Deja de adivinar qué grosor de cartón resistirá un despliegue masivo en tiendas. Elegir la estructura incorrecta garantiza el colapso de los expositores y la furia de los gerentes de tienda. Esta es la realidad.
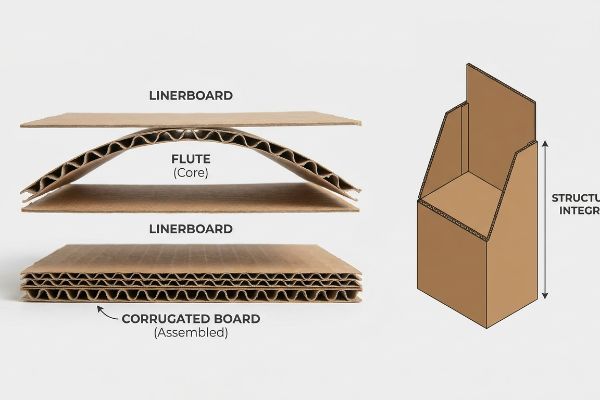
La lámina ondulada es la capa de papel arqueada y ondulada que se encuentra entre láminas de cartón planas. Proporciona integridad estructural y resistencia a la compresión vertical. Aunque a menudo se confunden, el acanalado se refiere únicamente al núcleo interno, mientras que el cartón corrugado se refiere al tablero completo ensamblado que se utiliza en la fabricación de estructuras de exhibición de alta capacidad en todo el mundo.
Comprender la anatomía básica de su material de embalaje es el primer paso, pero aplicarlo correctamente en la planta de producción es lo que realmente protege el valor de su marca.
¿Cuál es la diferencia entre cartón acanalado y cartón corrugado?
Aclarar esta terminología básica evita costosos malentendidos con sus socios fabricantes y garantiza que usted solicite el tipo exacto de material que requiere su campaña.
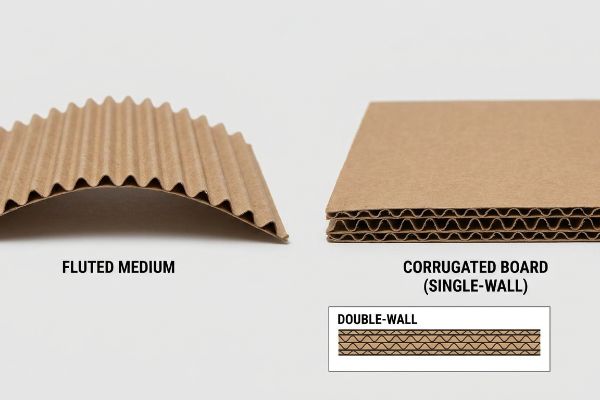
La diferencia entre el cartón ondulado y el cartón corrugado radica en su ensamblaje. El ondulado consiste únicamente en la capa de papel curvada y ondulada que proporciona amortiguación. El cartón corrugado es el material compuesto final, que combina esa capa central ondulada con al menos una capa exterior plana de cartón para crear láminas estructurales rígidas.
Conocer la definición del diccionario es estupendo, pero las cosas se complican cuando los compradores empiezan a confundir estos términos durante el proceso de compra.
Por qué confundir cartón acanalado con cartón corrugado le cuesta dinero
Los equipos de compras suelen usar indistintamente los términos "cartón" y "cartón corrugado" al solicitar presupuestos para expositores comerciales. Suponen que una lámina plana y gruesa ofrece la misma rigidez vertical que una estructura corrugada compuesta¹.Este error fundamental conlleva especificaciones de materiales incompatibles, lo que provoca retrasos incluso antes de que comience la impresión.
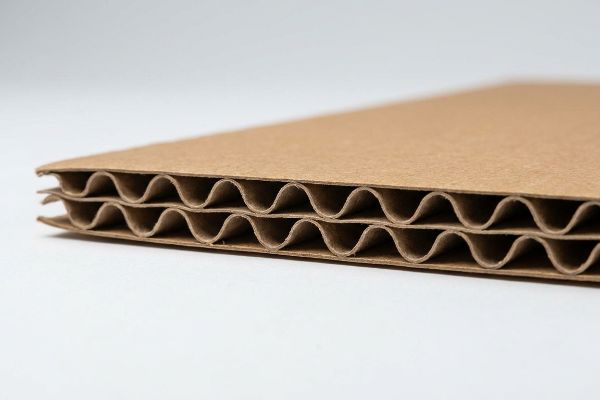
Con frecuencia veo compradores que solicitan "papel ondulado grueso" para soportes de suelo resistentes, esperando una estructura rígida. Cuando llega la muestra, los observo mientras intentan ensamblarla, escuchando el suave crujido del cartón crudo al doblarse porque no especificaron una base de cartón ondulado de doble pared. Terminan sudando con el prototipo, reforzando desesperadamente las esquinas con cinta adhesiva transparente solo para que se mantenga en pie. Al aprender a solicitar explícitamente una estructura de cartón ondulado de pared simple o doble, en lugar de solo "ondulaciones", se asegura de que la fábrica utilice el cartón ECT (Edge Crush Test) adecuado de 32, evitando de inmediato un recargo del 15 % por desperdicio de material.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Pedido de "papel ondulado" | Especificar cartón corrugado de pared simple/doble2 | Evita el pandeo en el centro del pasillo |
| Ignorando la composición del tablero | Especificaciones de anclaje a clasificaciones ECT3 | Elimina la necesidad de repetir las pruebas, lo que supone un coste elevado |
| Encintando prototipos colapsados | Pestañas corrugadas autoblocantes para ingenieros | Ahorra 45 segundos de tiempo de montaje por unidad4 |
Me niego a que los clientes aprueben un diseño estructural basado en terminología vaga. Si definen explícitamente la estructura de su pared corrugada desde el primer día, evitamos por completo la fase de colapso del prototipo y pasamos directamente a la producción en masa segura.
🛠️ El escritorio de Harvey: ¿No estás seguro de si las especificaciones de tu material actual son lo suficientemente resistentes para una gran superficie comercial? 👉 Permíteme revisar tus especificaciones ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Cuáles son los problemas más comunes de las máquinas corrugadoras?
Transformar la materia prima en un expositor impecable es un proceso mecánico complejo. Sin un control estricto de la maquinaria, las fibras de papel se resistirán con vehemencia al diseño.
Los problemas más comunes en las máquinas corrugadoras incluyen el agrietamiento por litografía, el aplastamiento de las ondulaciones y la deformación por humedad durante el proceso de fabricación. Estos defectos se producen cuando la maquinaria pesada aplica una tensión o un calor incorrectos, lo que provoca el colapso de los arcos ondulados internos o la fractura del cartón exterior impreso a lo largo de líneas de corte estructurales pronunciadas.

Estos defectos en la materia prima no solo tienen un aspecto desagradable, sino que también perjudican activamente la resistencia a la compresión de la pantalla final.
El peligro oculto de aplastamiento de la flauta durante el plegado
Se suele asumir que una simple línea vectorial en una troqueladora digital se traduce sin problemas en un pliegue perfecto de 90 grados en la fábrica. Los diseñadores suelen creer que al aplicar presión sobre el cartón corrugado se crea de forma natural una bisagra limpia y funcional. Sin embargo, presionar una troqueladora de acero gruesa sobre cartón kraft virgenproduce un impacto físico muy volátil.
Incluso los diseñadores más experimentados suelen pasar por alto la resistencia mecánica de las fibras del papel. Con frecuencia veo clientes que envían archivos con pliegues complejos y luego se quejan cuando los prototipos iniciales llegan con desgarros irregulares y antiestéticos que dejan al descubierto el cartón marrón. Sé lo frustrante que es oír ese crujido desagradable de la hoja impresa al romperse debido a que las ondulaciones internas se doblan de forma impredecible. Para solucionar esto, utilizo canales de plegado específicos con matriz hembra que actúan como un yunquedurante el proceso, estirando las fibras de forma segura y garantizando un pliegue impecable que elimina por completo los daños durante el transporte.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Suponiendo que los pliegues se doblan limpiamente | Utilice matrices de plegado de polímero | Evita que la tinta se agriete de forma antiestética |
| Ignorando la dirección de las fibras del papel | Alinee los pliegues primarios con la veta | Evita el pandeo por carga vertical |
| Forzar que una tabla gruesa se doble | Implementar matrices de reglas de acero calibradas | Ahorra 30 segundos durante la configuración de la tienda |
Siempre aplico un corte de matriz controlado en tableros estructurales pesados. Al gestionar matemáticamente la tensión de la fibra durante el corte, garantizo que sus gráficos permanezcan impecables y que las esquinas conserven su capacidad de carga total.
🛠️ Escritorio de Harvey: ¿Tus muestras impresas presentan feas grietas blancas a lo largo de los pliegues? 👉 Envíame tu archivo de troquelado ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cuál es la flauta corrugada más común?
La elección de la arquitectura interna adecuada determina desde la nitidez de la impresión hasta la distribución del peso. En el sector minorista, un perfil específico domina el panorama por su equilibrio perfecto de características.
El cartón ondulado más común para expositores comerciales es el de flauta B. Con un grosor aproximado de 3,17 mm (0,125 pulgadas), el cartón de flauta B ofrece un equilibrio óptimo entre una gran resistencia a la compresión vertical para mercancías pesadas y una superficie exterior lisa que permite una impresión litográfica de alta fidelidad.
Si bien el cartón ondulado tipo B es el material más utilizado en la industria, asumir que se comporta exactamente igual que el cartón plegable delgado es un error garrafal.
Por qué una flauta en si sin compensación arruinó tu montaje
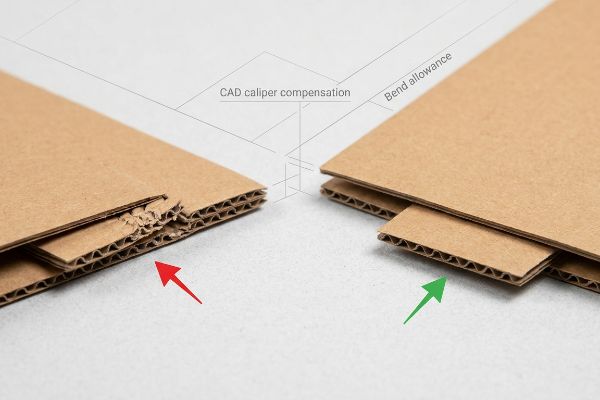
Los equipos de diseño gráfico suelen crear pestañas entrelazadas en su software con el mismo ancho que la ranura correspondiente. Diseñan un archivo plano asumiendo que un panel de flauta B de 3,17 mm (0,125 pulgadas) se deslizará sin problemas en un hueco de tolerancia cero. Esta perfección digital ignora el calibre físico y el margen de curvatura necesarios cuando se pliega un material grueso.
Imagínelo como intentar cerrar una puerta que se ha hinchado por la humedad; simplemente no encajará en el marco. Hace poco vi a un equipo de co-empaquetado sudando durante un turno infernal, gruñendo mientras golpeaban agresivamente las pestañas de bloqueo de flauta B en ranuras que eran matemáticamente demasiado estrechas. La fricción rasgó la lámina superior de primera calidad, causando una pérdida masiva e invisible de resistencia a la compresión8 que ralentizó la línea de ensamblaje en un 30% estimado. Al aplicar automáticamente un algoritmo de tolerancia de doblado a cada ranura en ArtiosCAD9 (Diseño Asistido por Computadora), garantizo un ensamblaje sin fricción que reduce significativamente los costos de mano de obra de co-empaquetado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dibujar ranuras de tolerancia cero | Aplicar compensación de calibre CAD | Ensamblaje instantáneo y sin fricción |
| Tratar el cartón ondulado tipo B como si fuera papel | Ensanchar las ranuras para el radio de plegado10 | Evita que se rompan los gráficos de la marca |
| Forzar las pestañas de bloqueo ajustadas | Diseñar tolerancias exactas de 3 mm11 | Reduce drásticamente los costos laborales de co-empaquetado |
Jamás permito que un dibujo 2D sin compensar llegue a las mesas de corte. Al tener en cuenta físicamente el grosor exacto de la ranura B, me aseguro de que cada pestaña se deslice en su lugar sin esfuerzo.
🛠️ Harvey's Desk: ¿Tu equipo de montaje se queja de que las pestañas de cartón están demasiado apretadas o se rompen? 👉 Solicita una auditoría de tolerancia ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuáles son los tres tipos de flautas?
Comprender los distintos grados de acanalado interno le permite diseñar la combinación perfecta de soporte estructural de alta resistencia y apariencia estética de primera calidad para el lanzamiento de su producto en el mercado minorista.
Los tres tipos de flauta más utilizados son la flauta B, la flauta C y la flauta E. La flauta C ofrece la máxima amortiguación durante el transporte, la flauta B proporciona una excelente resistencia al aplastamiento para estanterías de venta al por menor, y la flauta E ofrece un microperfil ideal para cosméticos de alta gama que requieren gráficos impecables de alta resolución sin nervaduras estructurales visibles.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y la intensa luz fluorescente de la tienda ilumina tu escaparate.
¿Por qué fallan las ranuras estándar en la planta de producción
Una suposición peligrosamente común es que se puede aplicar un gráfico premium de alto brillo directamente sobre un cartón grueso y resistente de flauta C o B. Los equipos de compras, naturalmente, quieren el material base más resistente posible, por lo que exigen un flautado grueso, asumiendo que la lámina superior de laminación litográfica ocultará mágicamente la arquitectura interna que se encuentra debajo12.
En mis instalaciones, veo con frecuencia que esta suposición teórica choca con la óptica física. Cuando una marca insiste en aplicar láminas superiores delgadas directamente sobre arcos agresivos de flauta B, se produce un fallo estético conocido como efecto tabla de lavar¹³.Bajo las luces fluorescentes intensas e implacables de una gran superficie comercial, las enormes crestas de la flauta se vuelven muy visibles a través del papel impreso, haciendo que un expositor de cosméticos parezca un embalaje industrial barato. Resuelvo esto utilizando una flauta E de microperfil o especificando una lámina superior de sulfato blanqueado sólido (SBS) de alta resistencia para cubrir los huecos estructurales. Al suavizar esa variación superficial microscópica de 0,06 pulgadas (1,52 mm)¹⁴, me aseguro de que el expositor soporte de forma segura 45 libras (20,4 kg) de producto de alta gama, a la vez que conservo una estética impecable similar al vidrio, eliminando por completo el riesgo de rechazo por parte del minorista.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión brillante sobre cartón ondulado tipo B | Cambia a bases de flauta micro E | Elimina el antiestético efecto de tabla de lavar15 |
| Utilizando láminas superiores gráficas delgadas | Exigir el uso de tableros de revestimiento SBS de alta resistencia16 | Crea una sensación de lujo de primera calidad |
| Perforando el espesor máximo | Equilibrio entre fuerza y óptica | Garantiza una ubicación privilegiada en tiendas de alta gama |
Detectaré de inmediato cualquier diseño de alto brillo impreso sobre una superficie gruesa y con textura rugosa. Al ajustar el microperfil de la placa antes de imprimir, protejo matemáticamente la integridad óptica de alta calidad de su marca.
🛠️ Oficina de Harvey: ¿Tus expositores impresos se ven acanalados y baratos bajo la iluminación intensa de las tiendas? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Puedes elegir un proveedor que ignore la realidad física de la compensación de calibre, pero cuando esas pestañas de flauta B de tolerancia cero se rompen durante el empaquetado a alta velocidad, la fricción resultante ralentiza la línea de montaje en un 30 % aproximadamente y elimina por completo el margen de beneficio del proyecto. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias estructurales y permíteme revisar personalmente tu diseño con mi Auditoría Gratuita de Troqueles ↗ para detectar estos puntos de fricción ocultos antes de que comience la producción en masa.
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las normas de la industria de la ingeniería y el embalaje proporcionan datos que comparan la resistencia a la compresión y el momento de inercia del cartón plano con la estructura compuesta ondulada del cartón corrugado]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: La superioridad estructural de los materiales corrugados en la carga vertical. Nota de alcance: La efectividad varía según el perfil de la ondulación y el grado del revestimiento. ↩
"Diseño óptimo de embalajes de cartón ondulado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Las especificaciones técnicas para embalajes de cartón ondulado demuestran cómo el aumento del grosor de la pared, de pared simple a doble, mejora significativamente la resistencia a la compresión vertical]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: La correlación entre la especificación de la pared y la integridad estructural. Nota de alcance: El rendimiento varía según el tamaño de la ondulación. ↩
"Cajas de cartón corrugado – Prueba de aplastamiento de bordes (ECT) | TheBoxery.com", https://www.theboxery.com/ect.asp?srsltid=AfmBOoqR8WAez-X79JHLKbUYEroPZ_NhQ7U19sBjHwKzARgANYMTfaW-. [Los estándares de la industria definen la Prueba de aplastamiento de bordes (ECT) como la métrica principal para medir la resistencia al apilamiento y la composición estructural del cartón corrugado]. Función de evidencia: Definición técnica; tipo de fuente: Estándar de la industria. Apoya: El uso de clasificaciones ECT para garantizar la consistencia del material. Nota de alcance: Estándar principal para materiales corrugados norteamericanos. ↩
"Estilos de cajas de cartón corrugado – ELITER Packaging Machinery", https://www.eliter-packaging.com/glossary/corrugated-cardboard-box-styles. [Los estudios de eficiencia operativa en el ensamblaje de embalajes muestran que los mecanismos de bloqueo integrados reducen el tiempo de mano de obra manual en comparación con la aplicación de adhesivo]. Función de la evidencia: Métrica empírica; tipo de fuente: Investigación operativa. Apoya: El beneficio de ahorro de tiempo de las pestañas autoblocantes diseñadas. Nota de alcance: El ahorro de tiempo específico depende del tamaño y la complejidad de la unidad. ↩
"LCB vs CB Regla de acero para troquelado", https://yitaipacking.com/performance-of-die-steel-rule-on-different-materials/. [La documentación técnica sobre la fabricación de envases detallaría las fuerzas de compresión y el desplazamiento del material que se producen durante el impacto de una regla de acero sobre cartón ondulado]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería industrial. Apoya: La naturaleza volátil del impacto físico del troquelado. Nota de alcance: Limitado al análisis de compresión mecánica. ↩
"Guía breve para el plegado de matrices – Ultracrease Ltd.", https://www.ultracrease.com/guide-on-crease-matrix/. La documentación técnica sobre maquinaria de embalaje explica cómo el plegado de matrices evita el colapso de la ondulación y el agrietamiento de la superficie al proporcionar un contramolde de soporte. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería industrial. Apoya: el uso de canales de matriz para eliminar defectos de plegado. Nota de alcance: La efectividad depende del perfil específico de la ondulación y del grado del cartón. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Una hoja de especificaciones técnicas estándar de la industria para materiales ondulados confirma el espesor nominal de la flauta B]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoyos: precisión dimensional de la flauta B. Nota de alcance: el espesor exacto puede variar ligeramente según el fabricante. ↩
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Una guía técnica sobre embalaje de cartón ondulado explicaría cómo el daño en el revestimiento frontal compromete la resistencia a la compresión vertical del cartón]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: el impacto estructural del daño superficial. Nota de alcance: Se aplica a construcciones estándar de cartón ondulado. ↩
"Diseño de cajas de cartón con consejos y trucos para chapa metálica", https://www.youtube.com/watch?v=FpPC_UA9GDE. [La documentación técnica de ArtiosCAD detallaría el uso de cálculos de tolerancia de plegado para tener en cuenta el espesor del material en el diseño de cartón ondulado]. Función de la evidencia: verificación de la herramienta; tipo de fuente: documentación del software. Apoya: el método para garantizar la precisión del ensamblaje. Nota de alcance: específico para el diseño de embalajes asistido por CAD. ↩
"[PDF] Especificaciones para cartón corrugado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Una guía autorizada de ingeniería de embalaje explica cómo tener en cuenta el radio de plegado de la flauta B previene la tensión del material y el desgarro gráfico]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de ensanchar la ranura para el espesor del material. Nota de alcance: Específico para aplicaciones de flauta B corrugada. ↩
"Caja de envío con solapas y pestaña de bloqueo – Prime Packaging", https://primepackaging.com/product/mailer-box-with-cover-flaps-locking-tab/. [Los estándares de la industria para el diseño estructural de cartón corrugado definen las tolerancias de holgura óptimas para las pestañas de bloqueo para garantizar un montaje manual eficiente]. Función de evidencia: estándar de la industria; tipo de fuente: manual técnico. Apoya: la métrica de holgura de 3 mm para las pestañas de bloqueo. Nota de alcance: las tolerancias pueden variar según el grado del cartón. ↩
"LithoFlute Litho-Laminated Heavyweight Cartons", https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/. Los estándares de la industria del embalaje explican el efecto de "telegrafía", donde las crestas de las ondulaciones más gruesas, como las B y C, son visibles a través de los revestimientos impresos delgados. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria. Apoya: la afirmación de que las ondulaciones gruesas comprometen la suavidad gráfica de alta resolución. Nota de alcance: se relaciona específicamente con la interacción entre la profundidad de la ondulación y el grosor del revestimiento. ↩
"[PDF] Efecto de tabla de lavar en cartón ondulado – Repositorio de investigación de RMIT.", https://research-repository.rmit.edu.au/articles/thesis/Washboarding_of_corrugated_cardboard/27576537/1/files/50744808.pdf. Una guía técnica de embalaje explicaría cómo los revestimientos delgados sobre flautas grandes crean nervaduras visibles conocidas como efecto de tabla de lavar. Función de la evidencia: verificación de terminología; tipo de fuente: manual de la industria. Apoya: la causa de los defectos visuales en la flauta B. Nota de alcance: se refiere específicamente a la interacción entre el espesor del revestimiento y la altura de la flauta. ↩
"Tipos de embalaje de cartón ondulado | Cajas de cartón para envíos – Packsize", https://www.packsize.com/blog/know-your-different-types-of-corrugated-cardboard. Las hojas de datos de materiales para cartón ondulado confirmarían las medidas de espesor específicas y la variación superficial resultante entre los perfiles de flauta B y flauta E. Función de evidencia: especificación técnica; tipo de fuente: hoja de datos del fabricante. Apoya: la medición precisa de la irregularidad de la superficie. Nota de alcance: los valores pueden fluctuar según los estándares específicos de grado de cartón. ↩
«Cartón E y cartón B: ¿Cuál se adapta mejor a sus necesidades de embalaje? – BoxLark», https://boxlark.com/what-are-the-e-flute-and-b-flute/. [Las guías de ingeniería de embalaje demuestran que los cartones más pequeños, como el cartón E, minimizan el efecto de nervadura estructural conocido como efecto tabla de lavar durante la impresión de alta resolución. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria del embalaje. Apoya: la eficacia del cartón E para mejorar la calidad de la superficie de impresión. Nota de alcance: se aplica principalmente a acabados de alto brillo.] ↩
"Cartón SBS: El arma secreta de las cajas de venta al por menor – Orbytel", https://www.orbytel.com/post/sbs-paperboard-the-secret-weapon-of-retail-boxes. [Las especificaciones técnicas del sulfato blanqueado sólido (SBS) verifican su uso en envases de alta gama para el sector minorista debido a su brillo y suavidad superiores en comparación con los revestimientos reciclados. Función de la evidencia: especificación del material; tipo de fuente: ficha técnica. Apoya: la afirmación de que el SBS proporciona una estética de lujo. Nota de alcance: la efectividad depende del gramaje específico utilizado.] ↩



