
Su estrategia de cadena de suministro no puede terminar en el momento en que un producto entra en una caja de cartón. La verdadera supervivencia comercial exige diseñar esa estructura para que resista las duras condiciones físicas de la distribución moderna.
Aprovechar la experiencia de la industria de la logística de terceros (3PL) implica alinear a la perfección los datos estructurales de sus embalajes con una ejecución avanzada de la cadena de suministro. Cumplir con los estrictos estándares minoristas norteamericanos garantiza una distribución global altamente confiable, reduciendo el desperdicio de transporte y protegiendo los frágiles contenedores de cartón corrugado de daños graves durante el tránsito por complejas redes de almacenamiento.

Muchas marcas crean hermosos modelos estructurales en software, pero conocer la teoría no sirve de nada cuando un operario de montacargas apila agresivamente su mercancía frágil en un muelle de almacén húmedo.
¿Cuáles son los 7 pilares de la logística?
Si tus expositores llegan destrozados, toda tu campaña de venta minorista muere instantáneamente antes de que un solo cliente la vea.
Los siete pilares de la logística suelen incluir recepción, almacenamiento, gestión de inventario, procesamiento de pedidos, transporte, embalaje y logística inversa. Dominar estos principios fundamentales garantiza que los expositores de venta al por menor, que suelen ser pesados, resistan las duras condiciones del transporte, evitando el colapso estructural durante el envío en contenedores apilados y protegiendo legalmente sus ganancias de costosas devoluciones por parte de los minoristas.

Comprender estas etapas interconectadas es la única manera de diseñar, mediante ingeniería inversa, un expositor que sobreviva físicamente al trayecto desde la planta de producción hasta el pasillo final del punto de venta.
Dominando los 7 pilares de la logística sin que se te caigan las cajas
Al diseñar expositores de punto de venta (POP), los equipos junior suelen maximizar las dimensiones de la caja principal para introducir la mayor cantidad posible de unidades plegadas. Parten de la base de que el cartón corrugado de alta resistencia posee la suficiente resistencia a la compresión para soportar el manejo estándar de carga fraccionada (LTL). Este enfoque teórico ignora por completo la realidad física de cómo se organizan, apilan y envían los productos dentro de los grandes centros de distribución.
Sé que intentan minimizar el espacio en los contenedores, ya que prácticamente todas las marcas nuevas buscan reducir al mínimo el espacio vacío dentro de sus cajas. Sin embargo, al extender las dimensiones de las cajas incluso una fracción de pulgada más allá de la plataforma de palé estándar de la GMA (Asociación de Fabricantes de Alimentos), crean un riesgo enorme. El crujido desagradable de las ondulaciones del cartón corrugado al doblarse bajo el peso es algo que escucho con demasiada frecuencia al revisar los archivos de los clientes. Una caja obtiene hasta el 60 por ciento de su resistencia BCT (Prueba de Compresión de Caja) estrictamente de la alineación vertical de sus cuatro esquinas. Al reducir artificialmente la huella máxima permitida de la caja maestra en 0,5 pulgadas (12,7 mm) en nuestro software CAD (Diseño Asistido por Computadora), aplico una regla de cero voladizos. Esto garantiza que las esquinas estructurales siempre descansen completamente sobre la madera, eliminando por completo los daños durante el transporte y evitando que su envío se convierta en un montón de cartón aplastado rechazado en el muelle de recepción.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Maximizar el tamaño de la caja sobre los bordes del palé | Reducción de los límites CAD en 0,5 pulgadas (12,7 mm) | Conserva el 60% de la resistencia de la esquina BCT |
| Ignorando la distribución de carga vertical | Alinear las esquinas del cartón con la tarima de madera | Sobrevive al transporte marítimo de carga apilada doblemente |
| Suponiendo que la resistencia de la materia prima sea suficiente | Implementación de protocolos de cero solapamientos | Elimina los niveles inferiores aplastados |
Un solo milímetro de voladizo puede arruinar fácilmente el lanzamiento de un producto muy esperado. Diseñar cada embalaje principal para que aproveche activamente la física estructural del palé subyacente previene daños devastadores durante el transporte.
🛠️ Oficina de Harvey: ¿Sus cajas maestras pierden resistencia a la compresión debido a un voladizo invisible de los palets? 👉 Obtenga una auditoría gratuita de troquelado ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Cómo mejorar el rendimiento de los proveedores de logística de terceros (3PL)?
Una estrategia de venta minorista brillante se verá mermada inmediatamente por la falta de margen de beneficio si sus proveedores de envasado no pueden ensamblar físicamente sus unidades.
Para mejorar el rendimiento de los proveedores de logística de terceros (3PL), es necesario optimizar las tolerancias estructurales antes de que comience el empaquetado físico. Considerar la humedad ambiental y la expansión del cartón en los cálculos de troquelado elimina la fricción excesiva durante el montaje en el almacén, lo que acelera directamente la productividad y previene activamente el desgarro de la hoja superior durante las operaciones de preparación de pedidos a alta velocidad en diversas zonas climáticas.
No se puede optimizar la velocidad de la cadena de suministro sin antes abordar los puntos de fricción física que frenan a los trabajadores de la línea de montaje.
Cómo mejorar el rendimiento de los proveedores de logística de terceros (3PL) durante el co-empaquetado en ambientes húmedos
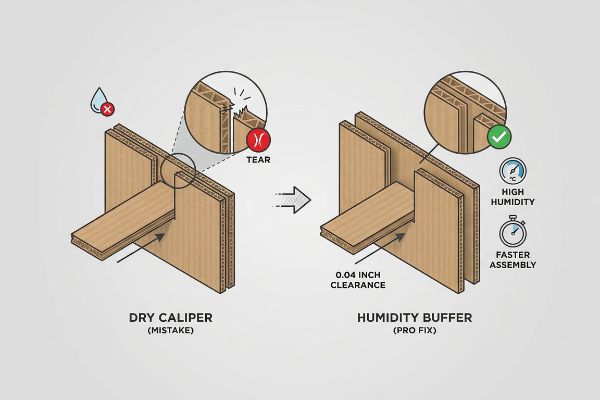
Los diseñadores que trabajan en estudios con temperatura controlada suelen ajustar las tolerancias de las ranuras de encaje basándose exclusivamente en el calibre seco absoluto2 del cartón. Esperan que una ranura cortada con una precisión exacta de 0,12 pulgadas (3,04 mm) acepte sin problemas un cartón del mismo grosor. Esto se ve matemáticamente perfecto en un monitor de ordenador y funciona a la perfección durante una presentación local de un prototipo único.
Quizás se pregunte por qué su equipo de ensamblaje reporta repentinamente retrasos masivos y exige mayores tarifas laborales al ensamblar la misma unidad. Cuando los paquetes planos se envían por vía marítima o se almacenan en centros de distribución con alta humedad en Florida o Texas, el revestimiento poroso absorbe la humedad ambiental y se hincha. El fuerte crujido del cartón se produce cuando los trabajadores del almacén, frustrados, intentan forzar las pestañas hinchadas en ranuras matemáticamente perfectas, pero físicamente encogidas. Para evitar esto, diseño automáticamente un margen de seguridad de 1,01 mm (0,04 pulgadas) directamente en las ranuras de recepción de todos mis archivos estructurales destinados al transporte en ambientes húmedos. Este ajuste matemático microscópico garantiza un proceso de ensamblaje sin fricción, reduciendo drásticamente el tiempo de mano de obra de coempaquetado y asegurando que sus unidades lleguen a los camiones horas antes de lo previsto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar el espesor del calibre seco para las ranuras | Agregar un amortiguador de humedad de 0,04 pulgadas (1,01 mm)3 | Evita que se rompa la pestaña del co-empacador |
| Ignorar la humedad ambiental del almacén | Diseño de espacios libres ajustados al clima4 | Acelera los tiempos de montaje físico |
| Forzar las pestañas apretadas con presión manual | Utilizando geometría de ranura sin fricción5 | Evita que se arruinen las capas superiores cosméticas |
Los cuellos de botella en la mano de obra requieren soluciones matemáticas antes incluso de imprimir ningún material. Añadir unos milímetros de margen de seguridad, calculados con precisión, transforma una frustrante pesadilla de ensamblaje en un proceso de producción altamente eficiente.
🛠️ Oficina de Harvey: ¿Sus proveedores de empaquetado se quejan constantemente de cartón roto y pestañas de cierre demasiado ajustadas durante el clima húmedo? 👉 Solicite una revisión estructural ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Cuáles son las 3 C de la logística?
Los fallos de comunicación entre la visión de la marca y la realidad del comercio minorista provocan rechazos masivos en la cadena de suministro.
Las tres C de la logística representan, en general, comunicación, coordinación y colaboración a lo largo de toda la cadena de suministro. Al salvar la brecha entre las estrictas limitaciones de espacio en las tiendas y las dimensiones rígidas de los palés en el almacén, su campaña de merchandising superará las auditorías de seguridad obligatorias sin generar responsabilidades importantes por obstrucción física de los pasillos.

La verdadera colaboración requiere diseñar la estrategia logística teniendo en cuenta las limitaciones físicas del espacio de la tienda.
Alineando las 3 C de la logística con las normas de la tienda minorista
Los departamentos de marketing suelen presentar conceptos altamente escalables a los compradores minoristas, asumiendo que pueden simplemente tomar un expositor de suelo de gran tamaño y reducirlo matemáticamente a la mitad para crear una unidad de punto de venta (TPV) de mostrador. Tratan el espacio físico de la tienda como un gráfico vectorial que se puede arrastrar y escalar sin consecuencias. Esto ignora las estrictas y altamente reguladas zonas de cumplimiento que dictan dónde y cómo se puede colocar la mercancía de forma segura en un entorno de mucho tránsito.
Imagínese intentar adaptar el motor de un camión estándar a un sedán compacto simplemente reduciendo el tamaño de los componentes; la arquitectura subyacente simplemente no es compatible. Un punto crítico surge cuando las marcas intentan una adaptación a menor tamaño sin separar los procesos de ingeniería. El fuerte roce de un carrito de compras metálico contra una base de punto de venta sobredimensionada es precisamente lo que provoca que un gerente de tienda furioso retire su unidad del piso. Yo separo rigurosamente estos procesos, anclando las unidades de piso a las dimensiones estándar de las paletas y limitando estrictamente las unidades de mostrador establecido por la Ley de Estadounidenses con Discapacidades (ADA, por sus siglas en inglés),15 a 48 pulgadas). Al coordinar estos límites dimensionales exactos directamente con el manual de cumplimiento del minorista, elimino el riesgo de contracargos masivos y garantizo que sus exhibidores superen la inspección del pasillo.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reducción de tamaño de las unidades de piso para encimeras | Separar completamente los procesos de ingeniería | Supera las estrictas auditorías de seguridad de los minoristas8 |
| Ignorar las restricciones del pasillo de la caja | Unidades de anclaje que cumplen estrictamente con la normativa ADA9 | Evita colisiones con los carritos de compra |
| Diseñar a ciegas sin contexto del piso | Coordinación con los manuales de cumplimiento de la tienda | Elimina los rechazos inmediatos por parte del gerente |
Es fundamental que se establezcan límites legales estrictos desde el proceso de ingeniería estructural. Su mercancía merece permanecer en la tienda generando ingresos, no ser desechada en una compactadora por obstruir el paso.
🛠️ Harvey's Desk: ¿Sus exhibidores de mostrador de tamaño reducido infringen las estrictas normas de alcance frontal sin que usted se dé cuenta? 👉 Solicite su verificación de cumplimiento ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuáles son las fortalezas y debilidades de los proveedores de logística de terceros (3PL)?
Debes tener en cuenta los puntos débiles de tus socios externos antes de que tus productos salgan del muelle.
Las fortalezas y debilidades de los proveedores de logística de terceros (3PL) se centran en su enorme escalabilidad frente a sus rígidos puntos ciegos operativos. Si bien la externalización de la logística acelera la distribución, la manipulación estandarizada suele ignorar las limitaciones específicas de carga del cartón corrugado, lo que provoca que los contenedores sobrecargados se coloquen sobre plataformas de madera inadecuadas que dañan la estructura durante el transporte.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y se transfiere un peso enorme a tu base.
Por qué fallan las prácticas estándar de paletización en la planta de producción
Los equipos de compras suelen intentar compensar el aumento de los costos de flete nacional utilizando los palés de exportación más baratos que ofrecen sus socios logísticos. Parten de la base de que, siempre que la madera soporte la base general del expositor, la estructura interna de este podrá sostener los productos ya colocados. Esto sobreestima gravemente la resistencia del cartón corrugado estándarcuando se somete a cargas puntuales masivas y concentradas durante un período prolongado.
En mis instalaciones, veo con frecuencia las consecuencias de este punto ciego cuando los clientes solicitan rediseños de emergencia tras un lanzamiento fallido. Al colocar un expositor prellenado de 85,04 kg (187,5 lb) directamente sobre un palé de madera de baja calidad, los huecos físicos entre las tablas de la plataforma superior se convierten en trampas. Mido estos huecos con frecuencia, y un hueco de 82,55 mm (3,25 pulgadas) es más que suficiente para que las secciones sin soporte de la base corrugada se deformen y se hundan visiblementeen el espacio vacío bajo la carga dinámica. Los característicos crujidos de la madera de los palés baratos al astillarse suelen ir seguidos de la pérdida de la integridad estructural de toda la plataforma inferior del expositor. Para solucionar esto, eliminé por completo la dependencia de la calidad de la madera del proveedor externo implementando un protocolo de plataforma sólida, que incorpora una lámina deslizante corrugada específica que cubre dinámicamente estos huecos. Al distribuir el peso de manera uniforme sobre los largueros desiguales, me aseguro de que el expositor llegue completamente plano, protegiendo así el margen de beneficio de la campaña al reducir a cero los fallos de transporte causados por el desequilibrio en la parte superior.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Colocar expositores sobre palets baratos con huecos | Reforzando una cubierta sólida con láminas deslizantes corrugadas | Evita daños por hundimiento en la parte inferior |
| Ignorar la tensión de carga puntual sobre los huecos | Dirección de flauta que abarca a través de los largueros | Distribuye uniformemente el peso de la mercancía pesada |
| Confiar en la calidad genérica de la madera de 3PL | Superando matemáticamente las brechas entre las tablas de la cubierta | Elimina los colapsos de transporte público causados por estructuras inestables |
La infraestructura logística barata conlleva enormes riesgos inherentes. Diseñar un sólido mecanismo de defensa estructural directamente en el embalaje garantiza que los productos pesados lleguen a su destino sin sufrir fallos catastróficos.
🛠️ Oficina de Harvey: ¿Sabes si tus pesados expositores se están aplastando poco a poco contra los huecos de los palés de embalaje baratos? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Puedes optar por ignorar las realidades físicas de la cadena de suministro, pero cuando esa base sin soporte de 85,04 kg (187,5 lb) se hunde en un hueco de palé barato, provocando una deformación severa que desencadena el rechazo inmediato por parte del minorista y semanas de costosos retrabajos manuales, el ahorro desaparece por completo. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar sobre la fricción invisible de la cadena de suministro y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar errores fatales de palé y humedad antes de que comience la producción.
"Resistencia a la compresión de paquetes de cartón corrugado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. [Una fuente autorizada en ingeniería de embalaje definiría la prueba de aplastamiento de bordes (ECT) o la resistencia al estallido de Mullen necesarias para que los materiales corrugados soporten las tensiones del envío LTL]. Función de la evidencia: verificación técnica; tipo de fuente: estándar de la industria. Apoya: la afirmación de que la resistencia de la materia prima por sí sola es insuficiente para la supervivencia de la carga. Nota de alcance: Los requisitos varían según la altura de apilamiento y la configuración de la paleta. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Un manual de ingeniería de embalaje definiría la práctica estándar de usar mediciones con calibrador seco para establecer las holguras estructurales iniciales para las ranuras de enclavamiento]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la metodología común de la industria para calcular las tolerancias de la línea de troquelado. Nota de alcance: Se aplica a las fases de diseño iniciales antes de los ajustes ambientales. ↩
"[PDF] Almacenamiento y manipulación de materiales de embalaje de cartón ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Las normas de ingeniería de embalaje especificarían la tolerancia exacta requerida para evitar la adherencia del material debido a la expansión higroscópica en ambientes húmedos]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: mediciones de amortiguación específicas para la humedad. Nota de alcance: Se aplica específicamente a materiales de embalaje a base de fibra. ↩
"El futuro del embalaje a medida con robots de embalaje – Packsize", https://www.packsize.com/blog/the-future-of-right-sized-packaging-with-packaging-robots. [Las directrices de diseño industrial explican la metodología para ajustar las holguras físicas en función de los niveles de humedad ambiental para mantener la eficiencia del ensamblaje]. Función de la evidencia: metodología técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: la necesidad de ingeniería específica para el clima en el ensamblaje. Nota de alcance: Se centra en los coeficientes de hinchamiento del material. ↩
"Fijación mínima de ensamblajes sin fricción: complejidad y…", https://publications.ri.cmu.edu/minimal-fixturing-of-frictionless-assemblies-complexity-and-algorithms. [Las normas de diseño mecánico para pestañas entrelazadas describen las geometrías específicas utilizadas para reducir la fricción y prevenir daños en la superficie durante el ensamblaje]. Función de la evidencia: principio de diseño; tipo de fuente: manual de diseño de empaques. Apoyos: prevención de daños estéticos mediante la geometría. Nota de alcance: Limitado a interfaces mecánicas de pestaña y ranura. ↩
"Minoristas: Seguridad del producto y sus responsabilidades | CPSC.gov", https://www.cpsc.gov/ko/Business–Manufacturing/Business-Education/Business-Guidance/Retailers-Product-Safety-and-Your-Responsibilities. [Una guía autorizada de operaciones minoristas o un código de seguridad contra incendios verificaría la existencia de zonas obligatorias para la colocación de mercancías en entornos de alto tránsito]. Función de la evidencia: verificación de hechos; tipo de fuente: guía reglamentaria. Apoya: la afirmación de que la distribución espacial de los comercios minoristas se rige por estrictas normas de seguridad. Nota de alcance: los requisitos de zonificación específicos varían según la jurisdicción local y el tipo de tienda. ↩
"Capítulo 3: Partes Operables – Access-Board.gov", https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. [La documentación oficial de las Normas ADA para el Diseño Accesible define los rangos de alcance permitidos para un alcance frontal sin obstrucciones para garantizar la accesibilidad]. Función de la evidencia: especificación técnica; tipo de fuente: norma reglamentaria. Apoya: cumplimiento de la ADA para alturas de exhibición en tiendas minoristas. Nota de alcance: específicamente en lo que respecta al alcance desde una posición de silla de ruedas. ↩
"Lista de verificación de cumplimiento de exhibidores | Plantilla gratuita – Safety Culture", https://safetyculture.com/library/retail/display-compliance-checklist. [Los manuales de seguridad de la industria y las listas de verificación de cumplimiento de los minoristas describen los criterios específicos de estabilidad y riesgo utilizados durante las auditorías de seguridad para exhibidores de piso]. Función de evidencia: verificación de procedimiento; tipo de fuente: estándar de la industria. Apoya: el vínculo entre los procesos de ingeniería y la aprobación de auditorías de seguridad. Nota de alcance: Los criterios pueden variar según el minorista. ↩
"Requisitos de la ADA para tiendas minoristas: Normas y cumplimiento", https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/. [Las directrices reglamentarias de la ADA establecen requisitos específicos para el espacio libre en el suelo y el ancho de los pasillos que deben mantener los establecimientos minoristas]. Función de la evidencia: verificación de hechos; tipo de fuente: directriz reglamentaria. Apoya: la necesidad de cumplir con la ADA para las unidades de venta minorista. Nota de alcance: Aplicabilidad principal a las jurisdicciones de EE. UU.
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Las especificaciones técnicas para la resistencia a la compresión y al corte del cartón ondulado demuestran cómo las cargas puntuales concentradas superan la capacidad de puenteo del material, lo que provoca el colapso estructural]. Función de la evidencia: validación técnica; tipo de fuente: norma de ingeniería de embalaje. Apoya: limitaciones de la resistencia de puenteo del cartón ondulado. Nota de alcance: se refiere a la distribución no uniforme de la carga en el cartón. ↩
"[PDF] Efecto de la rigidez de la plataforma del palé y los factores de carga unitaria en…", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Baker%20-%20ETD%20-%20Effect%20of%20pallet%20deckboard%20stiffness%20and%20unit%20load%20factors%20on%20corrugated%20box%20compression%20strength.pdf. [Las normas de ingeniería de embalaje y las directrices de la ISTA proporcionan datos sobre el tramo máximo sin soporte que puede soportar el cartón corrugado antes de que se produzca una deflexión estructural bajo carga]. Función de la evidencia: validación técnica; tipo de fuente: norma industrial. Apoya: la afirmación de que los huecos en los palés provocan fallos estructurales en las bases corrugadas. Nota sobre el alcance: los umbrales de fallo dependen del tamaño de la ondulación y del grado del cartón .



