
Ya aprobaste el troquel, pero ¿qué sucede con las herramientas físicas después de la primera producción? Si planeas hacer nuevos pedidos, comprender la vida útil de las herramientas de corte te ahorrará mucho dinero.
Sí. Los troqueles se pueden usar más de una vez en la fabricación. Un troquel de acero bien mantenido resiste fácilmente miles de impresiones antes de que las cuchillas se desafilen. Sin embargo, la práctica estándar de la industria exige un almacenamiento cuidadoso para evitar daños por humedad, lo que garantiza que la base de madera y las cuchillas metálicas mantengan su precisión para futuras series de producción.

Pero saber que son duraderas no es suficiente; es necesario comprender cómo el proceso moldea realmente tu estrategia de venta minorista desde sus cimientos.
¿Qué es el troquelado en el packaging?
Comprender la mecánica básica del conformado estructural es la primera línea de defensa contra los costosos retrasos en la fabricación.
El troquelado en el embalaje es un proceso mecánico en el que cuchillas de acero con formas personalizadas presionan el cartón o la cartulina para crear diseños estructurales específicos. Esta técnica transforma hojas impresas planas en expositores tridimensionales para puntos de venta, permitiendo la creación de pestañas entrelazadas, cabeceras curvas y pliegues complejos sin necesidad de tijeras manuales.
Esta transformación perfecta de un gráfico plano a una estructura 3D depende totalmente de cómo se prepare el archivo de la ilustración inicial.
Cómo los colores directos definen la arquitectura de las herramientas
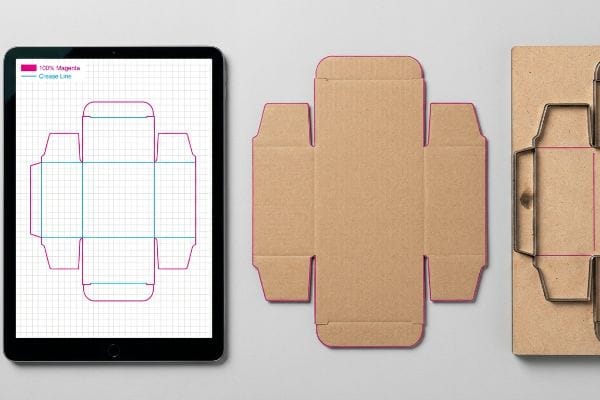
Incluso los diseñadores más experimentados suelen crear archivos estructurales planos utilizando líneas negras CMYK estándar¹para marcar dónde se debe doblar o cortar el material. Envían el diseño a la imprenta dando por sentado que el equipo automatizado sabe exactamente qué significa una línea negra visual. En un entorno puramente digital, esto parece una forma lógica de delinear una caja.
La realidad en la planta de producción es muy diferente. Con frecuencia veo archivos que fallan en la etapa de preimpresión porque las mesas de enrutamiento CNC (Control Numérico por Computadora) automatizadas no leen tinta negra visible. Leen colores planos específicos asignados a trazos vectoriales. Si su equipo simplemente dibuja una línea negra estándar, el software RIP de la máquina la integra en la capa de diseño. El resultado es un error mecánico agudo de la máquina o, peor aún, una lámina de cartón corrugado bellamente impresa con contornos negros visibles pero sin ningún corte físico, lo que causa una gran frustración y la paralización total del proyecto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dibujar líneas de corte estructurales en negro CMYK | Asignación de color directo magenta al 100% a trazados vectoriales | Evita cortes faltantes durante el ensamblaje |
| Dejando capas recortadas fusionadas con la obra de arte | Separar los movimientos mecánicos en una capa dedicada | Garantiza bordes limpios y sin tinta |
| Uso de imágenes rasterizadas para pestañas plegadas | Construyendo trayectorias vectoriales unidas matemáticamente | Elimina los paneles torcidos y que no se pueden plegar |
Siempre reviso las trayectorias vectoriales antes de que la grabadora láser se caliente. Una línea negra impresa no puede cortar cartón, y asumir que sí lo hará solo hará que malgastes tu presupuesto de marketing en hojas sin cortar.
🛠️ Escritorio de Harvey: ¿No estás seguro de si tu diseñador gráfico formateó correctamente los trazos mecánicos? 👉 Envíame tu troquel plano ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cómo funcionan los troqueles?
Antes de aprobar una estructura corrugada compleja, es necesario comprender las fuerzas físicas extremas que actúan sobre el material.
En el embalaje, los troqueles funcionan como cortadores de galletas de alta resistencia. Una tabla de madera mantiene las reglas de acero dobladas en posiciones exactas. Al colocarlas dentro de una prensa de alta presión, estas cuchillas metálicas estampan sobre láminas de cartón corrugado planas, cortando simultáneamente las fibras y marcando los pliegues con una fuerza mecánica extrema.

Mientras que la acción de corte rebana la forma exterior, la acción de plegado es la que determina cómo se pliega el producto final sin romperse.
La mecánica oculta de un dado de acero
Una pregunta frecuente es si basta con una cuchilla afilada para lograr un pliegue limpio en el cartón. Muchos compradores suponen que una regla metálica estándar, sin filo, simplemente presiona el cartón y crea mágicamente una esquina perfecta de 90 grados. Es fácil ver una representación CAD impecable y asumir que el material físico se doblará con la misma facilidad.
El problema radica en la enorme resistencia física de las fibras de papel en bruto. Al probar troqueles de acero estándar contra cartón kraft virgen grueso de 32ECT , las estrías internas se doblan violentamente bajo la presión. Se puede oír el chasquido fuerte y característico de las fibras de papel al romperse bajo la carga, lo que arruina inmediatamente la hoja superior impresa. Para solucionar esto, montamos una matriz de plegado hembra en la placa de corte. Este canal de polímero actúa como un yunque, controlando con precisión cómo se estira el material cuando el troquel de acero golpea, evitando por completo el agrietamiento litográfico² y reduciendo el desperdicio de ensamblaje en un 15 % estimado³ .
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando reglas de acero desnudo sobre tablero grueso | Aplicación de una matriz de pliegues femeninos | Evita la aparición de antiestéticas grietas blancas en los gráficos |
| Suponiendo que todos los cartones se pliegan de la misma manera | Ajuste de la profundidad del pliegue en función del calibre | Garantiza esquinas limpias y bien definidas |
| Ignorando la dirección de la fibra del papel | Alineando los pliegues principales con la veta | Aumenta la resistencia al apilamiento vertical |
Nunca confío en que el acero desnudo se introduzca en el espacio vacío. El uso de un canal de plegado de polímero determina con precisión cómo se dobla la placa, garantizando que tus gráficos de alta gama sobrevivan intactos al proceso de plegado.
🛠️ Escritorio de Harvey: ¿Sus pantallas actuales presentan problemas de tinta agrietada en las costuras principales? 👉 Solicite una revisión de materiales ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Para qué se utiliza una máquina troqueladora?
Antes de invertir en herramientas permanentes costosas, es imprescindible probar los cálculos estructurales.
Una máquina troqueladora se utiliza para la producción en masa de envases con formas idénticas y alta precisión. Estas prensas industriales presionan las planchas de madera contra el cartón corrugado, cortando y marcando rápidamente miles de unidades de exhibición por hora para garantizar una consistencia estructural absoluta en grandes lanzamientos minoristas globales.

Antes de que esas enormes prensas industriales entren en funcionamiento, las instalaciones modernas utilizan mesas de corte digitales para crear prototipos de los mismos movimientos.
Validación de los cálculos antes de la impresión
Piensa en el prototipado rápido digital como en un sastre que realiza la última prueba antes de confeccionar un costoso traje a medida. Muchos equipos de compras intentan ahorrar tiempo saltándose la fase de muestra blanca (fase4) y pasando directamente a encargar las herramientas de madera para la producción en masa (fase5). Dan por sentado que las medidas del software se traducirán perfectamente a la producción final sin ninguna validación física.
Ese es un punto ciego peligroso en la fabricación. Sin pasar primero el archivo plano por un trazador digital⁶,nunca se validan los puntos de fricción física del tipo de cartón específico. He visto a dependientes sudar en la tienda, intentando forzar pestañas entrelazadas que se dibujaron apenas 0,08 pulgadas (2 mm) demasiado apretadas⁷,lo que termina por rasgar el cartón y tener que recurrir a una fea cinta adhesiva transparente para mantener unido el expositor . Al procesar primero una muestra blanca de 24 horas, comprobamos físicamente la velocidad de ensamblaje, asegurando que sus co-empaquetadores no se vean ralentizados por una geometría estructural deficiente.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Omitir la muestra física blanca | Ejecución de un prototipo de plotter digital8 | Confirma el montaje sin fricción |
| Adivinar el espacio libre de las pestañas en una pantalla | Prueba de resistencia física del material | Evita que las pestañas se rompan en el suelo de la tienda. |
| Ir directamente a trabajar la madera | Validar los pliegues antes de hacer las placas | Ahorra dinero en costosas reparaciones de herramientas9 |
Exijo prototipos físicos para cada proyecto. Cortar una muestra rápida con un plotter digital revela inmediatamente los defectos estructurales, evitando así la fabricación de miles de unidades inútiles e imposibles de ensamblar.
🛠️ Harvey's Desk: ¿Tus equipos de tienda se quejan constantemente de que los expositores son demasiado difíciles de armar? 👉 Solicita tu auditoría estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuál es el propósito de un dado?
El verdadero valor de las herramientas personalizadas reside en lograr tolerancias precisas que resistan el uso intensivo propio de la cadena de suministro en el mundo real.
La función de un troquel es garantizar una estricta uniformidad geométrica en cada unidad fabricada. Al fijar las dimensiones exactas de las pestañas, ranuras y pliegues en una herramienta física de acero, los fabricantes aseguran que cada expositor de cartón corrugado se ensamble a la perfección, manteniendo la resistencia a la carga dinámica requerida para entornos comerciales.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar, porque ni siquiera la herramienta de acero más rígida puede controlar el clima.
¿Por qué fallan las herramientas perfectas en almacenes húmedos?
En mi planta, veo con frecuencia cómo cálculos estructurales se desmoronan por completo una vez que salen de la oficina climatizada. Se asume que una vez que una herramienta de corte fija un ancho de pestaña específico —por ejemplo, exactamente 0,12 pulgadas (3,17 mm) para el cartón ondulado B10—esa medida permanece estática para siempre. Es una trampa que atrapa incluso a equipos de compras experimentados, porque confían más en las dimensiones estáticas del CAD que en la química física del propio cartón11.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando simulamos condiciones de transporte marítimo prolongado. Cuando los paquetes planos se envían a regiones húmedas como Florida o Texas, el cartón corrugado absorbe la humedad ambiental y se hincha. Una ranura perfecta se encoge repentinamente una fracción de milímetro. Cuando el equipo de coempaquetado intenta ensamblar, se puede sentir la humedad y la resistencia del cartón que se resiste a encajar correctamente, lo que provoca que los trabajadores aplasten las ondulaciones. Soluciono esto ensanchando artificialmente las ranuras exactamente 0,04 pulgadas (1 mm) en el archivo antes de fabricar la herramienta de acero. Al compensar matemáticamente la expansión del papel, garantizo que el tiempo de ensamblaje de coempaquetado se reduzca en aproximadamente 45 segundos por unidad, protegiendo sus márgenes de mano de obra independientemente de la humedad del almacén.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ranuras de dibujo para ajustar el ancho exacto del tablero seco | Diseño de un amortiguador de humedad de 1 mm12 | Permite una configuración rápida y sin complicaciones |
| Ignorar los cambios climáticos regionales | Ajuste de tolerancias para el tránsito costero | Evita que las ranuras se aplasten durante el montaje13 |
| Culpar a la fábrica por las pestañas apretadas | Precompensación de la hinchazón del revestimiento de prueba14 | Reduce los costosos costos de co-empaquetado manual |
Las mediciones precisas en laboratorio son completamente inútiles si fallan en un almacén húmedo. Incorporar un sistema de amortiguación de humedad microscópico directamente en las herramientas de acero garantiza que sus exhibidores se ensamblen a la perfección en el punto de venta.
🛠️ Oficina de Harvey: ¿Conoce el contenido exacto de humedad del cartón ondulado B de su proveedor actual antes de la laminación litográfica? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés para verificar los cálculos antes de que gaste su presupuesto en producción en masa.
Conclusión
Puedes confiar en herramientas genéricas, pero cuando esas ranuras perfectamente cortadas se hinchan en un almacén húmedo, los co-empaquetadores aplastarán el cartón, lo que ralentizará el ensamblaje en un 40 % aproximadamente y eliminará tu margen de beneficio. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias mecánicas y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar puntos críticos de fricción antes de que comience la producción en masa.
"CMYK vs. Color directo: ¿Cuál es el mejor proceso? – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Las guías de preimpresión autorizadas especifican que las líneas CMYK se tratan como elementos de impresión en lugar de instrucciones técnicas para la maquinaria de troquelado]. Función de evidencia: especificación técnica; tipo de fuente: manual de preimpresión. Apoya: la necesidad de colores directos para la arquitectura de herramientas. Nota de alcance: específico para software de troquelado automatizado. ↩
"Prevención del agrietamiento del cartón en la producción de cajas de cartón ondulado – LinkedIn", https://www.linkedin.com/posts/nishant-parikh_corrugated-packaging-cardboard-activity-7312512999959732225-6pwq. [Un manual técnico de ingeniería sobre troquelado verificaría que una matriz hembra soporta el cartón para evitar el agrietamiento de la superficie de la capa impresa]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Soportes: Eficacia de las matrices de plegado. Nota de alcance: Se aplica específicamente a cartones laminados litográficos. ↩
«Matriz de hendido | Elija hendidos de alta calidad para todos los trabajos de hendido…», https://www.cito.de/en/US/boxline/creasing_matrix/. [Los informes de referencia de la industria o los estudios de caso sobre la producción de envases proporcionarían datos cuantitativos sobre la reducción de residuos lograda mediante la implementación de matrices de hendido]. Función de la evidencia: Verificación cuantitativa; tipo de fuente: Informe de la industria. Apoya: Afirmación de reducción de residuos. Nota de alcance: El porcentaje puede variar según el grosor del material y el tipo de prensa. ↩
"El papel de los prototipos de envases en la creación de una marca memorable...", https://www.hatteras.us/the-role-of-packaging-prototypes-in-crafting-a-memorable-brand-image/. [Los manuales profesionales de envases describen la fase de muestra blanca como un paso obligatorio de verificación estructural para garantizar que los diseños CAD funcionen en la realidad física antes de la fabricación de las herramientas]. Función de la evidencia: validación del proceso; tipo de fuente: manual de la industria. Apoya: la necesidad técnica de la creación de prototipos. Nota de alcance: específico para la producción de envases físicos. ↩
"El papel de las herramientas de troquelado en la impresión de envases – MOD-PAC", https://www.modpac.com/the-role-of-die-tooling-in-packaging-printing/. [Los textos de ingeniería sobre troquelado detallan la composición y el uso de matrices de madera como medio principal para el prensado industrial de alto volumen]. Función de evidencia: especificación técnica; tipo de fuente: manual de fabricación. Apoya: el uso de herramientas de madera en la producción. Nota de alcance: se centra en las herramientas de prensado tradicionales. ↩
"Prototipo de embalaje: Importancia, creación y beneficios – Packhit.com", https://packhit.com/packaging/prototype/. [Los manuales técnicos para el diseño de embalajes explican el uso de plotters digitales para verificar la geometría estructural y los puntos de fricción física antes de la creación de costosas herramientas]. Función de la evidencia: validación del proceso; tipo de fuente: manual técnico. Apoya: el requisito de trazado digital para validar la fricción del cartón. Nota de alcance: Se aplica a la fase de creación de prototipos de la producción de troquelado. ↩
"Guía de opciones de espesor de cajas de cartón corrugado para envíos – GMS Industries", https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options. [Las normas de ingeniería de embalaje proporcionan los rangos de tolerancia específicos para las pestañas de enclavamiento para evitar la tensión y el desgarro del material durante el montaje]. Función de la evidencia: especificación técnica; tipo de fuente: norma de la industria del embalaje. Apoya: la afirmación de que un error dimensional de 2 mm causa una falla estructural. Nota de alcance: Las tolerancias pueden variar ligeramente según el tamaño y el grado de la ondulación del cartón. ↩
"Corte digital vs. troquelado: ¿Cuál es mejor para el embalaje?", https://www.eastsign.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html. [Una guía autorizada sobre ingeniería de embalaje explicaría cómo los plotters digitales permiten realizar pruebas iterativas rápidas del ensamblaje estructural sin necesidad de troqueles físicos]. Función de la evidencia: validación de procesos; tipo de fuente: manual técnico. Apoya: la eficacia del prototipado digital para la confirmación del ensamblaje. Nota de alcance: aplicable a embalajes de cartón y cartulina. ↩
"¿Por qué debo pagar por las herramientas de troquelado? – Strouse", https://www.strouse.com/blog/why-pay-for-die-cut-tooling. [Los datos financieros de la industria o las guías de herramientas proporcionarían la disparidad de costos entre los ajustes de prototipos y el reemplazo de troqueles permanentes de madera con reglas de acero]. Función de la evidencia: justificación económica; tipo de fuente: informe de la industria. Apoya: el análisis costo-beneficio de validar los pliegues antes de la producción de planchas. Nota de alcance: se centra en los gastos de herramientas permanentes. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Las normas de embalaje de la industria proporcionan los requisitos dimensionales y las tolerancias precisas para los componentes de cartón ondulado de flauta B]. Función de evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: verificación de las medidas comunes del ancho de las pestañas. Nota de alcance: se aplica al material estándar de flauta B. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [La literatura sobre ciencia de los materiales documenta cómo la absorción de humedad en las fibras de celulosa conduce a la inestabilidad dimensional y la hinchazón en sustratos a base de papel]. Función de la evidencia: propiedad del material; tipo de fuente: revista científica. Apoya: la afirmación de que las dimensiones CAD son insuficientes en ambientes húmedos. Nota de alcance: se centra en las propiedades higroscópicas. ↩
"[PDF] Efectos de la humedad relativa en la compresión… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Las normas de ingeniería para embalajes de cartón ondulado especifican la holgura necesaria añadida a las ranuras de la matriz para tener en cuenta la expansión higroscópica de los materiales del cartón]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: el requisito de amortiguación de 1 mm. Nota de alcance: La aplicación varía según el grado del cartón y las condiciones ambientales extremas. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Investigaciones de la industria del embalaje demuestran que la humedad excesiva reduce la resistencia a la compresión vertical de las ondulaciones, lo que requiere tolerancias ajustadas para evitar el colapso durante el plegado]. Función de la evidencia: mecanismo de falla; tipo de fuente: documento técnico de la industria. Apoyos: prevención de ondulaciones aplastadas. Nota de alcance: Se centra en entornos de tránsito con alta humedad. ↩
"[PDF] Las propiedades fundamentales del papel relacionadas con sus usos", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2022/03/1973.2.785.pdf. [Los datos de ciencia de materiales verifican que el testliner reciclado se expande significativamente más que el kraft liner virgen cuando se expone a alta humedad]. Función de la evidencia: propiedad del material; tipo de fuente: estudio técnico. Apoya: la necesidad de compensar previamente la hinchazón. Nota de alcance: específico para cartón liner reciclado. ↩


