
Si desea controlar el gasto en exhibición en tiendas, debe comprender las variables ocultas y las limitaciones físicas que determinan la verdadera realidad de la fabricación en la planta de producción.
Entre los factores que influyen en el precio de las cajas personalizadas se incluyen la selección de la materia prima, la complejidad estructural, el volumen de impresión y los requisitos de herramientas especializadas. Otros elementos, como los acabados de laminación litográfica de alta fidelidad, el troquelado estructural personalizado, los recubrimientos resistentes a la humedad y las optimizaciones logísticas específicas para palés, también determinan en gran medida el coste final por unidad durante la producción en masa.

El presupuesto que aparece en una hoja de cálculo es solo una parte de la historia. Cuando tus archivos digitales llegan a la maquinaria física de la fábrica, los riesgos financieros reales comienzan a multiplicarse rápidamente.
¿Cuánto cuesta encargar una caja a medida?
Quieres una cifra concreta, pero fijar el precio es un delicado equilibrio entre la integridad del material y el atractivo estético superficial.
Calcular los costos de fabricación de cajas personalizadas requiere analizar la calidad del material, el volumen del pedido y los requisitos de acabado. Si bien las cajas de envío básicas sin imprimir cuestan muy poco, los expositores de alta gama para comercios, laminados litográficamente, con recubrimientos especiales y herramientas personalizadas, requieren presupuestos más elevados para garantizar su resistencia durante el riguroso transporte en la cadena de suministro.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. El verdadero peligro reside en la agresividad con la que los equipos de compras intentan reducir artificialmente ese coste.
Por qué la hinchazón cosmética destruye tu prueba de compresión corporal (BCT)
Incluso los equipos de compras más experimentados suelen caer en la trampa de considerar los costosos acabados cosméticos, como las laminaciones de lámina de cobertura total, como requisitos de marketing innegociables. Para compensar estos altos costos estéticos y alcanzar un precio objetivo específico, reducen discretamente la clasificación ECT (Edge Crush Test) del cartón corrugado base, sustituyendo un cartón robusto de 32 ECT por una alternativa más barata de 26 ECT¹ . Parece un simple ajuste presupuestario inofensivo en una hoja de cálculo digital.
Esto no es solo teoría: lo veo en acción en el laboratorio de pruebas cuando los clientes me traen prototipos defectuosos de otros proveedores. El mes pasado, una agencia me proporcionó una bandeja PDQ (Pre-packed Display Quantities) impresionante, con un acabado de lámina gruesa, pero habían reducido la calidad del acanalado interno para ahorrar dinero. La coloqué bajo la prensa de compresión hidráulica. La celda de carga BCT se estabilizó en 64,6 kg (142,5 lbs), y escuché el crujido desagradable de las acanaladuras al doblarse bajo una mínima carga superior. Rechacé de inmediato la exigencia de la lámina. Eliminé el exceso de material y volví a un sustrato virgen de 32 ECT² , sustituyendo la costosa lámina por un recubrimiento acuoso brillante de alto contenido en sólidos. Al restaurar la densidad del material, aumenté la capacidad de carga dinámica para que resista fácilmente el apilamiento de paletas estándar de 48 × 40 pulgadas (1219 × 1016 mm) 3 , eliminando por completo el riesgo de aplastamiento, lo que evita costosos cargos de devolución por parte de los minoristas y garantiza una implementación 100% exitosa.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Laminación de lámina despojada | Se restauró la línea base de 32 ECT4 | Se eliminaron los costos de hinchazón cosmética |
| Recubrimiento acuoso brillante aplicado | Reflejo premium mantenido | Reciclabilidad garantizada en la acera5 |
| Material virgen restaurado | Evita que la flauta se doble6 | Se evitaron las devoluciones de cargo por parte de los minoristas |
Me niego a rebajar la calidad de los paneles estructurales solo para financiar tratamientos estéticos innecesarios. Mi trabajo es proteger su producto durante el transporte marítimo, y eso significa priorizar la física básica sobre las representaciones superficiales de las agencias.
🛠️ Harvey's Desk: ¿Estás sacrificando la resistencia a la compresión crítica solo para costear una costosa laminación de aluminio en tu pantalla actual? 👉 Solicita una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son las 5 P del embalaje?
Dominar los principios teóricos del marketing minorista es inútil si tu estructura física se deforma antes incluso de llegar al pasillo de la tienda.
Las 5 P del empaquetado se refieren clásicamente a Producto, Precio, Distribución, Promoción y Posicionamiento. Estos principios fundamentales del marketing garantizan que la presentación comunique eficazmente el valor de la marca, proteja la mercancía durante el transporte, capte la atención en entornos comerciales concurridos y se ajuste perfectamente a la psicología de compra específica del consumidor objetivo.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Los gráficos promocionales más brillantes no sirven de nada si la química del sustrato falla en la planta de producción.
¿Por qué los adhesivos húmedos dañan los gráficos promocionales?
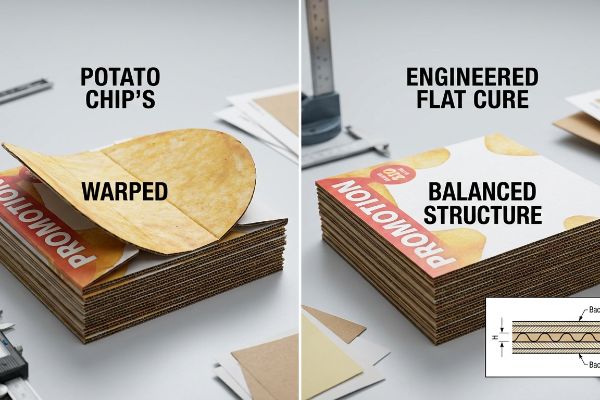
Las marcas suelen diseñar láminas superiores impactantes para cumplir con el pilar de "Promoción", dando por sentado que al montar esta impresión de alta calidad sobre un cartón corrugado rígido de flauta B se obtiene un expositor. Ignoran por completo la fisicoquímica del proceso de laminación litográfica. Debido a que la fábrica utiliza adhesivo de PVA (acetato de polivinilo) a base de agua en grandes superficies, el cartón poroso absorbe agresivamente el líquido, lo que provoca un desequilibrio de tensión catastrófico al secarse.
Esto no es solo teoría: lo veo en acción en la planta de pruebas. El trimestre pasado, un cliente llamó presa del pánico cuando su prototipo inicial de un proveedor local se deformó gravemente hacia adentro como una patata frita, distorsionando por completo el diseño promocional y fallando la prueba de caída de la ISTA (Asociación Internacional de Tránsito Seguro)7.Al principio, supuse que los tiempos de curado estándar lo aplanarían, pero estaba completamente equivocado; la tensión superficial era demasiado grande. Descarté su render de la agencia y reconstruí la fisicoquímica desde cero. Sustituí el adhesivo estándar por una mezcla de PVA de menor viscosidad e impuse una estructura de cartón dúplex equilibrada8, añadiendo un revestimiento posterior delgado para contrarrestar la tensión de la capa superior. Cuando saqué los cartones nuevos de la prensa de curado, la sensación polvorienta del cartón corrugado seco confirmó un curado perfectamente plano, lo que le ahorró al cliente un estimado del 15 % en reemplazos de inventario rechazados y preservó su alineación promocional.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Pegamento PVA de baja viscosidad9 | Reducción de la absorción de humedad | Se eliminaron los rechazos por deformación debido a la humedad |
| Tablero de revestimiento posterior aplicado10 | Tensión superficial equilibrada | Alineación gráfica conservada |
| Se implementó un control de peso de 24 horas11 | Se forzó una cura rígida y plana | Se evitaron los descartes de las placas de producción |
No confío en los modelos digitales para predecir cómo reaccionarán las fibras de papel a los adhesivos líquidos en una fábrica húmeda. Hay que eliminar la tensión química del tablero antes de que comience la producción en masa.
🛠️ Harvey's Desk: ¿Su proveedor actual equilibra químicamente sus cartones corrugados para evitar deformaciones durante la laminación litográfica? 👉 Solicite una simulación estructural 3D personalizada ↗ — 100% confidencial. Sus diseños de venta al por menor aún no lanzados están a salvo conmigo.
¿Cómo aumenta el valor de la marca el empaquetado personalizado?
La estética de alta gama justifica los precios elevados en los puntos de venta, pero el verdadero valor de una marca requiere supervivencia estructural, no solo una superficie bonita.
El empaque personalizado aumenta el valor de la marca al generar un impacto visual inmediato, ofrecer experiencias táctiles de alta calidad y garantizar una integridad estructural uniforme. Mediante el uso de formas troqueladas distintivas, colores específicos y estructuras de exhibición diseñadas matemáticamente, las marcas comunican eficazmente una alta calidad y dominan la crucial ventana de interacción visual de tres segundos.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Perseguir acabados táctiles de lujo puede provocar fácilmente un colapso estructural si se ignoran los principios básicos de la física.
¿Por qué el grabado profundo provoca una rotura catastrófica de la flauta?
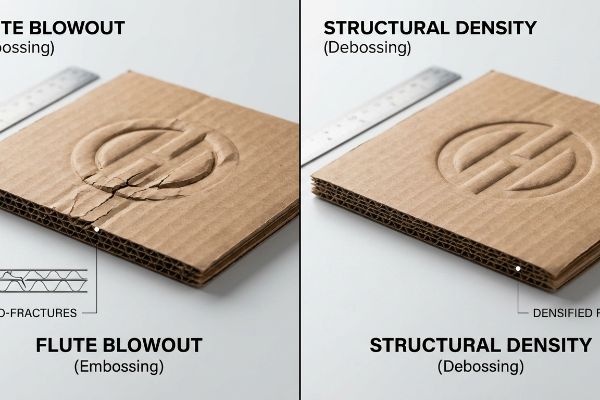
Para maximizar el valor de la marca, los diseñadores suelen exigir fuertes efectos táctiles 3D, como el relieve hacia afuera, asumiendo que se comporta exactamente igual que el estampado plano con lámina. Ignoran por completo los diferentes impactos físicos en el cartón corrugado. El relieve hacia afuera estira agresivamente el revestimiento superior de papel para crear un pico elevado, adelgazando físicamente las fibras de celulosa12 y creando microfracturas severas a lo largo de los pliegues críticos de soporte de carga13.
Esto no es solo teoría: lo aprendí por las malas en nuestro propio laboratorio de I+D (Investigación y Desarrollo). En 2022, le pedí a mi ingeniero jefe de empaques, Mark, que probara una nueva FSDU ) premium que presentaba un enorme logotipo en relieve directamente en el borde de retención frontal. Pensamos que podríamos estirar de forma segura el kraft virgen 32ECT si simplemente reducíamos la velocidad de la troqueladora. Tres días después, en la cámara de pruebas, vi cómo se doblaba todo el palé; escuché el crujido espantoso cuando las fibras estructuralmente agotadas se rompieron bajo la carga dinámica de 150 libras (68 kg). Pasamos horas observando físicamente el impacto de la máquina, rastreando la causa raíz a la presión de troquelado que aplastaba las flautas debilitadas14.Inmediatamente ordené una recalibración de la herramienta, invirtiendo el troquel de metal de un relieve hacia afuera a un bajo relieve hacia adentro. Al presionar el troquel hacia abajo, densificamos físicamente las estrías internas hasta convertirlas en un bloque sólido en lugar de romper la elasticidad exterior, lo que garantiza que se cumpla el límite de compresión de 2500 libras (1133 kg) de la tienda de clubes,al tiempo que se ofrece la experiencia táctil de primera calidad que exigen los compradores minoristas.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Se cambió al grabado en relieve hacia adentro | Acanaladuras internas densificadas | Se mantuvo la integridad estructural de 32ECT |
| Presión de matriz recalibrada | Microfracturas de papel eliminadas | Superó las pruebas de tránsito de carga pesada |
| Se evitó el relieve en la línea de pliegue | Elasticidad de las esquinas preservada | Se ha conseguido una ubicación privilegiada en tiendas minoristas |
Me niego a que la ambición estética comprometa la resistencia estructural de una pantalla de alta calidad. Si una textura debilita las fibras del papel, modificaré físicamente el molde para asegurar que la gravedad no destruya tu campaña.
🛠️ Harvey's Desk: ¿Están sus acabados táctiles de alta calidad mermando la resistencia de sus esquinas corrugadas? 👉 Obtenga una auditoría profesional de la lista de materiales ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Merecen la pena las cajas de envío personalizadas?
Invertir en estructuras a medida es imprescindible para la logística B2B moderna, pero su verdadero valor depende de la fluidez con la que se ensamblan en la línea de embalaje.
Sí. Las cajas de envío personalizadas son una inversión que sin duda vale la pena, ya que eliminan el espacio vacío desperdiciado, reduciendo drásticamente el peso volumétrico del envío. Además, los troqueles estructurales diseñados matemáticamente garantizan un montaje sin problemas y una experiencia de marca premium, previniendo activamente los daños durante el transporte y protegiendo la integridad del producto durante una manipulación logística rigurosa.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Una caja personalizada no sirve de nada si el troquelado falla matemáticamente durante el proceso de fabricación a alta velocidad.
¿Por qué los vectores de archivos planos perjudican la velocidad de procesamiento de pedidos?
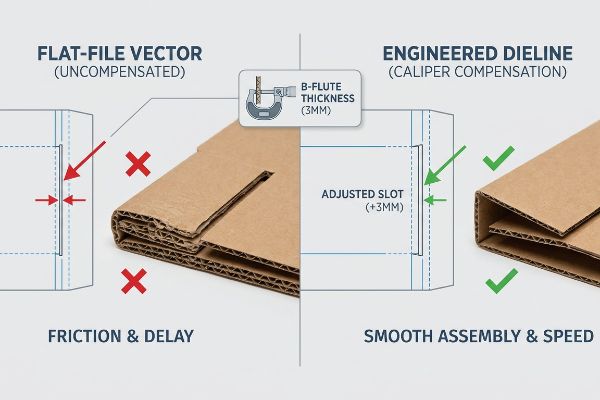
Incluso los diseñadores gráficos más experimentados suelen crear pestañas entrelazadas y ranuras plegables en software CAD digital con el mismo ancho que el panel correspondiente. Sin embargo, no calculan correctamente el calibre (grosor) del cartón corrugado plegado. Cuando un panel de flauta B de 3 mm de grosor se pliega 90 grados, consume material, lo que provoca una fricción considerable durante el montaje si la ranura receptora no se amplía matemáticamente.
Esto no es solo teoría; lo aplico en la planta de pruebas. Durante una prueba piloto reciente para un cliente de alto volumen, la línea de coempaquetado se detuvo por completo porque la base de envío entrelazada del expositor no cerraba. Bajé a la planta, arranqué la hoja superior de una caja atascada y sentí la fuerte resistencia de las ondulaciones aplastadas al encajar en una ranura estrecha. Tomé las lecturas del micrómetro y comprobé que no necesitábamos costosos clips de plástico para mantenerlo unido; solo necesitábamos un ajuste de tolerancia de precisión. Reconstruí la geometría CAD desde cero, aplicando un estricto algoritmo de compensación de calibre16 para ensanchar dinámicamente cada ranura y tener en cuenta el radio de curvatura exterior. Al aplicar esta tolerancia de curvatura específica de 0,12 pulgadas (3 mm)17, eliminé toda la fricción de ensamblaje, lo que garantizó que el tiempo de ensamblaje del coempaquetado se redujera en 35 segundos por unidad y le ahorró al cliente un estimado del 20 % en costos de mano de obra.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Compensación de calibre aplicada18 | Grosor de pliegue acomodado | Ensamblaje que evita el desgarro de la tabla |
| Ranuras de bloqueo ensanchadas en 3 mm | Se eliminó la fricción física | Reduzca el tiempo de co-empaquetado en 35 segundos19 |
| Se retiraron las piezas de plástico | Se simplificó la lista de materiales estructurales | Costes reducidos de mano de obra manual |
No confío en que los archivos planos de Illustrator dicten la física tridimensional. Al diseñar la tolerancia de curvatura exacta en las herramientas, se deja de pagar por mano de obra de ensamblaje innecesaria y se empiezan a realizar envíos más rápido.
🛠️ Oficina de Harvey: ¿Su plantilla de embalaje actual tiene en cuenta matemáticamente el grosor exacto del calibre del cartón ondulado tipo B plegado? 👉 Solicite una revisión estructural gratuita ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Puedes conseguir placas ECT 26 baratas y de baja calidad de cualquier proveedor, pero cuando esa paleta se dobla bajo 68 kg de carga pesada, provoca un colapso catastrófico que elimina todo tu margen de venta y causa el rechazo inmediato del minorista. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 3 mm en un importante lanzamiento nacional antes de la producción. Deja de arriesgar tu cadena de suministro con diseños teóricos y permíteme diseñar personalmente tu próximo lanzamiento para garantizar el máximo retorno de la inversión logística.
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoq4yLlPUkaRzmpmC5ZxIM24pVgl7hqLD_kuFJ4xaSYZA_PodRBo. [Los estándares de embalaje de la industria proporcionan datos que comparan la resistencia al apilamiento y el costo por unidad de cartón corrugado de 32 ECT frente a 26 ECT]. Función de evidencia: verificación técnica; tipo de fuente: hoja de especificaciones de la industria. Apoya: reducción del costo del material mediante la degradación del grado. Nota de alcance: se aplica a materiales de envío de cartón corrugado estándar. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Las normas de ingeniería de embalaje definen la clasificación de la prueba de aplastamiento de bordes (ECT) para especificar la resistencia al apilamiento y la capacidad de carga de los materiales corrugados. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: la viabilidad estructural de 32 ECT para cargas de envío. Nota de alcance: la capacidad de carga efectiva también depende de las dimensiones de la caja y la altura de apilamiento. ↩
"Tamaños estándar de palets | Con tabla – Kamps Pallets", https://www.kampspallets.com/standard-pallet-sizes-with-chart/. Los estándares logísticos, como los establecidos por la Grocery Manufacturers Association (GMA), definen el palet de 48×40 pulgadas como el estándar principal para el envío y almacenamiento en Norteamérica. Función de la evidencia: verificación fáctica; tipo de fuente: estándar logístico. Apoya: la base dimensional para calcular las tensiones y el espacio de envío. Nota de alcance: Estas dimensiones son principalmente estándar en los mercados norteamericanos. ↩
"Resumen de estudios recientes en IPST sobre el borde del cartón corrugado…", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Las normas técnicas para la prueba de aplastamiento de bordes (ECT) demuestran cómo la eliminación de laminados no porosos restaura la clasificación estructural original del cartón]. Función de la evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: restauración estructural después de la eliminación de la laminación. Nota de alcance: los valores de ECT dependen del grado específico del cartón. ↩
"Consideraciones sobre el impacto en la sostenibilidad: Recubrimientos de cartón – Zenpack", https://www.zenpack.us/blog/paperboard-coatings-sustainability-impact/. [Las directrices de la asociación de reciclaje verifican que los recubrimientos acuosos a base de agua son compatibles con los procesos de repulpado estándar, a diferencia de los laminados de aluminio]. Función de la evidencia: verificación del cumplimiento; tipo de fuente: directriz reglamentaria. Apoya: impacto ambiental de las opciones de recubrimiento. Nota de alcance: La reciclabilidad varía según las capacidades de las instalaciones municipales. ↩
"Tableros vírgenes versus reciclados – Repositorio de Investigación de VU", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. [La investigación en ciencia de materiales indica que las fibras de celulosa virgen proporcionan una rigidez y resistencia a la compresión superiores en comparación con las fibras recicladas acortadas]. Función de la evidencia: prueba de propiedades mecánicas; tipo de fuente: estudio de ingeniería. Apoyos: relación entre la pureza del material y la estabilidad estructural. Nota de alcance: El efecto depende de la proporción de contenido virgen a reciclado. ↩
"Procedimientos de prueba – Asociación Internacional de Tránsito Seguro", https://ista.org/test_procedures.php. [Una fuente autorizada de la industria definirá los protocolos de prueba estandarizados utilizados por ISTA para verificar que el embalaje pueda soportar los impactos del transporte]. Función de evidencia: norma técnica; tipo de fuente: organismo de certificación de la industria. Apoya: la validez de la métrica de falla del producto. Nota de alcance: se refiere a la simulación de tránsito estandarizada. ↩
"Cartón dúplex: Entendiendo su composición y aplicaciones", https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html. [La literatura sobre ciencia de los materiales explica cómo la construcción simétrica del cartón y los revestimientos posteriores contrarrestan la tensión para evitar el rizado o la deformación durante el curado del adhesivo]. Función de la evidencia: principio de ingeniería; tipo de fuente: manual técnico. Apoya: la solución estructural al problema de la deformación. Nota de alcance: específico para cartón y aplicación de adhesivo húmedo. ↩
"Comportamiento térmico, reológico y de absorción de humedad de… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12610708/. [La documentación técnica sobre la química de los adhesivos confirmaría cómo la menor viscosidad del PVA afecta la penetración de la humedad y la posterior deformación del sustrato]. Función de la evidencia: validación técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: el vínculo entre la viscosidad del adhesivo y la reducción de la absorción de humedad. Nota de alcance: específico para adhesivos a base de PVA. ↩
"¡Deja de desperdiciar transferencias DTF! ¡Alinea perfectamente siempre!", https://www.youtube.com/watch?v=hw_tFkZpDB0. [Los principios de ingeniería estructural sobre la laminación simétrica explican cómo los soportes posteriores contrarrestan la tensión superficial para evitar el rizado]. Función de la evidencia: principio mecánico; tipo de fuente: manual de ingeniería estructural. Apoyos: uso de soportes posteriores para preservar la alineación gráfica. Nota de alcance: se aplica a sustratos promocionales rígidos. ↩
"Preguntas frecuentes sobre pegamento – Revista WOOD – YouTube", https://www.youtube.com/watch?v=rGIuEZyJnGg. [Las normas de fabricación para la unión adhesiva definen la duración y la presión específicas necesarias para lograr un curado plano y rígido]. Función de evidencia: norma de proceso; tipo de fuente: guía de fabricación. Apoya: la eficacia del pesaje de 24 horas para prevenir el desperdicio de producción. Nota de alcance: depende del tipo de adhesivo y del espesor del material. ↩
«Efecto de la presión de gofrado sobre las propiedades mecánicas y de suavidad…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Investigación en ciencia de materiales sobre la deformación del papel que explica cómo el estiramiento mecánico durante el gofrado reduce el grosor de las fibras de celulosa]. Función de la evidencia: mecanismo técnico; tipo de fuente: revista de ciencia de materiales. Apoyos: degradación física del soporte; Nota de alcance: específico para el gofrado a alta presión. ↩
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Estudios de ingeniería de embalaje demuestran cómo el gofrado profundo introduce concentraciones de tensión que dan lugar a microfracturas en las líneas de pliegue, comprometiendo la integridad estructural]. Función de la evidencia: análisis de fallos estructurales; tipo de fuente: manual de ingeniería de embalaje. Apoyos: vulnerabilidad estructural; Nota de alcance: específico para cartón ondulado. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Documentación científica sobre materiales en cartón ondulado que explica cómo el grabado profundo fractura las acanaladuras verticales, reduciendo significativamente el valor de la prueba de aplastamiento de bordes (ECT) y provocando el colapso estructural]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la causa mecánica de la rotura de la acanaladura. Nota de alcance: el efecto varía según el perfil de la acanaladura y el grado del cartón. ↩
"¿Cuánta carga puede soportar mi palé?", https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. [Los estándares logísticos de la industria para grandes superficies comerciales especifican los requisitos mínimos de compresión para que las exhibiciones paletizadas resistan entornos de apilamiento alto]. Función de la evidencia: verificación de referencia; tipo de fuente: directrices de distribución minorista. Apoya: el requisito estructural específico para la viabilidad minorista. Nota de alcance: los límites pueden variar según el minorista y la altura del palé. ↩
"[PDF] Pinza de freno BSAE de Cal Poly", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?filename=1&article=1899&context=mesp&type=additional. [Los manuales técnicos de CAD para el diseño de embalajes estructurales describen algoritmos utilizados para compensar las dimensiones en función de las mediciones del calibre del material para garantizar el ajuste]. Función de la evidencia: verificación metodológica; tipo de fuente: documentación técnica del software. Apoya: el uso de ajustes algorítmicos para evitar la fricción en el ensamblaje. Nota de alcance: los detalles de implementación varían según la plataforma CAD]. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Las normas de ingeniería de embalaje para materiales ondulados especifican la tolerancia de flexión necesaria para evitar la adherencia y el aplastamiento del material en función de la profundidad de la ondulación]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería industrial. Apoya: la afirmación de que un ajuste específico de 3 mm resuelve la fricción de ensamblaje. Nota de alcance: Los valores precisos varían según el grado del cartón y el tipo de ondulación]. ↩
"Cómo el calibre del cartón afecta el rendimiento y el costo de las cajas plegables", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Las guías técnicas de ingeniería para embalajes de cartón corrugado explican cómo la compensación del grosor del material (calibre) garantiza una geometría de plegado adecuada y previene la tensión o el desgarro del material]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: integridad estructural de sobres personalizados. Nota de alcance: específico para materiales de cartón corrugado.] ↩
"Holguras de lengüetas y ranuras para chapa metálica – Reducción de costes, episodio 15", https://www.youtube.com/watch?v=WTDtj8vAJuE. [Estudios de casos de logística y datos de ingeniería industrial cuantifican la reducción del tiempo de montaje manual cuando se optimizan las tolerancias de las ranuras de bloqueo para eliminar la fricción]. Función de la evidencia: verificación cuantitativa; tipo de fuente: estudio de caso de logística. Apoya: ROI operativo del diseño de precisión. Nota de alcance: El ahorro de tiempo depende del volumen de la caja y de la eficiencia del operario.] ↩



