
Si lo que se busca es atraer clientes a las tiendas, las cajas estándar no son suficientes. Se necesitan expositores estructurales diseñados específicamente para resistir las duras condiciones de los comercios.
Un expositor POP (Punto de Venta) es un elemento de venta independiente diseñado para interrumpir el flujo de clientes y fomentar las compras impulsivas fuera de los pasillos habituales de la tienda. Estas estructuras de cartón corrugado maximizan la visibilidad de la marca y aseguran un espacio privilegiado en las principales superficies comerciales del mundo.

Pero comprender la teoría del marketing no sirve de nada si la estructura física cede ante el peso de la mercancía. Permítanme explicarles el funcionamiento.
¿Qué es un ejemplo de expositor en el punto de venta (POP)?
Encontrar el diseño adecuado es fundamental para la aprobación en el sector minorista.
Un ejemplo de expositor de punto de venta (POP) es un expositor de palets fraccionados, como una unidad de medio palet o un cuarto de palet. Estas estructuras compactas e independientes de cartón corrugado permiten almacenar grandes cantidades de inventario y se adaptan estratégicamente a los estrechos pasillos de las tiendas sin infringir las estrictas limitaciones de espacio.

Cuando las marcas me piden ejemplos físicos, suelen imaginarse enormes estanterías en los extremos de los pasillos, pero la realidad de las operaciones en tienda exige precisión matemática.
La mecánica de ingeniería detrás de los comerciantes fraccionados
Cuando les muestro a mis clientes mi laboratorio de diseño, les explico los ejemplos de POP no solo por sus gráficos, sino también por su geometría espacial. Suelo señalar los expositores estándar de gran capacidad, diseñados con precisión a dimensiones fraccionarias como 48 × 20 pulgadas (1219 × 508 mm)¹. Estas unidades más pequeñas actúan como columnas de carga aisladas que maximizan la densidad del espacio sin ocupar toda una base de madera. Al tratar el expositor como un bloque arquitectónico modular, puedo garantizar que resista el intenso tráfico comercial y que, al mismo tiempo, albergue de forma ordenada artículos pesados.
Debido a que los compradores minoristas protegen con celo su espacio en los pasillos, presentar un expositor de suelo de tamaño completo de 48 × 40 pulgadas (1219 × 1016 mm) suele resultar en un rechazo inmediato. Cuando los clientes me preguntan cuál es el ejemplo más efectivo de POP, suelo señalar mis paletas de un cuarto diseñadas a medida . Recuerdo medir una esquina densa de una tienda mayorista y darme cuenta de que reducir el espacio permite que dos campañas promocionales distintas compartan una sola paleta GMA (Grocery Manufacturers Association) sin problemas. La realidad táctil de manipular estos expositores compactos —sentir la densa rigidez estructural de las microcanales— demuestra que un espacio más pequeño no significa una menor capacidad de carga. Este enfoque fraccional subdivide naturalmente el espacio, lo que permite a los compradores aprobar con confianza el espacio reducido sin dejar de impulsar un gran volumen de producto.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en el sector minorista |
|---|---|---|
| División fraccionada de palets | Dos unidades comparten una base de madera | Duplica la densidad de palés por envío4 |
| Capacidad de carga de microcanales | Evita que se abulten las paredes laterales | Reduce el desperdicio de materiales en un 15%5 |
| Base estrecha de 20 pulgadas (508 mm)6 | Retira los carritos de compra que pasan | Garantiza el cumplimiento del 100% por parte de los minoristas |
Nunca recomiendo usar palés completos para lanzamientos de productos no probados. Al diseñar unidades fraccionadas precisas, garantizo que su campaña obtenga una ubicación privilegiada en el piso de ventas sin generar costosos cargos por desocupación de pasillos por parte de gerentes de tienda estrictos.
🛠️ Oficina de Harvey: ¿Sabe si el espacio que ocupa su exhibición actual infringe las normas de espacio libre en los pasillos de las tiendas mayoristas? 👉 Solicite una simulación de estrés estructural 3D personalizada ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Cuál es la diferencia entre los expositores POS y POP?
La ubicación determina la física estructural de su expositor.
La diferencia entre un expositor de punto de venta (TPV) y un expositor de punto de venta (PPO) radica exclusivamente en las limitaciones de espacio. Los expositores de TPV se ubican cerca de las cajas registradoras, respetando los límites de accesibilidad establecidos por la Ley ADA, mientras que los expositores de PPO se ubican en los pasillos generales de la tienda, anclados a palés de gran capacidad (GMA) para un inventario de alta capacidad.

Muchas empresas comerciales proponen diseños escalables que difuminan estas líneas, pero ignorar los límites físicos conlleva lanzamientos minoristas desastrosos.
Los límites legales y espaciales de las zonas comerciales
Constantemente veo marcas que intentan reducir el tamaño de un expositor a la mitad para usarlo en la caja. Les explico que las zonas POP y POS requieren infraestructuras de ingeniería permanentemente separadas porque dan servicio a ecosistemas físicos totalmente diferentes. Un expositor POP se basa en la capacidad de carga dinámica de una base logística de madera estándar⁷,mientras que un expositor POS debe cumplir con una ergonomía humana estricta⁸.Simplemente no se pueden combinar las estructuras sin incumplir las normativas del minorista.
Cuando los clientes me piden que defina esta diferencia de forma práctica, saco el manual de cumplimiento de la ADA (Ley de Estadounidenses con Discapacidades) que tengo justo al lado de mi mesa de corte CAD (Diseño Asistido por Computadora). Para los puntos de venta, debo anclar estrictamente los archivos de diseño a la ventana de cumplimiento de alcance frontal de 15 a 48 pulgadas (381 a 1219 mm)9, asegurando que cada comprador pueda agarrar el producto de forma natural sin agacharse excesivamente. Por el contrario, al diseñar archivos de piso para puntos de venta, me concentro por completo en resistir la fuerza bruta de una carretilla elevadora, anclando la base al límite exacto de 48 × 40 pulgadas (1219 × 1016 mm)10.Recuerdo deslizar mi micrómetro sobre una pantalla cruzada "ajustable" que trajo un cliente; las proporciones estaban completamente distorsionadas, lo que la hacía demasiado endeble para el piso y demasiado alta para el mostrador. Separar estos procesos evita grandes devoluciones de cargos por parte de los gerentes de tienda que, con razón, rechazan las unidades de caja registradora que no cumplen con la normativa.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en cumplimiento normativo |
|---|---|---|
| Anclaje POP de 48 × 40 pulgadas (1219 × 1016 mm)11 | Se ajusta perfectamente a los palés logísticos | Elimina los daños por aplastamiento de bordes durante el transporte |
| Ventana de alcance del punto de venta de 15 a 48 pulgadas (381 a 1219 mm)12 | Cumple con estrictos requisitos ergonómicos | Evita el rechazo inmediato por parte del minorista |
| Tuberías de ingeniería independientes | Elimina los errores de escalado proporcional | Reduce el tiempo de diseño estructural en un 50%13 |
Me niego a construir expositores universales que abarquen todo el pasillo. Respetar los límites físicos entre la caja y el pasillo principal garantiza que su producto impulse las ventas en lugar de acabar en el contenedor de basura de la tienda.
🛠️ Oficina de Harvey: ¿Sus exhibidores de mostrador actuales superan matemáticamente los límites de alcance frontal obligatorios establecidos por las cadenas minoristas nacionales? 👉 Solicite una auditoría de lista de materiales ↗ — 100 % confidencial. Sus diseños de venta minorista aún no lanzados están a salvo conmigo.
¿Quién suele suministrar los expositores para puntos de venta?
Elegir al socio de fabricación adecuado es una decisión crucial en la cadena de suministro.
Los expositores para puntos de venta suelen ser suministrados por fabricantes especializados, ingenieros de embalaje estructural y agencias especializadas. Un fabricante centralizado que ofrece soluciones integrales controla directamente la ingeniería estructural, la adquisición de materias primas y el ensamblaje final, eliminando así la grave responsabilidad derivada de las operaciones de embalaje por encargo fragmentadas.
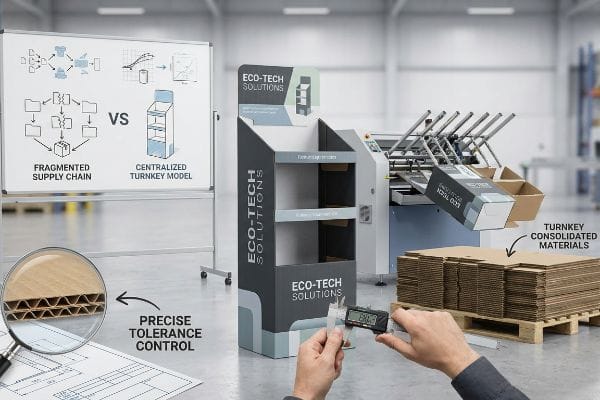
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar; la fragmentación de los procesos de adquisición suele destruir el ensamblaje físico.
Por qué las cadenas de suministro fragmentadas fracasan en la planta de producción
Las marcas suelen optar por un modelo de empaquetado por contrato en el que obtienen componentes impresos de distintos proveedores para minimizar artificialmente los costos unitarios. Asumen que, siempre que el diseño coincida visualmente, el expositor final se ensamblará a la perfección. Lo que no se dan cuenta es que separar la adquisición de la placa del ensamblaje final14 crea desajustes mecánicos catastróficos. Siempre construyo expositores utilizando un protocolo de consolidación llave en mano porque controlar todo el ciclo de vida del material es la única manera de garantizar tolerancias estructurales estrictas15.
Esto no es solo teoría; lo aprendí por las malas en la planta de producción. En 2022, le pedí a mi ingeniero jefe de empaquetado, Mark, que fabricara un lote de expositores con cartones precortados que el cliente había adquirido de forma independiente a través de un intermediario extranjero. El error fue suponer que las tolerancias de troquelado coincidirían con las de mi equipo de plegado automatizado. Tres días después, en la zona de montaje, vi cómo un palé entero de bases se doblaba y atascaba la línea. El crujido fuerte y desagradable de los brazos de plegado al destruir el cartón ondulado desalineado fue inolvidable. El cartón crudo se cortó por tan solo 2,79 mm (0,11 pulgadas), lo que provocó que la maquinaria automatizada aplastara con fuerza los arcos de onda internosen lugar de plegarlos correctamente. Tuve que detener manualmente la línea, sacar el micrómetro y recalibrar de forma drástica la presión del ranurador rotatorio para compensar los cortes imprecisos. Pasé tres horas observando físicamente el proceso de coempaquetado para encontrar el umbral de presión exacto que no rompiera las fibras estructuralmente agotadas. Este ajuste mecánico, realizado directamente en la máquina en funcionamiento, no solo evitó que las bases se derrumbaran, sino que también redujo el tiempo de ensamblaje para el coempaquetado en 42 segundos por unidad, disminuyendo significativamente los costos laborales previstos.
| Solución de ingeniería | Resultado físico | Retorno de la inversión en co-envasado |
|---|---|---|
| consolidación estructural llave en mano | Unifica todas las tolerancias de los materiales | Elimina las penalizaciones por tiempo de inactividad de la máquina por hora |
| Calibración de la presión de la ranuradora rotativa17 | Evita el aplastamiento de los arcos internos | Acelera el montaje automatizado en un 20%18 |
| Control centralizado de la lista de materiales (BOM) | Hace coincidir los troquelados con los brazos de ensamblaje | Elimina los costosos gastos de retrabajo manual |
No confío en las cadenas de suministro fragmentadas. Al mantener la ingeniería, la impresión y el ensamblaje bajo un mismo techo, elimino por completo las variables mecánicas que inevitablemente provocan cuellos de botella en las líneas de empaquetado de alta velocidad.
🛠️ Oficina de Harvey: ¿Conoce la variación exacta de tolerancia de troquelado entre su impresora actual y su planta de ensamblaje final? 👉 Solicite una simulación de esfuerzos estructurales 3D personalizada ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cuánto cuesta un expositor de punto de venta?
Equilibrar los presupuestos de marketing con la capacidad de carga física es notoriamente difícil.
El precio de un expositor de punto de venta (POP) puede variar desde unos pocos dólares para bandejas básicas hasta cantidades significativamente mayores para expositores permanentes de alta resistencia. Sin embargo, el coste real depende en gran medida de la calidad de la materia prima, los métodos de impresión, el volumen del pedido y si se compromete la integridad estructural para financiar costosos laminados con láminas decorativas.

Sin embargo, priorizar la estética llamativa sobre la resistencia del material base es una trampa común en las compras que conlleva enormes pérdidas financieras.
La peligrosa ilusión de los presupuestos para envases de cosméticos
Los equipos de compras suelen considerar los costosos acabados cosméticos como requisitos innegociables para las marcas premium. Para compensar estos altos costos de producción y alcanzar su precio objetivo, reducen en secreto la resistencia estructural del cartón corrugado subyacente para ahorrar unos céntimos por unidad. Esto elimina la densidad crítica de fibra de celulosa del núcleo ondulado¹⁹.Siempre diseño teniendo en cuenta este desequilibrio, asegurándome de que el presupuesto principal se asigne a la base mecánica capaz de soportar un manejo brusco durante el transporte.
Esto no es solo teoría: lo veo constantemente en el laboratorio de pruebas. Los compradores suelen exigir laminados de lámina gruesa en sus expositores, asumiendo que una caja brillante aumentará inherentemente las ventas, pero en secreto reducen el material base de 32 ECT (Edge Crush Test) a uno más débil de 26 ECT (4,5 kN/m)20 para equilibrar la hoja de cálculo. Al principio, supuse que se podría cambiar el testliner estándar si reforzaba los separadores internos. Estaba completamente equivocado. Durante una prueba de validación rutinaria, arranqué la lámina superior rota de un prototipo aplastado y sentí las estrías internas completamente pulverizadas; la base se había roto catastróficamente exactamente a 187,5 lb (85 kg) en la prensa de compresión. La película de lámina gruesa añadía tensión superficial pero absolutamente ninguna capacidad de carga vertical21.Tomé las lecturas del micrómetro y demostré al cliente que no necesitaba costosos refuerzos metálicos; solo necesitaba restaurar el estándar original de 32 ECT y reemplazar la lámina con un recubrimiento acuoso brillante de alto contenido en sólidos. Al eliminar este exceso de elementos cosméticos superfluos y utilizar una ingeniería precisa de cartón corrugado, restauré la resistencia necesaria en la prueba de compresión de cajas (BCT), reduciendo su presupuesto de materia prima en un 12 % y garantizando al mismo tiempo que la mercancía llegara sin daños.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera |
|---|---|---|
| 32 ECT placa virgen línea base22 | Restaura la densidad de las fibras de celulosa del núcleo | Elimina las pérdidas masivas por daños durante el transporte |
| Recubrimiento acuoso de alto brillo y sólidos | Sustituye a la laminación de lámina gruesa | Reduce los costes de producción de cosméticos en un 15%23 |
| Verificación de carga dinámica BCT24 | Garantiza la estabilidad de la pared vertical | Evita las devoluciones de cargo por rechazo del minorista |
Jamás sacrificaré la resistencia de tu cartón solo para financiar un exterior brillante. Un hermoso expositor no sirve para nada si llega a la tienda aplastado y convertido en un montón irreconocible de cartón.
🛠️ Harvey's Desk: ¿Están sus equipos de compras reduciendo discretamente la calificación ECT de su junta directiva para costear laminados de lujo sin avisarle? 👉 Obtenga una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes elegir un proveedor que priorice la lámina cosmética barata sobre la resistencia del cartón base, pero cuando esa base de 26 ECT de menor calidad se derrumba bajo 85 kg de carga en un almacén húmedo, te enfrentas a daños masivos durante el transporte que eliminan por completo tu margen de beneficio promocional. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm para un importante lanzamiento nacional antes de la producción. Deja de malgastar tu presupuesto de marketing en fallos estructurales y permíteme diseñar personalmente tu próximo lanzamiento para garantizar el máximo retorno de la inversión y una ejecución impecable en el punto de venta.
Guía de tamaños de palets, https://miami-pallets.com/pallet-sizes. Confirmación de medidas estándar de la industria para expositores POP fraccionados para garantizar el cumplimiento del espacio en planta del minorista. Función de la evidencia: Especificación técnica; tipo de fuente: Estándares de fabricación de la industria. Compatible con: Dimensiones fraccionarias estándar para expositores a granel. Nota de alcance: Se centra en la superficie de los establecimientos minoristas de Norteamérica. ↩
"Tamaños de palets estándar: 48×40 GMA y otras 6 dimensiones comunes", https://www.wearewarp.com/standard-pallet-sizes. Verificación de las dimensiones estándar de la industria para palets GMA utilizados en exhibidores minoristas. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria; Soportes: huella de palet estándar; Nota de alcance: estándares minoristas norteamericanos. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Evidencia técnica sobre la resistencia a la compresión y la capacidad de carga de materiales corrugados de microcanal. Función de la evidencia: verificación de las propiedades del material; tipo de fuente: manual de ingeniería; Soportes: capacidad de carga de pequeñas dimensiones; Nota de alcance: específicamente para expositores POP de cartón corrugado. ↩
"Cómo las decisiones de embalaje cambian la densidad y su factura – NMFTA", https://nmfta.org/news/packaging-and-class-how-packaging-decisions-change-density-and-your-invoice/. La documentación sobre logística y cadena de suministro confirma el aumento de la densidad de palés al utilizar técnicas de división fraccionada. Función de la evidencia: validar la eficiencia; tipo de fuente: documento técnico sobre logística. Apoya: afirmación sobre la densidad de envío. Nota de alcance: depende de la geometría de la pantalla. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Datos autorizados de ingeniería de embalaje respaldan el porcentaje de reducción de residuos logrado por el material de microcanal en expositores de punto de venta. Función de la evidencia: cuantificar el beneficio; tipo de fuente: informe técnico de la industria. Respalda: afirmación de reducción de residuos de material. Nota de alcance: puede variar según el grado del material. ↩
"AG 1091A: Exhibidores de mercancía minorista en la zona frontal", https://www.seattle.gov/transportation/permits-and-services/permits/applicant-guides/ag-1091a. Las directrices de espacio minorista o los estándares de la industria verifican la huella de 20 pulgadas como referencia para el espacio libre de los carritos de compra y el cumplimiento del minorista. Función de evidencia: verificar especificación; tipo de fuente: manual de estándares minoristas. Apoya: reclamo de dimensión de huella. Nota de alcance: se aplica a los pasillos minoristas estándar de EE. UU .
"¿Cuánta carga puede soportar mi palé?", https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. Breve explicación de cómo las normas industriales para palés determinan la ingeniería estructural y los límites de peso de los expositores de punto de venta (POP). Función de la evidencia: especificación técnica; tipo de fuente: norma logística. Apoya: requisitos estructurales para unidades POP. Nota de alcance: se aplica a palés con estándar GMA .
"Mostradores de ventas y servicio – Access-Board.gov", https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Breve explicación de las normas ergonómicas y de la ADA requeridas para la accesibilidad y los límites de alcance en los puntos de venta minoristas. Función de la evidencia: requisito reglamentario; tipo de fuente: directriz gubernamental/industrial. Apoya: restricciones espaciales en los puntos de venta. Nota de alcance: se centra en las leyes de accesibilidad minorista de Norteamérica. ↩
"Capítulo 3: Partes Operables – Access-Board.gov", https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Verificación de las Normas ADA para el Diseño Accesible con respecto a la altura máxima y mínima para el alcance frontal sin obstrucciones. Función de la evidencia: Validación técnica; tipo de fuente: Reglamento gubernamental. Apoya: Requisitos de cumplimiento para la accesibilidad de las pantallas de punto de venta. Nota de alcance: Específico para los límites de alcance frontal sin obstrucciones. ↩
"¿Qué tamaños hay disponibles para expositores de palets? – PopDisplay", https://popdisplay.me/what-sizes-are-available-for-pallet-displays/. Confirmación de las dimensiones estándar de los palets de la Grocery Manufacturers Association (GMA) utilizadas como base para los expositores POP en puntos de venta. Función de la evidencia: Validación del estándar de la industria; tipo de fuente: Estándar logístico/comercial. Apoya: Requisitos de base física para expositores POP. Nota de alcance: Tamaño estándar de palet norteamericano. ↩
¿Cuál es el tamaño estándar de palé? 48"x40" – PalletOne Inc.", https://www.palletone.com/what-is-the-standard-pallet-size/. Confirmación de que 48×40 pulgadas es el estándar de la industria para palés logísticos norteamericanos para garantizar un ajuste perfecto. Función de la evidencia: validación de la especificación técnica; tipo de fuente: estándar de la industria logística. Soporte: dimensionamiento de expositores POP. Nota de alcance: Aplicable a palés estándar GMA. ↩
"[PDF] Ergonomía y diseño: Guía de referencia", https://ehs.oregonstate.edu/sites/ehs.oregonstate.edu/files/pdf/ergo/ergonomicsanddesignreferenceguidewhitepaper.pdf. Verificación de los estándares de la zona de alcance ergonómico para exhibidores de punto de venta minorista para evitar el rechazo por parte del minorista. Función de la evidencia: validación técnica; tipo de fuente: investigación ergonómica o guía de cumplimiento minorista. Apoya: dimensiones de la ventana de alcance del POS. Nota de alcance: puede variar según la jurisdicción. ↩
"Ingeniería de Exhibidores para Comercio Minorista | Rose Displays", https://www.rosedisplays.com/services/retail-display-engineering-services/. Datos empíricos o estudios de caso que demuestran la mejora en la eficiencia derivada del uso de flujos de trabajo de ingeniería independientes en el diseño estructural de tiendas minoristas. Función de la evidencia: validación de métricas de rendimiento; tipo de fuente: informe técnico del sector o estudio de caso de ingeniería. Beneficios: reducción del tiempo de diseño. Nota sobre el alcance: el porcentaje puede variar según el tamaño de la empresa. ↩
"Puedo pedir una muestra del expositor POP antes de realizar un pedido al por mayor...", https://popdisplay.me/can-i-order-a-sample-of-the-pop-display-before-placing-a-bulk-order/. El análisis técnico de las tolerancias del embalaje estructural muestra que la variación del proveedor en la calibración de la placa y la precisión de corte provoca fallos en el montaje. Función de la evidencia: validación técnica; tipo de fuente: guía de fabricación. Apoya: La afirmación de que la adquisición desacoplada conduce a errores mecánicos. Nota de alcance: Específico para expositores POP personalizados. ↩
"Fabricación de tolerancias estrictas: procesos y control de calidad para…", https://www.modusadvanced.com/resources/blog/tight-tolerance-manufacturing-processes-and-quality-control-for-precision-engineering. Las normas de ingeniería industrial demuestran que la integración vertical de la adquisición de materiales y el ensamblaje minimiza la variación dimensional. Función de la evidencia: validación técnica; tipo de fuente: norma de ingeniería. Apoya: La necesidad del control del ciclo de vida del material para la precisión. Nota de alcance: Se aplica al ensamblaje de precisión. ↩
¿Qué es el troquelado en el embalaje? Una guía para cajas troqueladas, https://gentlever.com/die-cutting-in-packaging/ . La documentación técnica sobre la fabricación de embalajes de cartón ondulado explica cómo la desalineación en los troquelados provoca fallos estructurales en el ondulado durante el plegado mecánico. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería industrial. Apoya: la afirmación de que se requieren tolerancias de precisión para el ensamblaje automatizado. Nota de alcance: se aplica específicamente a materiales de cartón ondulado de flauta B.
"Montaje de la mesa giratoria de ranurado, ajustes para el Gib y… – YouTube", https://www.youtube.com/watch?v=sEDnUWuwSao. Explicación técnica de cómo la calibración precisa de la presión en la maquinaria de ranurado rotativo evita el colapso estructural de los arcos internos de cartón corrugado. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Soportes: integridad estructural de los expositores POP. Nota de alcance: Se aplica principalmente a embalajes de cartón corrugado de gran volumen. ↩
"Desentrañando la eficiencia de las líneas de ensamblaje rotativas automatizadas", https://www.rnaautomation.com/insight/unravelling-the-efficiency-of-automated-rotary-assembly-lines/. Datos de referencia de la industria que cuantifican el aumento del rendimiento en líneas de envasado automatizadas cuando se optimizan las tolerancias estructurales. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso de fabricación. Apoya: ROI de la calibración de precisión. Nota de alcance: El porcentaje puede variar según la generación de maquinaria. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Una explicación técnica de las normas de ingeniería de embalaje que detalla cómo las especificaciones de cartón corrugado de menor calidad reducen la densidad de la fibra y la resistencia a la compresión del ondulado. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la consecuencia física de la degradación de las clasificaciones de los materiales. Nota de alcance: Específico para materiales corrugados a base de celulosa. ↩
"[PDF] Prueba Mullen vs. Prueba de aplastamiento de bordes - Crown Packaging", https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. Las normas autorizadas de embalaje definen los valores de la prueba de aplastamiento de bordes (ECT) y sus correspondientes capacidades de carga métricas para validar la resistencia del material. Función de la evidencia: verificación técnica; tipo de fuente: norma industrial/manual técnico. Apoya: puntos de referencia específicos de resistencia del material. Nota de alcance: Se aplica al cartón ondulado. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. La literatura sobre ciencia de los materiales explica que, si bien los laminados superficiales pueden alterar la tensión superficial y la resistencia a la humedad, no contribuyen a la resistencia a la compresión vertical del acanalado interno. Función de la evidencia: verificación de propiedades físicas; tipo de fuente: libro de texto de ciencia de los materiales. Apoya: la distinción entre aditivos cosméticos e integridad estructural. Nota de alcance: se centra en la capacidad de carga vertical. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Datos técnicos que confirman las propiedades estructurales y la densidad de fibra del cartón ondulado virgen 32 Edge Crush Test (ECT). Función de evidencia: especificación técnica; tipo de fuente: norma de ingeniería. Apoyos: base de material para la integridad estructural. Nota de alcance: específico para las normas de cartón ondulado. ↩
"¿Qué es el recubrimiento acuoso para impresión y embalaje?", https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOop0r5rgQl70zHShZ6HbenMBzTf0CqzDYptJO4NWVGdPTs0dWc-m. Análisis de costos de la industria que compara la aplicación de recubrimientos acuosos de alto brillo con la laminación tradicional con lámina. Función de la evidencia: cuantificación; tipo de fuente: estudio de costos de fabricación. Apoya: métrica específica de reducción de costos. Nota de alcance: las estimaciones pueden variar según el volumen. ↩
"Prueba de compresión de cajas (BCT) | Comprensión del rendimiento del embalaje", https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais. Documentación de los estándares de prueba de compresión de cajas (BCT) utilizados para verificar la estabilidad vertical y prevenir penalizaciones logísticas. Función de la evidencia: verificación de procesos; tipo de fuente: estándar de la industria logística. Apoya: relación entre las pruebas y la prevención de contracargos. Nota de alcance: se centra en el envío paletizado. ↩



