringir las estrictas normas de seguridad y circulación dentro de la tienda.
Los compradores suelen soñar con instalaciones promocionales masivas, pero los gerentes de las tiendas racionan agresivamente cada centímetro cuadrado de sus pasillos.
Cómo utilizar paletas fraccionadas al crear un área de exhibición
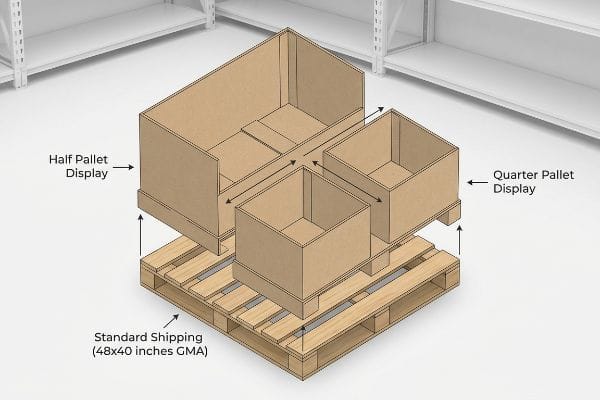
Los gerentes de marca suelen proponer enormes expositores de palés completos de 1219 × 1016 mm (48 × 40 pulgadas)¹³, asumiendo que se requiere un enfoque radical para lograr el máximo impacto. Diseñan estructuras extensas que lucen impresionantes en una presentación de junta directiva, pero no consideran la realidad de los espacios comerciales compartidos. Esto suele resultar en el rechazo inmediato por parte de los compradores de grandes superficies, quienes no pueden sacrificar una intersección principal para una sola línea de productos.
El punto ciego radica en no reconocer que el espacio comercial es una cuadrícula altamente regulada. Veo marcas jóvenes cuyas campañas se bloquean permanentemente porque exigen una base de madera GMA completa14 cuando la tienda solo tiene un la cabecera de góndola . Yo lo soluciono diseñando estrictamente con geometrías fraccionarias, específicamente medios palets y cuartos de palet15.Se puede sentir físicamente cómo la pesada base de madera encaja perfectamente cuando dos contenedores independientes de un cuarto de palet comparten un único palet maestro en el muelle. Esta subdivisión precisa permite a los gerentes de tienda combinar de forma segura su campaña con marcas que no compiten, aumentando drásticamente sus posibilidades de aprobación en la tienda y acelerando su lanzamiento comercial.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Solo se aceptan palés completos | Utilice matemáticas de paletas fraccionarias | Mayor índice de aprobación por parte de los minoristas |
| Ignorar los límites de tráfico de la tienda | Unidades de cuarto de palé para ingenieros | Cabe en espacios de pasillo estrechos |
| Desperdiciando espacio base compartido | Estandarizar las rutas de envío | Maximiza la densidad del piso |
Jamás permito que un cliente se arriesgue a que su tienda lo rechace por una distribución poco práctica. Adaptarse a las operaciones matemáticas fraccionarias demuestra al minorista que se comprenden sus limitaciones de espacio.
🛠️ Oficina de Harvey: ¿Los gerentes de tienda rechazan sus unidades de exhibición de gran tamaño? 👉 Solicite una estrategia de diseño ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Qué elementos artísticos funcionan en el diseño de displays?
Los gráficos de alta calidad distinguen a las marcas premium de las de bajo costo. Sin embargo, aplicar esas impresionantes imágenes al cartón físico introduce serias limitaciones mecánicas que los artistas digitales rara vez prevén.
Los elementos artísticos que intervienen en el diseño de expositores incluyen la impresión litográfica de alta resolución, barnices selectivos estratégicos y troquelado estructural preciso. Estos componentes visuales deben diseñarse cuidadosamente para tolerar los movimientos mecánicos propios de la fabricación automatizada, garantizando que los bordes de la materia prima no arruinen la estética final del producto plegado en el estante.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y tu hermosa obra de arte comienza a moverse físicamente.
Por qué falla el sangrado estándar en la planta de producción
Los diseñadores gráficos aplican habitualmente un sangrado de impresión comercial estándar de 0,125 pulgadas (3 mm)16 a todos sus diseños de empaques. Tratan los expositores de cartón corrugado grueso exactamente como tarjetas de visita, asumiendo que la maquinaria de montaje automatizada funciona sin variación mecánica. Esta tolerancia estricta funciona perfectamente para cartulina delgada, pero ignora la física violenta de la laminación litográfica17.
En mi planta, veo con frecuencia archivos con diseños impecables que se desechan por completo porque el diseñador digital subestimó la tolerancia de la máquina. Al pegar una hoja superior a un cartón grueso de flauta C, el papel húmedo se estira y se desplaza hasta 5,5 mm (0,22 pulgadas) durante el proceso de compresión a alta velocidad. Al retirar una unidad plegada de la línea e inspeccionar las esquinas, un sangrado estándar produce un efecto de "rebabas": cartón marrón antiestético expuesto justo donde se suponía que el diseño debía envolverse sin problemas. Para solucionar esto, exijo un margen de sangrado de 12,7 mm (0,5 pulgadas) que se extiende mucho más allá de las líneas de corte del CAD. Esta red de seguridad de ingeniería absorbe el desplazamiento de laminación, asegurando una cobertura gráfica del 100 % y eliminando los defectos visuales que provocan costosos rechazos de control de calidad en el centro de distribución.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando un sangrado estándar de 3 mm | Exigir un sangrado de 12,7 mm18 | Elimina los bordes marrones expuestos19 |
| Ignorando la varianza de la máquina | Ampliar los fondos de las obras de arte | Oculta el desplazamiento de la laminación20 |
| Tratar los tableros como si fueran papel | Diseñar una red de seguridad visual | Evita rechazos por control de calidad |
Siempre devuelvo los archivos de preimpresión si el sangrado es demasiado ajustado. Una hermosa representación digital no sirve de nada si mi mesa de corte deja al descubierto papel marrón sin tratar.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes contratar al mejor artista digital, pero si un sangrado de preimpresión demasiado ajustado provoca un exceso de laminación en tus cartones de flauta C, esto conlleva un rechazo visual inmediato y una costosa reimpresión total. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias mecánicas y permíteme auditar personalmente tus archivos de diseño con mi Revisión de Preimpresión Gratuita ↗ para detectar errores de alineación fatales antes de que comience la producción en masa.
"Guía comparativa de papel brillante y mate para embalaje e impresión…", https://www.ecofibers.com/glossy-vs-matte-paper-comparison-guide-for-packaging-and-print-finishes/. [Una guía autorizada de producción de impresión explicaría cómo la absorción de tinta y la ganancia de punto en sustratos estructurales porosos degradan la precisión del color CMYK en comparación con los papeles brillantes recubiertos]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la afirmación de que la impresión estándar a cuatro colores no es adecuada para ciertos materiales de embalaje. Nota de alcance: se relaciona específicamente con la interacción tinta-sustrato. ↩
"Modelado matemático y estrategias de compensación para la impresión de puntos…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/. [Las guías de la industria de la impresión explican cómo los sustratos porosos sin sellar provocan una absorción excesiva de tinta y una ganancia de punto, lo que da lugar a la apariencia descolorida de la impresión del proceso CMYK]. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de impresión. Apoya: el fallo del CMYK en cartón crudo. Nota de alcance: se centra en la interacción tinta-sustrato. ↩
"Pantone vs. CMYK para empaques personalizados – EcoEnclose", https://www.ecoenclose.com/blog/pantone-vs-cmyk-for-custom-branded-packaging?srsltid=AfmBOoosJ4IXdzGt88L2qDh3NbzVw7GYnqParhe4UoedeEy_upurUDYY. [Las especificaciones técnicas para colores directos confirman que las tintas de un solo pigmento proporcionan mayor opacidad y cobertura en materiales absorbentes que los puntos de semitono CMYK en capas]. Función de la evidencia: solución técnica; tipo de fuente: estándar de artes gráficas. Apoya: la efectividad de los colores directos para la claridad del logotipo. Nota de alcance: se refiere a los requisitos de alta saturación. ↩
"Color directo vs. color de proceso | Adobe", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. [Los estándares de la industria en la producción de impresión explican cómo los colores directos proporcionan mayor saturación y consistencia de color que los colores de proceso CMYK, mejorando la visibilidad a larga distancia]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: uso de colores directos para máximo contraste. Nota de alcance: se centra en la química de la tinta y la gama de colores. ↩
"[PDF] DISPERSIONES CAB-O-SPERSE PARA RECUBRIMIENTOS RECEPTORES DE TINTA …", https://www.cabotcorp.com/-/media/files/guides/fumed-metal-oxides/application-guide-cab-o-sperse-dispersions-for-ink-receptive-coatings.pdf?la=en&rev=a2dc2ab7843a4930a64a998e68614b60. [Las guías técnicas sobre sustratos de papel describen cómo el recubrimiento por inundación evita que la tinta penetre en los materiales porosos, manteniendo así la densidad del color y evitando una apariencia descolorida]. Función de la evidencia: proceso técnico; tipo de fuente: guía técnica de impresión. Apoyos: prevención de la decoloración de la marca. Nota de alcance: aplicable a tipos de papel porosos. ↩
"Caos de color en la cabina de luz: Por qué D50 es su embalaje…", https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Las normas internacionales (como ISO) definen D50 como el iluminante estándar para artes gráficas para eliminar el metamerismo y garantizar la consistencia del color en diferentes entornos]. Función de la evidencia: estándar de la industria; tipo de fuente: norma ISO. Apoya: consistencia de marca a través de iluminación estandarizada. Nota de alcance: enfocado en entornos profesionales de corrección de color. ↩
"Cajas de cartón corrugado de pared simple vs. de doble pared | Guía definitiva", https://lansbox.com/single-wall-vs-double-wall-corrugated-boxes/. [Las especificaciones técnicas para materiales corrugados proporcionan datos sobre la mayor capacidad de carga vertical y resistencia al aplastamiento del cartón de doble pared en comparación con el de pared simple para estructuras de pie]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoyos: Requisitos de materiales para prevenir el pandeo estructural. Nota de alcance: Específicamente en relación con los accesorios temporales de cartón para comercios minoristas. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Un manual de embalaje estándar de la industria o una ficha técnica de materiales confirma las especificaciones de espesor típicas para el cartón ondulado de flauta B]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: parámetros de espesor del material. Nota de alcance: el espesor puede variar ligeramente según el fabricante. ↩
"Ingeniería de embalaje estructural: por qué es la más importante…", https://www.zenpack.us/blog/structural-packaging-engineering/. [Los informes de eficiencia de fabricación o los estudios de caso de producción ajustada cuantifican la reducción de mano de obra cuando los ajustes paramétricos eliminan la fricción del ensamblaje]. Función de la evidencia: resultado cuantitativo; tipo de fuente: informe de la industria. Apoya: afirmación de eficiencia operativa. Nota de alcance: porcentaje estimado basado en datos de optimización de la producción. ↩
"Calculadora gratuita de tolerancia de doblado de chapa metálica | FIRGELLI Engineering", https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOopIJt9qswa49DDGL6EKcrcMZQY9kKtAzHrt6e2KtvCv8vOkHiHK. Las normas de ingeniería industrial para la tolerancia de doblado describen cómo el cálculo de la deformación del material durante el plegado garantiza un ajuste preciso y un ensamblaje sin fricción. Función de evidencia: validación técnica; tipo de fuente: manual de fabricación. Apoya: la necesidad de tolerancias de doblado para ranurado sin costuras. Nota de alcance: varía según el calibre del material. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. La documentación técnica sobre diseño paramétrico explica cómo el ajuste de las dimensiones en función del calibre del material evita la tensión estructural y el desgarro durante el ensamblaje. Función de la evidencia: validación técnica; tipo de fuente: guía de ingeniería CAD. Apoya: la función de la compensación paramétrica para evitar el desgarro de la lámina superior. Nota de alcance: específico para flujos de trabajo de modelado paramétrico. ↩
"Tolerancias RSC para formadoras y empacadoras de cajas – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Los estudios de fabricación sobre tolerancias de ensamblaje indican que la optimización del ancho de las ranuras reduce la resistencia, aumentando así el rendimiento de las líneas de coempaquetado. Función de evidencia: prueba de eficiencia operativa; tipo de fuente: estudio logístico. Apoya: la correlación entre el ancho de la ranura y la velocidad de ensamblaje. Nota de alcance: limitado por el requisito de estabilidad estructural. ↩
"Guía de tamaños de palets estándar: dimensiones y tipos explicados - 48forty", https://www.48forty.com/blog/standard-pallet-size-guide-dimensions-types-explained. [Una fuente autorizada de logística o cadena de suministro minorista verificaría que 48 × 40 pulgadas es la dimensión estándar de palets en Norteamérica utilizada como base para las unidades de comercialización minorista]. Función de la evidencia: especificación técnica; tipo de fuente: documentación estándar de la industria. Apoya: el tamaño estándar de las huellas de palets completos. Nota de alcance: aplicable principalmente a la logística minorista de Norteamérica. ↩
"Palet americano GMA. Dimensiones, tipos y mucho más.", https://acrosslogistics.com/blog/en/american-pallet-gma. [La documentación de la Asociación de Fabricantes de Alimentos o las normas logísticas del sector verificarían las dimensiones estandarizadas del palé GMA como base para el envío minorista en Norteamérica]. Función de la evidencia: norma fáctica; tipo de fuente: organización del sector. Apoya: la definición de la base logística estándar. Nota de alcance: se aplica principalmente a los mercados minoristas de Norteamérica. ↩
"Tipos de exhibición de palets: completos, medios y cuartos – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Las guías de logística y comercialización minorista proporcionarían las dimensiones específicas y la utilidad de los palets fraccionados para optimizar el espacio de planta de alta densidad]. Función de evidencia: especificación técnica; tipo de fuente: manual de logística. Apoya: el uso de geometrías fraccionadas para aumentar la aprobación de planta. Nota de alcance: centrado en la optimización de la huella. ↩
"Impresión con sangrado 101: Qué es y cómo se utiliza – Binders, Inc.", https://www.bindersinc.com/resources/what-is-bleed-printing. [Los manuales de impresión profesionales verifican que 0,125 pulgadas es el sangrado base ampliamente aceptado para proyectos de impresión comercial general]. Función de la evidencia: verificación de hechos; tipo de fuente: manual técnico. Apoya: prácticas de impresión estándar. Nota de alcance: Impresión comercial general. ↩
"Microcanal laminado litográfico – MM Group", https://mm.group/packaging/technologies/lamination/. [Documentación de ingeniería sobre el proceso de laminación litográfica que explica las variaciones de desplazamiento mecánico y registro que se producen al unir hojas impresas a núcleos de cartón corrugado]. Función de evidencia: especificación técnica; tipo de fuente: guía de fabricación. Apoya: el fallo de tolerancias estrictas en el diseño de pantallas. Nota de alcance: específico para procesos de montaje de cartón corrugado. ↩
"[PDF] REGLAS PARA ESTABLECIMIENTOS MINORISTAS DE ALIMENTOS DE COLORADO Y…", https://www.parkcountyco.gov/DocumentCenter/View/4650. [Las guías autorizadas de diseño de puntos de venta (POP) especifican márgenes de sangrado más grandes, a menudo de 0,5 pulgadas o 12,7 mm, para adaptarse a las amplias tolerancias del troquelado industrial]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: el estándar profesional para el sangrado en exhibidores de cartón corrugado. Nota de alcance: Específico para sustratos de cartón de gran formato.] ↩
"Los 10 principales problemas con las troqueladoras de cajas de cartón y cómo solucionarlos...", https://www.giantcorrugated.com/article/cardboard-box-die-cutter-problems-and-solutions.html. [Las normas de ingeniería de embalaje detallan cómo un sangrado insuficiente produce bordes "blancos" o "marrones" cuando la herramienta de troquelado se desvía de la línea prevista]. Función de la evidencia: norma de control de calidad; tipo de fuente: libro de texto de ingeniería. Apoya: el beneficio minorista de mayores márgenes de sangrado. Nota de alcance: Limitado a materiales de cartón corrugado no blancos.] ↩
"De la artesanía manual a la potencia inteligente: cómo la automatización…", https://www.purmachinefactory.com/newsinfo-from-manual-craft-to-intelligent-powerhouse-how-automatic-lamination-machines-are-redefining-the-modern-packaging-printing-industry.html. [Documentación técnica sobre laminación industrial que explica cómo la deriva mecánica durante la unión de películas plásticas al cartón crea desviaciones de alineación]. Función de la evidencia: explicación técnica; tipo de fuente: guía de fabricación. Apoya: la necesidad de fondos de arte extendidos para enmascarar la variación de la máquina. Nota de alcance: Se aplica a la laminación por prensado en caliente y en frío.] ↩



