
Lanzar un nuevo producto de consumo envasado es estresante. Pasas meses perfeccionando la fórmula, solo para ver cómo un empaque genérico y endeble de cartón anula tu visibilidad en los puntos de venta y frena las ventas.
Para crear una exhibición efectiva, es necesario alinear el mensaje visual de la marca con rigurosos estándares de ingeniería estructural. Esto implica seleccionar el cartón corrugado adecuado, calcular los límites de carga dinámica de los palés, aplicar impresión puntual de alta visibilidad y garantizar tolerancias de humedad estrictas para asegurar un rendimiento impecable en entornos comerciales de alto tránsito.
Pero conocer la definición teórica no te servirá de nada cuando los palés lleguen al muelle de carga. Permíteme mostrarte cómo diseñar unidades que dominen el pasillo.
¿Cómo crear una exhibición efectiva?
La verdadera efectividad no se trata solo de gráficos llamativos; se trata de sobrevivir al duro viaje desde un contenedor de envío hasta el tienda del club sin convertirse en papel arrugado.
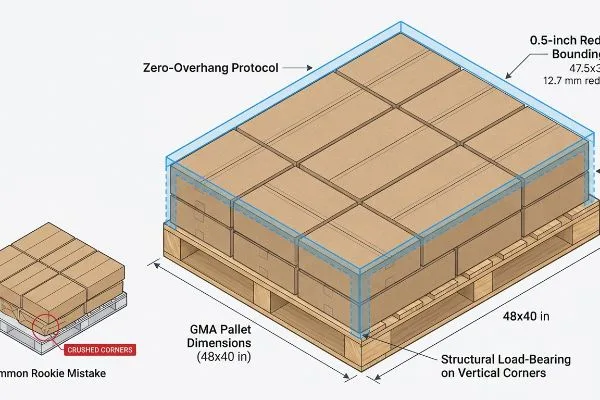
Para crear una presentación eficaz, se requieren protocolos rigurosos de cajas delimitadoras sin voladizos. Esta limitación de ingeniería reduce el tamaño de la caja principal en exactamente 12,7 mm (0,5 pulgadas) dentro de las dimensiones estándar de los palés GMA, lo que garantiza que las esquinas verticales soporten la carga estructural y elimina por completo las fallas de compresión masiva durante el transporte para las marcas.
Puedes tener la obra de arte más hermosa del mundo, pero si fallan los aspectos estructurales, toda la campaña estará condenada al fracaso desde el principio.
La geometría oculta de los palets de carga
Muchos equipos de compras creen erróneamente que maximizar las dimensiones de una caja maestra para que quepan más unidades equivale automáticamente a una mayor eficiencia en el envío. Aprueban cajas de gran tamaño basándose únicamente en las métricas de resistencia del material corrugado en bruto¹,asumiendo que las ondulaciones de alta resistencia protegerán los productos de consumo envasados (CPG) durante el tránsito hacia minoristas estadounidenses exigentes como Walmart o Costco.
El error común de los principiantes es ignorar cómo funciona la física del apilamiento de palés en la práctica. Lo veo constantemente: un cliente empuja una caja de envío apenas unos milímetros más allá del borde de madera del palé GMA (Grocery Manufacturers Association) para intentar colocar una fila más. Pero cuando esa esquina sobresale del hueco, no soporta ninguna carga,transfiriendo todo el peso a los paneles centrales, que son más débiles. El resultado es un crujido fuerte y desagradable del cartón kraft virgen que cede, mientras que la capa inferior se arquea visiblemente hacia afuera. Para solucionar esto, siempre aplico una regla estricta de cero voladizos en CAD (Diseño Asistido por Computadora), reduciendo artificialmente la huella para que cada esquina estructural esté completamente soportada. Este sencillo ajuste matemático evita a mis clientes enormes costes logísticos y les previene semanas de frustrante reempaquetado manual.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Sobresaliendo del borde del palé de madera | Reducción del cuadro delimitador CAD de 0,5 pulgadas (12,7 mm)3 | Elimina las cajas de nivel inferior aplastadas |
| Confiando en la resistencia del material plano | Alinear las 4 esquinas verticales estrictamente sobre la madera4 | Evita devoluciones de cargo masivas por parte de los minoristas |
| Estimando los límites de la huella de carbono del envío | Diseños de anclaje a estándares de 48 × 40 pulgadas (121,9 × 101,6 cm)5 | Acelera la recepción en los muelles de almacén |
Jamás permito que el deseo de un cliente de tener medio centímetro más arruine todo su envío. Reducir ligeramente el tamaño de la caja garantiza que sus expositores lleguen en perfectas condiciones a la tienda.
🛠️ Oficina de Harvey: ¿Se están doblando sus cajas maestras bajo su propio peso durante el transporte marítimo? 👉 Solicite una auditoría gratuita de la lista de materiales ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, se lo prometo.
¿Cuáles son los 5 pasos para crear un display?
La creación de una unidad de comercialización es una operación altamente secuencial. Omitir una sola fase de preproducción provocará graves desajustes en la planta de fabricación.
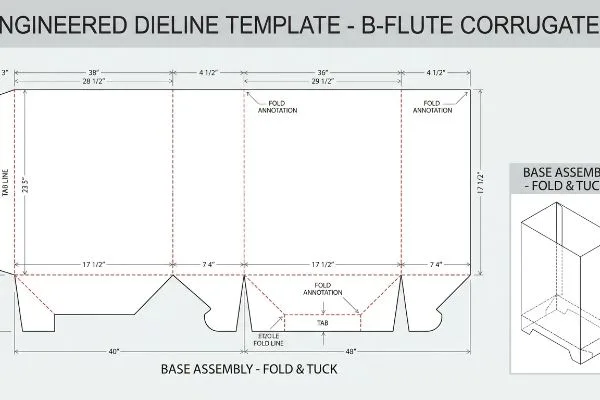
Los 5 pasos para crear un expositor incluyen establecer plantillas de troquelado estructural, aprobar representaciones paramétricas en 3D, probar prototipos de muestra en blanco para comprobar su capacidad de carga, finalizar la coincidencia de color de preimpresión de alta resolución y ejecutar el troquelado CNC automatizado para garantizar una producción en masa impecable en los lanzamientos minoristas de marcas premium.
Si bien ese flujo de trabajo parece sencillo sobre el papel, el primer paso es donde la mayoría de los lanzamientos de marca fracasan por completo.
Por qué la plantilla de troquelado controla toda la línea de tiempo
Una estrategia común para las marcas emergentes es que su equipo de diseño gráfico cree primero el arte visual, utilizando tamaños de lienzo arbitrarios(6) según lo que se vea bien en una pantalla. Una vez aprobado el arte, envían estos gráficos planos a una fábrica, esperando que el ingeniero estructural, como por arte de magia, doble una estructura de cartón en 3D alrededor de sus imágenes preexistentes.
Los compradores a menudo me preguntan por qué su obra de arte tiene que redibujarse por completo, y tengo que explicarles que los gráficos no dictan la estructura; la física la dicta. Si empiezas a colorear antes de que te dé el plano estructural, estás pintando una casa que aún no tiene estructura. Recuerdo haber visto a un dependiente batallando para armar un contenedor de piso porque el diseñador gráfico dibujó pestañas entrelazadas totalmente desproporcionadas al grosor físico del cartón, lo que resultó en bordes rasgados y un desastre de cinta adhesiva transparente, fea y pegajosa, solo para mantener la base unida. Para evitar esto, el primer paso siempre debe ser obtener una plantilla de troquelado estandarizada en formato PDF7 antes de aplicar una sola gota de tinta. Esto fija las tolerancias de plegado exactas8 y te ahorra pagar el doble por rediseños gráficos posteriores.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseñar el arte antes de la aprobación estructural | Comenzando con una línea de troquelado PDF prediseñada9 | Garantiza un bloqueo de pestañas impecable |
| Calcular el grosor del plegado | Utilizando software de tolerancia de curvatura paramétrica10 | Evita que se rompa durante el montaje |
| Envío de archivos ráster basados en la web | Utilizando trazos de color directo vectorial adecuados11 | Mantiene los gráficos impresos perfectamente alineados |
Exijo que todos mis clientes comiencen con mis plantillas diseñadas. Esto obliga al equipo creativo a respetar las limitaciones físicas del cartón corrugado en bruto, garantizando así el cumplimiento de los plazos de entrega.
🛠️ Harvey's Desk: ¿Están tus diseñadores gráficos creando ilustraciones sin un plano estructural definido? 👉 Descarga mis plantillas de troquelado estándar ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta.
¿Cómo hacer exhibiciones de productos destacadas?
Para captar la atención del consumidor en un pasillo abarrotado, se necesita un impacto visual llamativo. Pero lo que luce vibrante en un monitor retroiluminado a menudo no se aprecia bien en las fibras de papel sin tratar.
Para lograr exhibiciones de productos impactantes, es necesario reemplazar la mezcla de puntos CMYK óptica con la aplicación precisa de colores directos Pantone. Este protocolo de impresión específico elimina por completo el granulado de semitonos en el cartón corrugado poroso, maximizando la visibilidad de la marca con alto contraste y asegurando que los colores se mantengan increíblemente vibrantes incluso bajo la intensa iluminación fluorescente de las tiendas.

Para lograr ese impacto visual de alta calidad, es necesario comprender la relación química entre la tinta húmeda y el cartón seco.
Trampa de barro de semitonos en cartón corrugado
Los equipos de marketing suelen exportar sus logotipos corporativos a formatos estándar CMYK (cian, magenta, amarillo, negro/clave), dando por sentado que la imprenta se adaptará perfectamente a sus directrices de marca digitales. Confían en la suposición de que las técnicas de impresión comercial estándar funcionan exactamente igual en un embalaje pesado para venta minorista que en la portada de una revista brillante12.
Piensa en imprimir en CMYK estándar sobre cartulina marrón como intentar pintar una obra maestra de acuarela sobre una toalla de papel seca. Simplemente se corre y se emborrona. Incluso los diseñadores veteranos suelen pasar por alto este punto ciego, asumiendo que la imprenta solo necesita ser "calibrada". He realizado pruebas en las que los diminutos puntos de semitono superpuestos se absorbieron de forma tan desigual en el acanalado crudo13 que el vibrante logotipo rojo de la marca parecía una mancha rosa granulada y descolorida bajo las luces de la fábrica. La regla general es simple: nunca uses puntos de proceso para tu logotipo principal. Siempre exijo un protocolo de cobertura de color directo14, mezclando un único pigmento PMS (Pantone Matching System) denso que se asienta completamente plano sobre el sustrato. Esto garantiza que tu marca destaque entre el ruido visual desde 6 metros de distancia, aumentando así la tasa de compra impulsiva, un factor crucial.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Uso de CMYK para los logotipos de la marca principal | Exigir el uso de colores PMS específicos para inundaciones15 | Ofrece una visibilidad nítida desde 20 pies |
| Ignorando las tasas de absorción de la fibra de papel | Utilizando tintas pigmentadas de alta densidad16 | Evita que los colores de la marca se decoloren |
| Basándose en pruebas de color en pantalla | escaneo del espectrofotómetro físico17 | Garantiza la uniformidad en todos los pasillos |
Me niego a que el lanzamiento de una marca de prestigio parezca barato por culpa de puntos de semitono borrosos. Utilizar colores directos es la forma más sencilla de garantizar un dominio visual absoluto.
🛠️ Harvey's Desk: ¿Te preocupa que el color distintivo de tu marca se vea descolorido y granulado en una superficie de cartón corrugado sin tratar? 👉 Solicita una prueba de color gratuita ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuál es la clave para hacer que una exhibición de mercancías sea visualmente atractiva?
Mantener el atractivo visual no se trata solo de la precisión del color; se trata de ocultar la estructura mecánica subyacente para que el consumidor solo vea un mensaje de marketing impecable y de alta calidad.
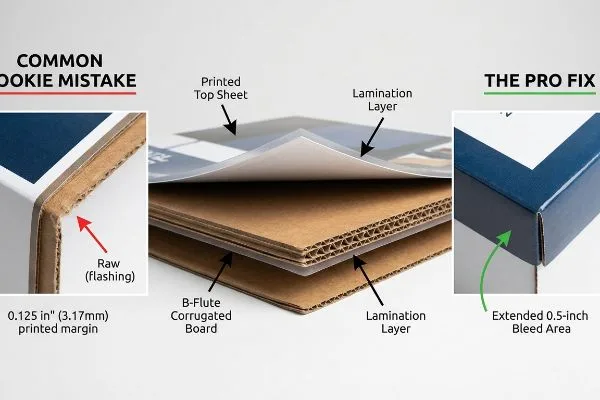
La clave para lograr una presentación visualmente atractiva de los productos reside en aplicar un margen de sangrado estricto de 12,7 mm (0,5 pulgadas) durante la preimpresión. Este amplio sangrado actúa como una red de seguridad contra el desplazamiento mecánico durante la laminación litográfica, garantizando que el gráfico impreso se ajuste perfectamente a cada borde expuesto.
Si no se tiene en cuenta cómo las máquinas ensamblan físicamente las piezas, la hermosa obra de arte quedará literalmente al descubierto, mostrando sus bordes toscos y marrones.
Cómo dominar el efecto Litho-Shift para un acabado impecable
Los diseñadores gráficos comerciales estándar suelen aplicar un sangrado básico de 3,17 mm (0,125 pulgadas) a todos sus archivos digitales, lo cual es perfectamente adecuado para tarjetas de visita planas o cajas plegables delgadas. Dan por sentado que este margen estándar es suficiente para cubrir cualquier variación menor en el corte en todos los tipos de envases para venta minorista en los entornos comerciales de EE. UU.
La trampa oculta aquí es que la laminación litográfica —pegar una hoja impresa sobre cartón grueso de flauta B— implica maquinaria pesada que, por naturaleza, se desplaza. Si solo me proporcionas 3 milímetros adicionales de material gráfico, el proceso de montaje automatizado sobrepasará ese límite de seguridad. He visto expositores de cosméticos que sufren de "destellos", donde franjas de cartón marrón crudo y borroso se asoman por las esquinas dobladas porque el material gráfico no se estiró lo suficiente. Mi lista de verificación rápida para esto es rechazar inmediatamente los archivos de preimpresión a menos que tengan un sangrado mínimo de 0,5 pulgadas (12,7 mm) que se extienda más allá de las líneas de troquelado. Al forzar el estiramiento del material gráfico, garantizo que cuando el cartón se doble 90 grados, se ajuste perfectamente, manteniendo una estética impecable que protege el valor de su marca.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando un margen de impresión estándar de 3 mm | Aplicar un margen de 0,5 pulgadas (12,7 mm)19 | Oculta los feos bordes de cartón marrón |
| Ignorando el desplazamiento de laminación mecánica20 | Agregar gráficos estructurales envolventes | Mantiene un aspecto impecable y de alta calidad |
| Suponiendo que las cortadoras automatizadas nunca se desvíen21 | Extender los patrones de fondo hacia afuera | Elimina las antiestéticas líneas blancas intermitentes |
Detecto este error milimétrico en casi todos los archivos de clientes nuevos. Ampliar el sangrado es la mejor garantía para mantener una presentación visual impecable.
🛠️ El escritorio de Harvey: ¿No estás seguro de si el fondo de tu obra de arte es lo suficientemente amplio como para resistir el cambio de laminación? 👉 Revisa tus márgenes de sangrado ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Qué hace que una exhibición sea atractiva?
El atractivo reside en una simetría estructural absoluta. Una unidad que se inclina, se abulta o se curva genera instantáneamente desconfianza subconsciente en el consumidor, por muy llamativos que sean sus gráficos.
Para lograr una presentación atractiva, es fundamental controlar rigurosamente la humedad del adhesivo PVA durante la laminación litográfica. Mediante protocolos precisos de peso de curado y la especificación de estructuras de cartón dúplex equilibradas, los ingenieros evitan que el material corrugado absorba agua y se deforme gravemente, garantizando que todos los paneles estructurales permanezcan perfectamente planos y simétricos.

Lograr que un prototipo se mantenga en perfecto estado en una oficina de diseño con temperatura controlada es fácil, pero esta es la cruda realidad cuando se envían 500 de ellos a centros de distribución húmedos.
¿Por qué se deforma el laminado estándar en la planta de producción
Los compradores suelen suponer que al montar una lámina litográfica de alta calidad sobre una pieza rígida de cartón corrugado se obtendrá un panel lateral permanentemente plano y atractivo. Se centran exclusivamente en la resolución de la impresión, ignorando por completo la reacción química volátil que tiene lugar entre los adhesivos húmedos22 y las fibras porosas del papel subyacente.
En mis instalaciones, observo con frecuencia los desastrosos efectos físicos de la tensión superficial incontrolada. Al aplicar pegamento de PVA (acetato de polivinilo) a base de agua sobre un panel lateral de 152,4 cm (60 pulgadas), el panel de prueba 32ECT (Edge Crush Test) absorbe instantáneamente el líquido. A medida que el adhesivo se cura y se contrae en el aire ambiente de la fábrica, genera una enorme tensión superficial. Si no se controla, he visto cómo estos paneles gigantes se curvan hacia adentro hasta 35,5 mm (1,4 pulgadas), pareciendo una patata frita deformada en lugar de una pared comercial robusta. Para solucionar esto, impongo un estricto "Protocolo de Peso de Curado", que consiste en sujetar físicamente los paneles húmedos bajo prensas de peso muerto calculado durante 24 horas para forzar un curado matemáticamente plano. Además, rediseño la geometría CAD para incluir un revestimiento posterior delgado que contrarreste la tensión. Al aplicar esta fase de estabilización de 24 horas, garantizo que el tiempo de ensamblaje del co-empaquetado se reduzca en al menos 20 segundos por unidad, lo que permite a los clientes ahorrar considerablemente en costes de mano de obra y, al mismo tiempo, ofrecer una campaña de venta minorista visualmente impecable y perfectamente alineada.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ignorar la contracción del PVA a base de agua23 | Protocolo de curado por peso muerto de 24 horas | Garantiza que los estantes queden perfectamente nivelados |
| Utilizar laminación a una sola cara en paredes grandes24 | Especificación de revestimientos de respaldo dúplex balanceados25 | Evita que los paneles grandes se curven hacia adentro |
| Acelerar la producción directamente al troquelado | Permitir que la humedad química se evapore | Evita la fricción durante el empaquetado conjunto |
Confío en la química controlada, no en la suerte, para mantener las estructuras grandes perfectamente rectas. Combatir la tensión superficial del adhesivo es fundamental si se desea una presencia atractiva y de alta calidad en la tienda.
🛠️ Oficina de Harvey: ¿Sabe cómo su proveedor actual gestiona la tensión de la humedad del adhesivo en paneles estructurales grandes? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés antes de que gaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor basándote únicamente en el bajo coste unitario, pero si la humedad incontrolada del adhesivo PVA provoca que un panel lateral de 60 pulgadas se deforme gravemente en un almacén húmedo, la curvatura estructural resultante ralentizará tu línea de montaje en un 30 % aproximadamente y provocará rechazos inmediatos por parte de los minoristas. Más de 500 responsables de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias mecánicas y permíteme revisar personalmente tus archivos estructurales mediante mi Auditoría gratuita de preimpresión de troqueles ↗ para detectar errores críticos de laminación y voladizos antes de que lleguen a la planta de fabricación.
"Predicción del efecto del voladizo del palé en la compresión de la caja...", https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58 . Las normas técnicas de embalaje explican que las métricas de resistencia del material, como la prueba de aplastamiento de bordes (ECT), miden la capacidad de la materia prima , pero no tienen en cuenta la pérdida catastrófica de integridad estructural causada por el voladizo del palé.
"[PDF] Investigación del efecto de las cajas de cartón corrugado en la distribución de", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Las normas de ingeniería de embalaje cuantifican la pérdida significativa de resistencia a la compresión vertical que se produce cuando las cajas de cartón corrugado sobresalen de los bordes de los palés, lo que confirma que las esquinas sin soporte no pueden soportar la carga]. Función de la evidencia: verificación técnica; Tipo de fuente: estándar de la industria del embalaje. Soportes: falla estructural causada por el voladizo de los palets. Nota de alcance: se refiere específicamente a contenedores de envío de cartón corrugado .
"Fácil instalación: expositores de palets personalizados para puntos de venta", https://blingblingpackaging.com/pop-displays/pallet-displays/. Los estándares de diseño técnico para expositores de punto de venta suelen requerir una pequeña reducción en las dimensiones para tener en cuenta las tolerancias de fabricación y evitar el voladizo. Función de la evidencia: especificación técnica; tipo de fuente: guía de ingeniería. Soportes: prevención del aplastamiento de la caja del nivel inferior. Nota de alcance: aplicable a expositores de envío de cartón ondulado. ↩
"Expositores de palets: Mejores prácticas para el posicionamiento de productos | TPH Global", https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/positioning-products-on-pallet-displays/. La integridad estructural en los embalajes de cartón ondulado depende de dirigir las cargas de compresión verticales a través de los puntos de soporte más rígidos del palet. Función de la evidencia: principio estructural; tipo de fuente: manual de embalaje. Apoyos: prevención de fallos estructurales y devoluciones de cargos por parte del minorista. Nota de alcance: específicamente para expositores de cartón portantes. ↩
"Tamaños de palets estándar | Con tabla – Kamps Pallets", https://www.kampspallets.com/standard-pallet-sizes-with-chart/. El tamaño estándar de palet de la Grocery Manufacturers Association (GMA) es el principal referente logístico para la recepción en almacenes y comercios minoristas de Norteamérica. Función de la evidencia: estándar de la industria; tipo de fuente: normativa logística. Apoya: eficiencia de los muelles de recepción de almacenes. Nota de alcance: centrado principalmente en el mercado norteamericano. ↩
"Guía de preparación del diseño de empaques: archivos de arte, troqueles y sangrado", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Los manuales profesionales de producción de empaques detallan las fallas sistémicas que ocurren cuando los recursos gráficos se crean antes del troquelado estructural]. Función de la evidencia: antecedentes; tipo de fuente: manual de la industria. Apoya: la afirmación de que omitir la fase de troquelado causa desalineaciones en la producción. Nota de alcance: Se aplica a la fabricación de exhibidores minoristas y puntos de venta. ↩
"Packaging Dieline – A Comprehensive Guide", https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqspRtQh2tlF1kPeZLZeAsVAndgoPBZlpwAeMZZOS9Aj2mEb5sg. [Una guía de la industria o un manual de ingeniería de empaques confirmaría que establecer las líneas de troquelado antes del diseño gráfico previene fallas estructurales y revisiones costosas]. Función de evidencia: validación de procesos; tipo de fuente: manual de la industria. Apoya: Secuenciación de flujo de trabajo. Nota de alcance: Aplicable a exhibidores de cartón corrugado y cartulina. ↩
"Guía completa de troqueles para embalaje e impresión personalizados", https://gentlever.com/dielines-for-custom-packaging-and-printing/. [Las especificaciones técnicas sobre el diseño de embalajes explican cómo los troqueles tienen en cuenta el grosor del material para garantizar un plegado y un ensamblaje precisos]. Función de la evidencia: especificación técnica; tipo de fuente: libro de texto de ingeniería. Apoya: Integridad estructural. Nota de alcance: Específico para el grosor físico del material. ↩
"Descripción general de troqueles para embalaje PDF – Scribd", https://www.scribd.com/document/830418794/Packaging-Dieline-Guide. [Una fuente autorizada en ingeniería de embalaje explica cómo los troqueles prediseñados garantizan la integridad estructural y el bloqueo preciso de las pestañas]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria. Apoya: precisión estructural. Nota de alcance: Específico para exhibidores de cartón corrugado. ↩
"Plegado de chapa metálica: métodos, consejos de diseño y factor K - Fractory", https://fractory.com/sheet-metal-bending/. [Literatura técnica sobre ciencia de los materiales y software de plegado que detalla cómo el cálculo de la tolerancia de plegado previene la falla y el desgarro del material]. Función de la evidencia: validación técnica; tipo de fuente: libro de texto de ingeniería. Apoya: durabilidad del material. Nota de alcance: Se aplica a sustratos de gran espesor. ↩
"Ráster vs Vector y cómo convertir imágenes rasterizadas a… – YouTube", https://www.youtube.com/watch?v=iWXsxmBXUQ8. [Los estándares de la industria de la impresión explican por qué los colores directos basados en vectores evitan los cambios de registro y mantienen la alineación en comparación con los archivos rasterizados]. Función de la evidencia: validación técnica; tipo de fuente: guía de estándares de impresión. Soporte: calidad de impresión. Nota de alcance: se centra en la impresión comercial de gran formato. ↩
"Recubrimientos para embalaje de cartón ondulado – Revista Industrial Print", https://industrialprintmagazine.com/coatings-for-corrugated-packaging-improving-adhesion-and-print-quality/. [Una fuente autorizada sobre sustratos de impresión explicaría la disparidad en la absorción de tinta y la ganancia de punto entre el cartón ondulado poroso sin recubrimiento y el papel de revista recubierto]. Función de la evidencia: contraste técnico; tipo de fuente: manual de producción de impresión. Apoya: la premisa de que los resultados de impresión varían según el sustrato. Nota de alcance: limitado a la interacción tinta-sustrato. ↩
"[PDF] 1. La ganancia de punto es el aumento del tamaño de los puntos de semitono a medida que la tinta se absorbe en…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [La documentación técnica sobre la porosidad del sustrato explica cómo las fibras crudas del cartón ondulado provocan una absorción desigual de la tinta y una ganancia de punto excesiva en la impresión a cuatro aguas]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la afirmación de que los patrones de semitono se corren en el cartón crudo. Nota de alcance: se aplica específicamente a sustratos porosos sin recubrimiento. ↩
"PMS vs CMYK para embalaje: ¿Cuál es mejor? – PAX Solutions", https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Los estándares de la industria para la gestión del color especifican que las capas de tinta de color directo sólido proporcionan una opacidad y cobertura superiores sobre materiales porosos en comparación con la mezcla de puntos CMYK]. Función de la evidencia: especificación técnica; tipo de fuente: libro de texto de ciencia de la impresión. Apoya: la superioridad de las coberturas PMS para marcas de alto contraste. Nota de alcance: limitado al uso de tintas pigmentadas premezcladas. ↩
"CMYK vs. Color directo: ¿Cuál es el mejor proceso? | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Las guías de impresión autorizadas explican cómo los colores directos del Pantone Matching System (PMS) proporcionan mayor saturación y consistencia visual en sustratos porosos en comparación con las mezclas de proceso CMYK]. Función de la evidencia: verificación técnica; tipo de fuente: estándar de la industria de la impresión. Apoya: el uso de colores directos para marcas de alta visibilidad. Nota de alcance: se aplica específicamente a materiales corrugados y sin recubrimiento. ↩
"El efecto de los colorantes en el contenido de metales pesados en el papel reciclado...", https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Una investigación en ciencia de los materiales describe cómo las tintas pigmentadas de alta densidad minimizan la penetración en el sustrato y la absorción de tinta en las fibras de papel crudo para evitar la desaturación del color]. Función de la evidencia: verificación técnica; tipo de fuente: revista de química de tintas. Apoyos: prevención de colores deslavados en cartones absorbentes. Nota de alcance: específico para sustratos de alta absorción. ↩
"Color que coincide con lo que ya existe. Esto es portátil…", https://www.instagram.com/reel/DXYINMFColM/. [Los estándares de gestión del color detallan cómo los espectrofotómetros miden la reflectancia espectral absoluta para garantizar la consistencia del color en las series de producción físicas, superando la variabilidad de las pruebas de pantalla RGB]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ciencia del color. Apoya: la necesidad de medición física para la consistencia en el comercio minorista. Nota de alcance: enfoque en la varianza Delta E. ↩
"¿Cómo puedo determinar cuánto sangrado debo usar?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Los estándares de la industria de la impresión comercial suelen establecer 0,125 pulgadas como sangrado predeterminado para materiales estándar como tarjetas de visita y folletos. Función de la evidencia: referencia de la industria; tipo de fuente: especificación técnica de impresión. Apoya: la afirmación de que este es el margen estándar utilizado por los diseñadores. Nota de alcance: se aplica principalmente a sustratos planos o delgados.] ↩
"Diseño a sangre completa: Cómo diseñar correctamente para la impresión a sangre completa", https://www.printivity.com/insights/full-bleed-design-how-to-properly-design-bleeds. Los estándares de producción de impresión de la industria especifican el ancho de margen necesario para tener en cuenta las variaciones de plegado y corte en los sustratos de cartón. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria de la impresión. Soportes: márgenes requeridos para la ocultación de bordes. Nota de alcance: específicamente para materiales corrugados de gran formato. ↩
"El papel de la laminación en el proceso de películas de embalaje flexible", https://www.packagingstrategies.com/articles/98661-the-role-of-laminating-in-the-flexible-packaging-film-process. Las guías técnicas de fabricación explican el fenómeno por el cual los sustratos impresos se desplazan durante la aplicación de las películas de laminación, lo que provoca una desalineación. Función de la evidencia: definición conceptual; tipo de fuente: guía de fabricación. Apoya: la causa de fallas en el acabado sin fisuras. Nota de alcance: se aplica tanto a la laminación térmica como a la sensible a la presión .
"Tolerancia de corte para impresión | Soporte – Smartpress", https://smartpress.com/support/printing-basics/cutting-tolerance-for-print?srsltid=AfmBOoqdJMNRdLMYzUJigPJPySThj3sIH4jNDQKQFB9Cwj3fm-Szwtnd. Las especificaciones técnicas para maquinaria de corte automatizada documentan las tolerancias inherentes y el potencial de deriva mecánica durante el proceso de troquelado. Función de evidencia: verificación fáctica; tipo de fuente: documento técnico de ingeniería. Apoya: la necesidad de extender los patrones de fondo. Nota de alcance: la deriva varía según la precisión de la máquina y la estabilidad del sustrato. ↩
"[PDF] Adhesivos con materiales de madera: formación de enlaces y rendimiento", https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr190/chapter_10.pdf. [Una fuente técnica sobre adhesivos para embalaje explicaría la reacción higroscópica en la que el agua del adhesivo provoca que las fibras de celulosa se hinchen y contraigan de forma desigual]. Función de la evidencia: explicación técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: el mecanismo de deformación estructural. Nota de alcance: limitado a sistemas adhesivos a base de agua como el PVA. ↩
"Adhesivo a base de agua – Web Picture Frames", https://www.webpictureframes.com/glossary/water-based-adhesive. [La documentación técnica sobre adhesivos confirma que el acetato de polivinilo (PVA) a base de agua se contrae al evaporarse la humedad, creando una tensión que deforma los sustratos]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ciencia de materiales. Apoya: La causa de la inestabilidad estructural en las unidades de visualización. Nota de alcance: Se aplica específicamente a los adhesivos a base de agua. ↩
"Laminación asimétrica DIY – YouTube", https://www.youtube.com/watch?v=l4QgITDLDHI. [Fuentes de ingeniería mecánica explican que la laminación asimétrica crea una tensión superficial desigual, lo que obliga al sustrato a curvarse o arquearse hacia el lado laminado]. Función de la evidencia: Verificación de la ley física; tipo de fuente: Especificación de fabricación. Apoyos: La explicación del arqueamiento en pantallas de gran tamaño. Nota de alcance: Centrado en sustratos de gran formato. ↩
"Cartón dúplex vs. cartón para cajas plegables: comparación en profundidad", https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Los estándares de la industria para la fabricación de impresión y exhibición especifican el uso de revestimientos equilibrados para igualar la tensión en todo el panel y garantizar la planitud]. Función de la evidencia: Verificación de la solución; tipo de fuente: Mejores prácticas de la industria. Soportes: El método para prevenir la deformación estructural. Nota de alcance: Estándar para exhibidores minoristas de alta gama. ↩



