
Si va a lanzar una nueva línea de productos, comprometerse con una producción en masa sin tener físicamente un prototipo estructural supone un riesgo enorme para la cadena de suministro.
Sí. Para solicitar una muestra de empaque de regalo, es necesario enviar un troquelado estructural a su socio de fabricación. Las fábricas suelen producir un prototipo físico blanco utilizando mesas de corte automatizadas en 24 horas. Esta maqueta inicial sin imprimir permite a los compradores verificar las dimensiones exactas, la integridad estructural y el ajuste del producto antes de que comience la producción en masa.

Pero conocer las dimensiones teóricas en un PDF digital no es suficiente cuando las máquinas automatizadas comienzan a perforar el cartón corrugado.
¿Cómo hacer un packaging de regalo?
Para diseñar una estructura que resista la logística global, es necesario dejar de lado la estética y centrarse estrictamente en la geometría subyacente.
La creación de un empaque para regalo requiere ingeniería CAD (Diseño Asistido por Computadora) precisa, más allá del simple diseño gráfico. Los diseñadores estructurales deben calcular las tolerancias físicas del grosor del cartón, aplicar amortiguadores de humedad y optimizar las trayectorias de corte. Este enfoque matemático garantiza la integridad estructural necesaria para soportar el transporte internacional y los entornos comerciales exigentes.
Sin embargo, crear un modelo digital impecable en una oficina con temperatura controlada suele generar un peligroso punto ciego cuando se traslada a las fuerzas físicas reales de la planta de producción.
¿Por qué fallan los troqueles planos de Illustrator en la planta de producción?
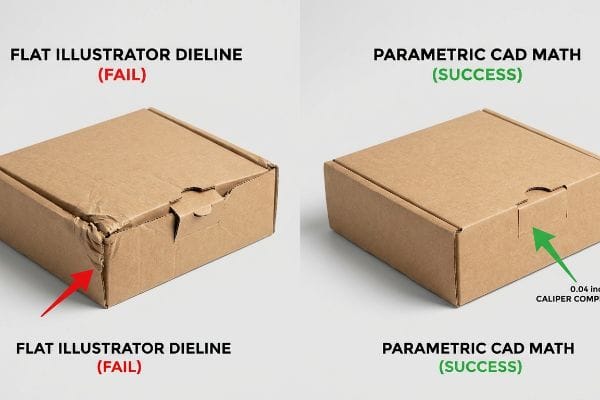
Las agencias de branding gráfico diseñan sistemáticamente pestañas y ranuras entrelazadas complejas directamente en Adobe Illustrator con el mismo ancho exacto que el panel correspondiente. Tratan el sustrato como una línea teórica infinitamente delgada, sin calcular en absoluto el calibre físico del tablero plegado1.
Esto no es solo teoría: me enfrento a esta misma fricción en la fase de prototipado. Recientemente supervisé una prueba para una unidad minorista de alta resistencia donde la agencia presentó un archivo 2D plano para un tablero de flauta B de 3 mm (0,11 pulgadas)². Al principio, supuse que el equipo de coempaquetado podría simplemente forzar las pestañas en las ranuras precortadas. Estaba completamente equivocado. Cuando un panel corrugado grueso se pliega 90 grados, el material se estira físicamente y consume superficie³.Mientras el equipo de ensamblaje presionaba los mecanismos de enclavamiento, las ranuras ajustadas aplastaron brutalmente las flautas internas y rasgaron la lámina superior, mientras que el fuerte silbido de la mesa de vacío automatizada de fondo parecía una cuenta regresiva para un plazo incumplido. La base se dobló con solo 85 kg (187,5 libras) en el probador de vibración porque las esquinas comprometidas no pudieron distribuir la carga.
Detuve inmediatamente la prueba e introduje los archivos en mi software estructural para diseñar un pivote paramétrico. Amplié artificialmente las ranuras de recepción exactamente 0,04 pulgadas (1,01 mm)para aplicar un algoritmo de compensación de calibre estricto, añadiendo tolerancias de flexión específicas para tener en cuenta el radio físico del tablero. Esta sencilla corrección matemática eliminó por completo la fricción durante el ensamblaje, permitiendo que los paneles se deslizaran sin problemas y encajaran perfectamente sin dañar las fibras internas del papel. Al aplicar este ajuste de microtolerancia, logré reducir el tiempo de ensamblaje de coempaquetado en aproximadamente 25 segundos por unidad, ahorrando miles de dólares en mano de obra durante un lanzamiento estándar en temporada alta.
| Ingeniería de troqueles | Resultado estructural | Retorno de la inversión en ensamblaje |
|---|---|---|
| Compensación de calibración cero5 | Aplastamiento de flautas y láminas superiores rasgadas | Importantes retrasos en el montaje manual |
| Expansión de ranura de 0,04 pulgadas6 | Plegado sin fricción a 90 grados | Reduce el tiempo de co-empaquetado en 25 s7 |
| Matemáticas paramétricas CAD | Esquinas perfectamente cuadradas y bloqueadas | Elimina el costo de desperdicio de materiales |
Me niego a llevar una lima plana de aficionado directamente a la mesa de corte porque ignorar el grosor de la tabla inevitablemente convertirá tu experiencia de desempaquetado premium en un desastre roto e inservible.
🛠️ Oficina de Harvey: ¿Sabe si su troquel actual tiene en cuenta matemáticamente la tolerancia de curvatura física para el grosor específico de su flauta? 👉 Obtenga una revisión completa de su CAD estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo se llama una caja de regalos?
La terminología en el sector manufacturero determina directamente la maquinaria, el flujo de materias primas y, en última instancia, el coste unitario.
Una caja de regalo se suele denominar caja de presentación rígida o caja plegable de alta calidad. En la fabricación comercial, estas unidades estructurales suelen utilizar cartón corrugado de microcanal combinado con láminas superiores laminadas. Esta construcción híbrida ofrece una estética sofisticada a la vez que mantiene la resistencia necesaria para el transporte en palés.

Sin embargo, pedirle simplemente a un proveedor una "caja premium" es peligrosamente vago hasta que se definan las capas químicas y estructurales que realmente crean esa sensación de calidad superior.
La mecánica de ingeniería detrás de los acabados de cartón de primera calidad
Cuando los clientes visitan mi fábrica y me preguntan cómo eliminamos el aspecto industrial y barato de las cajas de envío estándar, siempre les indico la línea de laminación. Una unidad verdaderamente premium se basa en ocultar las ondulaciones robustas del cartón corrugadobajo una superficie de impresión de alta fidelidad y ópticamente plana.
Normalmente, les muestro a los gerentes de producto dos muestras físicas distintas, una al lado de la otra, bajo las luces de inspección más intensas. Una está impresa directamente sobre papel kraft testliner poroso de 32 ECT (Edge Crush Test)⁹, y la otra utiliza un proceso especializado de laminación litográfica. Les entrego la primera caja, y se puede ver y sentir el «efecto tabla de lavar¹⁰: la textura estriada y fea donde las estrías internas se transparentan a través del papel fino, distorsionando el logotipo de la marca. Para solucionar esto, aíslo completamente la física estructural de la estética gráfica.
En lugar de imprimir directamente sobre la base estructural, especifico una lámina superior de SBS (sulfato blanqueado sólido) de alta calidad¹¹ . Imprimimos los gráficos primero sobre este sustrato blanco brillante y ultrasuave. Luego, mientras el aroma del adhesivo de PVA (acetato de polivinilo) a base de agua inunda la sala de curado, montamos mecánicamente esa capa gráfica impecable sobre un tablero de flauta E denso y de perfil bajo¹² . Cuando entrego a los clientes la muestra corregida, la diferencia táctil es inmediata. La superficie se siente como una lámina de vidrio pulido, pero debajo de esa elegante capa se encuentra la arquitectura rígida y resistente a la compresión necesaria para soportar las duras caídas en los muelles de recepción minoristas estándar de EE. UU. Al diseñar esta estructura híbrida, protejo el posicionamiento de lujo de la marca sin sacrificar la implacable resistencia a la compresión necesaria para la supervivencia de la cadena de suministro.
| Arquitectura material | Resultado visual y táctil | Retorno de la inversión de la marca |
|---|---|---|
| Impresión directa sobre Testliner | Acanalado visible tipo tabla de lavar13 | Erosiona el valor de las marcas de lujo |
| Flauta Mi + Testliner | Telegrafía superficial menor14 | Limita la resolución de impresión gráfica |
| Litho-Lam en SBS15 | Acabado ópticamente plano, similar al vidrio | Garantiza una ubicación privilegiada en tiendas de alta gama |
Nunca recurro a materiales pesados y voluminosos para lograr una sensación de alta calidad; el verdadero lujo en el embalaje comercial se consigue mediante una laminación química precisa y una ingeniería de microcanales.
🛠️ Harvey's Desk: ¿Sus cajas plegables premium presentan transparencias estructurales al exponerse a la intensa iluminación fluorescente de las tiendas? 👉 Solicite su auditoría de empaque personalizada ↗ — 100% confidencial. Sus diseños de venta al por menor aún no lanzados están a salvo conmigo.
¿Qué es el embalaje de caja de regalo?
Para crear un formato de presentación impactante, es necesario equilibrar el carácter teatral del desempaquetado con el estricto cumplimiento de las normativas globales de sostenibilidad.
El embalaje en cajas de regalo es un contenedor estructural especializado diseñado para brindar una experiencia de desempaquetado superior, a la vez que protege los artículos frágiles. Los diseños de alta calidad integran insertos personalizados, cierres de fricción seguros y tolerancias dimensionales precisas para evitar que el producto se desplace en el interior, sin necesidad de utilizar plástico de burbujas en exceso ni rellenos genéricos.

Sin embargo, depender de componentes multimateriales tradicionales para asegurar artículos de alta gama genera enormes dificultades para las marcas que intentan cumplir con los estándares modernos de reciclaje.
La realidad estructural detrás del desempaquetado de un solo material
Existe un mito persistente entre los equipos de marketing que afirma que una experiencia de desempaquetado de élite requiere, sin excepción, cierres magnéticos robustos, inserciones de espuma EVA gruesa o clips de plástico moldeado para blísteres. Constantemente tengo que corregir estos conceptos excesivamente complejos durante la fase inicial de revisión del CAD y explicar las graves consecuencias logísticas y ambientalesque conllevan.
Cuando un cliente insiste en pegar imanes de tierras raras o bisagras de plástico en una estructura de cartón corrugado, lo llevo a nuestro banco de desmontaje para demostrarle el "Mandato de un solo material". Le muestro exactamente cómo los materiales mixtos descalifican instantáneamente su embalaje de los programas de reciclaje de flujo único 17 , lo que provoca multas cuantiosas o el rechazo directo 18 por parte de los minoristas de grandes superficies con estrictas políticas ambientales . No solo me quejo del problema; les muestro la alternativa de ingeniería. Saco un inserto de flauta E diseñado a medida que utiliza cierres de papel estructurales estilo "origami".
Al doblar el cartón plano, el chasquido nítido y táctil de las fibras de papel que se acoplan en un bloqueo de fricción rígido y tridimensional demuestra mi punto al instante. Confiamos completamente en la geometría precisa del troquelado para sujetar el producto de forma segura19, reemplazando tres componentes de proveedores separados con una sola lámina de cartón corrugado reciclable. Al eliminar la lista de materiales inflada y multimaterial, elimino por completo los retrasos de abastecimiento secundario y reduzco drásticamente el peso unitario total, asegurando que la marca mantenga su sensación de lujo al desempaquetar mientras logra una reciclabilidad del 100 % en la acera20.
| Mecanismo estructural | Realidad ambiental | Retorno de la inversión en cumplimiento normativo |
|---|---|---|
| Clips de espuma EVA y plástico | El reciclaje de flujo único falla21 | Desencadena multas por incumplimiento por parte de los minoristas |
| Imanes de tierras raras | Se requiere la separación de materiales mixtos22 | Ralentiza la velocidad de montaje manual |
| Candados de papel de origami | 100% reciclable en la acera23 | Elimina los costos de abastecimiento de múltiples proveedores |
Elimino de mi diseño los plásticos y los imanes complejos no solo para cumplir con las normativas medioambientales, sino porque la geometría estructural agresiva es, sencillamente, una forma más inteligente y eficiente de proteger su producto.
🛠️ Oficina de Harvey: ¿Sigues pagando tarifas excesivas por la inserción manual de blísteres de plástico tóxicos para el medio ambiente en tu experiencia de desempaquetado? 👉 Solicita un estudio de viabilidad de un solo material ↗ — Sin intermediarios. Habla directamente con ingenieros estructurales.
¿Tiene Container Store cajas de regalo?
La adquisición de cajas genéricas para la venta al por menor en un lanzamiento comercial suele provocar fallos catastróficos una vez que esas unidades llegan a los entornos de almacén automatizados.
Sí. The Container Store tiene cajas de regalo, pero las compras minoristas estándar rara vez cumplen con las especificaciones de venta al por mayor. Las cajas prefabricadas para el consumidor suelen priorizar la estética sobre la capacidad de carga dinámica. Los lanzamientos minoristas a gran escala requieren embalajes diseñados a medida para una densidad óptima de palés, ensamblaje automatizado y pruebas de compresión rigurosas en la cadena de suministro.

Si bien un acabado de alto brillo luce fantástico en el estante de una boutique, conlleva graves riesgos físicos cuando se apilan 50 unidades dentro de un contenedor de envío que se mueve.
¿Por qué fallan los recubrimientos brillantes estándar? Física de los palets
Los equipos de compras suelen seleccionar cajas con recubrimiento UV de alto brillo y totalmente recubiertas de los catálogos de venta minorista, dando por sentado que el acabado brillante y reflectante mejorará automáticamente la percepción de la marca. Ignoran por completo la física invisible de la fricción superficial²⁴,priorizando una victoria teórica de marketing sobre la ingeniería logística fundamental.
Esto no es solo teoría: me enfrento a este descuido en el campo de pruebas. Un cliente me envió recientemente un palé de cajas de regalo genéricas con barniz UV completo que querían que empaquetáramos para una campaña navideña nacional. A primera vista, el diseño lucía espectacular. Pero en el momento en que las apilamos en un palé de madera GMA estándar de 48 × 40 pulgadas (121,9 × 101,6 cm), ocurrió el desastre. La gruesa capa de barniz UV rígido anuló por completo el agarre natural del papel. Cuando activamos la carretilla elevadora para simular la vibración del transporte, el deslizamiento suave y sin fricción de las cajas, que eran más pesadas en la parte superior, provocó que toda la carga se desplazara instantáneamente. Una enorme columna de cajas se desplomó sobre el suelo de hormigón porque el coeficiente de fricción estática del barniz era prácticamente cero.
Intervine de inmediato y eliminé la sobrecarga estética de las especificaciones de fabricación. En lugar de una capa de recubrimiento completa, diseñé una "corrección de fricción con barniz UV selectivo". Transformé el cuerpo estructural principal en una laminación mate y resistente a los arañazos que proporcionó una tensión superficial de alta adherencia y entrelazamiento entre las cajas apiladas25.Luego apliqué barniz UV selectivo de alta viscosidad exclusivamente al logotipo principal para mantener el brillo premium. Al equilibrar la física de la fricción con la estética específica, eliminé el riesgo de colapso de la paleta26, asegurando que los contenedores de envío principales pudieran soportar la carga automatizada de alta velocidad sin necesidad de capas excesivas y costosas de envoltura de plástico retráctil.
| Estrategia de recubrimiento | Nivel de fricción física | Retorno de la inversión en logística |
|---|---|---|
| Brillo UV de inundación total | Agarre cero, actúa como hielo | Provoca un colapso catastrófico de la paleta27 |
| Kraft sin recubrimiento | Alto agarre, absorbe la humedad28 | Reduce la percepción de marca premium |
| Cuerpo mate + UV selectivo | agarre de alta tensión superficial | Elimina los daños por desplazamiento durante el transporte29 |
Me niego a permitir que una decisión estética no controlada comprometa la estabilidad estructural de toda la carga de un contenedor; la física siempre debe dictar el acabado superficial final.
🛠️ Oficina de Harvey: ¿Ha calculado el coeficiente de fricción estática exacto de su recubrimiento brillante actual antes de paletizar sus cajas maestras pesadas? 👉 Optimice la dinámica de carga de sus palets ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes elegir una agencia que diseñe gráficos bastante planos, pero cuando una caja maestra con acabado UV brillante se deforma bajo una carga dinámica de 272 kg (600 lb) durante el transporte, provocando un pandeo severo que desencadena el rechazo inmediato del minorista, tu presupuesto de marketing desaparece al instante. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm (0,07 pulgadas) para un importante lanzamiento nacional antes de la producción. Deja de perder margen en diseños teóricos y permíteme diseñar personalmente tu próximo lanzamiento minorista para garantizar el máximo cumplimiento de la cadena de suministro.
"Consejos principales para el diseño de lengüetas y ranuras para el ensamblaje de piezas de chapa metálica", https://www.youtube.com/watch?v=DHcrX_ZnByA. [Los manuales técnicos sobre diseño de embalajes estructurales especifican que el espesor del material, o calibre, debe tenerse en cuenta en las líneas de troquelado para asegurar que las lengüetas encajen en las ranuras sin deformarse. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoya: La necesidad de tener en cuenta el espesor del sustrato para la integridad estructural. Nota de alcance: Se aplica principalmente a cajas plegables rígidas y semirrígidas.] ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Las normas industriales para embalaje de cartón ondulado especifican el espesor nominal y las características del material de flauta B]. Función de la evidencia: Verificación de hechos; tipo de fuente: Hoja de especificaciones del material. Apoyos: Dimensiones técnicas del cartón. Nota de alcance: El espesor puede variar ligeramente según el fabricante. ↩
"[PDF] Rigidez a la flexión del cartón corrugado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Los manuales de ingeniería sobre embalaje estructural explican el concepto de tolerancia a la flexión y cómo se produce el desplazamiento del material durante los pliegues de 90 grados]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoya: La razón física por la que fallan las líneas de troquelado planas. Nota de alcance: Se aplica específicamente a materiales corrugados de paredes gruesas. ↩
"Tolerancias de fabricación | Sierra Circuits", https://www.protoexpress.com/kb/manufacturing-tolerances/. [Los manuales técnicos sobre diseño de empaquetado estructural proporcionan valores de compensación estándar para los anchos de ranura para tener en cuenta el calibre de la placa y la compresión del material]. Función de evidencia: validación técnica; tipo de fuente: especificación de ingeniería. Apoya: el uso de microtolerancias para garantizar un ensamblaje perfecto. Nota de alcance: Las medidas reales dependen del grado y grosor específicos de la placa. ↩
"La idea detrás de la gestión del calibre – Paper 360", https://paper360.tappi.org/2022/08/12/the-thought-behind-managing-caliper/. [Los manuales técnicos sobre ingeniería de cartón ondulado explican cómo no tener en cuenta el espesor del material conduce a la deformación estructural y al desgarro]. Función de la evidencia: causa-efecto técnico; tipo de fuente: libro de texto de ingeniería. Apoyos: el riesgo de aplastamiento de la acanaladura. Nota de alcance: específico para materiales de cartón ondulado plegado. ↩
"Dieline, una herramienta para generar plantillas de diseño de cajas – cefBox", https://www.cefbox.com/dielines. [Una guía autorizada de ingeniería de embalaje verificaría los valores de tolerancia específicos necesarios para la expansión de la ranura para facilitar el plegado sin esfuerzo]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la dimensión específica necesaria para un plegado sin fricción. Nota de alcance: puede variar según el calibre del material. ↩
"Mejora de la eficiencia de la línea de empaquetado", https://itbpackaging.com/packaging-optimization/improve-packaging-line-efficiency/. [Los puntos de referencia operativos o los estudios de caso en logística cuantificarían el ahorro de tiempo logrado por unidad mediante la optimización de la ingeniería estructural]. Función de la evidencia: métrica de rendimiento; tipo de fuente: informe técnico del sector. Apoya: el ROI de las líneas de troquelado de precisión. Nota de alcance: los resultados dependen del volumen de paquetes y la eficiencia de la mano de obra. ↩
"Litografía laminada vs. impresión digital: una guía para compradores industriales...", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Los manuales técnicos de la industria sobre ingeniería de embalaje detallan cómo laminar una capa superior sobre el cartón ondulado crea la superficie lisa necesaria para gráficos de alta gama. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria. Apoya: el uso de la laminación para la calidad visual. Nota de alcance: se aplica específicamente a cajas de cartón ondulado premium.] ↩
"La diferencia entre la prueba de 200# y la prueba ECT de 32 | Diseño de embalaje", https://pack-design.com/whats-the-difference-between-200-test-and-32ect/. [Las especificaciones técnicas para las normas de la prueba de aplastamiento de bordes (ECT) definen la capacidad de carga y la porosidad de los revestimientos kraft en el cartón corrugado]. Función de evidencia: especificación técnica; tipo de fuente: ficha técnica de ciencia de materiales. Apoyos: las propiedades estructurales de la muestra porosa. Nota de alcance: los valores ECT están estandarizados por TAPPI]. ↩
"Con las cajas de cartón ondulado, se puede medir el éxito – Billerud", https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/washboarding. [La literatura de ingeniería de embalaje define el efecto de tabla de lavar como la transmisión de las ondulaciones del cartón ondulado a través del papel de revestimiento]. Función de evidencia: definición técnica; tipo de fuente: manual de ingeniería de embalaje. Apoyos: la descripción de la distorsión de la superficie. Nota de alcance: suele ocurrir en revestimientos delgados o de bajo gramaje]. ↩
«Cartón blanqueado sólido», https://en.wikipedia.org/wiki/Solid_bleached_board. [Una especificación de material estándar de la industria confirma que el SBS es un cartón blanco recubierto de primera calidad utilizado para gráficos de alta fidelidad en embalajes de lujo]. Función de la evidencia: Especificación técnica; tipo de fuente: Hoja de datos del material. Apoyos: Idoneidad del SBS para impresión de alta gama. Nota de alcance: Aplicable a cajas plegables de primera calidad. ↩
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorCsObZHCMvw81UwfeEF3D4g4kLMnwxp34zmMNZgcjXsdGlvS_D. [Las especificaciones técnicas para cartón corrugado de microflauta demuestran que la flauta E proporciona un equilibrio entre imprimibilidad y una resistencia significativa al aplastamiento para aplicaciones minoristas]. Función de la evidencia: Afirmación de rendimiento estructural; tipo de fuente: Manual de ingeniería. Apoya: El uso de flauta E para la integridad estructural en las cadenas de suministro. Nota de alcance: Específico de las características de la microflauta. ↩
"Cómo corregir el efecto de tabla de lavar en la impresión flexográfica – LinkedIn", https://www.linkedin.com/posts/britto-mariyanus-iruthayaraj-34b42312a_flexoprinting-corrugatedpackaging-printquality-activity-7339575064712855554-D7Ib. [Un manual técnico de la industria sobre la impresión de cartón ondulado explica cómo la impresión directa sobre testliner revela la estructura de flauta subyacente conocida como nervadura de tabla de lavar]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: El defecto visual de la impresión directa sobre testliner. Nota de alcance: Se aplica a materiales de cartón ondulado no laminados. ↩
"Cartón ondulado y microflauta… – Shanghai DE Printed Box", https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php. [Las guías de ingeniería de embalaje describen la telegrafía superficial como la transferencia de patrones de flauta interna a la superficie exterior, específicamente en construcciones de flauta E]. Función de evidencia: especificación técnica; tipo de fuente: guía de ingeniería. Apoya: El impacto de la flauta E en la resolución de impresión. Nota de alcance: Específico para arquitecturas de cartón ondulado. ↩
"Cajas laminadas litográficas – Cajas impresas personalizadas", https://www.boxcoop.com/box-styles/litho-laminated-boxes. [Las especificaciones técnicas para embalajes premium destacan que la laminación litográfica sobre cartón SBS elimina la textura superficial para un acabado similar al vidrio]. Función de la evidencia: propiedad del material; tipo de fuente: especificación de fabricación. Apoya: La alta calidad visual de la laminación litográfica sobre SBS. Nota de alcance: Se centra en embalajes minoristas de alta gama. ↩
"Envases tipo blíster: medio ambiente, sostenibilidad y materiales", https://www.colorcon.com/education-insights/blister-packaging-environment-sustainability-and-materials. [Los informes ambientales autorizados y los análisis de la cadena de suministro cuantificarían la huella de carbono y los desafíos de reciclabilidad asociados con los componentes de envases multimateriales]. Función de la evidencia: verificación técnica; tipo de fuente: informe de sostenibilidad. Apoya: la afirmación de que los materiales de embalaje sobrediseñados aumentan los residuos y la complejidad logística. Nota de alcance: se centró en la falta de reciclabilidad de los monomateriales. ↩
«¿Qué hay de nuevo en la política de embalaje? Resumen de políticas de embalaje», https://sustainablepackaging.org/2026/04/29/packaging-policy-news/. [Las directrices de la industria sobre gestión de residuos confirman que los contaminantes no celulósicos, como los imanes o los plásticos, impiden el procesamiento del cartón ondulado en instalaciones de flujo único]. Función de la evidencia: verificación técnica; tipo de fuente: norma de gestión de residuos. Apoyos: limitaciones de reciclabilidad. Nota de alcance: aplicable a la mayoría de las instalaciones de clasificación automatizadas. ↩
"Infracciones y sanciones relacionadas con los envases de plástico rígido (RPPC)", https://calrecycle.ca.gov/plastics/rppc/enforcement/. [Los manuales de sostenibilidad corporativa de las principales cadenas minoristas suelen especificar sanciones económicas o la descalificación de proveedores por envases que infrinjan los requisitos de un solo material]. Función de la evidencia: verificación regulatoria; tipo de fuente: política de cumplimiento de la cadena minorista. Apoyos: riesgos financieros derivados de un diseño deficiente. Nota sobre el alcance: depende de los contratos específicos de cada cadena minorista. ↩
"Diseño de embalaje estructural: elementos clave, proceso, aplicaciones…", https://packhit.com/packaging/design/structural/. [Las guías técnicas sobre diseño de embalaje estructural describen cómo la geometría precisa del troquelado crea bloqueos de fricción mecánica para asegurar los productos sin sujetadores secundarios]. Función de evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: eficiencia estructural de diseños monomateriales. Nota de alcance: se aplica específicamente a materiales de cartón rígido. ↩
"Bolsas reciclables de polietileno monocapa | Polietileno de un solo material…", https://achievepack.com/materials/recyclable-mono-pe?srsltid=AfmBOooHJCUVE4PqsG5YymbjbdHzYSOlx4QQM7nMEClr0aCqbvaXjtG3. [Las normas de gestión de residuos y sostenibilidad verifican que el cartón ondulado monocapa, libre de laminados plásticos, cumple los criterios para el reciclaje universal en la acera]. Función de la evidencia: verificación de cumplimiento; tipo de fuente: organismo regulador ambiental. Apoya: afirmaciones de sostenibilidad de los envases monocapa. Nota de alcance: excluye los envases con tintas o recubrimientos no reciclables. ↩
"¿Reciclaje de espuma EVA???? Usé clips del increíble… – TikTok", https://www.tiktok.com/@sugarvail/video/7406444156110769450. [Las directrices de gestión de residuos verifican que la espuma EVA y los clips de plástico compuesto son contaminantes en los sistemas de flujo único y no pueden procesarse automáticamente. Función de la evidencia: verificación técnica; tipo de fuente: estándar de la industria de gestión de residuos. Apoyos: no reciclabilidad de los insertos de materiales mixtos; nota de alcance: depende de las capacidades regionales de la planta de clasificación de residuos.] ↩
"ORNL otorga licencia a Momentum para el proceso de reciclaje de imanes de tierras raras…", https://www.ornl.gov/news/ornl-licenses-rare-earth-magnet-recycling-process-momentum-technologies. [La documentación técnica sobre las instalaciones de recuperación de materiales (MRF) explica la necesidad de una separación manual o especializada para los imanes de tierras raras con el fin de evitar daños en los equipos y la contaminación del flujo. Función de la evidencia: verificación del proceso técnico; tipo de fuente: manual de ingeniería de reciclaje. Apoyos: impacto ambiental de los imanes en el embalaje; nota de alcance: se refiere específicamente a la eliminación al final de su vida útil.] ↩
«Envases monomateriales: simplificando el proceso de reciclaje», https://www.berlinpackaging.com/insights/sustainability/mono-material-packaging-simplifies-the-recycling-process?srsltid=ARcRdnoFIC_kqan8bEUyULpazHjPEzeGIxHXrVamcKoV5AiBU_7cDPK1. [Las certificaciones ambientales para envases a base de fibra validan que los cierres estructurales de papel monomaterial cumplen con los estándares para el reciclaje residencial en la acera. Función de la evidencia: validación de sostenibilidad; tipo de fuente: organismo de certificación ambiental. Apoya: beneficios del diseño estructural monomaterial; Nota de alcance: se asume la ausencia de laminados o recubrimientos plásticos.] ↩
«Recubrimientos resistentes al desgaste con un alto coeficiente de fricción producidos…», https://pmc.ncbi.nlm.nih.gov/articles/PMC6747828/. [Una fuente autorizada en ciencia de materiales o ingeniería logística debería explicar cómo los recubrimientos de baja fricción, como el brillo UV, aumentan la probabilidad de deslizamiento de la carga]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería o artículo académico. Apoya: la afirmación de que los recubrimientos brillantes comprometen la física de los palés. Nota de alcance: específico para entornos de almacenes de gran altura. ↩
«Laminación mate vs. brillante: ¿Qué acabado mejora su embalaje?», https://quadlabels.com/blog/matte-vs-gloss-lamination-which-finish-enhances-your-packaging/. [Estudios técnicos sobre materiales de embalaje demuestran que los acabados mate aumentan el coeficiente de fricción, incrementando así la estabilidad de las cajas apiladas]. Función de la evidencia: validación técnica; tipo de fuente: informe técnico de ingeniería industrial. Apoya: la afirmación de que ciertas laminaciones mejoran el agarre al apilar. Nota de alcance: la efectividad varía según el material del sustrato. ↩
"Evaluación del impacto de la masa de carga transportada en la carga lateral…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12914039/. [La documentación de ingeniería logística correlaciona una mayor fricción entre cajas con una reducción significativa del desplazamiento de la carga y el colapso de los palés durante el tránsito]. Función de la evidencia: validación causal; tipo de fuente: manual de logística. Apoya: la conexión entre la fricción y la integridad estructural del palé. Nota de alcance: asume un patrón óptimo de palés. ↩
"Preguntas frecuentes sobre pruebas de materiales de embalaje – Rhopoint Americas", https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOoqCfmHPxYCawmvbZznMnPGfg94HipKItXeyKJXVb26vMjFAkCJE. [La investigación en ciencia de materiales sobre el bajo coeficiente de fricción de los recubrimientos brillantes UV explicaría el mecanismo de inestabilidad y deslizamiento de la carga en palés]. Función de la evidencia: validación técnica; tipo de fuente: estudio de ingeniería. Apoya: riesgo de los recubrimientos brillantes. Nota de alcance: Aplicable específicamente a entornos de almacenes automatizados de gran altura. ↩
"Efecto de las propiedades de resistencia al agua del papel kraft (KP) mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9506043/. [Las especificaciones técnicas para el papel kraft sin recubrimiento proporcionarían datos empíricos sobre la naturaleza higroscópica de las fibras de celulosa]. Función de la evidencia: verificación fáctica; tipo de fuente: ficha técnica. Apoya: limitaciones de durabilidad del papel sin recubrimiento. Nota de alcance: las tasas de absorción varían según el grado del papel y el GSM. ↩
"Guía de impresión UV selectiva: Recubrimientos y acabados para embalaje", https://gentlever.com/spot-uv-for-custom-packaging/. [Los documentos técnicos de la industria sobre estrategias de recubrimiento híbrido demostrarían una reducción en el deslizamiento de la carga al utilizar UV selectiva en superficies mate]. Función de la evidencia: validación del rendimiento; tipo de fuente: informe de la industria logística. Apoya: efectividad de los recubrimientos híbridos. Nota de alcance: Depende de la ubicación y el porcentaje de cobertura de UV selectiva. ↩



