¿Tienes dificultades para presupuestar tus campañas de marketing minorista? Los precios impredecibles y los cargos ocultos suelen desbaratar los presupuestos, dejando a las marcas en apuros para justificar la factura final.
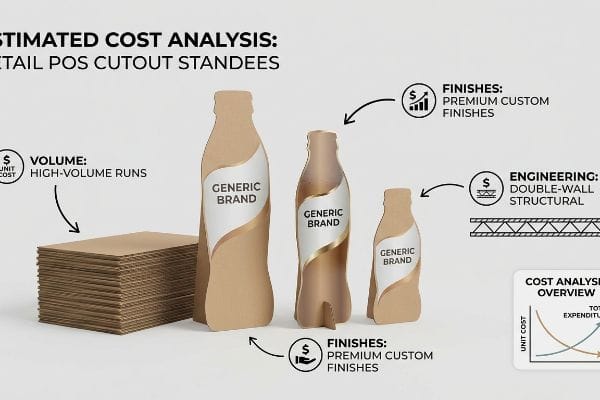
Un análisis de costos estimado para los expositores de punto de venta (POS) revela que los precios varían considerablemente según la escala, el material y el volumen de producción. Las tiradas de gran volumen reducen drásticamente los costos unitarios, mientras que los acabados personalizados de alta calidad, la ingeniería estructural de doble pared y las exigencias de envío urgente influirán notablemente en el costo final de fabricación.

Pero conocer el modelo de precios teórico no es suficiente cuando las máquinas empiezan a funcionar y las realidades estructurales se imponen en la planta de producción.
¿Cuánto cuesta hacer un recorte?
Para determinar con precisión el resultado financiero de un fabricante de embalajes de cartón ondulado, es necesario ir más allá del precio de la materia prima y analizar el proceso de ensamblaje físico.
La fabricación de un recorte de cartón estándar suele costar una fracción de lo que cuestan las estructuras metálicas permanentes, dependiendo en gran medida de la complejidad del troquelado y del método de impresión. Los descuentos por volumen influyen considerablemente en el precio, y las tiradas de laminación litográfica a gran escala reducen significativamente el coste unitario en comparación con las tiradas cortas de impresión digital plana.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los tiempos de mano de obra se disparan.
Por qué los recortes excesivamente complejos destrozan los presupuestos de producción
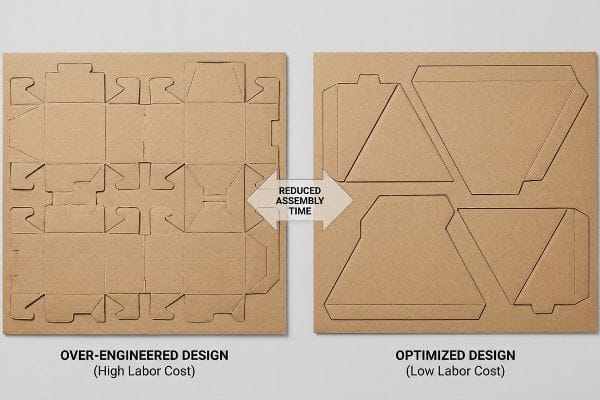
Incluso los equipos de compras más experimentados suelen pasar por alto el costo oculto del trabajo manual al calcular el precio de una campaña. Suponen que la factura final se basa únicamente en la superficie de cartón corrugado y el volumen de tinta CMYK (cian, magenta, amarillo y negro) utilizada. En realidad, un troquelado complejo con pestañas de enclavamiento innecesarias y soportes de varias piezasgenera un enorme gasto durante la etapa final de empaquetado.
Esto no es solo teoría; lo aplico en la práctica. El trimestre pasado, una agencia me envió un archivo para un expositor de personajes independiente con una base compleja de doce piezas diseñada para soportar un tránsito peatonal intenso. Al principio, supuse que el testliner 2 estándar 32ECT (Edge Crush Test) resistiría. Estaba completamente equivocado. La base se rompió a 50,8 kg (112 lb) en la mesa vibratoria porque los pliegues complejos debilitaron la estructura de compresión general. Tomé las lecturas del micrómetro y comprobé que no necesitaba costosos clips de plástico ni una docena de cierres de papel. Opté por nuestro protocolo de "Simplificación Inteligente", cambiando radicalmente la geometría CAD (Diseño Asistido por Computadora) a un lomo triangular autoblocante unificado con una tolerancia de pliegue 0,5 mm más ajustada. Este ajuste de precisión eliminó cinco puntos de fricción innecesarios. Al aplicar esta tolerancia geométrica simplificada, logré reducir el tiempo de ensamblaje para el coempaquetado en aproximadamente 40 segundos por unidad, eliminando así enormes cuellos de botella laborales y ahorrando al cliente importantes costos de cumplimiento en la producción estándar.
| Acción de ingeniería | Tolerancia física | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Consolidar la línea de troquelado base | Se eliminaron 5 pestañas entrelazadas | Reduce drásticamente la mano de obra en la línea de montaje3 |
| Ajustar el margen de pliegue | 0,5 mm de espacio libre entre ranuras4 | Acelera las líneas de envasado conjunto |
| Columna vertebral unificada de soporte de carga | Geometría triangular aplicada5 | Elimina los costos de los clips de plástico |
Me niego a que los archivos de diseño excesivamente complejos agoten su presupuesto de marketing en la línea de producción. Al eliminar componentes superfluos y basarme en tolerancias geométricas precisas, reduzco sus costos ocultos de logística incluso antes de que comience la producción.
🛠️ Oficina de Harvey: ¿Sus troqueles actuales están inflando secretamente sus costos de mano de obra de co-empaquetado con pliegues y clips de plástico innecesarios? 👉 Obtenga una auditoría de lista de materiales estructurales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuánto cuesta una figura humana de cartón?
Adaptar el tamaño de una pantalla a la altura de un consumidor promedio introduce enormes fuerzas de palanca mecánica que determinan exactamente qué tipo de cartón se debe comprar.
Una figura humana de cartón requiere un refuerzo estructural considerable, lo que influye notablemente en su coste total. Dado que las dimensiones a tamaño real actúan como una vela, captando el aire y doblándose bajo su propio peso, los fabricantes deben calcular el volumen físico de los sustratos resistentes y los soportes estabilizadores para determinar el precio final.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y la gravedad ataca el panel trasero.
El engaño de Virgin Kraft frente al Testliner reciclado
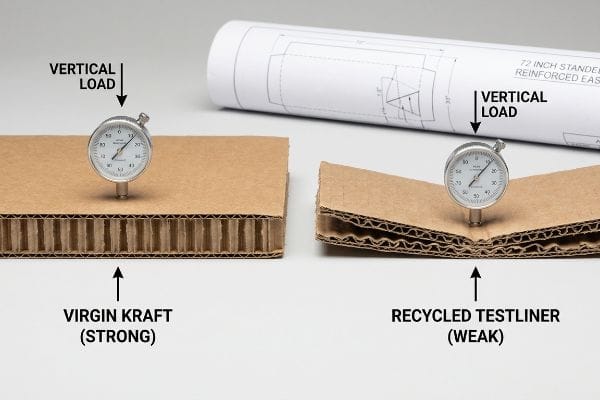
Es una trampa común que atrapa incluso a equipos de compras experimentados: aceptar un presupuesto irrisorio para una pantalla de caracteres de 182,8 cm (72 pulgadas) de altura basándose en especificaciones de materiales genéricas. Las empresas comercializadoras suelen sustituir las fibras kraft vírgenes de alta resistencia por Testliner6 , sin modificar el prototipo visual. Dan por sentado que la integridad estructural mejorará automáticamente solo porque el diseño impreso se ve de alta calidad en el monitor.
Esto no es solo teoría; lo veo en acción en la planta de pruebas. Recientemente, presenté un presupuesto para un expositor de tamaño real para tiendas, y el cliente se quejó de que mi precio era ligeramente superior al de la competencia. Me enviaron la muestra de la competencia y, en cuanto doblé el cartón, sentí la inconfundible resistencia esponjosa del testliner reciclado en lugar de la rigidez del kraft virgen de fibra larga. Durante nuestra simulación interna de caída ISTA (International Safe Transit Association) 3A, ese cartón más barato se dobló por la mitad, haciendo que el soporte principal volviera a su posición original exactamente a 469,9 mm (18,5 pulgadas) de la base. Para solucionar este problema con el prototipo, implementé una mejora estricta del material. Eliminé el núcleo reciclado y alineé matemáticamente un lomo de kraft virgen puro, ajustando la viscosidad del pegamento de PVA (acetato de polivinilo) a base de agua para evitar que la enorme superficie se deformara como una patata frita bajo la humedad de la fábrica. Al anclar la estructura con estas densas fibras vírgenes, eliminé el riesgo de pandeo en la parte central de la columna vertebral, eliminando por completo la amenaza de costosos rechazos en los comercios y reemplazando la fragilidad del embalaje con una innegable resistencia durante el transporte.
| Ajuste de materiales | Resultado estructural | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Especificar kraft virgen7 | Previene el pandeo de la columna vertebral media | Elimina las devoluciones de cargo por daños del minorista. |
| Optimizar la viscosidad del PVA8 | Evita la deformación por humedad de los tableros planos | Protege la alineación gráfica de alta calidad |
| Geometría del caballete de anclaje | Equilibra cargas verticales de 72 pulgadas9 | Prolonga la vida útil del suelo activo |
Jamás rebajaré secretamente la calidad de las fibras de tu tablero solo para ganar una guerra de precios. Mejorar la composición química estructural garantiza que tus productos de tamaño real sobrevivan al competitivo mercado minorista.
🛠️ Harvey's Desk: ¿Sabes la proporción exacta de fibra reciclada y virgen que tu proveedor actual utiliza en tus expositores de 72 pulgadas? 👉 Solicita una prueba de resistencia del material ↗ — 100% confidencial. Tus diseños para la venta al público, aún no lanzados, están a salvo conmigo.
¿Cómo se llaman las figuras de cartón a tamaño real?
Establecer un vocabulario común entre el departamento de marketing y la planta de producción evita malentendidos de diseño catastróficos antes de que se fabriquen los troqueles.
En la industria del embalaje, las figuras de cartón a tamaño real se clasifican universalmente como FSDU (Floor Standing Display Units) o expositores de pie. Estos grandes expositores verticales requieren una ingeniería precisa para mantenerse estables en pasillos de mucho tránsito, y a menudo utilizan caballetes plegables o bases lastradas para cumplir estrictamente con la Ley de Estadounidenses con Discapacidades (ADA).

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y la dirección de la flauta compromete toda la construcción.
El colapso de grano horizontal en FSDU
Muchos diseñadores gráficos tratan un FSDU como un lienzo en blanco gigante, ignorando por completo la alineación microscópica de las fibras de papel debajo de la tinta. Asumen que, siempre que el diseño visual se ajuste a la línea de troquelado maestra, la fábrica puede simplemente colocar las formas en el cartón en la orientación que ahorre más material. Este mito de maximizar la eficiencia de los desperdicios crea una vulnerabilidad fatal cuando las ondulaciones internas del cartón corrugado se extienden horizontalmente a través de una estructura alta e independiente10.
Esto no es solo teoría, lo aprendí por las malas en mi propio piso. En 2021, le pedí a mi ingeniero jefe de empaques, Mark, que anidara una enorme FSDU de seis pies sobre nuestras láminas de flauta B estándar para maximizar nuestro rendimiento de corte. Pensamos que podríamos ahorrar tiempo y material girando el troquel horizontalmente. Tres días después, en la cámara climática, escuché el crujido repugnante de la flauta B deformándose y vi cómo toda la sección central se doblaba bajo su propio peso. La presión de troquelado de nuestra máquina rotativa ya había magullado las flautas alineadas horizontalmente, destruyendo su resistencia natural BCT (prueba de compresión de caja)11.Inmediatamente corrí a la mesa de corte digital Kongsberg serie C y ejecuté un pivote de herramientas y calibración. Obligué a la línea de troquelado a seguir estrictamente una orientación de grano vertical y retrocedí físicamente la presión de la rueda de hendido 0,15 pulgadas (3,8 mm) para dejar de aplastar las fibras durante el hendido. Esta realineación vertical no solo detuvo el hundimiento del tablero central; Esto aumentó drásticamente la capacidad de carga vertical general, evitando una tasa de fallas estimada del 30 % en zonas comerciales de alta humedad12 y ahorrando al cliente enormes costos de flete de reemplazo.
| Calibración de herramientas | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Reforzar la veta vertical | Maximiza la compresión interna de la flauta13 | Reduce drásticamente los costos de envío de reemplazo |
| Reduzca la presión en los pliegues | Previene las microfracturas de las fibras14 | Acelera la velocidad de funcionamiento de la máquina |
| Ajustar la profundidad de troquelado | Mantiene intacto el núcleo de la flauta B15 | Detiene el colapso del clima húmedo |
Aprendí desde el principio que forzar la eficiencia de los materiales a expensas de la física es una tontería. Alinear correctamente la estructura es la única manera de garantizar que tus campañas de gran formato se mantengan en pie.
🛠️ Oficina de Harvey: ¿Su fábrica actual está girando sus troqueles FSDU horizontalmente solo para ahorrar unos centavos en cartón de desecho? 👉 Solicite un análisis de dirección de flauta 3D ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Se pueden encargar figuras de cartón personalizadas?
Personalizar la imagen visual de una campaña de marca requiere transformar ilustraciones digitales planas en objetos físicos tridimensionales complejos que deben sobrevivir a cadenas de suministro exigentes.
Sí. Para encargar figuras de cartón personalizadas, es necesario enviar los troqueles a medida que las fábricas utilizan para fabricar figuras promocionales únicas. Los compradores definen los contornos específicos, los gráficos de alta resolución y la estructura básica, transformando así los paneles planos estándar en elementos de marketing minorista altamente personalizados y específicos de la marca, diseñados para generar un impacto visual inmediato.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los archivos de diseño digital chocan con el grosor físico de la placa.
Trampa de cambio de línea de troquel de compensación de la pinza
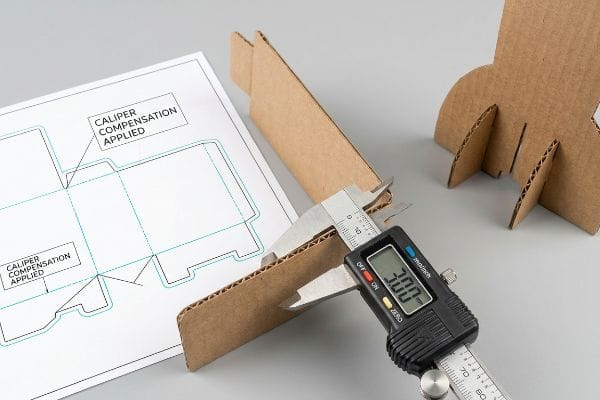
Incluso los equipos de diseño gráfico más experimentados caen en la trampa de diseñar pestañas entrelazadas 2D personalizadas con el mismo ancho que la ranura receptora. Tratan los archivos digitales de Illustrator como si fueran píxeles sin peso, olvidando que el cartón corrugado físico tiene un grosor medible. Cuando un contorno personalizado complejo se pliega 90 grados, el papel ocupa espacio físico, lo que provoca que las ranuras, aunque estén perfectamente dibujadas, resulten demasiado estrechas en la producción final.
Esto no es solo teoría: lo enfrento constantemente en el área de pruebas. Un importante cliente del sector del entretenimiento me envió recientemente un archivo plano para un recorte de personaje personalizado con una base modular compleja que se rompía repetidamente durante el ensamblaje de coempaquetado de su proveedor de logística de terceros (3PL). Arranqué la lámina superior del prototipo dañado y sentí la fuerte tensión de unión donde la flauta en C de 3 mm de espesor16 intentaba desesperadamente abrirse paso en una ranura de tolerancia cero. La base se rompió a 85 kg (187,5 lb) bajo carga estática porque el ensamblaje forzado ya había aplastado el tablero circundante. Realicé un ajuste preciso de la cadena de suministro y la tolerancia dentro de ArtiosCAD. Obtuve las lecturas del micrómetro y demostré que no necesitaba costosos soportes de refuerzo; solo necesitaba aplicar nuestros algoritmos automatizados de compensación de calibre17, agregando tolerancias de flexión específicas a cada línea de pliegue. Al ensanchar matemáticamente las ranuras para tener en cuenta el radio exterior exacto de 3 mm del pliegue, me aseguré de que el tiempo de ensamblaje del co-empaquetado se redujera en un 25% estimado, lo que ahorró a los clientes enormes costes laborales y eliminó por completo el desperdicio de material.
| Ajuste de tolerancia | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Aplicar compensación de calibre18 | Amplía las ranuras para el grosor de la placa | Elimina el desperdicio de material roto |
| Calcular el margen de curvatura19 | Libera la tensión en los pliegues de 90 grados | Reduce los costos de ensamblaje de 3PL |
| Alinear geometrías CAD | Crea uniones entrelazadas sin fricción | Acelera los plazos de entrega |
Elimino las conjeturas del arte digital 2D compensando matemáticamente cada milímetro del grosor físico del tablero. Garantizar que tus formas personalizadas se ensamblen a la perfección al primer intento es mi manera de proteger tus fechas de lanzamiento.
🛠️ Harvey's Desk: ¿Se están rompiendo las ranuras de exhibición personalizadas durante el ensamblaje porque su diseñador olvidó calcular el margen de curvatura del cartón corrugado? 👉 Obtenga una optimización de troquelado gratuita ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes optar por un proveedor más económico, pero si el cartón reciclado se dobla bajo una figura de tamaño real, ralentizando la línea de montaje en un 30% aproximadamente, se pierde por completo el margen de beneficio del proyecto. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar pérdidas de más de 10 000 $ en inventario desechado y devoluciones de clientes. Deja de malgastar tu presupuesto de marketing en expositores inestables y permíteme diseñar personalmente tu próximo lanzamiento de expositores personalizados para garantizar la máxima fiabilidad estructural y rentabilidad.
¿Qué es una línea de troquelado en embalaje e impresión? – PopDisplay, https://popdisplay.me/what-is-a-dieline-in-packaging-print/. [Las directrices de fabricación para expositores de punto de venta demuestran cómo los complejos requisitos de ensamblaje aumentan las horas de mano de obra y el coste por unidad durante la fase de co-embalaje]. Función de la evidencia: Validación técnica; tipo de fuente: Guía de fabricación industrial. Apoya: La relación entre la complejidad del diseño y los costes de mano de obra de producción. Nota de alcance: Se refiere específicamente a los accesorios de cartón corrugado ensamblados manualmente. ↩
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopXFbwbliSL3qpvj2JlXth6smse4RnRi5NRmHv2tZ0GkaCVjacA. [Un manual técnico de embalaje de cartón ondulado especificaría la capacidad de carga y las aplicaciones industriales del material 32 ECT]. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoyos: selección de materiales para expositores independientes. Nota de alcance: las métricas de rendimiento varían según el grado del cartón y el tipo de flauta. ↩
"Cómo reducir los costos operativos con el embalaje – Smurfit Westrock", https://www.smurfitwestrock.com/blog/how-to-reduce-operational-costs-with-packaging. Los datos de fabricación indican una correlación directa entre el número de pestañas de enclavamiento manual y el tiempo total de mano de obra requerido para el ensamblaje de la unidad. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso de ingeniería industrial. Apoya: ROI de la consolidación de la línea de troquelado. Nota de alcance: el efecto es más pronunciado en la producción de alto volumen. ↩
"Tolerancias RSC para máquinas formadoras y empacadoras de cajas – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Las especificaciones técnicas para embalajes de cartón ondulado definen las tolerancias precisas requeridas para las holguras de las ranuras para mantener el ajuste estructural y la velocidad de ensamblaje. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: optimización de los márgenes de plegado. Nota de alcance: pueden existir variaciones según el calibre del cartón. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Los principios de ingeniería estructural verifican que las formas triangulares distribuyen la carga de manera más eficiente que las rectangulares en materiales corrugados ligeros. Función de la evidencia: principio de ingeniería; tipo de fuente: referencia de física estructural. Apoyos: eliminación de los costos de los clips de plástico. Nota de alcance: específico para los lomos de soporte verticales. ↩
"Papel Kraft vs Testliner: Resistencia, Costo y Sostenibilidad – LinkedIn", https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57. [Los estándares de la industria para el embalaje de cartón ondulado deberían confirmar que las fibras kraft vírgenes proporcionan una resistencia a la tracción y rigidez significativamente mayores que los testliners reciclados de fibra corta]. Función de la evidencia: verificación técnica; tipo de fuente: especificación de fabricación. Apoya: la afirmación sobre la sustitución de materiales y la integridad estructural. Nota de alcance: Centrado en la capacidad de carga de los sustratos de cartón. ↩
"Qué es el papel kraft y por qué es una opción popular para el embalaje...", https://popdisplay.me/what-is-kraft-paper-and-why-is-it-a-popular-packaging-choice/. [Las especificaciones técnicas sobre la mayor longitud de fibra y la mayor resistencia a la tracción del kraft virgen en comparación con el cartón reciclado explican su resistencia superior al pandeo en la parte central de los expositores altos]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ciencia de los materiales. Apoyos: Elección de materiales para la integridad estructural. Nota de alcance: Aplicable específicamente a expositores verticales de tamaño real. ↩
"Formas de evitar la deformación de productos de papel en la creación de terrenos", https://www.youtube.com/watch?v=oZd5Vp15MGA. [La investigación sobre la reología de los adhesivos demuestra cómo el control de los niveles de viscosidad del PVA minimiza la penetración de la humedad y la consiguiente deformación en sustratos corrugados]. Función de la evidencia: Validación de procesos; tipo de fuente: Documento técnico sobre adhesivos industriales. Apoyos: Optimización de la fabricación para prevenir la deformación. Nota de alcance: Limitado a adhesivos de acetato de polivinilo a base de agua. ↩
"Cómo reforzar un expositor de cartón – Noticias – WOW…", https://www.cardboard-display-stand.com/news/how-to-reinforce-a-cardboard-display-stand-85489648.html. [Los principios de ingeniería mecánica relativos al centro de gravedad y las relaciones base-altura verifican cómo las geometrías específicas de los caballetes compensan las cargas verticales para expositores de 1,83 m (6 pies)]. Función de la evidencia: Validación mecánica; tipo de fuente: Guía de ingeniería estructural. Soportes: Estabilidad de expositores altos de cartón. Nota de alcance: Se asumen condiciones ambientales interiores estándar. ↩
"Análisis de la estructura del cartón ondulado – Shanghai DE Printed Box", https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/. [Un manual técnico sobre ingeniería de embalaje explicaría que las ondulaciones verticales proporcionan una resistencia a la compresión esencial, mientras que las ondulaciones horizontales provocan pandeo estructural en unidades altas]. Función de la evidencia: verificación técnica; tipo de fuente: guía de ingeniería industrial. Apoya: la afirmación de que la orientación de las ondulaciones horizontales crea una vulnerabilidad estructural. Nota de alcance: se aplica a estructuras de cartón con carga vertical. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para una…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Las especificaciones técnicas para el cartón corrugado establecen que la resistencia de la prueba de compresión de cajas (BCT) se maximiza cuando las ondulaciones están orientadas verticalmente con respecto a la carga]. Función de la evidencia: verificación técnica; tipo de fuente: norma de ingeniería de embalaje. Apoya: La afirmación de que la orientación horizontal de la fibra compromete la integridad estructural. Nota de alcance: Específico para aplicaciones de soporte de carga vertical. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Los datos de ciencia de materiales indican que la alta humedad relativa reduce significativamente la rigidez y la resistencia a la compresión del cartón ondulado, aumentando la probabilidad de colapso estructural]. Función de la evidencia: validación fáctica; tipo de fuente: estudio de ciencia de materiales. Apoya: La afirmación de que la humedad exacerba las fallas en el cartón mal orientado. Nota de alcance: Las tasas de falla varían según el grado del cartón y los niveles de humedad. ↩
"[PDF] efecto de la velocidad de carga en la compresión lateral", https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. [Un manual técnico sobre embalaje de cartón ondulado explicaría cómo la alineación vertical de la fibra optimiza la resistencia a la compresión axial del ondulado interno]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: relación entre la dirección de la fibra y la resistencia estructural. Nota de alcance: específico para cartón ondulado. ↩
"[PDF] PLIEGUES Y PLEGADOS – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [La investigación en ciencia de materiales sobre cartón demostraría que la presión excesiva de plegado causa fracturas microscópicas en las fibras de celulosa, debilitando el pliegue estructural]. Función de la evidencia: prueba de ciencia de materiales; tipo de fuente: revista revisada por pares. Apoya: impacto de la presión de la herramienta en la integridad de la fibra. Nota de alcance: Se centra en las propiedades mecánicas del papel. ↩
¿Qué es el troquelado en el embalaje? Guía para cajas troqueladas, https://gentlever.com/die-cutting-in-packaging/. [Los estándares de la industria del embalaje para el troquelado definen la profundidad precisa necesaria para cortar los revestimientos sin comprometer la integridad del cartón ondulado tipo B]. Función de la evidencia: especificación técnica; tipo de fuente: guía de estándares de la industria. Apoya: profundidad de troquelado óptima para cartón ondulado tipo B. Nota de alcance: Limitado a las especificaciones de cartón ondulado tipo B. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Las normas industriales para materiales ondulados definen el espesor nominal y las especificaciones de perfil para el cartón de flauta C]. Función de evidencia: Verificación de especificaciones; tipo de fuente: norma técnica. Apoya: La afirmación relativa a las dimensiones físicas del material utilizado. Nota de alcance: El espesor puede variar ligeramente según el fabricante. ↩
"Diseño de embalajes con software CAD: Guía paso a paso – Esko", https://www.esko.com/en/blog/packaging-design-with-cad-software. [La documentación técnica para software de embalaje como ArtiosCAD verificaría la función de compensación automática del calibre para ajustar las líneas de troquelado en función del grosor del cartón]. Función de la evidencia: Validación técnica; tipo de fuente: documentación del software. Soportes: El uso de algoritmos para evitar la adherencia del material durante el ensamblaje. Nota de alcance: Se aplica a software profesional de diseño estructural. ↩
"Guía de plantillas de cajas: Cómo diseñar troqueles de embalaje precisos", https://gentlever.com/what-is-box-template-and-how-to-design/. [Los estándares de embalaje de la industria explican cómo el ajuste del calibre del material garantiza que las ranuras sean lo suficientemente anchas para acomodar el grosor del cartón y evitar fallas del material]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería; Apoya: la relación entre la compensación del calibre y el desperdicio de material. Nota de alcance: se aplica específicamente al cartón corrugado y de gran calibre. ↩
"Construcciones de cartón: Cálculo de la tolerancia de doblado 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [Las guías técnicas sobre el plegado de láminas describen cómo el cálculo de la tolerancia de doblado evita la tensión y la deformación del material en ángulos de 90 grados]. Función de la evidencia: verificación técnica; tipo de fuente: guía de ingeniería; Apoyos: el beneficio mecánico de la tolerancia de doblado en el ensamblaje. Nota de alcance: centrado en la física del plegado en ángulo recto. ↩



