
Elegir el revestimiento incorrecto para su expositor no es solo un error de diseño; es un riesgo estructural que puede arruinar todo el lanzamiento de su tienda.
Los mejores recubrimientos para embalaje de cartón ondulado incluyen barnices acuosos a base de agua, brillo UV (ultravioleta) y barreras de polietileno especializadas resistentes a la humedad. Elegir la aplicación química precisa garantiza que el cartón mantenga una integridad estructural absoluta, evita el desgaste severo de la tinta durante el transporte y resista las condiciones de humedad de los comercios sin deformaciones ni fallos catastróficos del material.

Mientras que los diseñadores gráficos consideran los recubrimientos simplemente como un brillo estético, yo los veo como la primera línea de defensa física contra la fricción en la cadena de suministro y la humedad del almacén.
¿Cuáles son los diferentes tipos de recubrimientos para envases?
Clasifico los acabados estrictamente según sus límites de rendimiento físico, más que por su brillo estético.
Los distintos tipos de recubrimientos para envases incluyen barnices acuosos, brillo ultravioleta, laminados suaves al tacto y recubrimientos de polímero especializados. Cada capa química proporciona propiedades de barrera distintas contra la absorción de humedad, la fricción física y la decoloración por rayos ultravioleta, lo que determina directamente la durabilidad de un expositor de cartón en el punto de venta.
Comprender estas opciones químicas no tiene sentido a menos que las relacione directamente con los riesgos específicos a los que se enfrentará su unidad.
La base de "Fop Guard" Reality
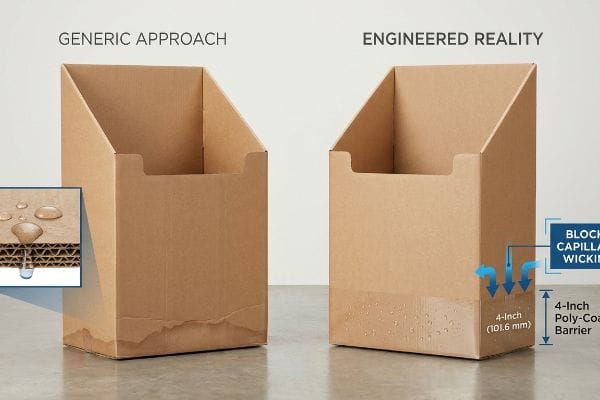
Cuando reviso los troqueles de mis clientes, veo constantemente que se aplica un barniz UV brillante de alta calidad de forma uniforme en toda la estructura, ignorando por completo los riesgos específicos de una gran superficie comercial. Un enfoque genérico trata el cabezal superior y la base que toca el suelo como entornos idénticos. En mi empresa, me niego a procesar pedidos que no tengan en cuenta la dura realidad física de las fregadoras industriales. La base de un expositor no solo tiene que tener buen aspecto; tiene que resistir los ataques químicos diarios.
La trampa sistémica más común que encuentro es un equipo de compras que intenta reducir costos usando barniz acuoso estándar en una unidad de piso de alta resistencia 32ECT (Edge Crush Test). La lista de materiales (BOM) teórica parece muy eficiente, pero ignora por completo la acción capilar. En mis instalaciones, veo con frecuencia que los paneles base sin tratar absorben el agua de la fregona, lo que provoca que los 60,9 mm (2,4 pulgadas) inferiores del acanalado se hinchen instantáneamente y pierdan hasta un 40 % de su resistencia a la compresión vertical1. La consecuencia física es que un expositor de palets de 85,0 kg (187,5 libras) se deforma en la base, lo que provoca el rechazo inmediato por parte del minorista. Para solucionar esto, diseñé una zona de aislamiento estricta en mi software CAD (Diseño Asistido por Computadora), aplicando una barrera de recubrimiento de polietileno transparente y grueso específicamente a los 101,6 mm (4 pulgadas) inferiores de la línea de troquelado2. Esta precisa intervención química detiene por completo la absorción de humedad, lo que garantiza que la unidad sobreviva a una campaña completa de 12 semanas y ahorra a los clientes un estimado de 4500 dólares en cargos por inventario desechado por cada ciclo de producción.
| Característica | Enfoque genérico | Realidad diseñada |
|---|---|---|
| Protección de base | barniz acuoso estándar | Barrera de polietileno de 4 pulgadas |
| Resistencia a la humedad | Falla bajo el agua de la fregona | Bloquea la absorción capilar3 |
| Duración de la campaña | Pandeo prematuro | Supervivencia completa de 12 semanas4 |
Me niego a que una pantalla costosa falle por la falta de una capa microscópica de polímero. Aplicar la química de barrera correcta en la base es fundamental para entornos de alto tránsito.
🛠️ Harvey's Desk: ¿Sus expositores de suelo se están empapando silenciosamente y deformando incluso antes de que termine la campaña? 👉 Obtenga una auditoría gratuita de troquelado estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son las tecnologías de recubrimiento para envases flexibles?
La transición de placas rígidas a híbridas flexibles requiere una revisión completa de los supuestos químicos.
Las tecnologías de recubrimiento para envases flexibles utilizan laminaciones de polímeros altamente elásticos y películas especiales antigrietas. Estas capas barrera flexibles se estiran sincrónicamente con el sustrato delgado, evitando microfracturas severas a lo largo de las líneas de corte durante las operaciones de la maquinaria vertical de formado, llenado y sellado a alta velocidad, manteniendo así un sellado perfecto contra el oxígeno y la humedad.
Confiar en los barnices rígidos tradicionales para componentes flexibles es una garantía matemática de una falla catastrófica del material.
El mandato de elasticidad "antigrietas"
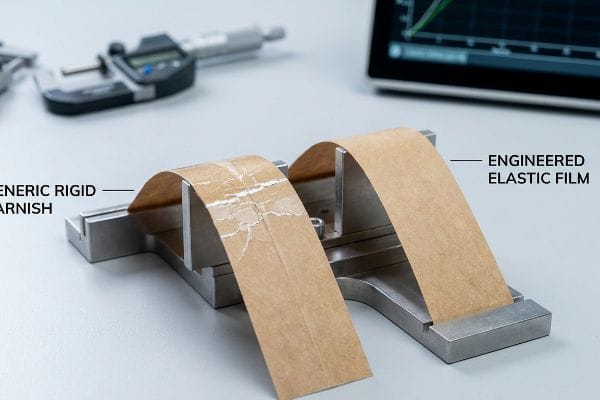
Al inspeccionar los cabezales de pantalla híbridos que incorporan elementos de suspensión flexibles, observo constantemente que las marcas especifican barnices litográficos estándar. Dan por sentado que lo que protege un panel rígido se adaptará perfectamente a un sustrato flexible. En mi laboratorio de pruebas, demostré que los recubrimientos rígidos carecen fundamentalmente de la elasticidad cinética necesaria para el plegado dinámico⁵.En el momento en que el material se somete a tensión, la capa química se resiste violentamente al sustrato.
El problema radica en una línea de troquelado vectorial plana que ignora por completo los límites de elasticidad física de la química del embalaje flexible. Un diseñador asigna un barniz genérico a un cabezal plegable de 180 grados, asumiendo que la tinta se doblará naturalmente. Al medir la película de tinta seca en la planta de producción, tras exponerla al aire ambiente seco, la realidad es desoladora. Cuando la maquinaria de plegado automatizada golpea el cartón, el barniz rígido se rompe, creando microfracturas de 2,7 mm (0,11 pulgadas) a lo largo de las líneas de plegado y dejando al descubierto las fibras de papel. Mis veinte años de experiencia en la planta me enseñaron a anticipar este fenómeno de agrietamiento litográfico. Intervengo inmediatamente en estos archivos y exijo el cambio a una laminación de película elástica antigrietas⁶ . Esta capa de polímero de alta resistencia se estira armoniosamente con el sustrato en lugar de resistirse a él. Al actualizar a esta química flexible, elimino por completo las microfracturas estructurales durante el ensamblaje a alta velocidad, lo que garantiza que la línea de coempaquetado funcione sin interrupciones y reduce el tiempo de inactividad de la máquina en un 30 % estimado.
| Métrica/Característica | Barniz genérico | Película elástica diseñada |
|---|---|---|
| Tolerancia a la flexión | Se pliega a 90 grados | Resiste pliegues de 180 grados7 |
| Microfracturas | grietas de 0,11 pulgadas8 | Exposición cero a la fibra |
| Velocidad de montaje | Atascos frecuentes de la máquina | Flujo automatizado continuo |
Jamás me arriesgo con una química rígida en pliegues flexibles. Cambiar a una laminación con película elástica es la única manera de garantizar que sus propiedades de barrera se mantengan intactas en la línea de empaquetado automatizada.
🛠️ Oficina de Harvey: ¿Los recubrimientos rígidos están fracturando secretamente sus cabezales flexibles durante las operaciones de ensamblaje automatizado? 👉 Hable sobre su diseño ↗ — 100% confidencial. Sus diseños comerciales aún no lanzados están a salvo conmigo.
¿Qué propiedad tiene el cartón corrugado que lo hace útil para el embalaje?
La misma estructura que confiere al cartón su increíble resistencia es también su mayor vulnerabilidad química.
El cartón ondulado posee una estructura acanalada diseñada que proporciona una excepcional resistencia a la compresión vertical y una gran capacidad de amortiguación de impactos. Este núcleo estructural ondulado actúa como una columna amortiguadora, lo que permite que las láminas ligeras empaquetadas en plano soporten de forma dinámica enormes cargas de palés para el sector minorista, al tiempo que minimiza drásticamente el volumen de carga de los contenedores de envío a nivel mundial.

Sin embargo, esas flautas huecas actúan como esponjas microscópicas, lo que nos obliga a diseñar contramedidas extremas contra la humedad.
El protocolo de amortiguación de humedad
Cuando audito estructuras defectuosas, observo constantemente que las marcas tratan el cartón crudo como un material estático e inerte. Olvidan que el ondulado diseñado es altamente poroso y biológicamente activo, reaccionando constantemente a su entorno⁹.En mi laboratorio de pruebas, demostré que, sin la combinación adecuada de recubrimientos de barrera y tolerancias mecánicas, las mismas ondulaciones que proporcionan resistencia sabotearán rápidamente el proceso de ensamblaje.
La causa raíz de este fallo siempre se remonta a una lista de verificación de cumplimiento demasiado simplificada donde las tolerancias de las ranuras de la línea de troquelado estructural se basan en el calibre seco absoluto del cartón. En 2022, le pedí a mi ingeniero jefe de embalaje, Mark, que probara un envío de paquete plano destinado al almacenamiento costero de alta humedad. Recuerdo específicamente haber oído el crujido repugnante del panel de prueba 32ECT que se doblaba mientras el equipo de coembalaje intentaba forzar las pestañas entrelazadas en ranuras hinchadas que habían absorbido la humedad ambiental. Para proteger el cronograma del cliente, pausé inmediatamente la línea de corte y recalibré manualmente la mesa de enrutamiento CNC (Control Numérico por Computadora) para inyectar un amortiguador de humedad de 0,04 pulgadas (1,0 mm) en cada ranura de recepción. Ese fallo es exactamente la razón por la que ahora tengo en cuenta matemáticamente la expansión del papel10 en cada pedido con destino al océano. Este ajuste de tolerancia de 1,0 mm no solo evitó que las pestañas se aplastaran; Esto garantizó un montaje sin fricción para el co-empacador, reduciendo el tiempo de mano de obra en 45 segundos por unidad y protegiendo el margen de beneficio total del proyecto.
| Métrica/Característica | Teoría del estado seco | Realidad de alta humedad |
|---|---|---|
| Tolerancia de ranura | Ajuste exacto de la pinza de freno | Se agregó un búfer de 0,04 pulgadas11 |
| Integridad de la flauta | Perfecto en CAD | Se hincha y se aplasta12 |
| Mano de obra para el co-empacado | Eficiencia teórica | 45 segundos ahorrados |
Aprendí por las malas que el cartón respira. Aplicar este margen de tolerancia microscópico garantiza que mis estructuras se ensamblen a la perfección, independientemente de la cantidad de humedad marina que absorban las ondulaciones.
🛠️ Harvey's Desk: ¿Tu equipo de co-empaquetado está dañando tus exhibidores porque la humedad provocó que las pestañas se hincharan más allá de sus tolerancias de ranura? 👉 Solicita tu revisión CAD estructural gratuita ↗ — Sin intermediarios. Habla directamente con ingenieros estructurales.
¿Cuál es la materia prima para las cajas de cartón corrugado?
La resistencia básica de su recubrimiento químico viene determinada enteramente por la calidad del papel que se encuentra debajo.
La materia prima principal para las cajas de cartón ondulado consiste en papel kraft virgen o testliner reciclado. El kraft virgen utiliza fibras largas de pino sin blanquear para una máxima resistencia al desgarro, mientras que el testliner reciclado combina pulpa reciclada de residuos posconsumo, ofreciendo una base altamente sostenible pero estructuralmente más blanda para el embalaje minorista.

No se puede aplicar un recubrimiento de alta viscosidad de primera calidad sobre un sustrato reciclado débil y esperar un rendimiento de venta al público de primer nivel.
La mecánica de ingeniería detrás de la selección de sustratos
En ingeniería estructural, el sustrato base determina la capacidad de carga dinámica total de toda la unidad. Piense en el papel kraft virgen como la barra de acero del mundo del embalaje; sus largas fibras de pino virgen se entrelazan firmemente, proporcionando una base rígida que resiste el desgarro bajo tensión extrema. Por el contrario, el testliner reciclado es más como la madera compuesta: es increíblemente ecológico, pero las fibras acortadas y repetidamente trituradas crean una superficie más blanda que absorbe mucha más humedad y recubrimientos químicos13.
Comprender esta dicotomía de materiales es fundamental al especificar sus acabados de impresión y barrera. Debido a que el testliner reciclado es altamente poroso, actúa como una esponja, atrayendo agresivamente los adhesivos de PVA (acetato de polivinilo) húmedos y los recubrimientos acuosos profundamente en su núcleo. Si aplica un perfil de tinta estándar diseñado para kraft virgen sobre una hoja reciclada, la ganancia de punto se expandirá14 incontrolablemente, haciendo que los colores de su marca se vean turbios y deslavados. Para contrarrestar esto, un ingeniero estructural debe ajustar el software RIP de preimpresión, reduciendo el límite de tinta y aplicando una capa de imprimación especializada para sellar las fibras porosas. Cuando combina intencionalmente el grado correcto de kraft virgen con un recubrimiento UV de precisión, crea un enlace químico sincronizado que mejora drásticamente tanto el impacto visual como la resistencia de apilamiento a largo plazo del cartón maestro.
| Característica/Métrica | Papel Kraft virgen | Testliner reciclado |
|---|---|---|
| Estructura de la fibra | Fibras de pino largas y rígidas15 | Fibras cortas, repulpadas |
| Absorción del recubrimiento | Baja porosidad, suave | Alta porosidad, absorbente |
| Rendimiento estructural | Máxima resistencia al desgarro16 | Ecológico, más suave |
Siempre diseño el recubrimiento químico para que coincida con la estructura microscópica de las fibras del papel. Sencillamente, no se puede simular una rigidez de alto rendimiento en una materia prima que no se ajusta a las características del papel.
🛠️ Harvey's Desk: ¿Los colores de tu marca se ven apagados porque la tinta se absorbe en fibras recicladas de baja calidad? 👉 Obtén asesoramiento experto ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Dominar la química exacta de los recubrimientos de tus expositores previene graves fallos logísticos, evitando que las bases deformadas por la humedad eliminen tus márgenes de venta. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar pérdidas de más de 10 000 $ en inventario desechado y devoluciones de clientes. Si estás cansado de que los diseños teóricos se derrumben ante las dificultades reales del transporte y la venta minorista, permíteme analizar personalmente tus archivos estructurales con mi Análisis Gratuito de Materiales y Recubrimientos ↗ para garantizar que tu próxima campaña sea un éxito.
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Estudios experimentales sobre cartón corrugado muestran que la absorción de humedad y la elevada humedad relativa reducen sustancialmente la resistencia a la compresión de los bordes y de las cajas, lo que respalda el mecanismo de que el ondulado húmedo puede perder capacidad de carga. Función de la evidencia: mecanismo; tipo de fuente: artículo. Apoyos: Los paneles base corrugados sin tratar pueden absorber agua de fregona, hincharse y perder una porción sustancial de la resistencia a la compresión vertical. Nota de alcance: La fuente puede respaldar la pérdida de resistencia relacionada con la humedad en general, pero es improbable que verifique la profundidad de humectación específica de 2,4 pulgadas, la inmediatez o la cifra del 40 % del artículo sin condiciones de prueba coincidentes. ↩
"Comprensión y mejora de la barrera de aceite y agua… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9379909/. La investigación sobre papel y cartón recubiertos indica que los recubrimientos de barrera de polímero reducen la penetración de agua líquida y la absorción capilar, lo que proporciona apoyo contextual para el uso de un recubrimiento localizado para limitar la absorción de humedad en los bordes corrugados expuestos. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoya: Una barrera de recubrimiento de polímero localizada en la base de la pantalla puede reducir la absorción de humedad en el material corrugado. Nota de alcance: Esta evidencia respaldaría el principio del recubrimiento de barrera, no la química exacta del recubrimiento, la altura de aplicación de 4 pulgadas ni el rendimiento durante una campaña minorista de 12 semanas .
"Absorción capilar porosa-elastocapilar de esponjas de celulosa – PMC – NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC5909416/. Una fuente de ciencia de materiales sobre la acción capilar en cartón poroso o sustratos a base de celulosa respalda el mecanismo por el cual un recubrimiento impermeable puede reducir la absorción de agua por capilaridad; esto es un respaldo contextual y no verifica el rendimiento del producto específico. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoya: Una barrera recubierta de polietileno puede bloquear o reducir la absorción capilar de humedad en un sustrato a base de papel o cartón. Nota de alcance: Apoya el mecanismo físico en general, pero no la efectividad probada de la barrera Poly-coat de 4 pulgadas mencionada. ↩
"Conversión y sus efectos en las propiedades de barrera de los envases recubiertos...", https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. Un informe de prueba de durabilidad controlada o de exposición ambiental puede corroborar si el material recubierto se mantuvo funcional durante 12 semanas bajo las condiciones de campaña especificadas; sin las condiciones de prueba, la fuente solo respaldaría el escenario informado en lugar de una durabilidad universal en exteriores. Rol de evidencia: referencia de caso; tipo de fuente: investigación. Apoya: La versión diseñada sobrevivió a una campaña completa de 12 semanas sin pandeo prematuro bajo las condiciones de prueba o despliegue indicadas. Nota de alcance: Requiere una fuente que defina las condiciones de exposición, el sustrato, el recubrimiento y los criterios de falla; de lo contrario, la afirmación de 12 semanas no es generalizable. ↩
"Conversión y sus efectos en las propiedades de barrera de los envases recubiertos...", https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/ . La investigación de materiales sobre el plegado de papel y cartón recubiertos informa que los recubrimientos superficiales frágiles pueden agrietarse cuando la tensión de tracción inducida por el plegado excede la tolerancia a la fractura de la capa de recubrimiento, lo que respalda el mecanismo por el cual los recubrimientos rígidos fallan en sustratos altamente doblados. Función de la evidencia: mecanismo; tipo de fuente: artículo. Apoyos: Los recubrimientos rígidos pueden carecer de elasticidad suficiente para aplicaciones de plegado dinámico y pueden agrietarse bajo tensión de flexión. Nota de alcance: Esto respaldaría el mecanismo general de fractura, no las condiciones específicas de prueba de laboratorio del autor ni cada formulación de barniz litográfico.
"Sobre la influencia de la delaminación en el plegado del cartón laminado…", https://pubmed.ncbi.nlm.nih.gov/22431763/. La literatura técnica y de investigación sobre cartón laminado o recubierto de polímero describe las películas de polímero como capas de barrera más dúctiles que pueden tolerar mejor la flexión y reducir el agrietamiento en las líneas de pliegue en comparación con los recubrimientos frágiles. Función de la evidencia: apoyo general; tipo de fuente: documento. Apoyos: El cambio a una laminación de película elástica puede reducir las microfracturas en las líneas de pliegue al acomodar la tensión de flexión de manera más efectiva que el barniz rígido. Nota de alcance: Este es un apoyo contextual para el uso de laminaciones dúctiles para reducir el agrietamiento; no verifica la eliminación completa de las microfracturas ni la reducción del tiempo de inactividad indicada en este entorno de producción. ↩
"Desarrollo y evaluación de un material polimérico a base de…", https://pubmed.ncbi.nlm.nih.gov/39788636/. Un estudio de resistencia al plegado revisado por pares o una fuente de método de prueba ASTM/ISO puede respaldar que las películas de polímero flexibles y los sustratos recubiertos se evalúan comúnmente bajo condiciones de plegado de 180 grados y pueden mantener la integridad de la superficie cuando se diseñan adecuadamente. Función de la evidencia: apoyo general; tipo de fuente: documento. Apoya: La película elástica diseñada puede soportar pliegues de 180 grados sin fallar. Nota de alcance: Esto proporcionaría apoyo contextual para la plausibilidad de la afirmación; la prueba directa requiere datos de prueba para la película elástica diseñada específica bajo las condiciones de plegado indicadas. ↩
"Propiedades del cartón recubierto con polímeros naturales y… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10379446/. Un artículo de ensayo de materiales que utilice microscopía o mediciones estandarizadas de grietas en el recubrimiento puede corroborar las longitudes de grieta reportadas en cartón barnizado o recubierto después de la flexión. Función de la evidencia: estadística; tipo de fuente: artículo. Apoya: El barniz genérico desarrolla microfracturas de aproximadamente 0,11 pulgadas bajo las condiciones de flexión relevantes. Nota de alcance: La fuente debe medir un barniz, sustrato, ángulo de flexión y entorno de prueba comparables; de lo contrario, solo respalda que tales grietas pueden ocurrir, no el valor exacto de 0,11 pulgadas en esta tabla. ↩
""Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. Los estudios sobre papel y cartón corrugado describen los envases a base de celulosa como higroscópicos, intercambiando humedad con el aire circundante y cambiando su contenido de humedad según la humedad relativa; esto respalda el mecanismo del material, pero no verifica las observaciones específicas de laboratorio del autor. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoya: El ondulado del cartón reacciona a la humedad ambiental en lugar de comportarse como un material estático. Nota de alcance: Proporciona apoyo general a la ciencia de los materiales, no evidencia directa de los resultados de las pruebas de laboratorio del autor. ↩
"[PDF] LA INFLUENCIA DEL GRAMO, EL CONTENIDO DE HUMEDAD, LA FIBRA…", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/04/2009.1.355.pdf. La investigación sobre la estabilidad dimensional del papel y el cartón ondulado muestra que la absorción de humedad puede causar hinchazón y cambios dimensionales en los materiales de fibra de celulosa, lo que proporciona contexto para añadir espacio libre en los diseños de embalaje propensos a la humedad; no establece directamente que un espacio de 1,0 mm sea universalmente óptimo. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoya: La absorción de humedad relacionada con la humedad puede causar expansión del cartón que debe considerarse en las tolerancias estructurales del embalaje. Nota de alcance: Apoya la justificación de la expansión por humedad en general, pero no el valor de tolerancia específico ni el resultado de rendimiento descrito en el artículo. ↩
"[PDF] Efectos de la humedad relativa en la compresión… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. La investigación sobre papel y cartón corrugado informa de cambios dimensionales higroscópicos bajo una humedad relativa elevada, lo que respalda la justificación de ingeniería para añadir holgura a las ranuras expuestas a la humedad; la fuente contextualizaría la elección de la tolerancia en lugar de verificar que 0,04 pulgadas sea un requisito universal. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoyos: Las condiciones de alta humedad justifican añadir un margen de 0,04 pulgadas a la tolerancia de la ranura. Nota de alcance: Solo apoyo contextual; la tolerancia exacta de 0,04 pulgadas probablemente dependa del grado del cartón, la geometría, las condiciones de almacenamiento y el ajuste del producto. ↩
""Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. Los estudios y estándares sobre cartón corrugado describen cómo el aumento de la humedad o la humedad relativa reduce la resistencia a la compresión y puede alterar la estructura de las ondulaciones, lo que respalda la afirmación de que la alta humedad puede provocar hinchazón y aplastamiento; la evidencia respaldaría el mecanismo en lugar de documentar este caso específico de embalaje. Función de la evidencia: mecanismo; tipo de fuente: documento. Apoya: La alta humedad puede causar que las ondulaciones del cartón corrugado se hinchen y pierdan integridad, haciéndolas más susceptibles al aplastamiento. Nota de alcance: No prueba que la ondulación específica en esta tabla haya fallado; respalda el comportamiento general del cartón corrugado relacionado con la humedad. ↩
"[PDF] La capacidad de hinchamiento de las fibras de pulpa – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/03/1997.2.683.pdf. Los estudios sobre fibras recicladas para la fabricación de papel informan que el despulpado y el reciclaje repetidos pueden reducir la longitud de la fibra y alterar la unión y el comportamiento de retención de agua, lo que proporciona un contexto material para las diferencias entre los grados de liner reciclado y los sustratos kraft vírgenes. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoyos: El despulpado repetido acorta las fibras de papel reciclado y puede aumentar la absorbencia en comparación con los sustratos de fibra kraft virgen. Nota de alcance: La fuente puede documentar la morfología y la absorbencia de la fibra reciclada en general en lugar de probar el grado comercial específico llamado testliner reciclado. ↩
"Penetración de tinta en papel de inyección de tinta sin recubrimiento e impacto en la calidad de impresión", https://bioresources.cnr.ncsu.edu/resources/ink-penetration-of-uncoated-inkjet-paper-and-impact-on-printing-quality/. Las referencias de la ciencia de la impresión describen la ganancia de punto como influenciada por las propiedades del sustrato, tales como la porosidad, la rugosidad de la superficie y la absorción de tinta, lo que respalda la afirmación de que un cartón más absorbente puede aumentar la ampliación del punto impreso. Función de la evidencia: mecanismo; tipo de fuente: educación. Apoya: Un sustrato de cartón reciclado poroso o absorbente puede aumentar la dispersión de la tinta y la ganancia de punto en relación con un sustrato menos absorbente. Nota de alcance: Esta evidencia respalda la relación general entre la absorbencia del sustrato y la ganancia de punto; puede que no verifique la formulación más contundente del artículo de que la expansión sería "incontrolable" en todos los entornos de producción .
"[PDF] Propiedades de la fibra y fractura del papel: longitud y resistencia de la fibra", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2024/03/1997.1.521.pdf. Una fuente científica sobre fibras de madera puede respaldar que el papel kraft fabricado con pulpa de madera blanda suele utilizar fibras más largas que los papeles reciclados para revestimiento, y que las fibras más largas contribuyen a una mayor resistencia del papel mediante la unión y el refuerzo de las fibras. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoyos: El papel kraft virgen tiene una estructura de fibra caracterizada por fibras de pino largas y rígidas. Nota de alcance: Este apoyo es contextual a menos que la fuente compare específicamente los grados exactos de papel kraft virgen y papel reciclado para revestimiento en la tabla. ↩
"Impacto del grado de trituración en el potencial de fabricación de papel reciclado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8410872/. Una fuente basada en ingeniería de papel o estándares puede respaldar que los papeles kraft vírgenes hechos de fibras largas y relativamente intactas generalmente muestran mayor resistencia al desgarro que los papeles hechos de fibras recicladas, porque el reciclaje acorta y debilita las fibras. Función de la evidencia: mecanismo; tipo de fuente: papel. Apoya: El papel kraft virgen proporciona la máxima resistencia al desgarro en comparación con el testliner reciclado. Nota de alcance: La palabra "máxima" es comparativa y depende del grado; la evidencia puede respaldar una mayor resistencia típica al desgarro en lugar de un máximo absoluto en todos los productos. ↩



