
Su producto es único, y las cajas estándar no son suficientes para el punto de venta. La presentación física debe coincidir a la perfección con la estrategia promocional específica de su marca.
Sí. Personalizar un expositor de punto de venta (TPV) es altamente recomendable para maximizar la visibilidad en el punto de venta. Este proceso implica diseñar dimensiones específicas, calidades de tablero estructural y gráficos de marca personalizados para garantizar que su expositor se ajuste perfectamente tanto al comportamiento del consumidor como a las estrictas normativas de las grandes superficies.

Las plantillas estándar pueden parecer un atajo fácil, pero crear una unidad personalizada te da un control total sobre la interacción física del comprador.
¿Cómo crear una pantalla personalizada?
La creación de una unidad a medida comienza mucho antes de que la tinta toque el papel. Requiere definir la estructura matemática antes de aplicar cualquier elemento gráfico.
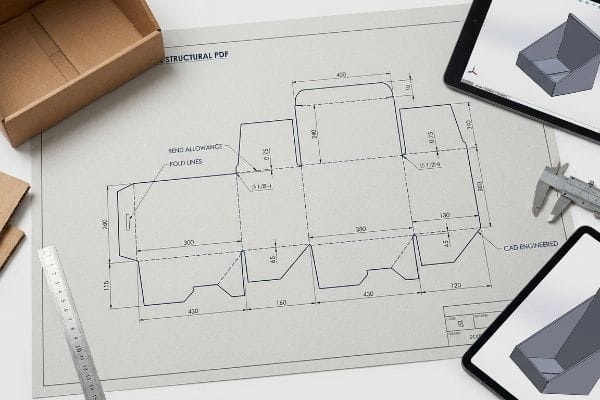
Para crear una pantalla personalizada, es necesario iniciar la fase de diseño con un PDF estructural prediseñado, en lugar de utilizar herramientas básicas de renderizado web. Esto garantiza que los márgenes de curvatura del diseño asistido por ordenador (CAD) estén matemáticamente definidos antes de aplicar cualquier gráfico o textura de marca externa.
Muchos equipos de marca se centran directamente en la estética visual, pero yo siempre los hago volver a la base estructural.
Por qué fallan las estructuras de exhibición personalizadas sin troqueles adecuados
Incluso los equipos de compras más experimentados suelen dejar que sus diseñadores gráficos creen pestañas entrelazadas complejas directamente en herramientas básicas de ilustración web. Tratan el cartón corrugado como una hoja plana de papel de impresora, dando por sentado que una línea visual en una pantalla se traduce fácilmente en una caja física. Este enfoque omite por completo los márgenes de doblado necesarios para plegar materiales gruesos en objetos 3D1.
Cuando los clientes me envían archivos generados por la web, los marco inmediatamente antes de que lleguen a la mesa de corte CNC (Control Numérico por Computadora). He visto a empleados de tienda sudando en el suelo, intentando forzar una pestaña en una ranura 38,1 mm (1,5 pulgadas) demasiado estrecha, escuchando el fuerte sonido de desgarro del cartón crudo mientras toda la base se desgarra. Al entregar primero un PDF estructural prediseñado y bloqueado, me aseguro de que sus diseñadores solo apliquen gráficos sobre cálculos matemáticos probados. Este ajuste estructural elimina una fricción enorme, ahorrando aproximadamente 45 segundos de tiempo de ensamblaje por unidady reduciendo significativamente sus costos de mano de obra de co-empaquetado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Uso de herramientas web para líneas de troquelado | Bloqueo de una capa PDF generada por CAD3 | Evita la desalineación de las pestañas |
| Ignorando el grosor del papel | Tolerancias de curvatura paramétricas4 | Elimina el desgarro del cartón |
| Apresurarse a los gráficos de superficie | Primero, diseñe la estructura en blanco | Ahorra 45 segundos de tiempo de montaje5 |
Siempre verifico la estructura antes de examinar una sola muestra de color. Un diseño atractivo no sirve de nada si la estructura subyacente cede ante el peso del producto y provoca el rechazo inmediato del minorista.
🛠️ Oficina de Harvey: ¿No está seguro de si su troquel generado en la web incluye los márgenes de plegado correctos? 👉 Solicite una auditoría gratuita de troquel ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Quién diseña los expositores para las tiendas minoristas?
La búsqueda del talento adecuado para diseñar el lanzamiento de tu tienda minorista es donde la mayoría de las cadenas de suministro se resquebrajan silenciosamente. Necesitas un enfoque unificado, no una lista inconexa de proveedores independientes.
El diseño de expositores para tiendas minoristas suele estar a cargo de fabricantes especializados en embalaje por contrato, que integran la ingeniería estructural y el ensamblaje físico. Depender de proveedores de servicios fragmentados a menudo conlleva graves problemas mecánicos durante las operaciones de co-embalaje a alta velocidad y la producción en masa.

Elegir quién fabrica su sistema de comercialización determina quién asume la responsabilidad cuando, inevitablemente, algo sale mal en la línea de producción.
El coste oculto de los equipos de exhibición en tiendas fragmentados
Los responsables de marca suelen intentar armar sus campañas de venta minorista contratando diseñadores gráficos independientes, proveedores de cartón por separado y empresas de empaquetado subcontratadas. Suponen que este modelo de adquisición fragmentado minimiza artificialmente los costos unitarios al buscar los precios más bajos para los componentes. Sin embargo, esto separa por completo la ingeniería estructural del proceso de ensamblaje físico real6.
Veo esta trampa constantemente cuando los nuevos clientes me traen componentes incompatibles de tres proveedores diferentes. Cuando una base de flauta E de alta resistencia no se alinea perfectamente con una lámina superior impresa por otra planta, la maquinaria automatizada se atasca al instante, y puedo oler literalmente la fricción quemada de las correas de la máquina cuando las tolerancias incompatibles detienen toda la línea7.Al exigir un enfoque centralizado llave en mano, asumo la responsabilidad de los componentes incompatibles directamente en mi propio equipo de ingeniería. Esta estrategia unificada elimina por completo las penalizaciones por tiempo de inactividad de la máquina, reduciendo el plazo general del proyecto en semanas8 y protegiendo el margen de beneficio de su campaña.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Contratación de proveedores de peaje independientes | Fabricación centralizada llave en mano | Elimina el tiempo de inactividad de la máquina |
| Subcontratación de matemáticas estructurales | Ingeniería de fábrica interna | Garantiza la alineación de los componentes9 |
| Ignorar la fricción del empaquetado conjunto | Protocolos de ensamblaje unificados | Cronograma del proyecto Drops por semanas10 |
Me niego a que las marcas actúen como árbitros entre una imprenta y una empresa de empaquetado. Consolidar el diseño y la fabricación bajo un mismo techo es la única manera de garantizar que el producto final ensamblado resista las condiciones del mundo real.
🛠️ El escritorio de Harvey: ¿Te preguntas por qué tu anterior proveedor de empaquetado te cobró tarifas exorbitantes por tiempo de inactividad de la máquina para un diseño tan simple? 👉 Descubre la causa raíz ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cómo cambiar el color en un TPV?
Cambiar los colores de una marca en un expositor físico no es tan sencillo como pulsar un botón en una pantalla digital. El cartón absorbe la tinta de forma muy diferente a como los píxeles emiten luz.
Cambiar los colores en los expositores de punto de venta requiere pasar del procesamiento de semitonos CMYK estándar (cian, magenta, amarillo, clave) a la aplicación precisa de colores directos Pantone. Este ajuste de impresión mecánica elimina por completo el granulado óptico, lo que garantiza que los logotipos de marca se mantengan visualmente nítidos bajo la iluminación de los establecimientos comerciales.

Los equipos de marketing esperan que la impresión física coincida perfectamente con sus monitores, pero las fibras de papel en bruto tienen sus propias reglas químicas.
Cómo evitar la distorsión de los tonos medios durante los cambios de color en el punto de venta
Incluso los diseñadores veteranos suelen enviar archivos de diseño actualizados utilizando la mezcla de cuatro colores estándar para lograr un tono corporativo específico. Dan por sentado que si se ve bien en un monitor retroiluminado, se imprimirá sin problemas en un gran expositor de venta al por menor. Esto ignora la realidad altamente porosa del cartón corrugado Testliner sinsellar¹¹.
Cuando se intenta lograr un nuevo color de marca vibrante usando pequeños puntos CMYK superpuestos, las fibras del papel crudo absorben la tinta húmeda de manera desigual12.He pasado las manos sobre estas hojas recién impresas y he sentido físicamente la textura áspera y turbia del grano de semitono que hace que los logotipos se desvanezcan por completo a 6,09 m de distancia. Para solucionar esto, aplico un protocolo estricto de inundación de color directo, mezclando un solo cubo denso de pigmento personalizado. Este sencillo ajuste de la química de la tinta elimina por completo el ruido visual13, maximizando la visibilidad en el pasillo y evitando costosas reimpresiones por una coincidencia de marca inaceptable.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar CMYK para los logotipos | Utilizando colores directos Pantone14 | Garantiza una imagen de marca de alto contraste |
| Aprobación de pruebas de pantalla digitales | Pruebas de extracción física15 | Evita que las imágenes se vean descoloridas |
| Ignorar las fibras de papel porosas | Inundación de tinta sólida16 | Elimina el grano de puntos de semitono |
Jamás confío en una pantalla retroiluminada para aprobar un cambio de color físico. Si quieres que tu marca destaque desde el final del pasillo, debes respetar las limitaciones físicas de la imprenta.
🛠️ Harvey's Desk: ¿Los colores actualizados de tu marca se están convirtiendo en un lodo granulado en la línea de producción? 👉 Obtén una auditoría de color de preimpresión ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuál es la diferencia entre un expositor POP y un expositor POS?
En la industria se utilizan estas siglas indistintamente, pero confundirlas durante la fase de ingeniería provocará que todo el envío sea rechazado en el muelle de recepción.
La diferencia entre un expositor de punto de venta (POP) y un mostrador de punto de venta (POS) radica en las limitaciones de espacio. Las unidades POP son grandes estructuras de suelo ancladas a palés estándar de la GMA (Asociación de Fabricantes de Alimentos), mientras que las estructuras de mostrador de punto de venta deben cumplir con los límites de alcance frontal de la ADA (Ley para Estadounidenses con Discapacidades).

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los minoristas comienzan a medir.
Por qué fracasan en la fábrica los expositores POP que se reducen de tamaño
Es una trampa común que atrapa incluso a equipos de compras experimentados: asumen que pueden simplemente tomar un expositor de punto de venta (POP) exitoso y de gran tamaño y reducir digitalmente el archivo CAD a la mitad para crear un mostrador de punto de venta. Lo ven como un simple ejercicio de escalabilidad para extender su presupuesto de marketing a varias zonas de la tienda sin tener que pagar por un nuevo diseño de ingeniería.
Esto no es solo teoría: lo veo suceder en el área de pruebas cuando evaluamos unidades de mostrador a escala reducida que aún mantienen grados de tablero de alta resistencia. Cuando mido el resultado físico, una base artificialmente encogida usando una flauta B de 32 ECT (Edge Crush Test) repentinamente deja el borde de retención frontal a una altura de 16.4 pulgadas (416.5 mm), lo que viola por completo el estricto alcance frontal de cumplimiento de la ADA requerido en las cajas de venta minorista17.Tomo las lecturas del micrómetro y demuestro que debemos desacoplar por completo los procesos de ingeniería, reconstruyendo matemáticamente la estructura del POS para usar una flauta E más delgada mientras mantengo un límite de altura máxima preciso de 12.2 pulgadas (309.8 mm)18.Al hacer cumplir esta tolerancia dimensional específica, me aseguro de que la marca evite por completo los cargos masivos por incumplimiento de los gerentes de las tiendas, asegurando instantáneamente un espacio privilegiado en la caja registradora sin un solo rechazo.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseños POP de gran tamaño a escala reducida | Ingeniería de puntos de venta independiente | Evita el rechazo del vendedor |
| Ignorando el alcance hacia adelante de la ADA19 | Mapeo de ventanas de altura estricta | Garantiza un espacio privilegiado en la caja |
| Utilizar flauta B gruesa para las contrapartes | Cambio a la flauta mi precisa20 | Mantiene los labios retenedores flexibles |
Separo permanentemente las tuberías estructurales para los expositores de pasillo y los mostradores de caja. Intentar adaptar una estrategia de palets gigantesca a un mostrador de venta minorista diminuto es un desastre matemático anunciado.
🛠️ Oficina de Harvey: ¿Sabe si su expositor de mostrador actual cumple con los estrictos límites de alcance frontal? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés antes de que gaste su presupuesto en producción en masa.
Conclusión
Puedes intentar armar una cadena de suministro fragmentada para ahorrar unos centavos, pero cuando las tolerancias de los proveedores no coinciden y causan una fricción enorme que detiene la línea de ensamblaje, te enfrentarás a un rechazo inmediato por parte del minorista y perderás por completo el margen de ganancia de tu campaña. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias estructurales y permíteme revisar personalmente tus archivos con mi Auditoría Gratuita de Troqueles ↗ para detectar errores de cumplimiento fatales antes de que comience la producción en masa.
"Rigidez a la flexión del cartón corrugado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . Explicación técnica de cómo la tolerancia de flexión tiene en cuenta el espesor del material durante el plegado para garantizar la precisión estructural. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: necesidad de CAD estructural sobre el diseño visual. Nota de alcance: específico para sustratos corrugados o de gran espesor.
"Cómo el empaque influye en el éxito de los programas de exhibición en tiendas", https://www.frankmayer.com/blog/how-packaging-shapes-retail-display-program-success/. Un estudio de ingeniería industrial o un estudio de caso de empaque cuantificaría la reducción en la mano de obra de ensamblaje al usar troqueles CAD prediseñados en comparación con archivos imprecisos. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio de caso de la industria. Apoya: la afirmación de que la precisión estructural reduce el tiempo de ensamblaje manual. Nota de alcance: el ahorro de tiempo varía según la complejidad de la exhibición. ↩
"Guía completa de troqueles para embalaje personalizado y…", https://gentlever.com/dielines-for-custom-packaging-and-printing/. Normas profesionales de embalaje relativas al uso de software CAD para garantizar coordenadas y registro de troquelado precisos. Función de evidencia: procedimiento operativo estándar; tipo de fuente: guía técnica de artes gráficas. Soporte: prevención de desalineación de pestañas. Nota de alcance: Se aplica a archivos de producción basados en vectores. ↩
"Determinación analítica de la rigidez a la flexión de un material de cinco µm...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Documentación técnica que explica cómo el cálculo del espesor del material en las curvas previene fallas estructurales y desgarros. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la necesidad de tolerancias de flexión para la integridad del material. Nota de alcance: específico para cartón de alto gramaje. ↩
"DISEÑO ESTRUCTURAL DE EXHIBICIONES INTERACTIVAS...", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. Datos cuantitativos de fabricación que comparan la velocidad de ensamblaje de estructuras prefabricadas con unidades mal planificadas. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio de caso de la industria. Apoyos: ganancias de eficiencia al diseñar primero la estructura en blanco. Nota de alcance: el ahorro de tiempo promedio puede variar según la complejidad de la unidad. ↩
"La fragmentación de la producción amplifica los riesgos sistémicos… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC7769560/. Breve explicación de cómo una fuente externa autorizada respalda esta afirmación. Función de la evidencia: validación técnica; tipo de fuente: informe técnico de la industria manufacturera. Respalda: la desconexión operativa en la producción fragmentada de exhibidores minoristas. Nota de alcance: específico para implementaciones minoristas de alto volumen. ↩
"Atasco en la máquina de embalaje", https://wayneautomation.com/news/packaging-machine-jam/. Datos técnicos de ingeniería sobre cómo las desviaciones de tolerancia estructural en materiales de cartón ondulado de flauta E provocan fallos mecánicos en maquinaria de embalaje automatizada. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la relación entre la desalineación de componentes y el tiempo de inactividad de la máquina. Nota de alcance: centrado en la producción automatizada de alta velocidad. ↩
«¿Quién instala los expositores de tienda? – PopDisplay», https://popdisplay.me/who-sets-up-store-displays/. Puntos de referencia del sector o estudios de caso comparativos que demuestran la reducción de los plazos de entrega al utilizar un único proveedor integral frente a varios proveedores. Función de la evidencia: verificación cuantitativa; tipo de fuente: análisis de la cadena de suministro. Apoya: la afirmación de que las estrategias unificadas aceleran la entrega del proyecto. Nota de alcance: específico para los plazos de implementación en el sector minorista. ↩
"Ejecución de espacios comerciales de alta gama: cómo evitar los problemas ocultos…", https://www.instagram.com/reel/DZjxADqDEO2/. Documentación técnica sobre tolerancias de fabricación que demuestra que la integración de la ingeniería con la producción reduce los errores de alineación. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: precisión de la ingeniería interna. Nota de alcance: se centra en el ajuste de componentes estructurales. ↩
"El co-packing es tu laboratorio de I+D para dominar el mercado", https://korpack.com/co-packing-is-your-rd-lab-for-market-domination/?srsltid=AfmBOorEaejkmAcaCnNLBcxdHcT9N0tBGo4ONVu1XM5pR9IlYzp5J8Gp. Estudios de caso de logística que comparan los plazos de entrega de protocolos de ensamblaje unificados con flujos de trabajo de co-packing fragmentados. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso. Apoya: reducción de plazos mediante protocolos unificados. Nota de alcance: se aplica normalmente a lanzamientos minoristas a gran escala. ↩
"Idoneidad de los sustratos a base de papel para la electrónica impresa", https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/. Documentación técnica sobre las propiedades absorbentes del cartón corrugado sin sellar y cómo afecta a la saturación de la tinta y la fidelidad del color. Función de la evidencia: verificación de hechos; tipo de fuente: manual técnico de la industria de la impresión. Apoya: la afirmación de que la porosidad del material afecta a los resultados de impresión. Nota de alcance: específicamente en relación con el testliner sin sellar. ↩
"Penetración de tinta en papel de inyección de tinta sin recubrimiento e impacto en…", https://bioresources.cnr.ncsu.edu/resources/ink-penetration-of-uncoated-inkjet-paper-and-impact-on-printing-quality/. Explicación técnica de cómo los sustratos de papel porosos afectan la absorción de tinta en la impresión de semitonos. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de impresión. Apoyos: causa del efecto de semitonos borrosos. Nota de alcance: se aplica a cartón sin recubrimiento. ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. Análisis comparativo de la aplicación de colores directos frente a los colores de proceso CMYK en cuanto a densidad y grano del color. Función de la evidencia: verificación técnica; tipo de fuente: estándar de la industria de la impresión. Apoyos: eficacia de los colores directos para la coherencia de la marca. Nota de alcance: se refiere a la aplicación de pigmentos sólidos. ↩
"Colores directos frente a impresión a color de proceso", https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOorGwfplSehlHCFj2m9fEt46AnpgYmyT56JbNyGbfVo4HgkXOxRg. Explicación técnica de por qué los colores directos ofrecen resultados más consistentes y de mayor contraste que el CMYK de proceso. Función de la evidencia: validación técnica; tipo de fuente: estándar de la industria de la impresión. Apoya: la ventaja de Pantone para la marca. Nota de alcance: se aplica a soportes de impresión físicos. ↩
"Pruebas virtuales en la industria del embalaje", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1039&context=grcsp. Explicación de cómo las muestras físicas de tinta sobre sustrato real evitan las discrepancias de color que se observan en las pruebas digitales. Función de la evidencia: verificación del proceso; tipo de fuente: manual de impresión comercial. Apoya: la necesidad de pruebas físicas. Nota de alcance: específico de la interacción con el sustrato. ↩
"Investigación sobre la causa del moteado de impresión en puntos de semitono…", https://www.tappi.org/content/06ipga/5-4%20kawasaki%20m%20ishisaki.pdf. Descripción de cómo la aplicación de tinta sólida evita la visibilidad de los puntos de semitono (grano) en materiales absorbentes. Función de la evidencia: mecanismo técnico; tipo de fuente: guía de ingeniería de impresión. Apoyos: eliminación del lodo de semitono. Nota de alcance: específico para sustratos porosos. ↩
"Mostradores de ventas y servicio", https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Las normas oficiales de la Ley de Estadounidenses con Discapacidades (ADA) definen los rangos de alcance máximo y mínimo para el diseño accesible en entornos comerciales. Función de la evidencia: verificación; tipo de fuente: norma reglamentaria. Apoya: la afirmación de que existen límites de altura específicos para las cajas registradoras. Nota de alcance: cubre las directrices generales de rango de alcance. ↩
"Capítulo 9: Elementos integrados", https://www.access-board.gov/ada/chapter/ch09/. Las especificaciones técnicas de las directrices de la ADA verifican la altura máxima permitida para el alcance hacia adelante a fin de garantizar la accesibilidad para los usuarios de sillas de ruedas. Función de la evidencia: especificación técnica; tipo de fuente: norma reglamentaria. Apoya: el requisito del límite de altura de 12,2 pulgadas. Nota de alcance: específico para las restricciones de alcance hacia adelante. ↩
"Normas ADA para el diseño accesible, Reglamento del Título III…", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Las directrices autorizadas de accesibilidad de la ADA definen las profundidades y alturas máximas de alcance para las interfaces públicas. Función de la evidencia: verificación regulatoria; tipo de fuente: norma gubernamental. Apoya: la necesidad de mapear ventanas de altura para el espacio de caja. Nota de alcance: Específico de la Ley de Estadounidenses con Discapacidades (ADA) de EE. UU.
«Cartón ondulado tipo E y tipo B: ¿Cuál se adapta mejor a sus necesidades de embalaje?», https://boxlark.com/what-are-the-e-flute-and-b-flute/. Los datos de fabricación comparan el grosor y la resistencia a la compresión del cartón ondulado tipo B y tipo E para un ajuste preciso en expositores de pequeña escala. Función de la evidencia: especificación técnica; tipo de fuente: norma de embalaje industrial. Apoya: el uso de cartón ondulado tipo E para mantener la conformidad en los labios de retención. Nota de alcance: Limitado a materiales de cartón ondulado .



