Quieres lanzar una campaña publicitaria masiva, pero las cajas estándar pasan desapercibidas. Personalizar un expositor independiente es tu única herramienta para destacar en pasillos abarrotados.
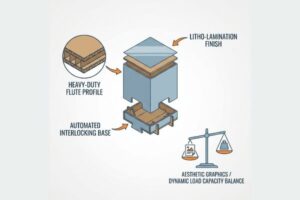
La personalización de una unidad de exhibición independiente (FSDU) implica el diseño de las dimensiones estructurales, la selección de materiales de cartón corrugado de primera calidad y la aplicación de gráficos litográficos específicos de la marca para maximizar su presencia en el punto de venta. Las unidades diseñadas adecuadamente se ajustan estrictamente a las directrices de espacio de las grandes superficies, a la vez que aumentan significativamente la visibilidad del producto e impulsan las compras impulsivas de los consumidores.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar; la verdadera personalización requiere dominar la física de la fabricación.
¿Cómo personalizar la pantalla de tu iPhone?
Para crear un expositor de alta gama para productos electrónicos de lujo, como accesorios para iPhone, se requiere una estética impecable. Un simple rasguño en el panel superior puede perjudicar instantáneamente la percepción de toda la marca.
La personalización de la pantalla de un accesorio para iPhone requiere la aplicación de una laminación de PP (polipropileno) mate resistente a los arañazos sobre las impresiones litográficas oscuras para proteger la superficie estructural. Este recubrimiento especializado evita marcas de rozadura durante la manipulación intensiva en tiendas, garantizando que el embalaje electrónico de alta gama mantenga una estética impecable en entornos de alto tránsito de consumidores.

Proteger ese diseño elegante y tecnológicamente avanzado en la pantalla de un ordenador es fácil, pero mantenerlo impecable durante un recorrido exigente por la cadena de suministro es otra historia.
La realidad de la resistencia a los arañazos de las pantallas del iPhone
Al crear expositores para accesorios tecnológicos de alta gama, la mayoría de los diseñadores gráficos optan por una estética minimalista, elegante y oscura, con fondos en negro intenso o gris oscuro. El método habitual consiste en aplicar una capa de barniz acuoso sobre estos paneles oscuros con mucha tinta para ahorrar costes de producción. Parece una forma lógica y rentable de conseguir ese aspecto tecnológico moderno manteniendo bajos los costes unitarios.
Veo este punto ciego constantemente cuando los compradores intentan personalizar un expositor de electrónica. Aprueban un diseño oscuro y elegante, pero olvidan que las cajas de cartón corrugado se rozan violentamente entre sí durante los largos trayectos. Cuando finalmente se abren las cajas en la tienda, el recubrimiento acuoso básico2 ha fallado por completo, dejando feas marcas blancas sobre la tinta oscura. Se puede sentir físicamente el residuo polvoriento y calcáreo donde el pigmento se ha raspado del cartón. Para solucionar esto, aplico estrictamente un de laminación mate PP antiarañazos3 para todos los expositores oscuros. Esta armadura de polímero invisible bloquea completamente la abrasión, evitando que esos microarañazos arruinen la experiencia de desempaquetado y preservando el prestigio de la marca que justifica un precio premium.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando capas acuosas estándar sobre tinta oscura | Laminación mate de PP antiarañazos | Elimina los antiestéticos arañazos blancos por fricción |
| Envío de paneles oscuros sin protección | Películas barrera sometidas a pruebas de fricción | Protege el valor de marca de las tecnologías premium |
| Ignorar los daños por vibración durante el transporte | Microdeslizamiento sobre superficie lisa | Reduce a cero los rechazos en el sector de la cosmética en las tiendas |
Me niego a que unos pocos centavos de ahorro en el recubrimiento arruinen el lanzamiento de una marca de alta gama. Optar por la laminación antiarañazos garantiza que tus diseños oscuros luzcan como un producto tecnológico de lujo, no como un trozo de cartón dañado.
🛠️ Oficina de Harvey: ¿Tus pantallas de dispositivos electrónicos oscuros presentan feas marcas blancas después del transporte? 👉 Solicita una auditoría de materiales de recubrimiento ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Cómo crear un escaparate de tienda?
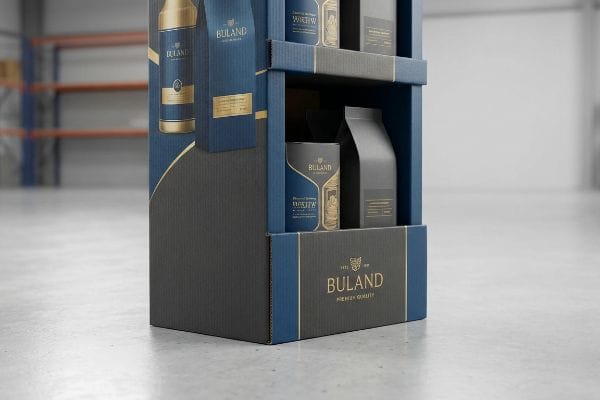
Lograr que tu unidad de servicio al cliente (FSDU) ocupe un espacio en una gran superficie comercial es una negociación espacial muy reñida. Tienes que luchar contra las estrictas limitaciones de espacio en los pasillos y las marcas competidoras por cada centímetro cuadrado.
La creación de un expositor en tienda exige el diseño de vitrinas fraccionadas, específicamente utilizando dimensiones de medio o cuarto de palé, para integrarlas a la perfección en los pasillos de las tiendas, cuyo espacio está muy limitado. Esta estricta subdivisión espacial permite que varias campañas promocionales compartan legalmente bases de madera estándar sin infringir las estrictas normativas sobre el espacio que ocupan las grandes superficies comerciales.

Garantizar ese espacio en la tienda no se trata solo de tener obras de arte bonitas; requiere un profundo conocimiento de la geometría y la logística estándar del comercio minorista.
La estrategia de palets fraccionados para expositores de tienda
Muchas marcas emergentes asumen que necesitan dominar el pasillo con una enorme 48 × 40 pulgadas (121,9 × 101,6 cm)de cuatro pisos para crear una campaña de exhibición exitosa. Instruyen a sus equipos de diseño para construir estructuras corrugadas enormes y monolíticas, creyendo que una mayor presencia física se traduce automáticamente en un mayor volumen de ventas. Este enfoque de todo o nada suele basarse en la observación de representaciones CAD (diseño asistido por computadora) 3D idealizadas en lugar de estudiar las intersecciones comerciales reales de alto tránsito.
En mi empresa, veo con frecuencia cómo los gerentes de tienda rechazan instantáneamente las unidades de gran tamaño de los clientes debido a la estricta limitación del espacio en los pasillos. El comprador pasa semanas dándole vueltas a los elementos estructurales, solo para darse cuenta de que el minorista simplemente no asignará un espacio de palé completo para el lanzamiento de un solo producto nuevo. Yo soluciono esto diseñando una geometría de palé fraccionada, subdividiendo el espacio en cuartos de palé que miden exactamente 24 × 20 pulgadas (60,9 × 50,8 cm). Cuando oyes el satisfactorio y denso golpe de cuatro expositores de cuarto de palé distintos encajando perfectamente en una base de palé estándar GMA (Grocery Manufacturers Association), te das cuenta de la genialidad de este cálculo. Este ajuste permite a los compradores minoristas aprobar con confianza tu espacio reducido, lo que te proporciona una ubicación privilegiada y, al mismo tiempo, reduce drásticamente el desperdicio de material estructural.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Solo se permiten unidades de tamaño completo de 48×40 pulgadas. | Ingeniería Palets de un cuarto de 24×20 pulgadas6 | Asegura fácilmente el espacio de pasillo racionado |
| Ignorar los límites espaciales | Estructuras de promoción subdivididas | Permite compartir palés de varias marcas |
| Despilfarrar presupuesto en bases sobredimensionadas | Geometría fraccionaria matemática | Reduce drásticamente el desperdicio de material 7 |
Siempre les digo a mis clientes que dejen de luchar contra la distribución del local. Diseñar sus unidades para que se ajusten a la lógica de palets fraccionados es la forma más rápida de conseguir que su campaña sea aprobada y puesta en marcha en la tienda, donde realmente genera beneficios.
🛠️ Oficina de Harvey: ¿Sus unidades de exhibición de gran tamaño son rechazadas constantemente por los gerentes de grandes almacenes? 👉 Solicite un plano espacial ↗ — Descárguelo de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Cómo crear una presentación visual?
Los gráficos de alto impacto son la clave del éxito de un establecimiento comercial. Si los colores de tu marca se ven apagados bajo la iluminación intensa de la tienda, los clientes simplemente pasarán de largo.
Para crear un atractivo diseño para puntos de venta, es necesario sustituir la impresión a cuatro colores estándar por tintas de colores directos mezcladas con precisión para todos los logotipos corporativos principales. Al impregnar el cartón corrugado con pigmentos sólidos especializados, se evita la mezcla de puntos de semitono, lo que garantiza una visibilidad de marca nítida y de alto contraste que destaca entre la saturación visual.

Imprimir un archivo digital es sencillo, pero transferir ese color perfecto a las fibras de papel en bruto es un desafío mecánico complejo.
La trampa de los semitonos en las pantallas visuales
Los equipos de marketing suelen diseñar atractivas presentaciones visuales utilizando perfiles de color CMYK (cian, magenta, amarillo, clave) estándar, esperando que la maqueta digital en sus monitores coincida a la perfección con el producto físico impreso en cartón corrugado. Entregan estos archivos gráficos estándar a la fábrica, dando por sentado que la imprenta litográfica funciona como una versión gigante de su impresora láser de oficina. Existe la creencia generalizada de que la impresión a cuatro colores estándares suficiente para cumplir con las estrictas directrices de identidad corporativa en cualquier sustrato.
La realidad es que crear una presentación visual sobre material corrugado poroso y sin tratar introduce severas limitaciones mecánicas. Incluso los diseñadores veteranos suelen pasar por alto este inconveniente, lo que resulta en un logotipo granulado, descolorido y borroso cuando los pequeños puntos de semitono superpuestos se absorben de manera desigual en las fibras del papel⁹.He estado junto a clientes que frotaban sus dedos sobre la tinta borrosa, preguntándose por qué su vibrante logotipo parecía impreso en un periódico sucio. Mi regla es aplicar estrictamente un protocolo de cobertura de color directo para todos los elementos principales de la marca. Al reemplazar esos puntos superpuestos con un solo cubo de tinta de color directo PMS (Pantone Matching System) sólidoprecisión¹⁰, garantizamos una capa densa y perfectamente lisa de pigmento que maximiza la visibilidad de alto contraste desde seis metros de distancia, captando instantáneamente la atención del comprador.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar exclusivamente CMYK para los logotipos | Protocolo de inundación de color puntual | Ofrece una imagen de marca nítida y de alto contraste |
| Ignorando la absorción corrugada porosa | Mezcla de pigmentos de tinta PMS sólidos | Evita que los colores se vean apagados y descoloridos |
| Tratar el cartón como si fuera papel brillante | Adaptación de la ilustración para el testliner | Atrae la atención del comprador desde lejos |
Jamás permito que la identidad de marca principal de un cliente dependa de puntos superpuestos. Inundar el cartón corrugado con es la única forma verificable de proyectar una verdadera autoridad visual y generar confianza en el consumidor en un pasillo comercial abarrotado.
🛠️ Harvey's Desk: ¿Tus logotipos impresos se ven apagados y granulados en cartón sin tratar? 👉 Solicita una revisión de perfil de color ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo crear un display de producto?
La prueba definitiva para cualquier expositor de venta al público es su integridad estructural. Si la unidad no puede sujetar de forma segura sus productos, toda la campaña se convierte en un costoso problema.
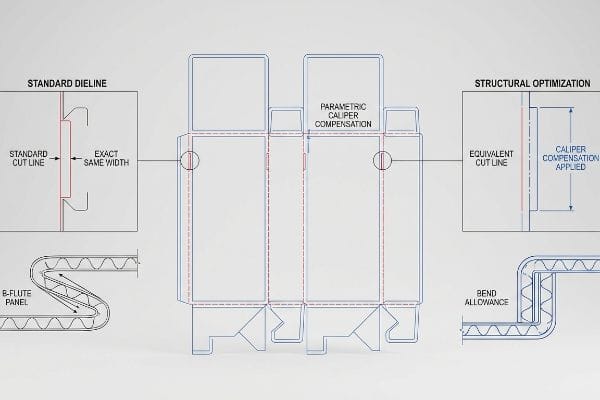
La creación de un expositor de producto requiere la aplicación de algoritmos de compensación de calibre paramétrico a las ranuras de plegado de la troqueladora, ajustando matemáticamente el grosor físico del cartón corrugado. Esta tolerancia de plegado precisa garantiza que los mecanismos de enclavamiento se ensamblen sin fricción, asegurando que el expositor final soporte de forma segura cargas pesadas sin deformarse.
Conseguir que una sola pantalla se mantenga de pie vacía en un laboratorio es fácil, pero esta es la cruda realidad cuando se envían 500 unidades cargadas a un fabricante externo.
¿Por qué fallan los troqueles estándar para la exhibición de productos en la planta de producción?
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en su software vectorial con el mismo ancho que el panel correspondiente. Tratan la línea de troquelado como un dibujo plano bidimensional¹¹,ignora la tercera dimensión física de los materiales de embalaje, basándose exclusivamente en la geometría teórica en lugar de en la física estructural aplicada.
En mi planta, veo con frecuencia los desastrosos resultados cuando los compradores intentan aplicar cálculos matemáticos sin ajustar en la línea de montaje. Es una trampa común que atrapa incluso a equipos de compras experimentados; cuando un panel de flauta B de 2,8 mm (0,11 pulgadas) de grosor se pliega 90 grados, consume material y aumenta el radio exterior. Cuando el equipo de coempaquetado intenta encajar estas pestañas, teóricamente perfectas, en ranuras sin ajustar, se oye el crujido ensordecedor de las flautas internas al colapsar y la lámina superior impresa al romperse. Soluciono esto aplicando algoritmos de compensación de calibre paramétricos precisos a cada archivo, ampliando forzosamente las ranuras de recepción para tener en cuenta la tolerancia de plegado exacta. Al aplicar esta microtolerancia, garantizo una reducción drástica del tiempo de montaje, lo que ahorra a los clientes grandes cantidades en costes de mano de obra y, al mismo tiempo, garantiza que la base se asiente perfectamente cuadrada bajo el peso del producto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Pestañas y ranuras de dibujo del mismo tamaño | Compensación de calibre paramétrico14 | Garantiza un montaje sin fricción |
| Ignorando el grosor del tablero de flauta B | Agregar tolerancias de curvatura precisas15 | Evita el pandeo de la base estructural |
| Ensamblaje forzado de ranuras estrechas | Ensanchamiento automático de ranuras CAD | Acelera significativamente el trabajo de co-empaquetado |
Superviso estas microtolerancias sin descanso porque una lámina superior con una impresión impecable no sirve de nada si la estructura base se rompe durante el montaje. La ingeniería estructural de verdad elimina la fricción, protege los márgenes y mantiene la línea de montaje en marcha.
🛠️ Oficina de Harvey: ¿Sabes si tus troqueles actuales tienen en cuenta el grosor físico del cartón ondulado tipo B plegado? 👉 Envíame tu archivo de troqueles ↗ — Pondré a prueba los cálculos antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Puedes elegir un proveedor más económico para tu FSDU, pero si las pestañas de bloqueo de flauta B sin ajustar se rompen durante el empaquetado conjunto, la enorme fricción ralentizará la línea de montaje en un 30 % aproximadamente y eliminará por completo el margen de beneficio del proyecto. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias estructurales y permíteme auditar personalmente tu mecánica con mi Auditoría Gratuita de Troqueles ↗ para detectar errores dimensionales fatales antes de la producción.
"Laminación Soft Touch vs. Recubrimiento Acuoso – Cajas Rígidas", https://customrigidboxes.io/blog/soft-touch-lamination-vs-aqueous-coating/. [Un estándar de la industria para el acabado de impresión validaría el uso común de recubrimientos acuosos como sellador de bajo costo para áreas de alta densidad de tinta]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: prácticas estándar de ahorro de costos en la producción de exhibidores minoristas. Nota de alcance: se aplica a la impresión comercial de alto volumen. ↩
"Recubrimiento acuoso para impresión y embalaje | EPACK", https://www.epackprinting.com/support/aqueous-coating/. [La literatura técnica sobre acabados de impresión describe cómo los recubrimientos acuosos ofrecen una resistencia mínima a la abrasión en comparación con los polímeros, lo que provoca el desplazamiento del pigmento en tintas oscuras durante la fricción]. Función de la evidencia: validación técnica; tipo de fuente: manual de impresión de la industria. Apoya: la tasa de fallos de los recubrimientos acuosos en superficies oscuras. Nota de alcance: se refiere específicamente a entornos de tránsito de alta fricción. ↩
"Comprendiendo el polipropileno mate: beneficios y precio de la impresión", https://plotters.com/2025/07/11/understanding-matte-polypropylene-benefits-price-of-printing/?srsltid=AfmBOoqSW_HMSh04x_4EuDz7T9tAVY2pWaRDKiHT4D-29Qf7Jhg8Ihlk. [Los datos de ciencia de materiales sobre películas de polipropileno (PP) demuestran una mayor resistencia a la abrasión y al desgaste superficial que los recubrimientos líquidos]. Función de la evidencia: prueba técnica; tipo de fuente: hoja de datos de ciencia de materiales. Apoya: la eficacia de la laminación de PP para preservar la integridad de la tinta oscura. Nota de alcance: se centra en las especificaciones del acabado mate. ↩
"Tamaños de palets estándar: 48×40 GMA y otras 6 dimensiones comunes", https://www.wearewarp.com/standard-pallet-sizes. [Los estándares de la industria para logística y mobiliario comercial confirman que 48×40 pulgadas es la dimensión estándar para el palet GMA, que sirve como base para las unidades de exhibición en el piso]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: dimensiones estándar de la huella comercial. Nota de alcance: Se aplica principalmente a entornos comerciales de América del Norte. ↩
"Palet GMA de madera tratada térmicamente – 48 x 40" H-1260 – ULINE", https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Los estándares logísticos de la industria confirman que 48 × 40 pulgadas es el tamaño estándar de palet GMA utilizado en los entornos minoristas de Norteamérica]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: tamaño de unidad estándar. Nota de alcance: aplicable principalmente a la logística de Norteamérica. ↩
"Tipos de exhibición de palets: completos, medios y cuartos – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Las guías de ingeniería de exhibición minorista detallan el uso de tamaños fraccionados, específicamente palets de un cuarto de 24×20 pulgadas, para optimizar el espacio en pisos de tamaño reducido]. Función de evidencia: especificación técnica; tipo de fuente: manual de logística. Apoya: estrategia de palets fraccionados. Nota de alcance: específico para espacios minoristas especializados. ↩
"Avanzando en la economía circular de los palets: una evaluación exhaustiva…", https://www.sciencedirect.com/science/article/abs/pii/S0921344924004671. [Los estudios de eficiencia de fabricación demuestran que optimizar la geometría de la base para que coincida con la huella del producto reduce los residuos de cartón ondulado]. Función de la evidencia: métrica de eficiencia; tipo de fuente: estudio de fabricación. Apoya: afirmación de reducción de residuos. Nota de alcance: enfoque en la optimización de materiales. ↩
"Proceso de 4 colores | ScreenPrinting.com", https://www.screenprinting.com/pages/4-color-processsp230084. [Los libros de texto de impresión explican que la impresión a cuatro colores produce colores mediante puntos de semitono, que a menudo no cumplen con la precisión de coincidencia de color requerida por las estrictas directrices de identidad corporativa]. Función de la evidencia: limitación técnica; tipo de fuente: libro de texto. Apoya: el argumento de que la impresión a cuatro colores es insuficiente para la creación de marcas de alta precisión. Nota de alcance: específicamente en lo que respecta a la comparación con colores directos en sustratos corrugados. ↩
"Dot Gain – Graphic Design, Inc.", https://gd-inc.com/page/dot-gain. [Las guías técnicas sobre impresión en cartón ondulado explican cómo la alta porosidad del testliner crudo provoca una absorción de tinta irregular y una ganancia de punto en la impresión a cuatro colores]. Función de la evidencia: explicación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: Por qué falla la impresión de semitonos en materiales porosos. Nota de alcance: Específico para sustratos de cartón ondulado sin recubrimiento. ↩
"Colores directos vs. CMYK: tintas Pantone para embalaje y papelería", https://www.newprint.com/blog/spot-color-vs-cmyk?srsltid=AfmBOopwC_FzO1cC-AGsXGJTT1o-e82zPIwqYDsyps53yYkwvI5z8ue_. [Los estándares de la industria para exhibidores minoristas demuestran que los colores directos de un solo pigmento proporcionan mayor opacidad y densidad de color en materiales absorbentes que las mezclas de semitonos CMYK]. Función de evidencia: especificación técnica; tipo de fuente: libro de texto de artes gráficas. Apoya: La eficacia de los colores directos para la visibilidad de la marca. Nota de alcance: Se aplica a aplicaciones de identidad corporativa en FSDU. ↩
"Cómo preparar la línea de troquelado para el diseño de embalajes: una guía paso a paso", https://packccp.com/how-to-prepare-dieline-for-packaging-design/. Los manuales de ingeniería para embalajes de cartón ondulado especifican que no tener en cuenta el calibre (espesor) del cartón en las líneas de troquelado 2D da como resultado pestañas demasiado ajustadas para el ensamblaje. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalajes. Apoya: la afirmación de que la geometría teórica 2D es insuficiente para el ensamblaje físico. Nota de alcance: se aplica principalmente al cartón ondulado y a sustratos de gran calibre. ↩
"[PDF] Especificaciones para cartón corrugado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Una norma industrial para embalaje de cartón corrugado verificará el espesor nominal y el perfil de la ondulación del cartón de ondulación B]. Función de la evidencia: verificación de hechos; tipo de fuente: especificación técnica; Soportes: dimensiones del material; Nota de alcance: el espesor nominal puede variar ligeramente según el fabricante. ↩
"Construcciones de cartón: Cálculo de la tolerancia de doblado 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [Las directrices de ingeniería de embalaje describirán el ajuste matemático de las ranuras para tener en cuenta el grosor del material y la tolerancia de doblado durante el plegado]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería; Soportes: optimización de la línea de troquelado; Nota de alcance: la implementación algorítmica específica puede variar según el software CAD. ↩
"Asignación de tolerancia estadística para ensamblajes de ranuras con lengüeta que utilizan…", https://asmedigitalcollection.asme.org/computingengineering/article/10/1/011005/475223/Statistical-Tolerance-Allocation-for-Tab-Slot. [Las guías de diseño CAD profesionales para empaques especifican el uso de variables paramétricas para tener en cuenta las tolerancias de espesor del material y garantizar un ensamblaje sin fricción]. Función de evidencia: verificación técnica; tipo de fuente: documentación de software de diseño industrial. Apoya: el uso de compensación paramétrica para la eficiencia del ensamblaje. Nota de alcance: Se aplica a la creación digital de troqueles.] ↩
"Determinación analítica de la rigidez a la flexión de un material de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Una fuente autorizada de ingeniería de embalaje explicaría cómo el cálculo de la tolerancia de flexión en función del espesor de la flauta B previene la tensión del material y el pandeo estructural]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la prevención del pandeo de la base en expositores de cartón ondulado. Nota de alcance: específico para materiales de cartón ondulado.] ↩