
Las marcas suelen quedarse boquiabiertas ante presupuestos de merchandising exorbitantes y se preguntan dónde se ha ido el dinero. La verdad es que los gastos de exhibición se deben a fallos en la cadena de suministro, no solo al coste de las materias primas.
Depende. El costo de implementación de los expositores de punto de venta (POP) varía considerablemente según su estructura, los métodos de impresión y la resistencia durante el transporte. Las decisiones estratégicas de diseño, como el uso de cartón microcanalado o el dimensionamiento adecuado de las cajas maestras, pueden reducir drásticamente los gastos logísticos generales y los cargos ocultos en los puntos de venta.

Pero conocer el rango de precios teórico no significa absolutamente nada cuando la producción en masa llega a la línea de montaje.
¿Cuánto cuestan los expositores para puntos de venta?
Calcular el verdadero costo final requiere ir más allá de la factura inicial. Un precio unitario bajo a menudo oculta gastos catastróficos en la cadena de suministro.
Para determinar el costo de los expositores de punto de venta, es necesario evaluar las cuatro C del empaquetado: costo, concepto, conveniencia y comunicación. Si bien los gastos iniciales de adquisición son importantes, los costos reales de implementación están fuertemente influenciados por factores ocultos como la mano de obra para el ensamblaje del coempaquetado, la optimización de la densidad de carga y las posibles responsabilidades por daños durante el transporte.

Pero calcular los márgenes de papel en una hoja de cálculo es un juego peligroso si se ignora la realidad física de una fábrica de alta velocidad.
La trampa de las compras: cuando las unidades baratas le cuestan márgenes de beneficio
Los departamentos de compras suelen aislar el presupuesto de materia prima, reduciendo drásticamente el uso de tableros estructurales de grado1 para ahorrar unos céntimos por unidad. Suponen que disminuir el grosor del material no afectará al concepto general ni a la comunicación de la marca. Esto crea un grave desequilibrio: si bien el ahorro teórico parece excelente sobre el papel, se ignora por completo la realidad de gestionar esas unidades a través de una cadena de suministro minorista competitiva.
Esto no es solo teoría: lo veo en acción en el laboratorio de pruebas. Un cliente me contactó recientemente tras un lanzamiento desastroso en el que su proveedor anterior había rebajado la calidad de la placa a una endeble ECT de 26 (Edge Crush Test) para alcanzar un precio objetivo más bajo. Al principio, supuse que podríamos reforzar las esquinas para salvar el diseño, pero estaba completamente equivocado. Durante nuestra simulación de vibración ISTA 3A (International Safe Transit Association)2, la integridad estructural se estancó; la base se rompió con una presión de carga superior de 112,5 lb (51 kg). El material endeble provocó que toda la estructura se deformara, ralentizando la línea de montaje automatizada en un 35 % estimado. Inmediatamente opté por una mejora precisa del material, reconstruyendo la geometría CAD (Diseño Asistido por Computadora) para utilizar una placa ECT 32 nueva3 , eliminando los clips de retención de plástico innecesarios para compensar el coste del material. Mediante este diseño de equilibrio estructural de altísima precisión, logré reducir el tiempo de ensamblaje para el empaquetado conjunto en 24 segundos por unidad, eliminando por completo el riesgo de aplastamiento y, al mismo tiempo, estabilizando el presupuesto final de implementación del cliente.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Actualización Virgin 32 ECT4 | Se eliminó el pandeo de la base | Evita devoluciones de cargo masivas por parte de los minoristas5 |
| Extracción de clips de plástico | Plegado de paneles más suave | Reduce el tiempo de montaje en un 35%6 |
| Reconstrucción de la geometría CAD | Carga superior dinámica estabilizada | Garantiza márgenes de proyecto exactos |
Me niego a permitir que los equipos de compras saboteen sus propias campañas al perseguir un costo unitario más bajo a costa de la supervivencia de la cadena de suministro. Depender de la degradación de la calidad de las materias primas es la forma más rápida de aniquilar el retorno de la inversión en marketing.
🛠️ Harvey's Desk: ¿Se está reduciendo secretamente la calidad de las placas base de sus pantallas actuales para ajustarse a presupuestos de compra arbitrarios? 👉 Solicite una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son los errores más comunes al usar expositores en el punto de venta?
Un render digital impecable a menudo se convierte en una pesadilla para la fabricación. La mayoría de los fallos se producen porque los diseñadores gráficos tratan el cartón corrugado como si fuera papel de impresión plano estándar, ignorando su grosor físico.
El análisis de los errores comunes en los expositores de punto de venta revela que los fallos en el troquelado estructural son la principal causa. Cuando los diseñadores no tienen en cuenta matemáticamente el grosor exacto del cartón corrugado plegado, las piezas resultantes se deforman, se rasgan o no se ensamblan correctamente durante el embalaje.
Pero saber sobre el grosor del material en teoría no sirve de nada cuando uno se encuentra frente a una línea de montaje atascada.
El desastre de la compensación de los calibradores
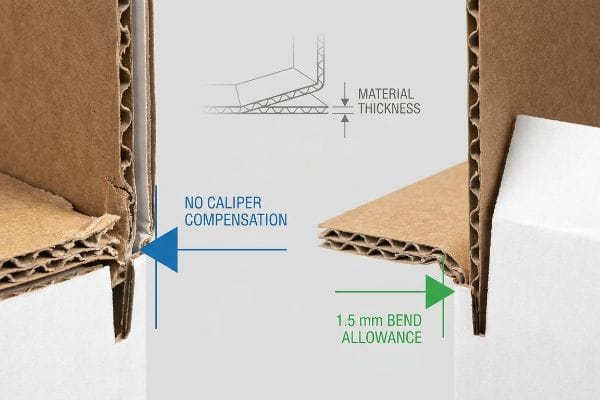
Las agencias de diseño gráfico suelen crear pestañas entrelazadas y ranuras plegables en software digital con el mismo ancho que el panel correspondiente. Ignoran por completo el calibre físico (grosor) del cartón corrugado plegado, dando por sentado que una línea digital se traduce perfectamente en un pliegue físico. Este descuido, aparentemente menor, es muy peligroso, ya que cuando un cartón grueso se pliega 90 grados, consume material físico⁷,creando puntos de fricción importantes.
Esto no es solo teoría; lo veo en acción en el laboratorio de pruebas. Un cliente frustrado me llamó después de que su primer prototipo fallara en una prueba de caída ISTA8 porque las pestañas de bloqueo se salían constantemente. Al principio, supuse que la flauta B estándar con un espesor plano de 3,17 mm (0,12 pulgadas)9 mantendría la tolerancia. Estaba completamente equivocado. Cuando me paré en el suelo y presioné físicamente las piezas para unirlas, pude oír el crujido fuerte y desagradable de las flautas internas aplastándose bajo la presión de las ranuras estrechas. Inmediatamente cambié a una corrección matemática precisa en nuestro software CAD, reconstruyendo por completo las ranuras de recepción para incluir algoritmos de compensación de calibre automatizados que ajustaban el radio de curvatura exterior. Al aplicar esta tolerancia de curvatura de 1,5 mm (0,05 pulgadas), aseguré que el ensamblaje de coempaquetado fuera completamente sin fricción, eliminando por completo el desgarro del material y evitando que toda la base colapsara bajo carga paletizada pesada.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Matemáticas de compensación del calibrador10 | Radio de curvatura perfecto | Elimina los costos de reempaquetado de 3PL |
| Ensanchamiento de ranura de 1,5 mm11 | Inserción de pestaña sin fricción | Reduce drásticamente los costos de mano de obra de ensamblaje |
| Reconstrucción geométrica CAD | Aplastamiento de flautas cero12 | Protege la integridad estructural de la pantalla |
Me niego rotundamente a que las mediciones digitales realizadas por aficionados dicten las realidades de la fabricación física. No calcular el calibre del cartón plegado convertirá instantáneamente una campaña de marketing de alta gama en un enorme problema logístico.
🛠️ Harvey's Desk: ¿Están los troqueles de tu agencia ajustados matemáticamente al grosor específico de tu cartón corrugado? 👉 Solicita tu simulación de estrés estructural 3D personalizada ↗ — 100% confidencial. Tus diseños de venta al por menor aún no lanzados están a salvo conmigo.
¿Cuáles son las desventajas de los expositores en el punto de venta?
Si bien los expositores generan una gran visibilidad en los puntos de venta, su principal vulnerabilidad reside en la logística de envío. Un diseño deficiente convierte un activo comercial en un grave problema durante el transporte en contenedor.
Las desventajas de los expositores en el punto de venta suelen surgir cuando las cajas de envío principales no están bien optimizadas para las geometrías de palés estándar. Dado que la mayor parte de la resistencia a la compresión dinámica de las cajas de cartón corrugado proviene de la alineación vertical de las esquinas, incluso un pequeño voladizo del palé puede provocar fallos catastróficos durante el transporte bajo cargas de almacén desequilibradas.

Pero leer sobre la física de los almacenes es completamente diferente a ver cómo un palé totalmente cargado se desintegra ante tus ojos.
La catástrofe del voladizo de palets
Los equipos de compras suelen intentar maximizar las dimensiones de sus cajas maestras para que quepan más unidades, llevando la superficie ocupada hasta el límite de una paleta GMA estándar de 48 × 40 pulgadas (121 × 101 cm)¹³. Suponen que, siempre que la materia prima sea resistente, una pequeña separación de la madera no causará problemas. Esto ignora la física fundamental de la prueba de compresión de cajas (BCT)¹⁴, donde la alineación vertical lo es todo.
Esto no es solo teoría; lo aprendí por las malas. En 2021, le pedí a mi ingeniero jefe de embalaje, Mark, que probara un contenedor que un cliente había insistido en optimizar al máximo para la densidad de envío. Pensábamos que podíamos superar sin problemas los límites de voladizo estándar porque estábamos usando cartón de doble pared de alta resistencia. Tres días después, en la cámara climática, vi cómo se doblaba todo el palé. Cuando la prensa hidráulica alcanzó los 385 kg (850,5 lb), las esquinas sin soporte que sobresalían de la plataforma del palé se cortaron violentamente hacia afuera. Detuve la prueba de inmediato y corrí a la estación de fresado CNC (Control Numérico por Computadora), donde recalibré físicamente los parámetros de corte para reducir artificialmente la huella del cartón maestro exactamente 12,7 mm (0,5 pulgadas). Esta tolerancia geométrica rígida fijó las esquinas del cartón firmemente a la plataforma de madera maciza, restaurando de inmediato la resistencia a la carga dinámica perdida enun y eliminando por completo el riesgo de daños por aplastamiento del contenedor durante el transporte marítimo internacional.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Desplazamiento geométrico de 0,5 pulgadas16 | Alineación de esquina restaurada | Evita el colapso de un palé de 50.000 dólares |
| Reducción de límites CNC17 | Saliente de cubierta cero | Garantiza la supervivencia del transporte marítimo |
| Reajuste de la carga BCT18 | Esfuerzo dinámico aislado | Reduce drásticamente las tasas de daños en tránsito |
Jamás comprometeré la capacidad de carga vertical de un expositor solo para meter una unidad extra en un palé. Ignorar la geometría precisa del voladizo del palé es una fórmula segura para convertir el inventario de venta en mercancía dañada e invendible.
🛠️ Oficina de Harvey: ¿Sus cajas maestras sobresalen de los palés de exportación y pierden resistencia a la compresión? 👉 Solicite una revisión de optimización de carga de palés ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cuánto cuestan las pantallas?
El coste total no es una simple partida presupuestaria; se trata de encontrar el equilibrio entre el impacto visual y la durabilidad. Sacrificar la integridad estructural para conseguir acabados estéticos es un error fatal.
Calcular el coste de las pantallas exige evaluar el equilibrio entre los acabados estéticos y la calidad del cartón estructural. Las marcas suelen inflar sus presupuestos con costosos laminados metalizados, mientras que, en secreto, reducen la calidad del sustrato corrugado base, lo que disminuye su resistencia y provoca graves daños durante el transporte que anulan la rentabilidad general del proyecto.

Pero gestionar un presupuesto en una hoja de cálculo no importa cuando el producto final se rompe bajo su propio peso en la planta de producción.
El engaño de la degradación cosmética
Los equipos de compras suelen considerar los costosos acabados cosméticos, como el laminado metalizado de cobertura total, como requisitos de marketing innegociables para justificar los elevados costos de exhibición. Para compensar estos desorbitados gastos de impresión, reducen en secreto la resistencia al aplastamiento de los bordes del cartón corrugado base(19) para ahorrar unos céntimos por unidad. Creen erróneamente que un exterior brillante y de alta calidad protegerá de alguna manera un núcleo estructuralmente deficiente.
Esto no es solo teoría; lo veo en acción en el laboratorio de pruebas. Un cliente frustrado me envió un prototipo dañado de un proveedor anterior que se había deformado literalmente durante el transporte. Al retirar la lámina superior de la base dañada, pude sentir el fino y estructuralmente desgastado entramado bajo la pesada lámina de lujo. Al principio, supuse que un panel de prueba estándar podría soportar el peso si simplemente reforzábamos el divisor interno en H. Estaba completamente equivocado; la deflexión bajo carga estática superó los 4,5 cm en menos de diez minutos. Tomé las mediciones con el micrómetro y demostré al cliente que no necesitaba costosas láminas de aluminio, sino una alta densidad de fibra. Inmediatamente modifiqué las especificaciones de la cadena de suministro, exigiendo un tablero20 y reemplazando la pesada lámina por un recubrimiento acuoso brillante de alto contenido en sólidos. Mediante esta drástica reorganización de materiales, restauré la resistencia a la compresión de la unidad y eliminé por completo el riesgo de aplastamiento durante el transporte, ahorrando al cliente enormes costos de materia prima sin sacrificar la estética premium para el comercio minorista.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Virgin 32 ECT Pivot21 | Densidad de fibras restaurada | Evita el aplastamiento catastrófico de la carga |
| Recubrimiento brillante acuoso22 | Se reemplazó la película de aluminio grueso | Optimiza el presupuesto de materia prima |
| Validación del micrómetro23 | Se eliminó la deformación estructural | Garantiza implementaciones seguras en el sector minorista |
Me niego a permitir que un exceso de material superfluo comprometa la viabilidad de una campaña estructural. Si se reducen los materiales principales solo para pagar por acabados brillantes, se está provocando el fallo de la cadena de suministro.
🛠️ Oficina de Harvey: ¿Están sus acabados gráficos de alta calidad financiando en secreto una peligrosa disminución en la resistencia de su cartón corrugado? 👉 Obtenga una auditoría estricta de tolerancia de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes buscar precios unitarios más bajos con proveedores más económicos, pero si un pequeño voladizo de palé provoca un colapso grave de la base en un almacén con alta humedad, aniquilará por completo el margen de beneficio de tu proyecto al generar rechazos inmediatos por parte de los minoristas. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Deja de malgastar tu presupuesto logístico en suposiciones estructurales no verificadas y permíteme diseñar personalmente tu próximo lanzamiento minorista para garantizar la máxima supervivencia del transporte y la rentabilidad comercial.
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Las normas de ingeniería de embalaje de la industria detallan cómo la reducción del grado del cartón o del GSM (gramos por metro cuadrado) compromete la capacidad de carga y aumenta la susceptibilidad al aplastamiento en las cadenas de suministro minoristas. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que la reducción de la calidad del material conduce a fallas físicas. Nota de alcance: aplicable específicamente a sustratos corrugados. ↩
"[PDF] ISTA 3A – Asociación Internacional de Tránsito Seguro", https://ista.org/docs/3Aoverview.pdf. Verificación del protocolo de prueba ISTA 3A para confirmar su aplicación en la simulación de vibraciones de tránsito reales para entregas de paquetes pequeños. Función de evidencia: norma técnica; tipo de fuente: organismo de certificación de la industria. Apoya: la validez del método de prueba de integridad estructural. Nota de alcance: El enfoque de la norma se centra específicamente en entornos de envío de paquetes. ↩
"Clasificaciones ECT explicadas: qué significan para su cartón corrugado…", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOootVcYOF_JidB_Sb4oRIKOg-XRX4-qW12GZwxp2m0W4sGDKljW_. Datos técnicos que explican la diferencia en la capacidad de carga entre las clasificaciones de la prueba de aplastamiento de bordes (ECT) de 26 y 32. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que mejorar las clasificaciones ECT aumenta la integridad estructural y previene el aplastamiento. Nota de alcance: el rendimiento real puede variar según el perfil de la ondulación. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Especificaciones técnicas para cartón 32 ECT (Edge Crush Test) y su impacto en la integridad estructural de los expositores de punto de venta. Función de la evidencia: especificación técnica; tipo de fuente: estándar industrial/ficha técnica del fabricante. Apoya: estabilidad estructural de los expositores. Nota de alcance: Se aplica a los estándares de embalaje de cartón ondulado. ↩
"Los riesgos ocultos del mal montaje de expositores de punto de venta (y cómo evitarlos…)", https://www.eliteprintingandpackaging.com/blog/the-hidden-risks-of-poor-pos-display-assembly-and-how-to-avoid-them/. Documentación de las sanciones financieras impuestas a los minoristas por el envío de expositores de punto de venta dañados o con defectos estructurales. Función de la evidencia: evaluación del riesgo financiero; tipo de fuente: guía de cumplimiento para minoristas. Apoya: el vínculo entre la calidad del material y la reducción de costes. Nota de alcance: Se centra en las normas de cumplimiento para grandes superficies comerciales. ↩
"Cómo el diseño innovador de expositores POP impulsa la sostenibilidad y…", https://www.packagingcorp.com/resource-hub/industry-insights/how-innovative-pop-display-design-advances-sustainability-and-efficiency/. Datos comparativos que muestran la reducción de horas de mano de obra al simplificar los componentes del montaje del expositor. Función de la evidencia: métrica cuantitativa; tipo de fuente: estudio de caso/informe operativo. Apoya: ganancias de eficiencia gracias a la simplificación del diseño. Nota de alcance: el porcentaje puede variar según la complejidad del expositor. ↩
"Determinación analítica de la rigidez a la flexión de un cartón corrugado de cinco capas...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explicación técnica de la tolerancia de flexión y la absorción de material en la ingeniería de embalaje para cartón corrugado. Función de la evidencia: validación técnica; tipo de fuente: norma/manual de la industria del embalaje. Apoya: el hecho de que el espesor del material consume espacio físico durante un plegado de 90 grados. Nota de alcance: se refiere específicamente al calibre del cartón corrugado. ↩
"Procedimientos de prueba – Asociación Internacional de Tránsito Seguro", https://ista.org/test_procedures.php . La Asociación Internacional de Tránsito Seguro (ISTA) proporciona protocolos estandarizados a nivel mundial para probar la durabilidad del embalaje durante el tránsito. Función de evidencia: verificación de estándar; tipo de fuente: estándar de la industria. Apoya: la validez del uso de los protocolos ISTA para detectar fallas estructurales en el embalaje de exhibición. Nota de alcance : Se aplica a varias series ISTA, como 3A o 2A.
"Cartón ondulado y grados de materiales – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Las especificaciones técnicas para cartón ondulado definen el espesor estándar de la industria para el cartón de flauta B. Función de evidencia: verificación fáctica; tipo de fuente: especificación técnica. Apoyos: la medición de espesor específica utilizada para la flauta B. Nota de alcance: El espesor exacto puede variar ligeramente según el fabricante. ↩
"[PDF] Rigidez a la flexión del cartón ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Documentación técnica que explica los ajustes matemáticos necesarios para el espesor del material a fin de garantizar radios de curvatura precisos en el cartón ondulado. Función de evidencia: metodología técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la necesidad de ajustes de calibre para la precisión estructural. Nota de alcance: específico de la física del material ondulado. ↩
"[PDF] Especificaciones para cartón corrugado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Normas industriales para tolerancias de lengüeta y ranura en exhibidores de punto de venta para garantizar un ensamblaje sin fricción. Función de evidencia: especificación técnica; tipo de fuente: guía de diseño de fabricación. Apoya: la medida específica para el ensanchamiento de la ranura para reducir la fricción. Nota de alcance: puede variar según el grado del cartón. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Análisis de ingeniería de cómo la reconstrucción geométrica CAD previene el colapso de las ondulaciones internas durante los procesos de plegado. Función de la evidencia: mecanismo causal; tipo de fuente: norma de diseño industrial. Apoya: la relación entre el diseño geométrico y la integridad estructural. Nota de alcance: se centra en la geometría de la línea de plegado. ↩
"Tamaños estándar de palets | Con tabla", https://www.kampspallets.com/standard-pallet-sizes-with-chart/. Confirmación de las dimensiones estándar para palets GMA utilizados en la logística norteamericana. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la base física para los cálculos de voladizo del palet. Nota de alcance: estándar norteamericano. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Explicación técnica de cómo la BCT mide la capacidad de carga y el papel fundamental de la alineación de las esquinas verticales para mantener la integridad estructural. Función de la evidencia: principio de ingeniería; tipo de fuente: guía técnica de embalaje. Apoya: la afirmación de que la desalineación conduce a fallas catastróficas durante el transporte. Nota de alcance: Se aplica específicamente al cartón corrugado. ↩
"Modelado predictivo del voladizo de palets en la resistencia a la compresión de cajas", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Una guía autorizada de ingeniería de embalaje demuestra que incluso pequeños voladizos de palets reducen significativamente la resistencia a la compresión vertical de las cajas de cartón corrugado. Función de la evidencia: verificación cuantitativa; tipo de fuente: manual técnico. Apoya: La afirmación de que el voladizo causa una pérdida sustancial en la capacidad de carga. Nota de alcance: El porcentaje exacto depende del grado de voladizo y del grosor del cartón .
¿Qué es un expositor de cuarto de palé? – PopDisplay, https://popdisplay.me/what-is-a-quarter-pallet-display/. Análisis de cómo los desplazamientos geométricos específicos restauran la alineación de las esquinas para prevenir fallos estructurales del palé durante el transporte. Función de la evidencia: prueba empírica; tipo de fuente: estudio de caso logístico. Apoya: la eficacia de los desplazamientos para prevenir el colapso del palé. Nota de alcance: los resultados varían según el peso y el material de la carga. ↩
"Cómo prevenir el voladizo de los palets en operaciones de alimentación animal", https://www.bwpackaging.com/blog/how-to-prevent-pallet-overhang-in-animal-feed-operations. Verificación de que los ajustes precisos de los límites mediante CNC eliminan el voladizo de la plataforma para garantizar la estabilidad de la carga en contenedores de transporte marítimo. Función de la evidencia: validación del proceso; tipo de fuente: especificación de fabricación. Apoya: el papel del voladizo cero en la supervivencia de la carga. Nota de alcance: se aplica a componentes rígidos de exhibición POP. ↩
"Comprendiendo la BCT: La clave para la resistencia de las cajas en la industria del cartón ondulado", https://www.linkedin.com/posts/kashif-wattu-81b428124_bct-boxcompressiontest-corrugationtechnology-activity-7381765285592309760-psEb. Explicación técnica de cómo la optimización del centrado de carga de la prueba de compresión de cajas (BCT) aísla la tensión dinámica para reducir los daños durante el envío. Función de evidencia: validación técnica; tipo de fuente: estándar de ingeniería de embalaje. Apoya: la correlación entre el centrado de la BCT y menores tasas de daños. Nota de alcance: se centra en la resistencia a la compresión vertical. ↩
"Métodos de prueba y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Una fuente autorizada en ingeniería de empaques verificaría que reducir la clasificación de la prueba de aplastamiento de bordes (ECT) disminuye directamente la capacidad de carga y la estabilidad vertical de un expositor. Función de la evidencia: verificación técnica; tipo de fuente: estándar de ingeniería industrial. Apoya: la afirmación de que reducir el grado del cartón compromete la integridad estructural. Nota de alcance: aplicable a expositores de punto de venta de cartón corrugado. ↩
"Especificaciones de cajas de cartón corrugado 32 ECT: Guía definitiva – Lansbox", https://lansbox.com/32-ect-corrugated-box-specs/. La documentación técnica de las normas de embalaje de cartón corrugado verifica la resistencia a la compresión que proporcionan los cartones con clasificación 32 ECT (Edge Crush Test). Función de la evidencia: Especificación técnica; tipo de fuente: Norma industrial. Apoya: El uso de 32 ECT como base para la integridad estructural en exhibidores minoristas. Nota de alcance: El rendimiento puede variar según el perfil de la ondulación y la humedad. ↩
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoogxkZCk-o_jaC5rJ3a4f5sqOwQ6JWEgF_zpmwpCRHgre7kz6k1. Datos técnicos sobre 32 estándares ECT (Edge Crush Test) para cartón corrugado y su impacto en la capacidad de carga durante el transporte. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial/ASTM; respalda: afirmaciones de integridad estructural. Nota de alcance: se aplica a expositores de cartón corrugado. ↩
"¿Qué es el recubrimiento acuoso para impresión y embalaje?", https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoqbv85VlqVPeKsHZ3Jj2Lg128qtX8XLEx2YehmTW490EwiOEtXO. Comparación de recubrimientos acuosos frente a laminados de lámina en cuanto a costes y peso del material. Función de la evidencia: análisis de coste-beneficio; tipo de fuente: guía de la industria de la impresión/embalaje; apoya: afirmación de optimización presupuestaria. Nota de alcance: se centra en los acabados superficiales. ↩
"[PDF] La medición del espesor – GovInfo", https://www.govinfo.gov/content/pkg/GOVPUB-C13-0c7770f847b9df9db4738c1fc74a9cae/pdf/GOVPUB-C13-0c7770f847b9df9db4738c1fc74a9cae.pdf. Verificación del espesor del material mediante micrómetros para garantizar las tolerancias de carga y prevenir fallas estructurales en exhibidores minoristas. Función de evidencia: metodología de control de calidad; tipo de fuente: manual de fabricación; Apoyos: afirmación de estabilidad estructural. Nota de alcance: específico para procesos de garantía de calidad. ↩



