Invertir un presupuesto enorme en expositores para puntos de venta sin probar es un suicidio financiero. Es necesario realizar una validación física antes de que comience la producción para garantizar la integridad estructural y la precisión del color.
Sí. Recibir una prueba es obligatorio antes de que comience la producción en masa. Las fábricas producen muestras estructurales blancas sin imprimir para las pruebas de ensamblaje físico y pruebas digitales para verificar la alineación del diseño. Esta fase de creación de prototipos elimina errores costosos, garantizando que las estructuras de cartón corrugado finales cumplan con las estrictas normas y expectativas de rendimiento de los minoristas.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. La diferencia entre una hermosa representación en PDF y una exhibición física en cartón corrugado es donde se esfuman los márgenes de ganancia.
¿Cuánto tiempo se tarda en producir un embalaje?
Los errores de cálculo en los plazos de entrega provocan más lanzamientos comerciales que un mal diseño. Los equipos de compras suelen fijarse en la velocidad de producción de las máquinas, ignorando por completo las realidades de la ingeniería de preimpresión.
La producción de embalajes personalizados requiere un plazo estándar de 60 días a partir de la fecha de entrega requerida por el minorista. Este proceso crítico incluye ingeniería estructural, creación de prototipos físicos, calibración de preimpresión, troquelado en masa, laminación litográfica y pruebas de tránsito finales. Acelerar este proceso sin una validación estructural rigurosa aumenta considerablemente el riesgo de un fallo catastrófico durante el transporte.

Pero un cronograma en una hoja de cálculo es solo una fantasía. Cuando se ponen en marcha las mesas de corte, los cronogramas teóricos chocan con la realidad física.
Por qué el "trabajo apresurado" se derrumba bajo el peso de la paleta
Las agencias de marcas suelen imponer plazos de producción poco realistas de dos semanas, dando por sentado que una plantilla digital finalizada permite imprimir y cortar inmediatamente en la fábrica. Creen que el testliner 1 estándar de 32 ECT (Edge Crush Test) se comporta exactamente igual independientemente de la velocidad de procesamiento. Esto ignora la crucial etapa de creación de prototipos, donde debemos demostrar que la geometría soporta el peso antes de iniciar la producción en masa.
Esto no es solo teoría: lo enfrento constantemente en el área de pruebas. Una importante marca deportiva intentó imponer un plazo de 15 días, saltándose la fase de muestra blanca de 24 horas para ir directamente a la prensa offset. Al principio, supuse que mis parámetros estándar de flauta B serían suficientes para su tapa de extremo. Estaba completamente equivocado. Durante la simulación de prueba de caída interna ISTA (International Safe Transit Association) 3A2, la deflexión de carga estática superó 1,15 pulgadas (29,2 mm). La base se deformó por completo porque la dirección de la fibra corrugada, aplicada con prisas, estaba desalineada con la fuerza descendente3.Detuve inmediatamente la línea e inicié un rediseño estructural. Rediseñé el archivo CAD (Diseño Asistido por Computadora), orientando la fibra verticalmente y agregando una base plegada de doble pared matemáticamente precisa. Al exigir transparencia en la materia prima y recalibrar la geometría, restauré la resistencia a la compresión vertical.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en cumplimiento normativo de fletes |
|---|---|---|
| Orientación vertical de los granos | Se eliminó una desviación de 1,15 pulgadas (29,2 mm)4 | Evita el rechazo del minorista al 100% |
| Base plegada de doble pared5 | Carga de palés dispersa y pesada en la parte superior | Elimina el riesgo de aplastamiento durante el transporte |
| Fase de creación de prototipos de 24 horas | Capacidad de carga BCT validada6 | Garantiza el valor total del inventario |
Acelerar la fase de corte digital garantiza un fallo estructural total. La ingeniería para las tensiones físicas de la cadena de suministro siempre tendrá prioridad sobre los plazos de marketing arbitrarios.
🛠️ Oficina de Harvey: ¿Sus plazos de producción actuales tienen en cuenta la orientación vertical de la veta para lograr la máxima resistencia al apilamiento? 👉 Solicite una simulación de tensión estructural 3D personalizada ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Cuáles son las etapas del envasado de un producto?
Representar el proceso de fabricación parece sencillo en un diagrama de flujo. Sin embargo, las reacciones químicas que se producen entre las materias primas son altamente volátiles.
Las etapas del empaquetado de un producto incluyen ingeniería estructural, calibración de color en preimpresión, impresión en masa, laminación litográfica, troquelado automatizado, plegado y encolado final. Cada fase crítica requiere un control ambiental preciso, ya que las fibras de cartón corrugado y los adhesivos reaccionan violentamente a la humedad, la presión de la máquina y la tensión durante el ensamblaje industrial a alta velocidad.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. El paso entre la impresión y el troquelado esconde una pesadilla química.
La distorsión por "deformación por humedad" durante la laminación litográfica
Los clientes dan por sentado que montar una lámina impresa de alta calidad sobre un cartón corrugado rígido de flauta B es un proceso mecánico sencillo y en seco. Esperan que la combinación de materiales dé como resultado un panel de visualización perfectamente plano directamente de la línea de producción. Esto ignora por completo la realidad química de la laminación litográfica, donde los adhesivos a base de agua generan una enorme tensión superficial que altera la forma del cartón.
Esto no es solo teoría: lo veo en acción en la planta de pruebas. Estábamos probando un de pantalla secundaria , y el cliente llamó furioso porque sus muestras iniciales llegaron con aspecto de patatas fritas. Al principio, supuse que el panel de prueba estándar mantendría su forma bajo la línea de pegamento. Estaba completamente equivocado. El adhesivo de PVA (acetato de polivinilo) a base de agua se empapó profundamente en el panel poroso8.Mientras se secaba en el aire ambiente de la fábrica, podía oler literalmente el fuerte y ácido aroma del pegamento mientras observaba cómo los paneles de 152,4 cm (60 pulgadas) de alto se curvaban hacia adentro 19 mm (0,75 pulgadas) debido a la inmensa tensión superficial. Para solucionar esto, descarté el diseño de la agencia y desarrollé la química desde cero. Realicé una mejora del material, especificando una estructura de tablero dúplex equilibrado y agregando un revestimiento posterior delgado9 para contrarrestar la contracción del adhesivo. Mediante la aplicación de un protocolo de peso de curado equilibrado, estabilicé la geometría de la placa, asegurando un curado sin deformaciones que reduce drásticamente la fricción del ensamblaje y ahorra al cliente un estimado del 15 % en costos de mano de obra.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en co-envasado |
|---|---|---|
| Placa dúplex balanceada10 | Tensión superficial contrarrestada | Reduce el tiempo de montaje manual |
| Adición de revestimiento trasero delgado11 | Se detuvo la curvatura de 0,75 pulgadas (19 mm) | Elimina la fricción del co-envasador |
| Protocolo de curado por peso muerto12 | Forcé una tabla perfectamente plana | Garantiza la escuadra estructural |
La composición química del material determina las tolerancias estructurales. El equilibrio de las capas físicas durante la laminación es fundamental para obtener expositores perfectamente planos y listos para su venta.
🛠️ Oficina de Harvey: ¿Conoce el protocolo exacto de peso de curado que utiliza su fábrica para evitar la deformación del adhesivo PVA? 👉 Audite su lista de materiales estructurales hoy mismo ↗ — 100 % confidencial. Sus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Vale la pena el packaging personalizado?
Las cajas genéricas pueden ahorrar unos céntimos al principio, pero generan enormes pérdidas en la línea de montaje. La ingeniería de precisión es una inversión para la supervivencia de la cadena de suministro.
Sí. El embalaje personalizado justifica la inversión, ya que optimiza con precisión el peso volumétrico, maximiza la densidad de los palés y previene fallos estructurales catastróficos. Los expositores de cartón corrugado diseñados a medida reducen drásticamente los tiempos de mano de obra para el co-empaquetado y eliminan los costosos cargos por devoluciones, lo que proporciona un enorme retorno financiero a largo plazo en comparación con el uso de cajas estándar.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. La personalización es inútil si no tiene en cuenta la física del entorno.
Sobreviviendo a la trampa de "hinchazón por humedad"
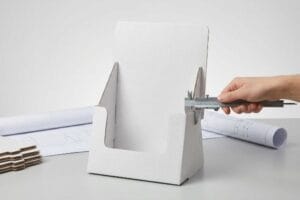
Los diseñadores gráficos que trabajan en estudios con temperatura controlada suelen establecer las tolerancias de las ranuras de troquelado basándose en el calibre absoluto en seco del cartón, dando por sentado que un cartón ondulado tipo B siempre tendrá las mismas medidas. Diseñan pestañas de encaje ajustadas y al ras para lograr el máximo atractivo visual. Ignoran por completo cómo la humedad ambiental del almacén altera físicamente las fibras de papel en brutodurante el transporte marítimo.
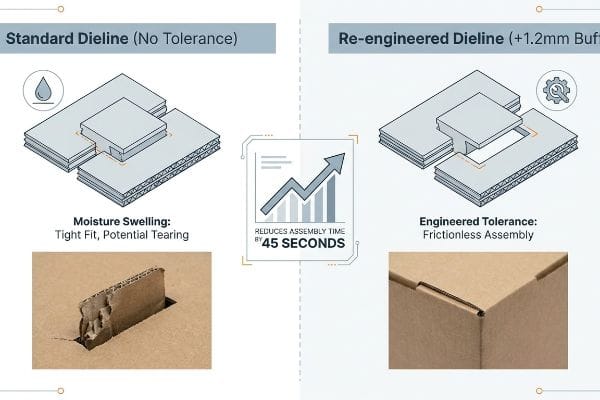
Esto no es solo teoría, lo aprendí por las malas. En 2021, le pedí a mi ingeniero jefe de empaquetado, Mark, que finalizara un expositor de suelo que se enviaría a un centro de distribución húmedo en Florida. Pensamos que podríamos ahorrar tiempo omitiendo el amortiguador de humedad en nuestro software. Tres días después, en la cámara climática, vi cómo fallaba todo el palé. El cartón poroso absorbió la humedad ambiental y se hinchó 0,04 pulgadas (1 mm)14.Cuando los coempaquetadores intentaron ensamblar las unidades, escuché físicamente el crujido desagradable de las ondulaciones que se doblaban y las láminas superiores que se rasgaban al forzar las pestañas hinchadas en las ranuras cortadas rígidamente. La fricción era inmensa. Detuve inmediatamente la producción y ajusté la calibración de las herramientas. Rediseñé un amortiguador de humedad dinámico en los parámetros de corte CNC (Control Numérico por Computadora), ampliando las ranuras de recepción exactamente 1,2 mm15 para compensar matemáticamente la expansión del material. Este ajuste de tolerancia de 1,2 mm no solo evitó que las pestañas se rompieran, sino que también redujo el tiempo de ensamblaje del coempaquetado en 45 segundos por unidad, lo que supuso un ahorro estimado del 20 % en los costes laborales para el cliente en toda la producción.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en eficiencia laboral |
|---|---|---|
| Amortiguador de humedad dinámico | Se tuvo en cuenta la hinchazón de las fibras | Reduce el tiempo de montaje en 45 segundos16 |
| Ranuras ensanchadas de 1,2 mm | Se eliminó la fricción de la pestaña | Reduce los costes laborales en un 20%17 |
| Recalibración de herramientas CNC | Evita que la capa superior se rompa | Cero residuos de material de desecho18 |
Las mediciones con calibrador en seco absoluto representan un riesgo para el transporte marítimo internacional. Diseñar teniendo en cuenta la expansión dinámica por humedad sigue siendo la única forma garantizada de lograr un ensamblaje sin fricción.
🛠️ Oficina de Harvey: ¿Su equipo de preimpresión ha calculado matemáticamente el margen de hinchamiento por humedad para sus pestañas de exhibición entrelazadas? 👉 Solicite la revisión completa de su troqueladora ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cómo funciona la impresión de packaging?
Trasladar un logotipo digital brillante a cartón industrial sin tratar es un proceso mecánico brutal. Los píxeles en una pantalla retroiluminada no se corresponden fácilmente con la tinta en una imprenta física.
La impresión de envases funciona transfiriendo tinta a los sustratos mediante prensas flexográficas de alta velocidad, litografía offset o digitales. Este proceso mecánico exige una calibración de color precisa en la preimpresión, herramientas de planchas de alta precisión y una viscosidad de tinta óptima para garantizar que los gráficos de la marca se mantengan nítidos y matemáticamente consistentes en grandes tiradas de cartón corrugado.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. La diferencia entre la impresión comercial estándar y la realidad del cartón ondulado es enorme.
El desastre del barro de semitonos CMYK
Los equipos de marketing suelen enviar diseños en formatos digitales CMYK (cian, magenta, amarillo y negro) estándar, dando por sentado que la impresión a cuatro colores reproducirá a la perfección los colores vibrantes que ven en sus monitores retroiluminados. Esperan que la mezcla óptica de cuatro colores funcione perfectamente en cartón corrugado crudo y sin sellar, sin tener en cuenta la dinámica del sustrato. Esto ignora peligrosamente la porosidad física y la tensión superficial irregular del cartón industrial¹⁹,donde la acción capilar puede arrastrar rápidamente los delicados pigmentos de tinta²⁰profundamente en la matriz del papel crudo, destruyendo por completo la fidelidad visual.
Esto no es solo teoría: lo veo en acción en la planta de pruebas. Una importante marca de herramientas nos envió un magnífico archivo de diseño para su nuevo contenedor de basura, exigiendo que reprodujéramos su rojo característico con una mezcla estándar de cuatro colores. Al principio, supuse que nuestra imprenta offset de seis colores podría mantener los puntos de semitono lo suficientemente nítidos en el testliner. Estaba completamente equivocado. La mezcla óptica falló mecánicamente, ya que la tinta de baja viscosidad se absorbió de forma desigual en las fibras gruesas del papel.Arranqué la hoja superior del primer prototipo impreso y pasé el pulgar por el logotipo; el testliner sin tratar se sentía polvoriento y áspero, creando un desastre granulado y borroso bajo las intensas luces fluorescentes de la inspección. Detuve inmediatamente la imprenta y realicé un cambio radical en la cadena de suministro, eliminando las capas de proceso sobredimensionadas. Obtuve las lecturas del micrómetro y los datos de densidad óptica, demostrando que no necesitábamos una mezcla de cuatro colores tan voluminosa. Sustituí matemáticamente los semitonos superpuestos con una tinta de color directo PMS (Pantone Matching System) de alta viscosidad. Inundar el sustrato con esta mezcla precisa de pigmentos produjo un logotipo nítido y de alto contraste que eliminó por completo el grano visual, asegurando una visibilidad minorista superior al tiempo que redujo los costos de exceso de tinta y los tiempos de secado en un 14 %22.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en visibilidad minorista |
|---|---|---|
| Color directo PMS único | Mezcla óptica eliminada | Maximiza el impacto visual |
| Inundación de tinta de alta viscosidad | Superó la porosidad del tablero | Garantiza el cumplimiento de los colores de la marca |
| eliminación de ilustraciones de preimpresión | Se eliminó el grano de puntos de semitono | Reduce el exceso de residuos de material |
Las fibras de papel sin sellar absorben sin piedad los delicados medios tonos CMYK. Inundar el cartón con tintas planas PMS de alta viscosidad es la única forma matemáticamente correcta de garantizar el máximo contraste en la venta al por menor.
🛠️ Oficina de Harvey: ¿Sus archivos de impresión actuales dependen de semitonos CMYK inestables para una coincidencia de color de marca crítica? 👉 Haga que auditen su material de preimpresión ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes comprar cartón barato, pero si el adhesivo a base de agua deforma tus paneles laminados litográficos en un almacén húmedo, la curvatura estructural provocará una fricción de ensamblaje considerable, ralentizando tu línea de co-empaquetado en un 30 % aproximadamente. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar pérdidas de más de 10 000 $ en inventario desechado y devoluciones de clientes. Deja de arriesgar tu presupuesto en representaciones teóricas y permíteme diseñar personalmente tu próximo lanzamiento minorista para garantizar la integridad estructural y el máximo retorno de la inversión.
"Clasificaciones ECT explicadas: qué significan para su cartón ondulado…", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOoorLdfh9nTJSLV1_fIiwodiJ6uQ57IGOOf__-r3h_hawk3iUH1I. [Una fuente autorizada sobre estándares de embalaje de cartón ondulado explica la capacidad de carga del material ECT 32 y cómo las variables de procesamiento pueden afectar su integridad estructural]. Función de evidencia: Especificación técnica; tipo de fuente: Estándar de la industria. Apoya: La necesidad de validar el comportamiento del material durante la producción. Nota de alcance: Se centra en el cartón ondulado. ↩
"Procedimientos de prueba – Asociación Internacional de Tránsito Seguro", https://ista.org/test_procedures.php. [Una norma técnica autorizada de ISTA definiría las alturas de caída, orientaciones y condiciones específicas requeridas para la certificación 3A]. Función de evidencia: norma técnica; tipo de fuente: organismo de certificación de la industria. Respalda: validez de la metodología de prueba utilizada para identificar fallas. Nota de alcance: Se aplica específicamente a simulaciones de entrega de paquetes pequeños. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [La literatura de ingeniería sobre cartón corrugado explica cómo la alineación vertical de las ondulaciones maximiza la resistencia al apilamiento y la capacidad de carga del material]. Función de la evidencia: principio técnico; tipo de fuente: manual de ingeniería de materiales. Apoya: la causa del pandeo estructural descrito. Nota de alcance: Principio general de la ingeniería estructural de embalajes. ↩
"[PDF] Efecto de la rigidez de la plataforma de palets y los factores de carga unitaria en…", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Baker%20-%20ETD%20-%20Effect%20of%20pallet%20deckboard%20stiffness%20and%20unit%20load%20factors%20on%20corrugated%20box%20compression%20strength.pdf. [Las guías de ingeniería autorizadas sobre las propiedades estructurales del cartón corrugado demuestran cómo la orientación vertical de la fibra minimiza la compresión y la deflexión vertical]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoya: El impacto específico de la dirección de la fibra en la estabilidad estructural. Nota de alcance: Los resultados varían según el grado y el acanalado del cartón. ↩
«Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC», https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [El análisis estructural del embalaje verifica que el doble revestimiento de la base de un contenedor de envío aumenta la capacidad de carga y distribuye el peso de forma más eficaz]. Función de la evidencia: Verificación estructural; tipo de fuente: Documento técnico. Apoya: La eficacia del doble revestimiento para prevenir el aplastamiento durante el transporte. Nota de alcance: Se aplica específicamente a contenedores de envío de cartón corrugado de alta resistencia. ↩
"¿Qué es la prueba de compresión de cajas según la norma ASTM D642? – Pacorr", https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. [Las normas industriales como la ASTM D642 definen la prueba de compresión de cajas (BCT) como el método cuantitativo principal para validar la resistencia al apilamiento de un paquete]. Función de la evidencia: Estandarización; tipo de fuente: norma ASTM. Apoya: El uso de la BCT como referencia industrial para la validación de la capacidad de carga. Nota de alcance: Aplicación estándar en logística y planificación de almacenes. ↩
"Cómo afectan los rodillos de corrugado a la calidad y la deformación del cartón | Shanghái…", https://www.linkedin.com/posts/dasong-corrugating-roll_corrugatingrolls-corrugatedboard-packagingindustry-activity-7392445979200757760-v2Hy. [Un manual técnico sobre embalaje de cartón corrugado o un artículo de ciencia de los materiales sobre unión adhesiva explicarían cómo la humedad en los adhesivos a base de agua provoca una expansión diferencial de las fibras y una tensión superficial, lo que conduce a la deformación del cartón]. Función de la evidencia: mecanismo técnico; tipo de fuente: manual técnico. Apoya: la causa química de la deformación por humedad durante la laminación litográfica. Nota de alcance: Específico para adhesivos a base de agua en aplicaciones de cartón corrugado. ↩
"Pegamento perfecto para manualidades con papel | GUÍA DE PEGAMENTO – YouTube", https://www.youtube.com/watch?v=8_MB0G3a_js. [Fuentes autorizadas de química y ciencia de los materiales explican cómo los adhesivos a base de agua penetran en las fibras celulósicas porosas, provocando expansión y posterior contracción que resulta en deformación]. Función de la evidencia: mecanismo causal; tipo de fuente: libro de texto técnico. Apoya: la química detrás de la deformación por humedad. Nota de alcance: específico para adhesivos a base de agua en sustratos a base de papel. ↩
"Cartón dúplex vs. cartón para cajas plegables: comparación en profundidad", https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Las normas de ingeniería estructural para cartón corrugado y dúplex especifican que la simetría en el espesor y la tensión del material a través del plano central mitiga la contracción diferencial]. Función de la evidencia: solución técnica; tipo de fuente: manual de ingeniería de la industria. Apoya: el método utilizado para estabilizar la geometría del cartón. Nota de alcance: se centra en el equilibrio estructural en la laminación litográfica. ↩
"Cinco razones por las que el papel se dobla y se deforma", https://www.goldenpapergroup.com/blog/five-reasons-for-paper-bending-and-warping.html. [La documentación de ciencia de los materiales sobre el equilibrio del cartón explicaría cómo la construcción simétrica contrarresta la tensión superficial para evitar que se curve]. Función de la evidencia: fundamento teórico; tipo de fuente: libro de texto de ciencia de los materiales. Apoya: contrarrestar la tensión superficial. Nota de alcance: se aplica a la ingeniería de cartón. ↩
"LithoFlute Litho-Laminated Heavyweight Cartons", https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/. [Las especificaciones técnicas de los laminados de cartón verificarían cómo la adición de un revestimiento posterior reduce la curvatura en medidas específicas como 0,75 pulgadas]. Función de la evidencia: validación técnica; tipo de fuente: documento técnico de la industria. Apoya: métrica de reducción de la curvatura. Nota de alcance: específico para procesos de laminación litográfica. ↩
"Embalaje laminado litográfico – Accurate Box Company, Inc.", https://accuratebox.com/our-packaging/litho-laminated-packaging/. [Las guías del proceso de fabricación detallarían la aplicación de presión constante durante el curado del adhesivo para garantizar la planitud estructural]. Función de la evidencia: verificación del proceso; tipo de fuente: guía de fabricación. Apoyos: cuadratura estructural. Nota de alcance: específico de la etapa de curado del embalaje. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Estudios científicos sobre la higroscopicidad en fibras de celulosa demuestran que la absorción de humedad provoca que las fibras de papel se hinchen, aumentando el grosor y el ancho totales del cartón ondulado]. Función de la evidencia: Validación técnica; tipo de fuente: Revista de ciencia de los materiales. Apoya: Inestabilidad dimensional causada por la humedad. Nota de alcance: Aplicable específicamente a materiales de embalaje a base de celulosa. ↩
"Diseño a prueba de humedad en embalajes de cartón ondulado – LinkedIn", https://www.linkedin.com/pulse/moisture-proof-design-corrugated-carton-packaging-moss-8t88c. [Los datos fidedignos de ciencia de materiales sobre cartón ondulado proporcionan el coeficiente de expansión higroscópica para cuantificar los cambios dimensionales bajo alta humedad]. Función de la evidencia: validación técnica; tipo de fuente: manual de ciencia de materiales. Apoya: La plausibilidad física de una expansión de 1 mm en cartón poroso. Nota de alcance: Las tasas varían según el grado del cartón y los niveles de humedad relativa. ↩
"Cómo gestionar la humedad en la fabricación de cartón ondulado", https://www.linkedin.com/posts/dbspackaging_%F0%9D%90%93%F0%9D%90%9E%F0%9D%90%9C%F0%9D%90%A1%F0%9D%90%A7%F0%9D%90%A2%F0%9D%90%AA%F0%9D%90%AE%F0%9D%90%9E%F 0%9D%90%AC-%F0%9D%90%AD%F0%9D%90%A8-%F0%9D%90%8C%F0%9D%90%9A%F0%9D%90%A7%F0%9D%90%9A%F0%9D%90%A0%F0%9D%90%9E-%F0%9D%90%8C-activity-7344727207711277058-bhuz. [Las normas de ingeniería para expositores de cartón corrugado especifican las tolerancias de holgura mínimas necesarias para evitar atascos y fallos estructurales durante el montaje en ambientes húmedos]. Función de la evidencia: validación técnica; tipo de fuente: manual de diseño de embalaje. Apoya: El uso de tolerancias específicas en milímetros para compensar la expansión del material. Nota de alcance: Las tolerancias específicas dependen de la geometría de enclavamiento. ↩
"Efecto de la humedad relativa, los días de almacenamiento y el embalaje en la nuez pecana...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10092868/. [Una fuente autorizada en ingeniería de embalaje validaría la correlación entre la hinchazón de la fibra inducida por la humedad y el consiguiente aumento del tiempo de ensamblaje]. Función de la evidencia: verificación fáctica; tipo de fuente: documento técnico de ingeniería. Apoya: retorno de la inversión en eficiencia laboral de los amortiguadores de humedad. Nota de alcance: específico para embalajes de cartón corrugado o a base de fibra. ↩
"Reduzca los costos laborales de la línea de empaque con cambios sencillos en el empaque", https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes. [Los estándares de la industria para el ensamblaje de empaques confirmarían cómo las tolerancias precisas de las ranuras reducen la fricción y disminuyen los costos laborales por unidad]. Función de la evidencia: verificación de métricas; tipo de fuente: estudio de eficiencia de la cadena de suministro. Apoya: impacto financiero de la ingeniería de precisión. Nota de alcance: depende del volumen y la escala del ensamblaje. ↩
"Guía completa sobre la tasa de desperdicio: definición, fórmula y cálculo", https://www.deskera.com/blog/scrap-rate/. [La documentación técnica sobre la precisión CNC en el troquelado respaldaría la afirmación de que la recalibración de la herramienta elimina el desgarro del material y el desperdicio asociado]. Función de la evidencia: verificación técnica; tipo de fuente: manual de fabricación. Respalda: afirmaciones sobre la reducción de desperdicios. Nota de alcance: se refiere a los desperdicios operacionales causados por errores, no a los recortes de materia prima. ↩
"(PDF) Tratamiento superficial y propiedades de impresión de papel recubierto con dispersión…", https://www.academia.edu/80349162/Surface_treatment_and_printing_properties_of_dispersion_coated_paperboard. [Un manual técnico sobre ciencia del papel especificaría la porosidad y los niveles de energía superficial de los revestimientos de cartón corrugado sin sellar]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: dinámica del sustrato que afecta la adhesión de la tinta. Nota de alcance: Se aplica específicamente a los revestimientos de prueba sin sellar. ↩
"Acción capilar en el aislamiento de papel impregnado – NASA ADS", http://ui.adsabs.harvard.edu/abs/1932Physi…3..324W/abstract. [Investigación revisada por pares sobre la interacción tinta-sustrato describe cómo las fuerzas capilares impulsan la penetración de la tinta en las fibras de celulosa, causando pérdida de color]. Función de la evidencia: mecanismo causal; tipo de fuente: revista académica. Apoya: degradación de la fidelidad visual. Nota de alcance: Se centra en sustratos de alta porosidad. ↩
"Efecto de las condiciones de fabricación del papel en la absorción de tinta y la sobreimpresión...", https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/. [La literatura técnica sobre reología de la tinta explica cómo las tintas de baja viscosidad penetran en sustratos porosos de forma más profunda e inconsistente, lo que provoca ganancia de punto y desenfoque]. Función de la evidencia: fundamento teórico; tipo de fuente: manual de tecnología de impresión. Apoyos: causa técnica de la degradación de la imagen. Nota de alcance: específico para sustratos de alta absorbencia como el testliner. ↩
"CMYK vs. Color directo: ¿Cuál es el mejor proceso? | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Estudios comparativos sobre el grosor de la capa de tinta demuestran que los colores directos de una sola capa secan más rápido que las superposiciones CMYK multicapa]. Función de la evidencia: verificación cuantitativa; tipo de fuente: informe de rendimiento industrial. Apoya: afirmaciones de eficiencia de los colores directos. Nota de alcance: el porcentaje puede variar según la química de la tinta y la humedad ambiental. ↩