
Las marcas pierden constantemente semanas esperando las planchas de impresión, solo para descubrir que su campaña de prueba de mercado luce descolorida. Se necesita rapidez, pero no a costa del valor de la marca.
La impresión digital para envases elimina las planchas físicas, transfiriendo el diseño directamente del ordenador al sustrato. Esta tecnología bajo demanda permite tiradas cortas, datos variables y prototipado rápido sin costes de configuración. Transforma radicalmente la producción de expositores para puntos de venta al reducir drásticamente las cantidades mínimas de pedido y acelerar la comercialización.

Para plasmar esos gráficos tan llamativos en cartón ondulado de forma eficiente, es necesario saber cuándo utilizar una imprenta digital y cuándo una imprenta offset tradicional.
¿Qué es la impresión digital en el embalaje?
La impresión digital en el embalaje funciona como una impresora de inyección de tinta de escritorio a gran escala, pulverizando tinta CMYK (cian, magenta, amarillo y negro) directamente sobre cartón corrugado. Al prescindir de las planchas metálicas tradicionales, se eliminan los costes de utillaje para las primeras tiradas. Este método se caracteriza por su agilidad, permitiendo a las marcas realizar cambios estructurales rápidos antes de lanzar sus productos a gran escala.

Pero la agilidad que se ve en una pantalla no significa nada si el prototipo físico se derrumba bajo una carga útil masiva de 68,04 kg (150 libras).
Agilidad rápida frente a prototipado físico
La mayoría de las marcas emergentes asumen que la impresión digital simplemente significa gráficos rápidos, tratando el cartón corrugado como una hoja de papel de oficina estándar. Se apresuran a imprimir 50 unidades para un programa piloto regional, ignorando por completo cómo el panel de prueba sin sellar interactúa con cargas de tinta pesadas y fricción estructural1.
Veo este problema constantemente cuando los equipos intentan saltarse la ingeniería estructural para ganar velocidad. Imprimen un archivo digital directamente en una impresora plana, pero sin barniz protector, el cartón kraft poroso absorbe la tinta, dejando una textura calcárea que se raya con facilidad. He visto a empleados arrastrar estos expositores por un suelo de hormigón, solo para ver cómo el borde inferior desprotegido se manchaba al instante. Para solucionar esto, utilizo nuestras mesas de corte digital Zund junto con la prensa para crear una "muestra blanca de 24 horas" física antes incluso de aplicar la tinta. Al probar primero la geometría física en bruto, evito los problemas de rayado de tinta, manteniendo la presentación visual impecable y reduciendo el tiempo de montaje del co-empaquetado en un 20 % aproximadamente.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión sin barniz | Aplicar un recubrimiento protector a base de agua2 | Evita rozaduras durante la reposición de existencias |
| Omitir prototipos físicos | Pruebas de mesas digitales Zund3 | Garantiza un montaje de lengüetas sin fricción |
| Suponiendo que se cumplan las normas sobre el papel de oficina | Ingeniería para tableros porosos4 | Detiene la deformación estructural |
Nunca realizo un lote digital sin antes verificar los cálculos estructurales. Saltarse la etapa del prototipo físico es la manera más segura de convertir un proyecto de alta velocidad en una pesadilla logística en la planta de producción.
🛠️ El escritorio de Harvey: ¿No estás seguro de si tu diseño se rayará en una impresión digital sin procesar? 👉 Envíame tu archivo de troquelado ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Qué quieres decir con impresión digital?
Por impresión digital, entendemos un proceso computarizado donde los archivos digitales se asignan directamente a las boquillas de tinta. No hay contacto físico entre la plancha de imagen y el cartón. Esta tecnología permite la ejecución de datos variables, lo que significa que cada pantalla puede mostrar un gráfico único sin detener la máquina.

Si bien el flujo de trabajo digital parece perfectamente automatizado, la química del color en sí es mucho más volátil.
La ilusión de la perfección de la pantalla al tablero
Los equipos de marketing suelen ver un PDF retroiluminado en sus pantallas Retina y dan por sentado que una impresora digital plana reproducirá a la perfección esos colores RGB (rojo, verde y azul) en un producto físico para la venta. Esperan una traducción automática e infalible del software al sustrato de cartón corrugado.
La realidad golpea con fuerza cuando llega el primer palé. Las prensas digitales rocían tinta sobre fibras corrugadas crudas, de color blanco parduzco, que poseen su propio matiz de color natural. Una vez vi cómo el característico color verde azulado de una marca de cosméticos de alta gama se convertía en un verde turbio y apagado porque no calibraron el archivo para la tasa de absorción del cartón. El olor a tinta húmeda aún estaba fresco cuando se dieron cuenta de que todo el lote estaba arruinado. Para evitar esto, someto cada archivo digital a un sistema de prueba de color GMG y obtengo muestras físicas utilizando un espectrofotómetro bajo iluminación D506. Al fijar matemáticamente las tolerancias Delta-E7 antes de la producción, garantizo que los colores de su marca se mantengan matemáticamente precisos, eliminando los costosos cargos de los minoristas por guías de estilo que no cumplen.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Confianza en los monitores retroiluminados | Comprobaciones físicas de iluminación D508 | Garantiza una estética precisa en los pasillos de la tienda |
| Ignorar la dominante de color de la placa | Perfiles de ICC específicos del sustrato9 | Evita que los colores de la marca se vean borrosos o alterados |
| Colores digitales alados | Límites Delta-E del espectrofotómetro10 | Elimina los rechazos de las guías de estilo de los minoristas |
Me niego a adivinar la fidelidad del color basándome en un monitor digital. Confiar en la calibración física de la luz es la única manera de garantizar que su pantalla resalte en entornos comerciales con iluminación fluorescente intensa.
🛠️ Harvey's Desk: ¿El color distintivo de tu marca se ve afectado de forma impredecible en los sustratos de cartón corrugado? 👉 Solicita una auditoría de color ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cuál es la diferencia entre la impresión digital y la impresión normal?
La diferencia entre la impresión digital y la impresión tradicional radica en las herramientas de preparación. La impresión tradicional, como la litografía offset, requiere costosas planchas de aluminio grabadas, lo que la hace ideal para tiradas de gran volumen. Por el contrario, la impresión digital prescinde por completo de las planchas, lo que la hace perfecta para campañas de prueba ágiles y de bajo volumen o promociones minoristas localizadas.

Elegir el método adecuado no se trata solo de cantidad; se trata de comprender cómo se comporta físicamente la tinta cuando se extiende sobre estructuras comerciales de mucho tránsito.
La trampa de semitonos CMYK frente a la permanencia del offset
Se suele asumir que los sistemas de impresión digital y offset tradicional se comportan de forma idéntica en una caja de cartón corrugado. Los compradores junior suelen solicitar tiradas digitales para expositores de cosméticos, esperando la misma nitidez y uniformidad impecables de los colores corporativosque obtienen con la impresión offset de alto volumen convencional.
Piensa en la impresión digital como pintar una pared con una pistola de pulverización de alta presión, mientras que la impresión offset es como rodar sobre un cubo de pintura densa y perfectamente mezclada. Cuando inspecciono impresiones digitales estándar en testliner poroso, los diminutos puntos de semitono CMYK a menudo se mezclan mal, creando una imagen granulada y borrosa bajo las luces intensas de las tiendas. He tocado la superficie áspera y sin sellar de una impresión digital mal ejecutada que debilitó visualmente el posicionamiento premium de la marca. Al escalar a un lanzamiento nacional, inmediatamente dirijo a los clientes de la impresión digital a la impresión offset de alta fidelidad. Al utilizar una plancha física y una densa cobertura de color directo Pantone12, elimino por completo el grano de los puntos, lo que garantiza una visibilidad de alto contraste desde 609,6 cm (20 pies) de distancia, al tiempo que reduzco drásticamente el coste unitario del material en grandes volúmenes13.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Uso de lo digital para grandes producciones | Transición a la litografía offset | Reduce drásticamente los costos de producción por unidad14 |
| Ignorando el grano de punto CMYK | Inundación de tinta de color directo15 | Maximiza la visibilidad de la marca con alto contraste |
| Se espera una aplicación de tinta idéntica | Coincidencia entre el tipo de prensa y el volumen | Garantiza una coherencia visual de primera calidad |
Utilizo la impresión digital para pruebas rápidas y localizadas, pero siempre paso a la impresión offset para producciones a nivel nacional. Entender este punto de transición es clave para proteger su presupuesto de marketing y evitar que se agote.
🛠️ Harvey's Desk: ¿Estás pagando de más por campañas digitales cuando deberías aumentar tu volumen para compensar? 👉 Obtén un análisis de ROI por volumen ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué tipo de impresión se utiliza para los embalajes?
El tipo de impresión utilizado para el embalaje depende en gran medida de la escala y la estructura. La flexografía predomina en las cajas de cartón marrones sencillas para envíos, la laminación offset proporciona calidad fotográfica para expositores de alta gama en tiendas, y la impresión digital destaca en cajas personalizadas para comercio electrónico de bajo volumen. Cada método exige tolerancias estructurales y de preimpresión estrictas.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los componentes físicos chocan en la línea de laminación.
Por qué los márgenes comerciales estándar no funcionan en la planta de producción
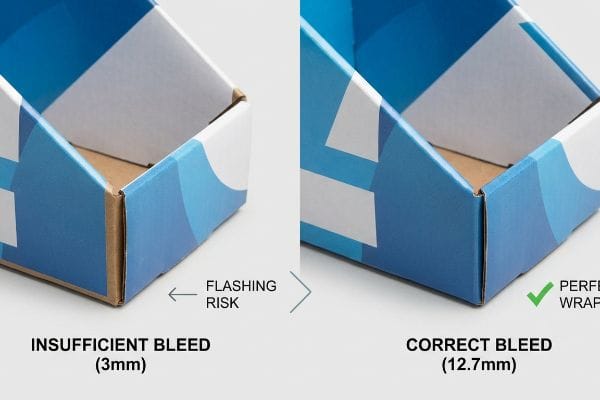
Los diseñadores gráficos generalmente tratan los archivos de empaques minoristas como folletos comerciales estándar, aplicando un sangrado básico de 0,125 pulgadas (3,17 mm)16 a su diseño. Asumen que este margen genérico es completamente suficiente para cubrir cualquier pequeño desplazamiento mecánico durante la fase de troquelado17.
En mi planta, veo con frecuencia que esta suposición teórica provoca fallos de rendimiento masivos durante la laminación litográfica offset. El proceso físico consiste en pegar hojas superiores impresas y húmedas sobre cartón grueso de flauta B. Durante el montaje automatizado, la maquinaria posee inherentemente una mayor tolerancia de desplazamiento mecánico. Cuando un sangrado estándar de 3,17 mmno cubre este desplazamiento, se produce un efecto de "destellos": los bordes del cartón marrón sin tratar quedan expuestos y resultan llamativos para el consumidor en el expositor final plegado. Para evitarlo, aplico un margen de sangrado mínimo estricto de 12,7 mm (0,5 pulgadas) más allá de la línea de corte física para todos los trabajos de laminación litográfica. Al forzar esta corrección de preimpresión rigurosa, me aseguro de que el gráfico envuelva completamente el borde, evitando el efecto de destellos y reduciendo las tasas de rechazo de lotes en un 15 % estimado, manteniendo su campaña perfectamente dentro del plazo previsto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando márgenes de sangrado comerciales de 3 mm | Margen de sangrado mínimo de 0,5 pulgadas19 | Evita los antiestéticos bordes sin tratar del cartón |
| Ignorar el desplazamiento de laminación | Recorte matemático de preimpresión20 | Garantiza una estética de envoltura perfecta |
| Tratar el embalaje como si fuera papel | Líneas de troquelado específicas para cada sustrato21 | Elimina el parpadeo visual en los estantes |
Rechazo los archivos de preimpresión que carecen del margen de sangrado de laminación adecuado. Detectar esta discrepancia milimétrica antes de que la tinta llegue al cartón es lo que diferencia una presentación de alta calidad de una caja barata y defectuosa.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir una imprenta que imprima sin más tus archivos de sangrado estándar, pero si un error de laminación deja al descubierto bordes de cartón poco estéticos en un expositor de cosméticos de alta gama, esto provoca el rechazo inmediato del minorista y elimina por completo el margen de beneficio de tu campaña. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias de preimpresión y permíteme revisar personalmente tu diseño con mi Auditoría Gratuita de Troqueles ↗ para detectar errores de laminación fatales antes de que comience la producción en masa.
"9 métodos de prueba de cajas de cartón corrugado para garantizar la calidad del embalaje", https://www.bizongo.com/blog/corrugated-box-testing. [Una fuente autorizada sobre materiales de embalaje de cartón corrugado explica cómo los paneles de prueba sin sellar absorben las tintas de inyección de tinta y el impacto resultante en la integridad estructural y la fricción superficial]. Función de la evidencia: verificación técnica; tipo de fuente: manual técnico de la industria. Apoyos: interacción del material del panel de prueba sin sellar con tinta densa. Nota de alcance: específicamente en relación con la saturación de la tinta de inyección. ↩
"Qué es el recubrimiento acuoso para la impresión de envases | cefBox", https://www.cefbox.com/blog/knowledgeBase/What-Is-Aqueous-Coating-For-Printing-Packaging. [Una fuente autorizada sobre acabados de envases confirmaría que los barnices a base de agua proporcionan una barrera necesaria contra la abrasión y el desgaste durante el transporte y la reposición]. Función de la evidencia: validación técnica; tipo de fuente: manual de embalaje industrial. Apoya: el uso de recubrimientos para mayor durabilidad. Nota de alcance: la eficacia depende de la combinación específica de tinta y sustrato. ↩
"[PDF] Manual de funcionamiento de la cortadora digital plana serie G3 – MIT Fab Lab", https://fab.cba.mit.edu/content/tools/zund/manual.pdf. [La documentación técnica para las cortadoras digitales Zund demuestra cómo el corte digital de alta precisión permite la validación exacta de los pliegues estructurales y el ensamblaje de pestañas antes de la producción en masa]. Función de la evidencia: verificación de la capacidad de la herramienta; tipo de fuente: especificación técnica del fabricante. Apoya: la eficacia del prototipado digital para el ensamblaje. Nota de alcance: específico para la tecnología de corte digital CNC. ↩
"Espuma fotocurable para estructuras porosas impresas en 3D", https://pmc.ncbi.nlm.nih.gov/articles/PMC11367572/. [Fuentes de ciencia de los materiales explican cómo la absorción de tinta y el contenido de humedad en sustratos porosos como el cartón corrugado pueden provocar deformaciones estructurales si no se diseñan correctamente]. Función de la evidencia: verificación de propiedades del material; tipo de fuente: revista de ciencia de la impresión. Apoya: la necesidad de una ingeniería específica para mantener la integridad estructural. Nota de alcance: se aplica principalmente a tintas a base de agua y de inyección de tinta. ↩
"Color digital vs. color de impresión | Soporte – Smartpress", https://smartpress.com/support/color-ink/digital-color-vs-print-color?srsltid=AfmBOoqzFtgfmDDsOqt2hX0GmcS3fZrOiV15lNqVrMoNnmdR01g5N7Aa. [Una guía técnica sobre la ciencia del color demostraría que las pantallas retroiluminadas utilizan un modelo de color RGB aditivo, mientras que las prensas digitales utilizan colores sustractivos, lo que imposibilita la replicación perfecta de los colores luminosos de la pantalla en sustratos físicos]. Función de la evidencia: explicación técnica; tipo de fuente: manual técnico. Apoya: la discrepancia inherente entre la visualización en pantalla y la salida impresa. Nota de alcance: específico para modelos de color aditivos vs. sustractivos. ↩
"Comprobación del color D50 para artes gráficas | JUST-Normlicht", https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html. [Una fuente autorizada confirmaría que D50 es el iluminante estándar ISO para artes gráficas, lo que garantiza que las lecturas del espectrofotómetro sean consistentes en diferentes entornos de producción]. Función de la evidencia: estándar técnico; tipo de fuente: manual de la industria. Apoya: medición de color estandarizada. Nota de alcance: se aplica específicamente a la industria de la impresión y la imagen. ↩
"Igualación de color: Desmitificando el papel del Delta E en la impresión", https://kwalitylabels.com/color-matching-demystifying-the-role-of-delta-e-in-printing/. [La literatura científica sobre colorimetría explica que el Delta-E es la fórmula matemática utilizada para cuantificar la distancia entre dos colores y determinar si una impresión es perceptualmente aceptable]. Función de la evidencia: métrica cuantitativa; tipo de fuente: especificación técnica. Apoyos: precisión matemática de la igualación de color. Nota de alcance: las tolerancias varían según la fórmula CIEDE específica aplicada. ↩
¿Qué es D50 para artes gráficas e impresión? – Waveform Lighting", https://www.waveformlighting.com/color-matching/what-is-d50-for-graphic-arts-printing. [Una fuente autorizada confirmaría que D50 (5000 K) es el estándar internacional para visualizar y evaluar materiales impresos y garantizar la consistencia del color en diferentes entornos]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la necesidad de una iluminación estandarizada para la precisión del color. Nota de alcance: Se aplica principalmente a la industria de las artes gráficas e impresión.] ↩
Preguntas frecuentes del ICC, https://www.color.org/faqs.xalter. [Una fuente autorizada explicaría cómo los perfiles del Consorcio Internacional del Color (ICC) calibran la salida digital para tener en cuenta la absorción y reflectancia únicas de la tinta en cartones específicos]. Función de la evidencia: proceso técnico; tipo de fuente: manual técnico. Apoya: la prevención de cambios de color en diferentes materiales. Nota de alcance: Se centra en los sistemas de gestión del color.] ↩
"Estándares de precisión de color para impresión: límites ΔE para impresión comercial y…", https://www.linkedin.com/posts/rahul-pathak-2667b42a5_for-most-commercial-printing-such-as-magazines-activity-7427384218617528321-ZFsI. [Una fuente autorizada definiría Delta-E como la métrica estándar para calcular la distancia entre dos colores y especificaría las tolerancias aceptables en la industria para la calidad de impresión]. Función de evidencia: métrica cuantitativa; tipo de fuente: estándar científico. Apoya: el uso de mediciones objetivas para evitar rechazos de guías de estilo. Nota de alcance: se refiere específicamente a ΔE 2000 o fórmulas de diferencia de color similares.] ↩
"Cajas de envío impresas digitalmente frente a offset: una guía completa | Sourceful", https://www.sourceful.com/blog/digital-vs-offset-print-mailer-boxes. [Los manuales técnicos de impresión explican que la litografía offset proporciona una cobertura de tinta sólida más uniforme en comparación con los puntos de semitono producidos por los sistemas digitales]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la afirmación de que la impresión offset produce colores sólidos superiores. Nota de alcance: específicamente en lo que respecta a la densidad de tinta en sustratos corrugados]. ↩
"Impresión con colores directos frente a impresión con colores de proceso – Pantone", https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOopwX_zgovHjrUlqa-taiKFRRLpfCAS5CMnNECMROwe9PsZ2zhcG. [Un manual técnico sobre impresión explicaría que los colores directos proporcionan una cobertura de tinta sólida y uniforme, mientras que el CMYK digital se basa en puntos de semitono que pueden crear grano visible]. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de la industria de la impresión. Apoya: Eliminación del grano de puntos en la impresión offset. Nota de alcance: Se aplica específicamente a las tintas de color directo en lugar de a los colores de proceso. ↩
"Impresión offset vs. impresión digital | Ink Tank – Kao Collins", https://www.kaocollins.com/inktank/offset-vs-digital-printing/. [Los análisis de costos de la industria demuestran que, si bien la impresión offset tiene costos de configuración más altos, el costo por unidad disminuye significativamente a medida que aumenta el volumen en comparación con la impresión digital]. Función de la evidencia: Métrica económica; tipo de fuente: Análisis de costos de la industria. Apoya: Eficiencia de costos de la impresión offset para grandes volúmenes. Nota de alcance: Válido solo por encima de un umbral de volumen específico. ↩
"Impresión digital vs. offset: ventajas, desventajas y comparación de costes – Doceo", https://mydoceo.com/blog/digital-vs-offset-printing/. [Un análisis de costes del sector demostraría que los costes fijos de las planchas offset se amortizan en tiradas grandes, lo que resulta en un menor coste unitario en comparación con la impresión digital]. Función de la evidencia: Verificación técnica; tipo de fuente: Análisis de costes del sector. Apoya: Ventaja económica del offset para tiradas masivas. Nota de alcance: Se aplica a la producción a escala comercial. ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Los manuales técnicos de impresión explican que los colores directos proporcionan una capa de tinta sólida y uniforme sin el patrón de puntos de semitono del CMYK, lo que mejora la visibilidad de la marca con alto contraste]. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de impresión. Apoya: Uso de colores directos para eliminar el grano de puntos. Nota de alcance: Se centra en la saturación visual y la coherencia de la marca. ↩
"Impresión con sangrado 101: Qué es y cómo se usa – Binders, Inc.", https://www.bindersinc.com/resources/what-is-bleed-printing. [Los estándares de impresión de la industria definen las medidas de sangrado convencionales utilizadas para folletos comerciales y materiales de impresión básicos]. Función de evidencia: verificación de hechos; tipo de fuente: manual de la industria. Compatible con: configuraciones comunes de preimpresión. Nota de alcance: los requisitos específicos de la impresora pueden anular estos estándares. ↩
"Solución de problemas de desalineación en operaciones de troquelado", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [La documentación técnica para maquinaria de troquelado especifica las tolerancias esperadas y los posibles cambios de registro durante el proceso de corte]. Función de la evidencia: verificación técnica; tipo de fuente: manual técnico. Apoya: la justificación técnica del sangrado en el embalaje. Nota de alcance: la precisión varía según la antigüedad y el tipo de equipo. ↩
"Litografía laminada vs. impresión digital: una guía para compradores industriales...", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Los manuales técnicos de preimpresión para embalajes de cartón ondulado especifican márgenes de sangrado estándar para compensar los cambios de registro durante el montaje]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: medidas de sangrado estándar de la industria. Nota de alcance: los estándares pueden variar según la precisión de la maquinaria. ↩
"Conceptos básicos de embalaje: ¿Qué son el sangrado, el recorte y la zona de seguridad?", http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/. Las guías técnicas de embalaje especifican márgenes de sangrado mayores para sustratos de cartón ondulado para adaptarse a la mayor tolerancia de la maquinaria de troquelado en comparación con la impresión comercial. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: márgenes de sangrado recomendados para embalaje. Nota de alcance: específico para cartón ondulado. ↩
"Una máquina de laminación versátil para satisfacer sus diversas necesidades de embalaje", https://www.kymc.com/msg/A-versatile-lamination-press-to-meet-your-diverse-packaging.html. Los estándares de fabricación para la laminación litográfica detallan el uso de recortes matemáticos para compensar la deriva de registro durante el proceso de montaje. Función de evidencia: verificación del proceso; tipo de fuente: manual técnico. Soporte: mitigación del desplazamiento de laminación. Nota de alcance: aplicable a flujos de trabajo de laminación y montaje. ↩
"[PDF] Requisitos globales de troquelado de ingeniería de embalaje corporativo de 3M", https://multimedia.3m.com/mws/media/2619412O/global-packaging-dieline-requirements.pdf. Los principios de ingeniería de embalaje dictan que los troqueles deben ajustarse al grosor (calibre) y a las propiedades de plegado de sustratos específicos para garantizar dimensiones finales precisas. Función de la evidencia: requisito técnico; tipo de fuente: norma de ingeniería. Apoya: la necesidad de troqueles específicos para cada sustrato. Nota de alcance: se centra en las tolerancias estructurales. ↩


