
Has invertido miles de dólares en la imagen de tu marca, pero si tu embalaje llega con el aspecto de un cubo de envío marrón estándar, los consumidores simplemente lo ignorarán.
Una caja troquelada es una solución de embalaje fabricada con precisión mediante plantillas de acero especializadas o mesas industriales automatizadas para estampar formas personalizadas, pestañas entrelazadas y líneas de plegado. Este proceso escalable transforma materiales de cartón corrugado planos en expositores tridimensionales complejos y estructuralmente consistentes para puntos de venta.

Sin embargo, comprender la definición básica es solo el primer paso. Para sobrevivir a la brutal logística de las grandes superficies comerciales, es necesario comprender cómo se diseñan realmente estas estructuras personalizadas en la fábrica.
¿Qué son las cajas troqueladas?
La mayoría de los propietarios de marcas asumen que una caja personalizada es simplemente cartón doblado con un bonito logotipo impreso en el exterior.
Las cajas troqueladas son estructuras de embalaje altamente personalizables que se forman al insertar cuchillas de acero afiladas en cartón corrugado. A diferencia de las cajas ranuradas estándar, estos contenedores específicos requieren plantillas estructurales únicas para crear ángulos complejos, ventanas personalizadas para el producto y mecanismos de cierre seguros que eliminan la necesidad de cinta adhesiva externa.
La magia no ocurre en la imprenta; ocurre en el departamento de ingeniería estructural, donde las matemáticas se encuentran con la fibra de papel en bruto.
La ingeniería oculta detrás del embalaje personalizado
Al principio, es fácil suponer que cualquier línea digital que dibujes en la pantalla se traducirá automáticamente en un corte físico. Un enfoque común para principiantes es diseñar primero los atractivos gráficos exteriores y simplemente superponer contornos negros estándar para indicar dónde debe doblarse o encajarse la caja.
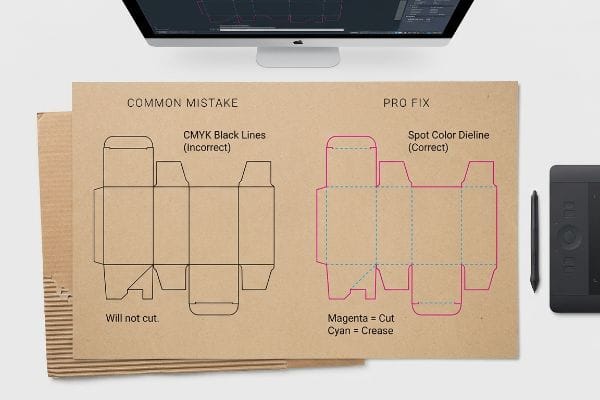
Sé que estás mirando este diseño estructural sintiéndote un poco perdido, porque veo a diseñadores gráficos veteranos cometer exactamente el mismo error cada semana. Envías un archivo con líneas negras estándar CMYK (cian, magenta, amarillo y negro/clave) que definen tu caja personalizada. Pero aquí en la planta de producción, nuestras mesas de corte CAD (diseño asistido por computadora) automatizadas no leen la tinta negra visual1.Si no asignas esos trazos a colores directos mecánicos absolutos2, la máquina CNC (control numérico computarizado) simplemente fusiona tus líneas de corte en la capa de la obra de arte. El resultado, lamentable, es recibir un lote enorme de cartón bellamente impreso sin ningún corte físico, lo que obliga a tu equipo de empaque a buscar a toda prisa los cúteres mientras el ruidoso y áspero raspado mecánico de la cuchilla de la fresadora permanece inactivo en segundo plano.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar el negro CMYK para las líneas de corte | Asignar color directo magenta al 100% | Evita el desperdicio de materia prima |
| Utilizar líneas punteadas para los pliegues | Asignar 100% de cian para el pliegue | Evita que la capa superior se agriete |
| Diseñar gráficos antes que estructura | Bloquear el archivo CAD en la capa inferior | Elimina la desalineación estructural |
Siempre intervengo en estos archivos durante la preimpresión para convertir esos trazos básicos en colores directos mecánicos, garantizando que las cuchillas de la máquina entren en contacto con el cartón y manteniendo la obra impresa en perfecto estado.
🛠️ El escritorio de Harvey: ¿No estás seguro de si las líneas de tu diseño se imprimirán con tinta o se cortarán como formas estructurales físicas? 👉 Permíteme inspeccionar tu archivo ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Cuál es la diferencia entre troquelado y Cricut?
Muchas marcas emergentes intentan crear prototipos de sus propias estructuras de venta internamente, utilizando máquinas artesanales de uso doméstico.
La diferencia entre el troquelado y la Cricut radica principalmente en la escala industrial. Mientras que una Cricut funciona como un plotter de escritorio ligero para materiales delgados, el troquelado comercial utiliza una enorme presión mecánica o mesas industriales automatizadas para perforar con precisión cartón corrugado grueso de doble pared para su distribución masiva en tiendas.

Crear prototipos en tu escritorio es un excelente ejercicio creativo, pero escalar esa idea para su implementación en 500 tiendas requiere una maquinaria completamente diferente.
De taller artesanal a producción industrial en masa
Es práctica habitual que las startups creen una versión reducida y atractivade su expositor utilizando un plotter de sobremesa y cartulina ligera. Llevas esta miniatura perfecta a tu próxima reunión de la junta directiva, y todos dan por hecho que estás listo para empezar a fabricar miles de unidades.
Me encanta ver esa energía emprendedora, pero siempre tengo que devolverles la realidad a los clientes cuando me entregan un prototipo de cartulina endeble. Un plotter de consumo simplemente desliza una pequeña cuchilla sobre papel plano. En mi planta, cuando necesitamos producir una muestra blanca de 24 horas para un minorista, utilizamos una enorme mesa de corte digital Kongsberg. No solo desliza una cuchilla; utiliza una herramienta oscilante de alta frecuencia4 que emite un chirrido fuerte y agudo mientras corta agresivamente las densas ondulaciones del cartón corrugado 32ECT (Edge Crush Test). Una máquina de escritorio no puede calcular matemáticamente la tolerancia de flexión de un cartón de 0,12 pulgadas5 (3 mm) de espesor, por lo que la transición de una lima artesanal a una troqueladora industrial a menudo requiere una reconstrucción estructural completa.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño sobre cartulina fina | Prototipo en una línea de pruebas real6 | Garantiza una capacidad de peso precisa |
| Ignorando el grosor de la tabla | Aplicar tolerancias de curvatura paramétricas7 | Permite un montaje sin fricción |
| Escalado directo de archivos de artesanía 2D | Reconstrucción en software 3D profesional | Evita el pandeo estructural8 |
Siempre pruebo primero estos prototipos preliminares en nuestra mesa de muestras industriales, para asegurarme de que el material corrugado grueso se doble y se bloquee de forma segura antes de gastar un solo dólar en herramientas para la producción en masa.
🛠️ Escritorio de Harvey: ¿Te preocupa que tu prototipo de escritorio se deforme repentinamente al cambiar a cartón corrugado industrial de alta resistencia? 👉 Solicita una muestra blanca ↗ — Descárgala de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Por qué se llaman troquelados?
La terminología puede resultar increíblemente confusa si nunca has puesto un pie dentro de una imprenta comercial.
Se denominan troqueladas porque el proceso de fabricación se basa en un troquel físico: una plancha de madera especializada con cuchillas de acero afiladas y nervaduras de plegado romas. Esta herramienta personalizada actúa como un cortador de galletas gigante, estampando con precisión materiales planos para crear formas estructurales funcionales bajo una presión extrema.

La mayoría de los responsables de marca nunca ven las herramientas físicas que se utilizan para fabricar sus cajas, lo que genera un gran malentendido sobre cómo se replican estas estructuras a lo largo del tiempo.
La realidad física del troquel de acero
Cuando se paga una tarifa única por el utillaje de una campaña de empaquetado, es fácil suponer que se está adquiriendo un molde metálico permanente e indestructible que durará para siempre. Los compradores suelen esperar poder utilizar el mismo archivo estructural tres años después sin ninguna pérdida de precisión ni de velocidad de ensamblaje.
Permítanme llevarlos a la planta de producción y mostrarles lo que realmente sucede cuando intentan reutilizar herramientas viejas. Su "troquel" no es de acero macizo; es una matriz de cuchillas metálicas martilladas a mano sobre madera contrachapada cruda y porosa⁹.Cuando los equipos de compras intentan ahorrar costos reutilizando un troquel que ha estado almacenado en un almacén húmedo durante ocho meses, presencio el desastre. La base de madera absorbe la humedad y se deforma¹⁰apenas una fracción de pulgada, lo que provoca que las cuchillas se desalineen. Cuando el fuerte y resonante golpe de la prensa mecánica impacta la tabla, no se obtiene un corte limpio. Se obtienen bordes de papel irregulares y pestañas de bloqueo desalineadas que le toman al equipo de co-empaquetado el doble de tiempo para doblar, arruinando en última instancia sus márgenes de mano de obra.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reutilización de matrices de madera antiguas | Implementar un nuevo protocolo de herramientas | Garantiza bordes limpios y afilados como navajas |
| Almacenamiento de troqueles en zonas húmedas | Fabricación de troqueles nuevos mediante grabado láser por lote | Evita la desalineación de las pestañas |
| Ignorar el desafilado de la hoja | Exigir cuchillas de acero nuevas para reglas | Reduce significativamente el tiempo de co-envasado |
Elimino por completo este riesgo de degradación al exigir un nuevo protocolo de utillaje, grabando con láser una matriz completamente nueva para cada lote de producción en masa, para garantizar que sus cajas se plieguen a la perfección.
🛠️ Harvey's Desk: ¿Se están rompiendo las esquinas de tus cajas antiguas o tu equipo de logística tarda más en ensamblarlas? 👉 Solicita una auditoría de herramientas ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué aspecto tiene un troquelado?
Resulta tentador contemplar una hermosa representación digital en 3D en el monitor y suponer que el proceso de fabricación física será igual de limpio y predecible.
Un troquelado se asemeja a un gran rompecabezas geométrico plano con perímetros exteriores continuos para el corte y guías interiores con hendiduras para el plegado. Visto antes del ensamblaje, muestra pestañas de bloqueo precisas, ranuras estratégicamente ubicadas y márgenes de sangrado extendidos que garantizan que el diseño impreso se ajuste perfectamente a cada borde estructural.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y enormes láminas de material comienzan a desplazarse físicamente por la cinta transportadora.
Por qué fallan los márgenes de impresión estándar en la planta de producción.
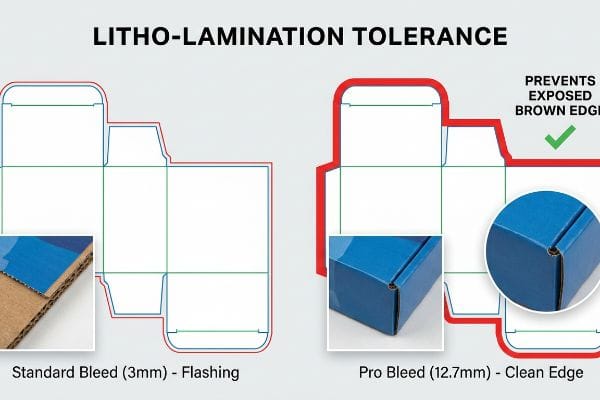
Muchos diseñadores gráficos aplican márgenes de sangrado estándar de impresión comercial, generalmente de alrededor de 3,17 mm (0,125 pulgadas) , a sus archivos de empaques personalizados. Dan por sentado que las mismas reglas utilizadas para imprimir tarjetas de presentación o folletos delgados se aplican sin problemas a las estructuras de cartón corrugado grueso para la venta minorista.
Lograr que un archivo de diseño luzca perfecto en un laboratorio digital es fácil, pero esta es la cruda realidad cuando superviso la laminación litográfica para un lanzamiento minorista de 5000 unidades. En mi planta, veo con frecuencia archivos con diseños impecables que fallan estrepitosamente porque los compradores ignoran la tolerancia mecánica de la maquinaria de encolado automatizada. La laminación litográfica consiste en tomar la hoja superior impresa y adherirla a gruesas láminas de cartón corrugado con adhesivo PVA (acetato de polivinilo) húmedo. Cuando mido el desplazamiento físico durante el montaje a alta velocidad, el papel se desplaza inherentemente. Un sangrado estándar de 3 mm es totalmente insuficiente. La resistencia adhesiva del pegamento húmedo tira de la hoja y, de repente, el troquel impacta fuera de la zona impresa. El resultado es el "reborde": feos bordes de cartón marrón expuestos que rodean el borde frontal de su expositor de cosméticos, arruinando instantáneamente el valor de la marca.
El mes pasado, extraje los datos de alineación de preimpresión para demostrarle a un cliente que no necesitaba otra fábrica; solo requería un margen de sangrado mínimo estricto de 12,7 mm (0,5 pulgadas) más allá de la línea de corte física. Al aplicar esta estricta extensión de sangrado, eliminé matemáticamente el riesgo de desplazamiento de laminación, evitando por completo el efecto de rebaba y protegiendo al cliente de una tasa de rechazo de lotes del 15 % durante las inspecciones de control de calidad.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando márgenes de sangrado estándar de 3 mm | Aplicar sangrado mínimo de 12,7 mm12 | Oculta cartón marrón expuesto |
| Ignorando el turno13 | Extiende el arte más allá de todas las líneas de puntuación | Mantiene intactos los gráficos de la marca |
| Impresión directamente sobre el borde cortado | Crear redes de seguridad diseñadas | Elimina los rechazos del control de calidad en el sector minorista |
Rechazo categóricamente los archivos de preimpresión que no cumplen con este umbral de sangrado masivo, lo que obliga a los equipos de diseño a estirar los fondos para que su campaña sobreviva a las realidades físicas de la fabricación automatizada.
🛠️ Oficina de Harvey: ¿Sabes si el archivo de diseño de tu diseñador actual tiene suficiente margen de seguridad mecánica para soportar la laminación litográfica de alta velocidad? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés antes de que malgastes tu presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor más económico, pero cuando ese cambio en la laminación litográfica deja al descubierto los bordes corrugados sin tratar en un expositor de alta gama, provoca una enorme fricción en el punto de venta, ralentizando la línea de montaje en un 30 % aproximadamente y eliminando instantáneamente el margen de beneficio de tu campaña. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias mecánicas y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar errores fatales en los bordes antes del lanzamiento.
"CMYK vs. Color directo vs. Impresión de proceso simulado", https://www.screenprinting.com/blogs/news/cmyk-vs-spot-vs-simulated-process-whats. [Los manuales técnicos para plotters de corte digital especifican que las máquinas identifican las trayectorias de corte mediante colores directos designados en lugar de valores de tinta CMYK]. Función de evidencia: especificación técnica; tipo de fuente: manual de hardware. Apoya: La incapacidad de las tablas CAD para reconocer el negro visual como un comando de corte. Nota de alcance: Específico para sistemas de corte digital automatizados. ↩
¿Qué significa troquelado? Proceso de troquelado en la impresión de etiquetas, https://www.bluelabelpackaging.com/blog/die-cut-mean/. [Las guías de la industria para el diseño de embalajes estructurales explican el uso de designaciones de colores directos únicos para comunicar las líneas de corte y pliegue a la maquinaria CNC]. Función de evidencia: estándar técnico; tipo de fuente: guía de la industria. Apoya: El requisito de asignaciones mecánicas de colores directos en los archivos de producción. Nota de alcance: Se aplica a flujos de trabajo profesionales de impresión y corte. ↩
"DISEÑO ESTRUCTURAL DE EXHIBICIONES PARA COMERCIO MINORISTA INTERACTIVO…", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Las guías de diseño industrial para empaques a menudo especifican el uso de prototipos físicos de baja fidelidad para la validación de conceptos en etapas tempranas. Función de evidencia: validación de procedimientos; tipo de fuente: manual de la industria. Apoya: el uso de prototipos a escala reducida para la validación del diseño. Nota de alcance: Se aplica a la fase conceptual del desarrollo de exhibiciones minoristas.] ↩
«Kongsberg Ultimate – La solución de corte más productiva para…», https://www.kongsbergsystems.com/en/cutting-systems/tables/ultimate/overview. [La documentación técnica de los fabricantes de equipos industriales confirma el uso de herramientas oscilantes para el corte de sustratos corrugados densos.] Función de la evidencia: especificación técnica; tipo de fuente: manual del fabricante. Apoya: distinción entre mecanismos de corte de consumo e industriales. Nota de alcance: específico para mesas de corte digitales de alta gama. ↩
"[PDF] Rigidez a la flexión del cartón corrugado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Las normas de ingeniería de embalaje proporcionan fórmulas para la tolerancia a la flexión para tener en cuenta el espesor del material durante los procesos de plegado.] Función de la evidencia: métrica técnica; tipo de fuente: norma industrial. Apoya: la necesidad de reconstrucciones estructurales al pasar de prototipos a producción industrial. Nota de alcance: aplicable a materiales de cartón corrugado y de alta resistencia. ↩
"Papel Testliner | Inviker", https://inviker.com/en/paper-packaging/testliner-paper/. [Los estándares de la industria para la fabricación de cartón ondulado especifican que es necesario utilizar pesos reales del revestimiento durante la creación de prototipos para validar la integridad estructural y la capacidad de carga]. Función de evidencia: estándar de la industria; tipo de fuente: guía de fabricación. Apoya: la ventaja de crear prototipos con materiales de calidad de producción en lugar de cartulina. Nota de alcance: Se refiere a las capas exteriores del cartón ondulado. ↩
"Tutorial de SOLIDWORKS: Caja de cartón corrugado con chapa metálica", https://www.youtube.com/watch?v=OLcQhg5W5IY. [Los manuales de ingeniería técnica para embalaje explican cómo el cálculo de las tolerancias de plegado en función del espesor del material es esencial para un plegado y ajuste precisos]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: el requisito de tolerancias paramétricas para garantizar un ensamblaje sin fricción. Nota de alcance: Se aplica específicamente a sustratos rígidos o semirrígidos. ↩
"Predicción de comportamientos de flexión, pandeo y vibración libre de 3D…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8745964/. [Las guías de análisis estructural demuestran que el modelado 3D tiene en cuenta las tensiones del material y las restricciones volumétricas que el escalado 2D ignora, reduciendo así el riesgo de pandeo]. Función de la evidencia: justificación técnica; tipo de fuente: guía de ingeniería estructural. Apoya: la necesidad de reconstruir archivos 2D en software 3D profesional. Nota de alcance: se centra en estructuras de exhibición minorista portantes. ↩
"Matrices de acero para troquelado 101: Introducción, usos y beneficios", https://fremontcuttingdies.com/steel-rule-dies-101-intro-uses-benefits/. [Una guía técnica sobre la producción de troquelado explica la construcción física de las matrices de acero para troquelado, incluyendo la incrustación de reglas de acero en madera contrachapada]. Función de la evidencia: verificación de hechos; tipo de fuente: manual técnico. Apoyos: materiales de construcción. Nota de alcance: enfoque en matrices de acero para troquelado. ↩
"Rendimiento de un adhesivo rígido y uno flexible en uniones de madera...", https://research.fs.usda.gov/treesearch/30498. [La literatura sobre ciencia de los materiales confirma que el contrachapado poroso está sujeto a expansión higroscópica y deformación cuando se expone a la humedad]. Función de la evidencia: explicación causal; tipo de fuente: libro de texto de ingeniería. Apoyos: efecto de la humedad en las herramientas. Nota de alcance: comportamiento genérico del contrachapado aplicado a matrices. ↩
"¿Cómo puedo determinar cuánto sangrado debo usar?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Los manuales de impresión profesional y los estándares de diseño gráfico especifican 0,125 pulgadas como sangrado base para proyectos de impresión comercial para tener en cuenta la variación de recorte]. Función de evidencia: estándar de la industria; tipo de fuente: guía técnica. Apoya: la frecuencia del margen de sangrado de 0,125 pulgadas. Nota de alcance: Estándar para impresiones 2D, puede variar para gran formato. ↩
"¿Por qué es tan importante el sangrado? – Shanghai DE Printed Box", https://www.deprintedbox.com/blog/why-bleed-important-in-printing/. Los estándares de embalaje de la industria especifican anchos mínimos de sangrado para compensar el desplazamiento del registro durante el troquelado de sustratos gruesos. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la recomendación de aumentar los márgenes de sangrado. Nota de alcance: se aplica específicamente a expositores de cartón de gran formato. ↩
"Registro en impresión: ¿Qué es? Tolerancia - Sticky Business", https://www.stickybusiness.com/blog/what-does-registration-shift-mean. La documentación técnica para maquinaria de laminación industrial explica la deriva mecánica inherente y el desplazamiento del sustrato que se produce durante la aplicación de la película. Función de la evidencia: mecanismo técnico; tipo de fuente: documentación de la maquinaria. Apoya: la necesidad de extender el diseño más allá de las líneas de corte. Nota de alcance: la variación del desplazamiento depende de la precisión de la máquina y la tensión del material. ↩



