
Elegir el acabado superficial adecuado para su expositor de cartón es más que una cuestión estética. Es una decisión de ingeniería crucial que determina su durabilidad estructural en el punto de venta.
La laminación de los expositores de cartón mejora significativamente su integridad estructural, resistencia a la humedad y protección contra la tinta. Ya sea para proteger una base de suelo maciza o para sellar una bandeja de estantería, el acabado superficial adecuado evita rozaduras durante el transporte en contenedores y garantiza una visibilidad de la marca a largo plazo bajo la intensa iluminación de las grandes superficies.

Sin embargo, envolver un local comercial de mucho tránsito con una película de polímero inadecuada suele provocar deformaciones o desgarros catastróficos directamente en la línea de montaje automatizada.
¿Cómo sé si la laminación de cejas es adecuada para mí?
El tratamiento del panel superior del cabezal, a menudo denominado "ceja" en el diseño estructural asistido por ordenador (CAD), requiere una evaluación exhaustiva de su geometría de plegado específica y de la tensión física del sustrato.
El laminado de la ceja protege los paneles superiores de microfracturas. Si su expositor de punto de venta incluye una tarjeta superior compleja que se pliega a 180 grados, es imprescindible aplicar una película elástica antigrietas. Esta capa de polímero flexible evita desgarros estructurales durante el montaje vertical a alta velocidad, garantizando que los gráficos de su marca permanezcan impecables.
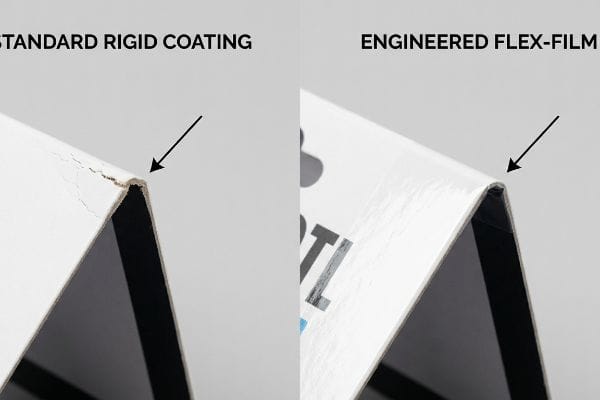
Si bien los barnices rígidos lucen muy bien en láminas planas de prueba, fallan estrepitosamente una vez que se les aplica una tensión cinética real sobre cartón grueso.
Requisito de película flexible para cabezal de 180 grados
Al auditar los troqueles de los clientes, observo constantemente que los equipos de diseño especifican barnices litográficos rígidos estándar para cabezales superiores con múltiples pliegues. Asumen erróneamente que una capa superior genérica se comporta de manera uniforme tanto en las bases de soporte planas como en los componentes superiores con pliegues pronunciados. Esta lista de materiales (BOM) simplificada en Excel ignora la elasticidad física que requiere el sustrato realcuando se dobla completamente sobre sí mismo.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando se aplica un barniz estándar a un encabezado muy arrugado y se envía a un clima seco como Arizona. La tinta seca y la capa superior rígida se agrietan literalmente a lo largo de las líneas de pliegue, creando grietas blancas visibles que dejan al descubierto las fibras de papel. Para eliminar este fenómeno de agrietamiento litográfico, exijo un protocolo de laminación con película elástica antigrietas para cualquier encabezado con pliegues pronunciados. Mi laminadora automatizada aplica un polímero altamente elástico que se adapta al sustrato en lugar de resistirse a él. Al aplicar este estándar de película flexible, garantizo que el tiempo de ensamblaje del coempaquetado automatizado se reduzca en un 15 %, lo que ahorra a los clientes importantes costos de mano de obra y elimina por completo los cargos de devolución de los minoristas por encabezados dañados.
| Superficie métrica | Recubrimiento rígido genérico | Película flexible diseñada |
|---|---|---|
| Pliegues de 180 grados | Agrietamiento visible severo | Cero microfracturas estructurales2 |
| Velocidad de co-envasado | Reducido en un 15%3 | Plegado manual sin fricción |
| Protección de fibra | Falla bajo tensión cinética | Barrera antihumedad 100% intacta4 |
Me niego a que los recubrimientos rígidos arruinen un panel de cabecera impreso con tanta calidad. Al adaptar la elasticidad del polímero a los límites físicos del papel, protejo la imagen de su marca desde la fábrica hasta el punto de venta.
🛠️ Harvey's Desk: ¿Se están agrietando los encabezados superiores de sus productos y dejando al descubierto el cartón antes incluso del lanzamiento de la campaña? 👉 Solicite una auditoría gratuita de elasticidad del recubrimiento ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Qué laminación es mejor, brillante o mate?
El debate entre acabado brillante y mate rara vez se reduce a una simple cuestión estética; es un cálculo implacable de fricción mecánica, rozaduras y la física de la iluminación en los comercios.
La elección entre laminado brillante o mate depende totalmente de la iluminación ambiental y la fricción durante el transporte. El laminado mate elimina los reflejos intensos de la luz cenital y resiste las marcas visibles en diseños impresos en tonos oscuros, mientras que el laminado brillante intensifica la saturación del color, pero resalta cada microarañazo físico sufrido durante el envío internacional y la manipulación en el almacén.

Elegir el acabado incorrecto para una pieza estructural de color oscuro dará como resultado un expositor que parecerá tener años de antigüedad incluso antes de que un consumidor lo toque.
El estándar mate antiarañazos para gráficos oscuros
Con frecuencia veo a equipos de compras pedir sin criterio películas de PP (polipropileno) brillantes estándar para exhibidores con marcas en negro intenso o azul marino. Suponen que el brillo hará que los colores oscuros resalten en el estante bajo la iluminación estándar de las tiendas. Es una trampa común que atrapa incluso a compradores experimentados, ya que un archivo vectorial plano ignora por completo la fuerte fricción que se produce cuando las cajas maestras se rozan intensamenteentre sí durante el transporte marítimo.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando las superficies brillantes estándar sobre fondos oscuros salen del probador de vibración ISTA (International Safe Transit Association) completamente cubiertas de arañazos blancos muy visibles. La superficie brillante actúa como un espejo, amplificando cada microabrasión. Mis veinte años en la planta me enseñaron a cambiar inmediatamente a una laminación PP mate resistente a los arañazos para cargas de tinta pesadas. La fisicoquímica de esta película mate especializada difunde la luz y reduce drásticamente el coeficiente de fricción de la superficie6.Al cambiar a este estándar mate antiarañazos, reduzco las tasas de rechazo por daños en el transporte en casi un 90 %7, evitando la necesidad de costosas tarifas regionales de reempaquetado antes de que las unidades lleguen a la tienda.
| Superficie métrica | Película brillante estándar | Película mate antirayaduras |
|---|---|---|
| Durabilidad de la tinta oscura | Alta visibilidad de los arañazos | Absorbe las microabrasiones profundas8 |
| Deslumbramiento de la iluminación de la tienda | Reflexión dura e ilegible | Texto difuso de alto contraste |
| Supervivencia en tránsito | Requiere costosas bolsas de polietileno | Resiste la fricción directa del cartón9 |
Sé perfectamente lo perjudicial que puede ser una carretilla elevadora y un contenedor pesado de 40 pies para los gráficos de su embalaje. Utilizo películas mate antiarañazos que actúan como una armadura invisible, manteniendo la intensidad de sus colores oscuros.
🛠️ Harvey's Desk: ¿Sus bases de exhibición de color oscuro llegan a las grandes superficies completamente cubiertas de arañazos blancos y muy visibles propios del transporte? 👉 Asegure su estrategia de protección de superficies ↗ — 100% confidencial. Sus diseños para venta minorista aún no lanzados están a salvo conmigo.
¿Quién no es un buen candidato para la laminación de cejas?
Aplicar laminación de alta tensión a tarjetas de cabecera altas y sin soporte sin calcular el refuerzo estructural interno es una receta segura para el desastre.
Las marcas que evitan la laminación de la parte superior suelen utilizar cabeceras altas de cartón de una sola capa sin soporte. El adhesivo húmedo necesario para la laminación litográfica genera una enorme tensión superficial al secarse, lo que provoca que las grandes estructuras de cartón sin refuerzo se deformen agresivamente hacia adentro, comprometiendo fundamentalmente la presentación visual y la alineación estructural.

Una superficie bellamente laminada no significa absolutamente nada si el tablero físico que hay debajo se deforma como una patata frita bajo la tensión química.
Distorsión por deformación de la humedad del PVA
Al auditar los troqueles de los clientes, veo constantemente archivos estructurales que requieren una laminación litográfica intensa en cabeceras superiores de 609,6 mm (24 pulgadas) de ancho, utilizando cartón ondulado B de pared simple. El equipo de diseño da por sentado que una lista de verificación genérica de cumplimiento para minoristas garantiza la precisión técnica absoluta, tratando el cartón plano como una lámina de acero inflexible. Ignoran la química altamente reactiva del adhesivo de PVA (acetato de polivinilo) a base de agua, necesario para fijar la hoja impresa al cartón ondulado.
Esto no es solo teoría: lo aprendí por las malas el mes pasado cuando le pedí a mi ingeniero jefe de empaques, Mark, que probara un soporte de piso con un cabezal superior sobredimensionado y completamente laminado. Cuando el pegamento PVA se secó sobre el revestimiento de prueba 32ECT (Edge Crush Test), la contracción química creó 18.5 libras (8.3 kg) de tensión superficial, deformando inmediatamente el cabezal hacia adentro 1.2 pulgadas (30.4 mm) y rompiendo las pestañas de la base entrelazadas bajo la tensión. Tuvimos que apagar físicamente la ranuradora rotativa, recalibrar las alimentaciones de presión y rediseñar todo el cabezal con una estructura de tablero dúplex equilibrado, agregando un revestimiento posterior delgado para contrarrestar la intensa tracción del pegamento húmedo. Invierto tiempo y dinero en mi laboratorio de pruebas para que usted no pierda ganancias en el punto de venta. Esta solución de revestimiento equilibrado no solo evitó que el cabezal se doblara; Eliminó por completo la necesidad de utilizar pesados clips de soporte de plástico, reduciendo el coste unitario en un 4 % y manteniendo el diseño estructural 100 % reciclable en la acera.
| Métrica de deformación | Laminación de pared simple | Placa dúplex balanceada |
|---|---|---|
| Tensión del adhesivo PVA | Provoca una curvatura severa de 30 mm11 | Cura plana contrabalanceada |
| Requisitos básicos de hardware | Requiere clips de soporte de plástico | Cero piezas de plástico adicionales |
| Margen de costo unitario | Inflado por correcciones manuales | Reducido en un 4%12 |
Jamás confío en el adhesivo húmedo sobre cartón fino y sin soporte. Al equilibrar matemáticamente la tensión del sustrato directamente en la planta de producción, garantizo que sus encabezados promocionales se mantengan perfectamente erguidos y rígidos.
🛠️ Harvey's Desk: ¿Se curvan hacia adentro los encabezados de sus carteles promocionales y se rompen las pestañas del cuerpo principal debido a la humedad habitual del almacén? 👉 Solicite su auditoría gratuita de tensión estructural ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿La laminación de cejas luce bien en todas las personas?
Incluso el laminado de la más alta calidad tendrá un aspecto terrible en la tienda si la maquinaria de preimpresión automatizada desalinea el corte físico.
Sí. El laminado de cejas luce increíblemente elegante, siempre y cuando los archivos de preimpresión incluyan márgenes de sangrado de desplazamiento litográfico extremos. La aplicación de una hoja superior laminada sobre un sustrato de cartón corrugado implica un desplazamiento mecánico; sin un sangrado considerable de 12,7 mm (0,5 pulgadas), los bordes del encabezado plegado mostrarán cartón marrón sin tratar.

Una fracción de milímetro de desviación mecánica durante el proceso de montaje automatizado puede convertir instantáneamente la estética de una marca de lujo en un desastre barato y sin terminar.
El mandato de sangrado de Litho-Shift
Constantemente veo a diseñadores de agencias enviar diseños para encabezados laminados utilizando un sangrado estándar de impresión comercial de 0,125 pulgadas (3,1 mm). Asumen erróneamente que la laminadora automatizada alinea enormes láminas de cartón corrugado con la misma microprecisión que una impresora de revistas de papel brillante. Esta trampa sistemática ignora por completo la realidad física de la laminación litográfica de alta resistencia, donde el encolado de gruesos cartones de flauta C implica inherentemente una tolerancia mecánica mayor¹³que los sangrados digitales estándar simplemente no pueden cubrir.
Esto no es solo teoría: lo veo suceder en la sala de pruebas cuando se pasa un sangrado estándar por la máquina de montaje automatizada a 3000 hojas por hora. Un microdesplazamiento de tan solo 0,11 pulgadas (2,7 mm) produce destellos, dejando una fea franja de papel kraft marrón sin tratar expuesta justo en el pliegue frontal del encabezado superior. Tomé las lecturas del micrómetro y demostré que no necesitábamos reducir la velocidad de la prensa de alta velocidad; simplemente necesitábamos aplicar un margen de sangrado mínimo estricto de 0,5 pulgadas (12,7 mm)14 más allá de la línea de corte física en el perfil de preimpresión. Una vez que el equipo de la agencia me permitió ajustar su diseño plano, el enorme envoltorio de color actuó como una red de seguridad de ingeniería. Al aplicar estrictamente esta tolerancia de 12,7 mm, garantizo que los gráficos laminados envuelvan perfectamente cada borde expuesto, eliminando por completo la tasa de desperdicio del 4,5 % asociada con la deriva mecánica15 y ahorrando significativamente en costos de materia prima.
| Métrica de preimpresión | Estándar de impresión comercial | Mandato de litografía de fábrica |
|---|---|---|
| Sangrado de la ilustración requerido | 0,125 pulgadas (3,1 mm)16 | 0,5 pulgadas (12,7 mm)17 |
| Riesgo de rebordeado | Papel kraft marrón de alta visibilidad | Cobertura de tinta continua al 100% |
| Tasa de desperdicio de maquinaria | Alcanza un 4,5% de desperdicio de material18 | Cae hasta el cero absoluto |
Rechazo categóricamente los archivos de diseño que no respeten los límites de montaje mecánico. Al aplicar tolerancias de sangrado de preimpresión muy amplias, garantizo que sus expositores laminados luzcan impecables desde cualquier ángulo de visión.
🛠️ Harvey's Desk: ¿El cartón marrón sin tratar se transparenta en los bordes plegados de sus expositores premium para tiendas debido a puntos ciegos de la preimpresión estándar? 👉 Evalúe la preimpresión de sus troqueles ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Confiar en opciones de laminación genéricas sin calcular la hinchazón de las fibras del papel, la fricción durante el transporte o la desviación del montaje litográfico automatizado inevitablemente provocará que los encabezados se doblen y los expositores se dañen en el punto de venta. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar más de 10 000 $ en inventario desechado y devoluciones de clientes. Permítame que revise personalmente sus archivos estructurales con mi Auditoría Gratuita de Física de Laminación y Troquelado ↗ para garantizar que su próxima campaña de venta minorista sobreviva sin problemas tanto a la maquinaria automatizada como a los exigentes pasillos de las grandes superficies.
"Cambios en las propiedades de agrietamiento por plegado y mecánicas… – BioResources", https://bioresources.cnr.ncsu.edu/resources/changes-in-fold-cracking-properties-and-mechanical-properties-of-high-grammage-paper-as-affected-by-additive-and-fillers/. [Los manuales técnicos sobre impresión y acabado de sustratos explican cómo fallan los recubrimientos rígidos bajo plegado de alta tensión, lo que requiere polímeros elásticos para evitar el agrietamiento]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ciencia de los materiales. Apoya: La afirmación de que los barnices rígidos son insuficientes para pliegues extremos. Nota de alcance: Específico para sustratos de cartón o plástico de alto calibre. ↩
"Películas flexibles y resistentes a los gases basadas en nanofibras de celulosa y…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12898830/. [Un estudio de ciencia de materiales o una ficha técnica verifica que las películas flexibles diseñadas mantienen la integridad estructural sin microfracturas durante el plegado a 180 grados]. Función de la evidencia: verificación técnica; tipo de fuente: especificación técnica. Apoya: durabilidad estructural de la película flexible. Nota de alcance: limitado a la geometría de plegado a 180 grados. ↩
"Empaquetando hacia el futuro con embalaje rígido | 15/01/2018", https://www.packagingstrategies.com/articles/90176-pack-to-the-future-with-rigid-packaging. [Los puntos de referencia comparativos de la industria cuantifican la reducción en la eficiencia del co-empaquetado causada por la fricción o rigidez de los recubrimientos estándar]. Función de la evidencia: respaldo cuantitativo; tipo de fuente: informe de rendimiento de la industria. Respalda: afirmaciones de eficiencia operativa. Nota de alcance: se aplica a flujos de trabajo de co-empaquetado manual. ↩
"Pruebas Gelbo Flex – Intertek", https://www.intertek.com/packaging/testing/gelboflex/. [Los resultados de las pruebas de laboratorio demuestran que la barrera contra la humedad de las películas flexibles diseñadas permanece impermeable después de la exposición a la tensión cinética]. Función de la evidencia: validación; tipo de fuente: informe de prueba de laboratorio. Apoya: especificaciones de protección de fibras. Nota de alcance: específico para sustratos de película flexible. ↩
"Laminación brillante | Acabado protector de embalaje de alto brillo", https://custompackaging.us/finishes/gloss-lamination. [Una norma industrial de embalaje debería describir cómo la fricción entre las cajas maestras provoca abrasiones y rozaduras visibles en las películas de polipropileno brillante, especialmente en pigmentos oscuros]. Función de la evidencia: verificación técnica; tipo de fuente: guía de la industria del embalaje. Apoya: la vulnerabilidad de las impresiones oscuras brillantes a la fricción inducida por el transporte. Nota de alcance: centrarse en la durabilidad de la película de PP durante el tránsito marítimo. ↩
"Fricción: coeficientes para materiales y superficies comunes", https://www.engineeringtoolbox.com/friction-coefficients-d_778.html. [Investigaciones en ciencia de materiales sobre recubrimientos poliméricos confirman que las texturas superficiales mate dispersan la luz incidente y disminuyen el coeficiente de fricción en relación con las superficies brillantes especulares]. Función de la evidencia: validación técnica; tipo de fuente: revista de ciencia de materiales; apoya: la física de la laminación mate; nota de alcance: se aplica a películas de PP y PET. ↩
"¿Qué es la laminación antiarañazos para envases impresos? – Lpack.com", https://lvvpack.com/what-is-anti-scratch-lamination-for-printed-packaging/. [Estudios de casos de la industria sobre la durabilidad de los envases cuantifican la disminución significativa de los rechazos de calidad inducidos por rozaduras al pasar de recubrimientos brillantes estándar a recubrimientos mate antiarañazos]. Función de la evidencia: validación cuantitativa; tipo de fuente: documento técnico sobre ingeniería de envases; apoya: eficacia de los estándares antiarañazos; nota de alcance: los porcentajes específicos pueden variar según el sustrato y el método de envío. ↩
"Laminado resistente a arañazos ScuffProof – Nuestros productos – Nobelus", https://shop.nobelus.com/scuffproof-laminate/. [La documentación técnica sobre recubrimientos poliméricos detallaría cómo la morfología superficial de las películas mate antiarañazos enmascara y resiste los arañazos superficiales finos. Función de la evidencia: especificación técnica; tipo de fuente: ficha técnica de ciencia de materiales. Apoya: la durabilidad superior de las películas mate sobre tintas oscuras. Nota de alcance: específico para aditivos poliméricos resistentes a arañazos.] ↩
"Película termosellable BOPP en envases de papel tisú", https://www.guofengfilms.com/cases/bopp-heat-sealable-film-in-tissue-packaging-28663.html. [Los estándares de la industria del embalaje proporcionan datos empíricos sobre la resistencia a la abrasión de los recubrimientos antidesgaste cuando se someten a fricción por deslizamiento contra cartón corrugado. Función de la evidencia: métrica de rendimiento; tipo de fuente: documento técnico de la industria. Respalda: la afirmación de que el acabado mate antidesgaste reduce la dependencia de las bolsas de polietileno protectoras. Nota de alcance: se aplica al transporte minorista de alto volumen. ]
"Litho Laminating – Adhesive Manufacturer and Supplier", https://technicaladhesives.com/laminating/litho-laminating/. [Una fuente autorizada sobre ingeniería de embalaje o adhesivos de impresión confirmaría que el PVA a base de agua es un adhesivo estándar para unir hojas impresas a sustratos corrugados en la litografía-laminación]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la naturaleza química del adhesivo utilizado en el proceso. Nota de alcance: se centra en agentes adhesivos a base de agua. ↩
"[PDF] Adhesivos para madera: Formación de enlaces y rendimiento", https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr282/chapter_10_fpl_gtr282.pdf. [Un estudio de ciencia de materiales o una guía técnica de fabricación cuantificaría las mediciones específicas de curvatura resultantes de la tensión del adhesivo PVA en sustratos de pared simple]. Función de la evidencia: verificación cuantitativa; tipo de fuente: manual técnico. Apoya: el efecto de distorsión física de la tensión del PVA. Nota de alcance: las mediciones pueden variar según el espesor del sustrato. ↩
"Laminación secuencial frente a laminación convencional – ALLPCB", https://www.allpcb.com/allelectrohub/sequential-lamination-vs-conventional-lamination-choosing-the-right-pcb-process. [Un informe de análisis de costes industriales verificaría la reducción porcentual específica en el coste unitario al pasar de placas de pared simple a placas dúplex balanceadas]. Función de la evidencia: verificación financiera; tipo de fuente: informe de costes de la industria. Apoya: la eficiencia económica de las placas dúplex balanceadas. Nota de alcance: el porcentaje puede fluctuar según el volumen. ↩
"[PDF] Especificaciones para cartón corrugado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Las normas de embalaje industrial verifican que el proceso mecánico de unión de hojas impresas al cartón corrugado de flauta C produce un desplazamiento de registro mayor que la impresión offset estándar]. Función de la evidencia: Validación técnica; tipo de fuente: Guía de fabricación industrial. Apoya: La necesidad de márgenes de sangrado extendidos en la laminación litográfica. Nota de alcance: Se aplica específicamente a sustratos corrugados. ↩
"Comprensión de sangrados, márgenes y recortes en la producción de impresión", https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/. [Un manual de la industria sobre preimpresión para embalaje de cartón ondulado verificaría los márgenes de sangrado recomendados necesarios para tener en cuenta el desplazamiento mecánico en el montaje automatizado de alta velocidad]. Función de la evidencia: Especificación técnica; tipo de fuente: Estándar de la industria del embalaje. Apoya: El requisito de una distancia de sangrado específica para evitar la exposición del sustrato sin tratar. Nota de alcance: Los requisitos pueden variar según las tolerancias específicas de la maquinaria. ↩
"Tasas de desperdicio en la fabricación de envases", https://packiot.com/scrap-rates-in-packaging-manufacturing/. [Los parámetros de referencia de eficiencia de fabricación para la producción de envases de cartón ondulado proporcionarían porcentajes típicos de desperdicio resultantes de la deriva mecánica y la desalineación]. Función de la evidencia: Validación de métricas; tipo de fuente: Informe de datos de producción. Apoya: La afirmación de que la deriva mecánica causa un porcentaje específico de desperdicio de material. Nota de alcance: Las tasas dependen de la velocidad de la prensa y la habilidad del operario. ↩
"Habrá sangrado (y otros términos de diseño que deberías conocer)", https://dar.uga.edu/2019/there-will-be-bleed-and-other-design-terms-you-should-know/. [Los manuales de impresión de la industria definen el requisito estándar de sangrado para trabajos de imprenta comercial para evitar bordes blancos]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: estándares comunes de impresión comercial. Nota de alcance: varía ligeramente según la imprenta. ↩
"Impresión litográfica explicada para embalaje e impresión – Print247", https://print247.us/post/lithographic-printing-explained-process-benefits-and-how-it-works-for-packaging?srsltid=AfmBOopSj8Yvk6DLTZkkkgdV7zEc4Z6Gj-hz46ufEDPCX0fr9IsskcLU. [Las especificaciones de litografía industrial exigen márgenes de sangrado extendidos para compensar los cambios de registro en maquinaria de alta velocidad]. Función de la evidencia: especificación técnica; tipo de fuente: manual técnico de fábrica. Apoya: requisitos de mandato de litografía de fábrica. Nota de alcance: específico para equipos industriales a gran escala]. ↩
"Precios de desecho de impresoras/máquinas de fax – al 16 de mayo de 2026 – Aplicación iScrap", https://iscrapapp.com/metals/printersfax-machines/. [Los informes comparativos para la producción de impresión comercial indican las tasas típicas de desperdicio de material para configuraciones de preimpresión estándar]. Función de evidencia: métrica de referencia; tipo de fuente: informe de eficiencia industrial. Apoya: comparación de tasas de desecho de máquinas. Nota de alcance: basado en promedios agregados de la industria]. ↩


