
Quieres que el empaque de venta al por menor destaque, pero cubrir todo el tablero con brillo da una imagen barata. El secreto para lograr un impacto visual premium reside en un contraste visual preciso, diseñado directamente sobre el tablero.
La impresión UV selectiva es una técnica de acabado específica que consiste en aplicar barniz líquido ultravioleta a áreas concretas de un expositor de cartón ondulado impreso. Esto crea una textura de alto contraste y gran calidad sobre fondos mate, resaltando los logotipos de la marca y los elementos visuales clave sin comprometer la fricción estructural general del cartón.

Pero comprender el efecto visual de este acabado es solo la mitad del trabajo; saber cómo se comporta en una línea de producción de alta velocidad determina si su expositor sobrevivirá en el punto de venta.
¿Cuál es la diferencia entre UV y UV localizado?
Inundar la base de un palé no es solo un error estético; introduce graves riesgos logísticos y cinéticos para toda la carga del contenedor.
La diferencia entre la pintura UV y la pintura UV selectiva radica en la cobertura y el control de la fricción. La pintura UV completa recubre todo el sustrato, creando una superficie lisa, mientras que la pintura UV selectiva se dirige a elementos de diseño específicos. Este enfoque selectivo preserva el coeficiente de fricción original del cartón mate, evitando que las pantallas apiladas se deformen.

Cuando se pasa del diseño gráfico plano a la ingeniería estructural tridimensional, la ubicación del brillo se convierte en una cuestión de seguridad física.
La mecánica de ingeniería detrás de los recubrimientos de fricción
Cuando aplicamos un barniz brillante de alta resistencia al cartón de prueba, alteramos fundamentalmente la tensión superficial y el coeficiente de fricción del cartón¹.El barniz UV completo crea una barrera ultrasuave y de baja fricción en toda la superficie del embalaje. Si se pretende apilar estas unidades en un palé estándar GMA (Grocery Manufacturers Association) de 48 × 40 pulgadas (121,9 × 101,6 cm)², esa superficie resbaladiza actúa como hielo.
Para mitigar este riesgo de desplazamiento de carga, los ingenieros estructurales utilizan un brillo selectivo específicamente para desacoplar la imagen de marca de la fricción física. Al dejar los paneles estructurales base recubiertos con un barniz mate de alta fricción3 o papel kraft sin recubrimiento, las pestañas de enclavamiento y los niveles base conservan el agarre necesario para encajar de forma segura. El brillo se aplica matemáticamente solo a las zonas promocionales frontales, como el cabezal o el borde frontal, lo que garantiza que las superficies principales de soporte de carga mantengan su resistencia cinética prevista4 mientras que los elementos de la marca siguen recibiendo la intensa iluminación fluorescente superior.
| Métrico | Brillo de inundación total | Brillo de diseño Target |
|---|---|---|
| Fricción de paletas | Peligrosamente bajo5 | Base mate de alto agarre6 |
| Contraste visual | Monocromo plano | Alta calidad y alto contraste |
| Eficiencia de costos | Material de desecho | Rendimiento de tinta optimizado7 |
Jamás permito un acabado brillante integral en las bandejas modulares de carga. Al aislar matemáticamente el brillo en zonas de impacto visual, protejo su logística sin sacrificar la presencia premium de su marca en el lineal.
🛠️ Harvey's Desk: ¿Sus cajas maestras totalmente brillantes se comportan como pistas de hielo y se deslizan de los palés durante el transporte marítimo? 👉 Obtenga una auditoría gratuita de densidad de fricción ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo se ve la luz ultravioleta localizada?
Parece como si cristal líquido flotara con precisión sobre tu logotipo, hasta que la calibración de la máquina falla y se convierte en un error barato y borroso.
El barniz UV selectivo se asemeja a una resina transparente, altamente reflectante y en relieve, aplicada con precisión sobre elementos impresos mate específicos. Bajo la intensa iluminación de los comercios, crea un fuerte impacto visual, otorgando al material corrugado plano un tacto de alta calidad que realza notablemente los logotipos de las marcas y los mensajes de llamada a la acción.

Lograr ese impacto visual impecable en pantalla es fácil, pero controlar la dinámica de fluidos de polímeros de alta viscosidad sobre cartón corrugado en movimiento es una realidad brutal.
La realidad de la desviación en el registro de las placas de cartón corrugado
Cuando reviso los diseños de mis clientes, veo constantemente equipos de diseño que solicitan líneas brillantes finísimas sobre texto diminuto, dando por sentado que la imprenta funciona con una precisión digital perfecta. Pasan por alto el desplazamiento físico que se produce cuando una plancha de cartón grueso se desplazavelocidad a través de una enorme unidad de serigrafía.
En mi planta, veo con frecuencia cómo la perfección teórica choca con la realidad mecánica. Cuando los equipos de diseño gráfico establecen troqueles exactos 1:1 para sus máscaras brillantes, la malla de serigrafía de alta viscosidad inevitablemente se desplaza unos 0,03 pulgadas (0,76 mm)9 durante las tiradas a alta velocidad. Mido esto con micrómetros digitales, y el resultado es una "deriva de halo", donde el brillo transparente se desalinea, superponiéndose físicamente al vacío mate y arruinando el efecto premium. Mis veinte años de experiencia me enseñaron a interceptar estos archivos CAD (Diseño Asistido por Computadora) y aplicar activamente un protocolo de atrapamiento de 0,5 mm a la capa de la máscara brillante. Al expandir matemáticamente el límite del polímero antes de que la tinta toque la malla, me aseguro de que la resina líquida encapsule perfectamente los puntos de tinta impresos que se encuentran debajo. Este margen de error diseñado garantiza un acabado nítido que reduce las tasas de desperdicio relacionadas con defectos en un 12 %10 y aumenta el valor percibido de su marca en el punto de venta.
| Variable de producción | Mascarilla estándar | Trampa de ingeniería de 0,5 mm |
|---|---|---|
| Derrape a alta velocidad | Halo perceptible | Encapsulación perfecta |
| Registro de tinta | Propenso a la desalineación | Margen de error asegurado |
| Impacto en la tasa de desecho | Alto volumen de defectos | Rendimiento de material optimizado |
Rechazo los archivos que exigen detalles de brillo microscópicos en cartón corrugado. Incorporar una trampa matemática en la máscara garantiza que el logotipo de su marca se vea nítido, y no como una impresión borrosa.
🛠️ Harvey's Desk: ¿La capa de brillo premium de tu logotipo impreso se está desprendiendo y perjudicando la imagen de tu marca en el punto de venta? 👉 Solicita una revisión de tolerancia al brillo ↗ — 100% confidencial. Tus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Qué significa mancha UV?
Consiste en aplicar un polímero pesado y quebradizo a un sustrato de papel flexible, una combinación que se opone físicamente a los pliegues estructurales.
La técnica de fotopolimerización UV consiste en utilizar un proceso de curado ultravioleta selectivo para endurecer polímeros líquidos en áreas específicas del embalaje. En la fabricación de alta tecnología, esto implica gestionar cuidadosamente la tensión química entre una capa rígida de resina curada y la naturaleza flexible y porosa de los sustratos de cartón corrugado plegado.

El término suena como una simple elección estética, pero la física del curado de plásticos duros sobre papel plegable puede provocar fallos estructurales catastróficos si se ignora.
El colapso de polímeros frágiles y la trampa de la línea de corte
Cuando reviso los informes de empaque entrantes, veo con frecuencia que los equipos gráficos extienden sus zonas brillantes directamente sobre las juntas de plegado de un expositor de piso. Tratan el grueso cartón ondulado E11 como una lámina plana de vidrio rígido, completamente ajenos a la tensión cinética que se produce cuando ese cartón se dobla con fuerza 90 grados en la línea de empaque12.
Esto no es solo teoría: lo aprendí por las malas el mes pasado al probar un nuevo contenedor a granel de alta resistencia para un cliente de artículos deportivos. En 2022, le pedí a mi ingeniero jefe de empaques, Mark, que sometiera un prototipo completamente ensamblado a nuestra simulación de vibración ISTA (International Safe Transit Association). El cliente había insistido en colocar una tira gruesa de barniz brillante directamente sobre la línea de corte horizontal principal por razones estéticas. Cuando la carga superior simulada alcanzó los 85 kg (187,5 lb), escuché el fuerte y agudo crujido del polímero quebradizo y curado rompiéndose violentamente a lo largo del pliegue. El barniz endurecido actuó como una cuña, cortando físicamente el 32ECT (Edge Crush Test)13 y causando la delaminación instantánea de todo el panel lateral. Inmediatamente implementamos una estricta "Zona de exclusión de barniz" directamente en la mesa de corte, retirando matemáticamente la máscara de barniz exactamente 3,17 mm (0,125 pulgadas)14 de todas las líneas de corte estructurales. Este minúsculo ajuste de tolerancia de 3,17 mm no solo evitó el colapso de la pared, sino que eliminó por completo las microfracturas, reduciendo los residuos del ensamblaje de coempaquetado en un 4 % y ahorrando al cliente cientos de unidades en inventario arruinado.
| Métrica estructural | Pliegue brillante | Zona de exclusión de 0,125 pulgadas15 |
|---|---|---|
| Estado del polímero | Se rompe bajo tensión16 | Doblar de forma segura |
| Desprendimiento de la placa | Alto riesgo de desgarro17 | Cero interrupciones en la fibra |
| Velocidad de montaje | Plegado manual lento | Rápido y sin fricción |
Invierto tiempo y dinero en mi laboratorio de pruebas para que usted no pierda ganancias en la tienda. Eliminar ese brillo quebradizo de las líneas de corte es fundamental en mi fábrica.
🛠️ Oficina de Harvey: ¿Sus exhibidores impresos de alta calidad se agrietan en los pliegues y comprometen su integridad estructural antes incluso de llegar a Costco? 👉 Solicite una auditoría estructural de troquelado ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cuál es la diferencia entre la impresión UV puntual y la impresión en relieve?
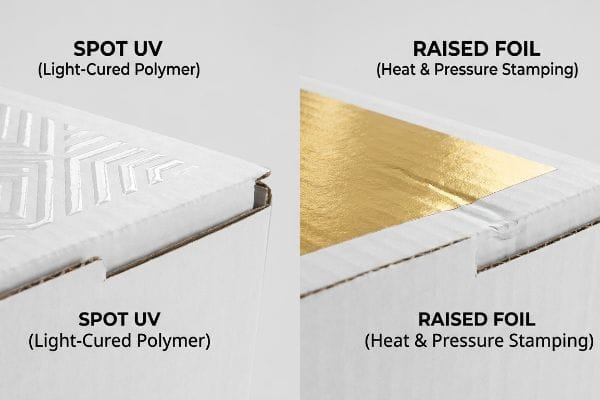
Ambos productos generan una distintiva sensación en los estantes, pero uno requiere un estampado mecánico intenso, mientras que el otro cura la resina líquida con luz.
La diferencia entre el barnizado UV selectivo y el barnizado en relieve radica en el método de aplicación. El barnizado UV selectivo utiliza un polímero líquido transparente que se cura con luz ultravioleta para crear una textura brillante y transparente. El barnizado en relieve emplea estampado mecánico con calor o tintas metálicas especiales para aplicar una capa metálica opaca.
La elección entre estos dos acabados determina no solo el impacto visual, sino también la complejidad mecánica de la configuración de la imprenta.
La mecánica de ingeniería detrás de los acabados de materiales mixtos
Al aplicar la lámina en relieve, la maquinaria debe presionar físicamente una película metálica sobre el cartón corrugado mediante calor y presión extrema, lo que a veces puede aplastar las delicadas ondulaciones internas18.En cambio, el proceso de brillo es relativamente neutro en cuanto a presión, ya que utiliza luz de alta intensidad para curar instantáneamente una resina líquida que se deposita suavemente sobre la superficie del papel. Esta diferencia fundamental significa que, si bien la lámina ofrece un llamativo brillo metálico, el polímero líquido es mucho menos agresivo para la prueba de compresión estructural (BCT, por sus siglas en inglés)19 de un expositor de alta tecnología.
Para mantener la integridad estructural y, al mismo tiempo, lograr una innovación disruptiva de alta gama, los ingenieros de empaque suelen especificar el uso de polímeros líquidos para sustratos de cartón corrugado. Al estampar una lámina metálica sobre un cartón de flauta E de 1,5 mm (0,15 cm) de espesor, se corre el riesgo de aplanar los arcos que proporcionan la resistencia de apilamiento verticalnecesaria para entornos minoristas exigentes. En cambio, al utilizar una resina fotopolimerizable, el cartón conserva su resistencia al aplastamiento y a la compresión. El polímero líquido se adapta orgánicamente a las sutiles texturas del cartón sin necesidad de aplicar fuerzas mecánicas destructivas, lo que da como resultado un expositor visualmente atractivo que, a la vez, conserva el 100 % de su capacidad de carga previstapara el exigente recorrido de la cadena de suministro.
| Variable de aplicación | Estampado en relieve con lámina | Brillo de polímero fotopolimerizable |
|---|---|---|
| Método de aplicación | Altas temperaturas y presiones22 | Curado sin presión23 |
| Riesgo de aplastamiento de la flauta | Moderado a alto24 | Impacto estructural cero |
| Resultado visual | Metálico opaco | Transparente de alto brillo |
Protejo rigurosamente las estrías estructurales de mis cartón corrugado. Elegir un proceso de curado sin presión garantiza una estética superior sin sacrificar ni un ápice de resistencia a la compresión.
🛠️ Harvey's Desk: ¿El estampado agresivo con láminas está dañando las estrías internas de sus paletas y comprometiendo su capacidad de carga? 👉 Obtenga una sesión gratuita de estrategia de compresión ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Equilibrar la exigencia estética de un brillo superior con las limitaciones físicas de la fricción y la fragilidad de las líneas de corte es la única forma de sobrevivir en el mercado minorista. El mes pasado, mi auditoría estructural ayudó a tres marcas a evitar pérdidas de más de 10 000 $ en inventario desechado y devoluciones de clientes. Si desea asegurarse de que sus acabados de alta gama no estén afectando negativamente la capacidad de carga de sus productos, permítame realizar hoy mismo una auditoría estructural gratuita .
"Resistencia mecánica y química de los sistemas de recubrimiento UV… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10304988/. [Un estudio de ciencia de materiales o ingeniería de embalaje cuantificaría la reducción del coeficiente de fricción cuando se aplican polímeros UV a sustratos celulósicos. Función de la evidencia: validación técnica; tipo de fuente: estudio de ingeniería. Apoya: La afirmación de que los recubrimientos UV completos reducen la estabilidad estructural. Nota de alcance: Específico para el revestimiento de prueba de alta resistencia.] ↩
"Palet de madera tratada térmicamente GMA – 48 x 40" H-1260 – ULINE", https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Los estándares de la industria logística de GMA verifican las dimensiones universales para los palets de envío norteamericanos. Función de la evidencia: verificación fáctica; tipo de fuente: estándar de la industria. Apoya: El contexto logístico de las unidades de apilamiento. Nota de alcance: Dimensiones estándar de EE. UU.] ↩
"Fricción: coeficientes para materiales y superficies comunes", https://www.engineeringtoolbox.com/friction-coefficients-d_778.html. [Una fuente autorizada en ciencia de materiales o ingeniería de embalaje debería confirmar que los barnices mate o el papel kraft sin recubrimiento proporcionan coeficientes de fricción más altos en comparación con los recubrimientos brillantes para evitar el deslizamiento]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: el uso de superficies mate para asegurar que las pestañas entrelazadas mantengan el agarre. Nota de alcance: Se aplica específicamente a sustratos de cartón corrugado. ↩
"Cómo los estabilizadores UV prolongan la vida útil de los palets de plástico en almacenamiento al aire libre", https://www.zobonpack.com/news/how-uv-stabilizers-prolong-plastic-pallet-life-in-outdoor-storage.html. [La documentación técnica sobre embalajes estructurales debe explicar cómo los recubrimientos UV completos reducen la resistencia cinética, aumentando así el riesgo de desplazamiento de la carga en expositores paletizados apilados]. Función de la evidencia: mecanismo técnico; tipo de fuente: artículo de ingeniería estructural. Apoya: la afirmación de que el brillo específico preserva la estabilidad estructural. Nota de alcance: Centrado en cargas de envío y almacenamiento industrial. ↩
«Estudio de la estabilidad de la carga paletizada mediante el método de ensayo dinámico…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8348108/. [Una fuente autorizada de ciencia de los materiales proporcionaría el coeficiente de fricción para recubrimientos UV de alto brillo para demostrar cómo reducen el agarre en cargas paletizadas]. Función de la evidencia: especificación técnica; tipo de fuente: estudio de ingeniería. Apoya: riesgo logístico de deslizamiento de palés. Nota de alcance: específicamente en relación con recubrimientos superficiales de alto brillo en cartón corrugado.] ↩
"Acabados mate vs. brillantes: cómo elegir el mejor", https://www.gentlepk.com/matte-vs-gloss-finishes-for-packaging/. [Las normas de ingeniería de embalaje definen las propiedades de fricción de los recubrimientos mate en comparación con los brillantes para justificar su uso en la estabilización de cargas apiladas]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria del embalaje. Apoya: la estabilidad del brillo objetivo diseñado. Nota de alcance: se centra en las propiedades de fricción de la capa base mate.] ↩
"La guía definitiva para el recubrimiento UV: beneficios, tipos y usos", https://www.epackprinting.com/support/the-ultimate-guide-to-uv-coating-benefits-and-applications/. [Los datos comparativos de la industria de la impresión mostrarían la reducción en el volumen de tinta y el desperdicio al usar recubrimientos UV selectivos puntuales en comparación con recubrimientos de cobertura total]. Función de la evidencia: métrica económica; tipo de fuente: referencia de producción de impresión. Apoya: eficiencia de costos de los recubrimientos de ingeniería. Nota de alcance: se relaciona con el volumen de material por unidad.] ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Los manuales técnicos de impresión explican cómo el movimiento del sustrato y las dimensiones del cartón provocan una desviación del registro durante los procesos de serigrafía de alta velocidad]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria. Apoya: desviación del registro en cartones de flauta B. Nota de alcance: se aplica específicamente a aplicaciones de serigrafía. ↩
"Qué es el registro de serigrafía y por qué importa – Oli Fowler Art", https://olifowler.com/blogs/latestnews/what-is-screenprint-registration-and-why-it-matters?srsltid=AfmBOor0iHLOYLcYgrFgIrTbGgXaKN3BQWMdHD3US5PGBNzmodNGmGvi. [Las especificaciones técnicas para prensas de serigrafía de alta velocidad establecen límites típicos de tolerancia de registro y márgenes de deriva comunes]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoya: La afirmación sobre el desplazamiento del registro mecánico. Nota de alcance: La variación depende de la antigüedad y la calibración del equipo. ↩
"Qué es el atrapamiento en la impresión y por qué importa para el embalaje", https://flexiblepouches.com/blog/what-is-trapping-in-printing-why-it-matters-for-packaging/. [Los informes de eficiencia de producción demuestran que la implementación de márgenes de atrapamiento reduce el desperdicio asociado con errores de registro]. Función de la evidencia: Métrica de rendimiento; tipo de fuente: Estudio de caso industrial. Apoya: La afirmación de que el atrapamiento reduce las tasas de desperdicio. Nota de alcance: El porcentaje exacto puede variar según el entorno de producción. ↩
"[PDF] Especificaciones para cartón ondulado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Los manuales de embalaje industrial definen la altura y el grosor específicos de la ondulación del cartón ondulado de flauta E]. Función de la evidencia: Especificación técnica; tipo de fuente: Norma industrial. Apoyos: La identificación del material del sustrato. Nota de alcance: Dimensiones estándar de la ondulación. ↩
"Resistencia a la compresión de envases de cartón ondulado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. [La investigación sobre la adhesión del recubrimiento y la flexibilidad del sustrato demuestra la tensión mecánica y el potencial de fractura del polímero inducidos por dobleces de 90 grados en materiales con recubrimiento rígido]. Función de la evidencia: Validación técnica; tipo de fuente: Estudio de ciencia de los materiales. Apoya: La realidad física de la tensión de flexión en los recubrimientos. Nota de alcance: Se aplica a resinas curadas con UV. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Un estándar industrial para materiales de embalaje define la resistencia a la compresión específica y la capacidad de carga de los revestimientos de cartón kraft virgen 32ECT]. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: las propiedades estructurales del sustrato de cartón. Nota de alcance: Se aplica específicamente a las clasificaciones de la prueba de aplastamiento de bordes. ↩
"Cómo preparar archivos listos para imprimir para barniz selectivo", https://support.jukeboxprint.com/en/articles/9720210-how-to-prepare-print-ready-files-for-spot-gloss. [Las directrices técnicas para el recubrimiento UV en sustratos plegables suelen recomendar tolerancias específicas o "zonas de exclusión" para evitar el agrietamiento de la resina a lo largo de las líneas de corte]. Función de la evidencia: mejor práctica técnica; tipo de fuente: guía de fabricación. Apoya: la eficacia del ajuste de distancia para prevenir la delaminación. Nota de alcance: Las tolerancias pueden variar según el grosor del polímero. ↩
¿Qué es la impresión UV selectiva? – Ibex Packaging, https://ibexpackaging.com/what-is-spot-uv-printing/. [Los estándares de diseño de envases proporcionan directrices de medición específicas para los márgenes entre los recubrimientos UV selectivos y las líneas de plegado para evitar el agrietamiento]. Función de la evidencia: validación de especificaciones; tipo de fuente: estándar de la industria. Soporte: diseño óptimo para UV selectivo. Nota de alcance: tolerancia estándar de la industria. ↩
"[PDF] MECANISMOS DE FRACTURA FRÁGIL DE LA FIBRA DE VIDRIO…", https://digitalcollections.ohsu.edu/record/2050/files/2766_etd.pdf. [La documentación técnica sobre polímeros curables por UV explicaría la falta de elasticidad y la fractura subsiguiente cuando se someten a tensión durante la flexión]. Función de la evidencia: verificación técnica; tipo de fuente: guía de ciencia de los materiales. Apoya: modo de falla del polímero. Nota de alcance: específico para recubrimientos UV de gran espesor. ↩
"Guía de impresión UV selectiva: Recubrimientos y acabados para embalaje – Gentlever", https://gentlever.com/spot-uv-for-custom-packaging/. [Los estándares de producción de impresión demostrarían cómo los recubrimientos frágiles crean puntos de tensión localizados que provocan la rotura de las fibras del sustrato durante el plegado]. Función de la evidencia: evidencia de causalidad; tipo de fuente: manual técnico de la industria. Apoya: riesgo de deslaminación del cartón. Nota de alcance: se aplica a sustratos de cartón. ↩
"Guía para comprender las ondulaciones en cajas de cartón corrugado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Una guía técnica sobre embalaje de cartón corrugado describe cómo la alta presión del estampado mecánico con lámina puede comprimir las ondulaciones, reduciendo la resistencia estructural]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria. Apoya: riesgos mecánicos del estampado con lámina. Nota de alcance: Aplicable a materiales corrugados. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Estudios comparativos sobre acabados de embalaje demuestran que el curado UV no mecánico mantiene valores BCT más altos en comparación con el estampado a alta presión]. Función de la evidencia: verificación empírica; tipo de fuente: estudio técnico. Apoya: comparación de la integridad estructural. Nota de alcance: Se centra en las métricas de embalaje minorista. ↩
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [La literatura técnica sobre embalaje de cartón ondulado explica cómo la presión mecánica del estampado puede colapsar los arcos internos de las flautas, reduciendo la resistencia a la compresión del cartón]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoya: El riesgo estructural del estampado mecánico de láminas en cartón de flauta E. Nota de alcance: Se aplica específicamente a sustratos de cartón ondulado. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Estudios de ciencia de materiales sobre acabados de embalaje demuestran que el curado UV sin contacto no aplica tensión mecánica al sustrato, preservando así su resistencia al aplastamiento original]. Función de la evidencia: Verificación cuantitativa; tipo de fuente: Estudio de materiales revisado por pares. Apoya: La ventaja estructural de los polímeros líquidos sobre el estampado. Nota de alcance: Se asume la aplicación estándar de resina fotocurable. ↩
"Dominio del estampado en caliente: por qué la temperatura, la presión y el tiempo…", https://ciofficial.com/blogs/handcrafters-hub/hot-foil-stamping-mastery-why-temperature-pressure-and-time-decide-everything?srsltid=AfmBOopYQtwMbfrm3o30Hp30_v2TLmEAwOUSAbD2JIS_vt7opAsfcrl8. [Los manuales técnicos de impresión especifican los requisitos de fuerza térmica y mecánica necesarios para transferir la lámina en relieve desde un troquel a un sustrato]. Función de evidencia: verificación de hechos; tipo de fuente: especificación técnica. Apoyos: requisitos mecánicos del estampado en caliente. Nota de alcance: los rangos de temperatura varían según la química de la lámina. ↩
"Curado UV – Wikipedia", https://en.wikipedia.org/wiki/UV_curing. [La literatura sobre ciencia de los materiales confirma que la polimerización UV/LED se produce mediante fotoiniciación sin necesidad de compresión mecánica]. Función de la evidencia: verificación fáctica; tipo de fuente: artículo de ciencia de los materiales. Apoyos: seguridad estructural de los acabados fotocurados. Nota de alcance: Se aplica a aplicaciones UV puntuales sin relieve. ↩
"Embalaje de cartón ondulado con diseño innovador para una mayor durabilidad...", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [Las guías de ingeniería de embalaje explican cómo la fuerza de compresión de los troqueles de estampado puede causar colapso estructural o "aplastamiento" en el cartón ondulado]. Función de la evidencia: evaluación de riesgos; tipo de fuente: guía de ingeniería de embalaje. Apoyos: impacto del estampado de lámina en la estructura del cartón. Nota de alcance: El nivel de riesgo depende de la clasificación ECT del cartón. ↩



