Dedicas semanas a perfeccionar el diseño, pero un pliegue mal alineado puede arruinar todo el lanzamiento en tiendas. Comprender las plantillas estructurales es la única manera de proteger tu inversión en tu marca física.
En el sector del embalaje, una plantilla de troquelado es un plano digital bidimensional que define las líneas exactas de corte, pliegue y sangrado para la fabricación de una caja o expositor tridimensional. Actúa como una plantilla estandarizada, garantizando que los gráficos se alineen correctamente con los pliegues estructurales y las tolerancias mecánicas antes de la producción en masa.
Antes de enviar tu archivo de Illustrator a la imprenta, analicemos cómo estos planos técnicos determinan la supervivencia de tu embalaje en el punto de venta.
¿Qué es un dieline en el packaging?
Una plantilla estructural determina cada acción física que realiza una máquina. Si este archivo está configurado incorrectamente, tus gráficos vibrantes podrían imprimirse sobre papel tapiz plano.
Una troqueladora de embalaje funciona como el lenguaje mecánico preciso que comunica a los diseñadores gráficos con las mesas de corte automatizadas. Utiliza trazos vectoriales específicos y colores directos designados para indicar a la maquinaria CNC (Control Numérico por Computadora) exactamente dónde cortar, marcar o perforar el cartón ondulado durante la fabricación.
Sin embargo, un plano en la pantalla de un ordenador se comporta de forma muy diferente cuando se traslada a un cartón en bruto.
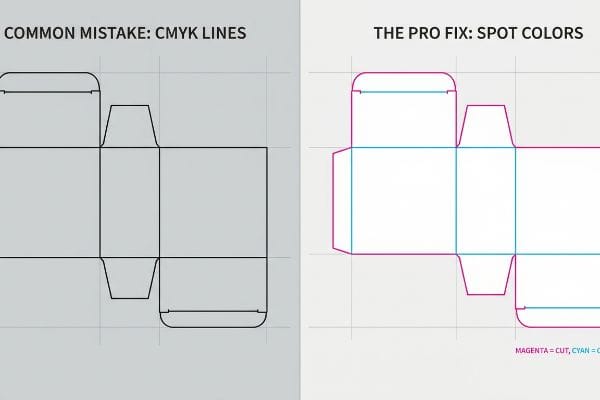
Por qué las líneas CMYK destruyen las líneas de troquelado de embalaje
La mayoría de los equipos de marca asumen que dibujar una simple línea negra en su archivo de diseño es suficiente para indicarle a la fábrica dónde cortar el cartón. Exportan el archivo usando perfiles de color CMYK estándar¹ytratan el diseño estructural exactamente igual que los gráficos visuales. Esto parece perfectamente lógico al revisar una maqueta en PDF en una computadora portátil.
Pero las mesas de corte automatizadas y las troqueladoras láser no tienen ojos. Recibo constantemente archivos donde el contorno estructural se construye con negro CMYK. Cuando ese archivo llega a mi software de preimpresión, la máquina fusiona esas líneas negras directamente en la capa de diseño. El resultado es una caja impresa impecablemente con bordes negros visibles y sin cortes físicos. Se puede oír la fuerte succión de vacío de alta velocidad de la mesa Kongsberg recorriendo el tablero, pero la cuchilla nunca se baja. Para solucionar esto, tengo que interceptar el archivo, aislar las trayectorias y asignar colores directos absolutos: 100 % magenta para los cortes y 100 % cian para los pliegues. Esto garantiza que las cuchillas de acero entren en contacto con el tablero con precisión, lo que asegura que el tiempo de ensamblaje del co-empaquetado se reduzca en un 25 % aproximadamente, ya que el equipo no tiene que lidiar con pliegues sin marcar.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar el negro CMYK para las líneas de corte | Asignación de colores directos absolutos2 | Evita costosos errores de impresión por falta de corte |
| Fusionar la estructura con las capas de la obra de arte | Estructura de bloqueo en una capa separada3 | Acelera los tiempos de aprobación de preimpresión |
| Ignorando la distinción de la línea de pliegue | Mapeo de perfiles de color de puntuación específicos4 | Garantiza un plegado sin fricción |
Rechazo archivos planos a diario para evitar que los compradores impriman miles de hojas sin cortar e inútiles. Separar los vectores mecánicos de los gráficos es un requisito indispensable en mi empresa.
🛠️ El escritorio de Harvey: ¿No estás seguro de si tus líneas estructurales se comunican correctamente con las mesas de corte? 👉 Obtén una auditoría de archivos gratuita ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Cómo hacer un troquel para embalaje?
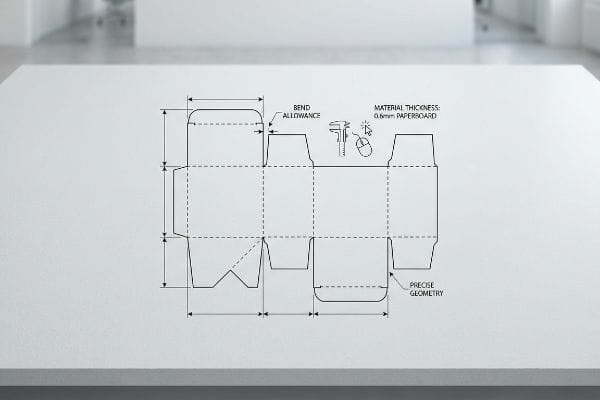
Construir una estructura funcional requiere más que simplemente dibujar formas. Exige matemáticas arquitectónicas que tengan en cuenta el comportamiento físico del cartón plegado bajo la presión extrema propia del comercio minorista.
Para crear un troquel de embalaje, es necesario utilizar software estructural paramétrico que calcule con precisión los márgenes de curvatura y los espesores del material. Los ingenieros profesionales generan primero estos archivos vectoriales matemáticamente precisos, lo que permite a los equipos de diseño gráfico importarlos de forma segura a sus programas de diseño sin alterar la estructura física.
Muchas marcas emergentes intentan saltarse esta fase de ingeniería, lo que conduce directamente a fallos estructurales.
El peligro de los diseños de empaques basados en la web
Para ahorrar costes iniciales, muchos equipos de marketing emergentes intentan diseñar sus propias pestañas entrelazadas y estructuras de exhibición utilizando herramientas básicas de diseño web. Visualmente, aproximan dónde deberían ir los pliegues basándose en referencias de los envases de la competencia. Estas plataformas basadas en ráster no pueden aplicar márgenes de doblado automáticos ni tener en cuenta el grosor de la materia prima5.
Cuando intentas forzar una capacidad de carga dinámica de 2500 lb (1133,98 kg)6 a partir de una forma dibujada en la web, los cálculos fallan instantáneamente. Con frecuencia veo a dependientes sudando y rasgando los bordes del cartón crudo tratando de forzar una pestaña dibujada visualmente en una ranura que nunca se ensanchó matemáticamente para el pliegue. En lugar de adivinar, mi equipo proporciona un archivo estructural prediseñado generado a partir de sistemas CAD especializados. Los clientes importan este marco a su herramienta web, lo bloquean a la capa inferior y aplican solo sus gráficos de superficie. Esta arquitectura bloqueada garantiza que los cálculos complejos no se sobrescriban con la manipulación de píxeles, evitando el pandeo severo de la base que provoca el rechazo inmediato del minorista7.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Pestañas de dibujo en herramientas de diseño web | Partiendo de una base CAD de ingeniería8 | Soporta pesos enormes propios de una tienda de clubes. |
| Calcular el ancho de las ranuras de enclavamiento | Aplicar tolerancias de curvatura de material exactas9 | Impide que los dependientes arranquen las pestañas |
| Dejar las estructuras sin cerrar | Fijación de la capa base estructural | Evita cambios accidentales en la arquitectura |
No se puede estimar la gravedad física visualmente. Siempre proporciono primero los cálculos matemáticos para que su equipo creativo pueda diseñar con absoluta seguridad.
🛠️ Oficina de Harvey: ¿Sus archivos estructurales están dibujados completamente desde cero sin una base de ingeniería? 👉 Solicite una plantilla estándar ↗ — Descárguela de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Cuáles son los diferentes tipos de dielines?
La estructura de los contenedores varía enormemente dependiendo de si se trata de envolver una frágil botella de vidrio o de apilar cincuenta cajas de bebidas energéticas en un palé de una tienda mayorista.
Los distintos tipos de troqueles para embalaje se clasifican exclusivamente según el calibre y el grado de material que contienen. Las estructuras diseñadas para cajas plegables delgadas presentan tolerancias dimensionales estrictas, mientras que las plantillas para cajas de cartón ondulado integran ranuras de separación más anchas, diseñadas matemáticamente para absorber el grosor de las ondulaciones internas.

No se puede simplemente ampliar o reducir una plantilla existente y esperar que el material físico se comporte de la misma manera.
Cambio de la línea de troquelado de compensación de la pinza
Un error frecuente ocurre cuando un equipo de diseño intenta adaptar un diseño de embalaje primario delgado a un expositor secundario de alta resistencia. Dejan las pestañas de enclavamiento y las ranuras de plegado exactamente al mismo ancho que el panel correspondiente. No calculan el grosor físico del calibre del cartón corrugado plegado10.
Piense en doblar una manta gruesa de invierno en comparación con una sábana; el material más grueso ocupa más espacio al doblarlo 90 grados. Si se envía una plantilla plana para un expositor de cartón ondulado sin ensanchar la ranura de recepción para compensar el radio exterior del pliegue, la rigidez del cartón kraft virgen generará resistencia. El expositor se deformará gravemente o no se ensamblará en la línea de empaquetado, paralizando la producción. En nuestras instalaciones, utilizamos diseño paramétrico para aplicar automáticamente algoritmos de compensación de calibre a cada pliegue. Al añadir exactamente 3,04 mm (0,12 pulgadas) de holgura, garantizamos que los expositores prellenados se ensamblan sin fricción, reduciendo los costos de mano de obra de coempaquetado manual en un 15 % aproximadamente.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ignorando el espesor de la tabla en bruto | Cálculo de la compensación paramétrica del calibrador11 | Elimina la fricción durante el empaquetado conjunto |
| Ampliación de archivos de cartón delgados | Ranuras de reconstrucción para material de flauta B12 | Mantiene los expositores de venta perfectamente cuadrados |
| Diseño de ranuras 1:1 con pestañas | Agregar holguras específicas en milímetros13 | Evita retrasos masivos en la línea de montaje |
Nunca confío en una lima plana que no haya sido ajustada matemáticamente al grosor del tablero. Añadir unos pocos milímetros de holgura cambia radicalmente el rendimiento del producto en la planta de logística.
🛠️ Harvey's Desk: ¿Estás ampliando a ciegas un archivador de cartón delgado para convertirlo en un expositor de suelo resistente? 👉 Solicita una evaluación estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
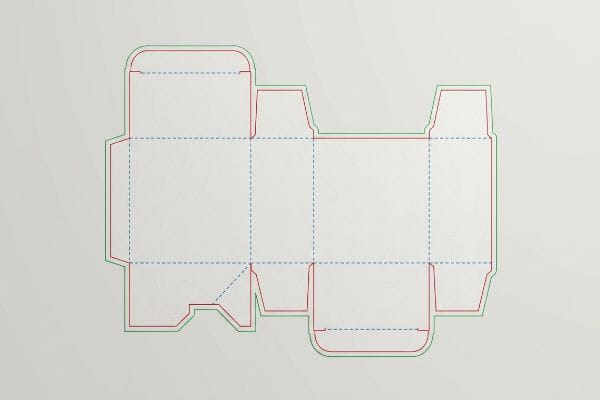
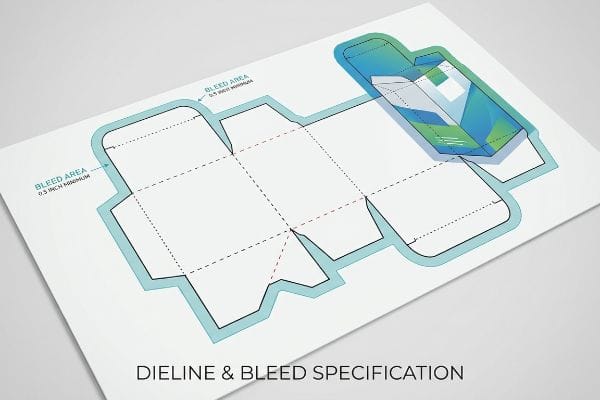
¿Cómo se ve una línea de troquel?
Visualmente, parece una compleja red de geometría coloreada en tu pantalla. Físicamente, parece un mapa de alto riesgo que dicta con precisión dónde impactará el acero afilado.
Al observar una plantilla de troquelado, se aprecia un mapa vectorial digital por capas que utiliza líneas continuas para los cortes físicos, líneas discontinuas para los pliegues y líneas punteadas para las perforaciones. Un plano preciso mostrará claramente márgenes de sangrado gráfico extendidos que se extienden considerablemente más allá del perímetro exterior para adaptarse a los turnos de producción de alta velocidad.
Pero conocer la teoría no es suficiente cuando las imprentas y las máquinas de laminación empiezan a funcionar a toda velocidad.
Por qué los márgenes estándar no funcionan en la planta de producción
Incluso los diseñadores más experimentados suelen pasar por alto la realidad mecánica de las tolerancias de montaje comerciales. Muchos equipos gráficos aplican márgenes de sangrado estándar de impresión comercial, generalmente de alrededor de 0,125 pulgadas (3,17 mm)¹⁴, a sus archivos de cartón corrugado. Dan por sentado que si el diseño pasa sin problemas la línea de corte en su monitor, los bordes impresos finales se verán perfectamente uniformes.
Esto no es solo teoría: veo que falla continuamente cuando entran en acción las máquinas de laminación litográfica. El proceso físico de pegar las hojas impresas sobre cartón grueso con flauta C implica inherentemente una mayor desviación mecánica durante el montaje automatizado. Cuando se depende de un margen pequeño, el desplazamiento del cartón produce destellos: del cartón y brillan intensamente en el expositor plegado final bajo las luces fuertes de la tienda. Rechazo habitualmente estos archivos y exijo un margen de sangrado mínimo de 12,7 mm (0,5 pulgadas) más allá de la línea de corte física. Este amplio sangrado actúa como una red de seguridad contra el desplazamiento de la laminación, asegurando que el gráfico impreso envuelva completamente cada borde expuesto, lo que reduce drásticamente las devoluciones de los minoristas por una mala presentación visual.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando un sangrado mínimo estándar | Forzar un margen extendido | Evita que se vean los bordes marrones crudos15 |
| Confiar en la alineación de las pantallas digitales | Diseño para la deriva de laminación física16 | Protege la percepción de marca premium |
| Dejar que la obra de arte termine cerca del corte | Gráficos que inundan más allá de los pliegues17 | Garantiza una presentación impecable en los estantes |
Prefiero rechazar un archivo con sangrado insuficiente que enviarle un lote de cajas con bordes marrones expuestos. Un margen de seguridad amplio es la mejor garantía contra las variaciones físicas de fabricación.
🛠️ Oficina de Harvey: ¿Sabes si tus archivos de diseño actuales tienen en cuenta la desviación de la litografía de alta velocidad? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Puedes elegir un proveedor que acepte plantillas web básicas sin cuestionar los cálculos, pero cuando esas pestañas sin marcar chocan con el cartón corrugado grueso y se rompen, te enfrentas a una ralentización del montaje que elimina por completo tu margen de beneficio. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias estructurales y permíteme revisar personalmente tus archivos con mi Auditoría Previa a la Producción Gratuita ↗ para detectar puntos críticos de fricción antes de autorizar la producción en masa.
"CMYK vs. Color directo: ¿Cuál es el mejor proceso? – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Las guías técnicas de impresión explican que los perfiles CMYK se procesan como tinta de impresión y el software de corte CNC no puede distinguirlos de los gráficos, lo que requiere colores directos específicos para las instrucciones estructurales]. Función de la evidencia: especificación técnica; tipo de fuente: manual de fabricación. Apoya: por qué los perfiles CMYK son insuficientes para troqueles. Nota de alcance: se refiere a flujos de trabajo de producción de embalaje automatizados. ↩
"¿Qué es una línea de troquelado?", https://rppsplash.com/how/dieline/. [Los estándares de la industria para la preimpresión de envases especifican que las líneas de corte deben configurarse como colores directos para que el software RIP las reconozca como trayectorias no imprimibles en lugar de tinta imprimible]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria. Apoya: la necesidad de colores directos para el troquelado. Nota de alcance: específico para software CNC y de troquelado automatizado.] ↩
"Guía de preparación para el diseño de empaques: archivos de arte, troqueles y sangrado", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Los flujos de trabajo de preimpresión exigen que los troqueles estructurales se encuentren en una capa separada y bloqueada para evitar el movimiento accidental de la plantilla durante la fase de diseño de la ilustración]. Función de evidencia: validación de procedimiento; tipo de fuente: guía de flujo de trabajo de preimpresión. Soporte: separación de capas para integridad estructural. Nota de alcance: aplicable principalmente a software de diseño vectorial.] ↩
"Del diseño a la prueba: Guía para las líneas de troquelado de envases", https://admiralpkg.com/post/dielines. [Las especificaciones técnicas para el troquelado requieren una clara distinción entre las líneas de corte y de hendido/marcado mediante un mapeo de color directo único para garantizar que se utilice la herramienta correcta durante la producción]. Función de evidencia: validación técnica; tipo de fuente: guía técnica de impresión. Apoya: el uso de perfiles distintos para las líneas de plegado. Nota de alcance: la implementación varía según el fabricante del equipo.] ↩
¿Qué es un factor K? | Explicación de la tolerancia de plegado de chapa metálica, https://www.youtube.com/watch?v=kUizKC1gkg0. [Un manual de ingeniería de embalaje o una especificación técnica de software explica por qué las herramientas de rasterización carecen de los motores matemáticos para calcular el desplazamiento del material y las compensaciones de espesor durante el plegado]. Función de la evidencia: limitación técnica; tipo de fuente: estándar industrial; Apoyos: la necesidad de software paramétrico especializado para troqueles. Nota de alcance: se refiere específicamente a herramientas gráficas web no paramétricas. ↩
"Análisis simplificado de la resistencia dinámica del embalaje de cartón...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. [Las especificaciones técnicas para materiales corrugados de grado industrial proporcionan los cálculos de las capacidades de carga dinámica para garantizar la integridad estructural bajo tensión]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ciencia de materiales. Apoya: capacidad de peso máximo del embalaje estructural. Nota de alcance: se aplica específicamente al cartón corrugado de alta resistencia. ↩
"Control de calidad del embalaje: Cómo proteger los productos de daños", https://www.svigloballtd.com/quality-assurance/packaging-quality-control/. [Los manuales de cumplimiento de distribución minorista describen los requisitos estructurales para el embalaje, identificando el pandeo de la base como una falla crítica que lleva al rechazo del envío]. Función de evidencia: estándar de la industria; tipo de fuente: manual de cumplimiento del minorista. Apoya: consecuencias de fallas estructurales en entornos minoristas. Nota de alcance: varía según los requisitos específicos del minorista. ↩
"Mejor software de diseño de empaques en 2026: comparación y guía", https://printnow.com/blog/best-packaging-design-software. [Los estándares de la industria para la ingeniería de empaques explican cómo el CAD permite realizar cálculos precisos de carga necesarios para exhibidores minoristas de alto peso]. Función de evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de CAD para la integridad estructural de alto peso. Nota de alcance: se centra en entornos minoristas de alto volumen. ↩
"Cómo calcular el radio de curvatura mínimo para chapa metálica", https://metafab.com/metal-fabrication/minimum-bend-radius-for-sheet-metal-and-how-to-prevent-costly-cracking/. [Las guías de ciencia de los materiales para embalajes de cartón detallan cómo las tolerancias de curvatura correctas evitan las concentraciones de tensión que provocan desgarros durante el montaje]. Función de la evidencia: verificación fáctica; tipo de fuente: especificación técnica. Apoya: la relación entre las tolerancias de curvatura y la durabilidad de la pestaña. Nota de alcance: aplicable a estructuras de cartón conformadas por plegado. ↩
"La guía definitiva para cajas de cartón corrugado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Un manual de ingeniería de embalaje proporcionaría las fórmulas técnicas para ajustar los anchos de las ranuras en función del calibre del material para garantizar la integridad estructural y el ajuste. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: el requisito de ajustes basados en el calibre en el diseño de la línea de troquelado. Nota de alcance: se aplica específicamente a sustratos de cartón corrugado plegado. ↩
"[PDF] Optimización del embalaje mediante transformación paramétrica", https://www.beta-cae.com/pdf/packaging_optimization.pdf. [Los estándares de la industria para el diseño de embalajes estructurales describen cómo el cálculo del espesor del material previene la fricción y la interferencia durante el proceso de co-embalaje]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la necesidad de compensación de calibre. Nota de alcance: Se aplica específicamente a materiales de cartón corrugado plegados. ↩
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop9VEpV6UrqcTMO4HifaI89_Vw3xVNrREOxIAD7ovVi_D-8vVdf. [Las directrices técnicas para cartón corrugado de flauta B explican cómo el ajuste de las dimensiones de las ranuras en función del grosor de la flauta mantiene la cuadratura de un expositor de venta al por menor]. Función de la evidencia: especificación del material; tipo de fuente: guía de fabricación. Apoya: requisitos de diseño específicos de flauta B. Nota de alcance: Limitado a materiales de grado de flauta B. ↩
¿Qué es el troquelado en el embalaje? Una guía para cajas troqueladas, https://gentlever.com/die-cutting-in-packaging/. [Los manuales de ingeniería para troquelado especifican las tolerancias precisas y las holguras en milímetros necesarias entre las pestañas y las ranuras para evitar retrasos en la línea de montaje]. Función de la evidencia: estándar de fabricación; tipo de fuente: manual de ingeniería. Apoya: el papel de las holguras en la eficiencia del montaje. Nota de alcance: Se centra en las líneas de montaje de producción en masa. ↩
"¿Cómo puedo determinar cuánto sangrado debo usar?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. Los manuales de impresión profesionales y las guías de la industria suelen establecer 0,125 pulgadas como el requisito de sangrado base para la impresión offset y digital comercial. Función de evidencia: especificación técnica; tipo de fuente: manual estándar de la industria. Apoya: la medida específica utilizada como base común para los márgenes de sangrado. Nota de alcance: el estándar puede variar según el sustrato específico o las tolerancias de la máquina. ↩
"Conceptos básicos de embalaje: ¿Qué son el sangrado, el recorte y la zona de seguridad?", http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/. Las normas industriales para la impresión de embalajes especifican que un sangrado insuficiente provoca que los bordes del sustrato queden expuestos durante el proceso de troquelado. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria de la impresión. Apoyos: la necesidad de márgenes extendidos. Nota de alcance: aplicable a sustratos de cartón corrugado o cartulina. ↩
"Riesgos de laminación secuencial: deriva de registro, material…", https://www.ultroniu.com/ipc-tm-650/sequential-lamination-risks/. Las especificaciones de fabricación para la laminación describen el desplazamiento mecánico inherente de las capas durante el proceso de unión. Función de la evidencia: verificación técnica; tipo de fuente: especificación de fabricación. Apoya: el requisito de diseñar con tolerancias. Nota de alcance: se refiere a materiales de embalaje multicapa. ↩
¿Qué son las líneas de troquelado en el embalaje? Una guía completa – JP Graphics", https://www.jpinc.com/what-are-die-lines-in-packaging-a-complete-guide-jp-graphics/. Los estándares de diseño de embalaje detallan el requisito de extender el diseño más allá de las líneas de plegado para garantizar que no aparezcan huecos después de que el material se haya plegado. Función de evidencia: verificación de mejores prácticas; tipo de fuente: libro de texto de diseño. Apoya: preparación profesional de líneas de troquelado. Nota de alcance: se centra en la precisión del plegado. ↩



