
Saltarse un prototipo físico antes de la producción en masa es una apuesta arriesgada. Se corre el riesgo de que miles de unidades fracasen porque las predicciones teóricas rara vez coinciden con la realidad del mercado minorista.
Sí. Obtener una muestra del expositor de sobremesa es un procedimiento habitual. Utilizamos mesas de corte CNC (Control Numérico por Computadora) de Kongsberg para fabricar maquetas blancas sin imprimir en 24 horas, lo que garantiza que la estructura CAD (Diseño Asistido por Computadora) sujete perfectamente su carga útil antes de que comience la producción en masa.

Pero si bien cortar una muestra rápida suena fácil en teoría, la física y la maquinaria de la fábrica cuentan una historia drásticamente diferente una vez que el cartón llega a la línea de prensado.
¿Cómo exponer una colección de objetos pequeños?
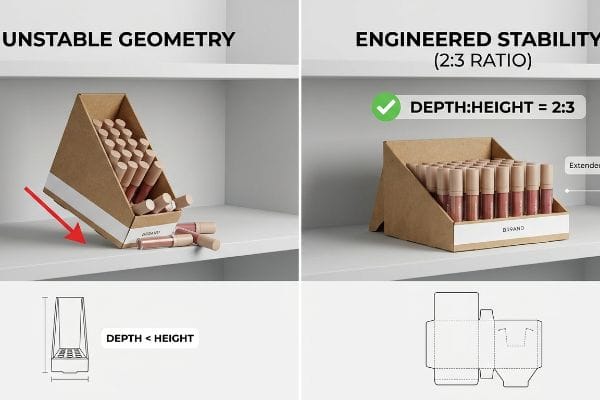
Organizar decenas de pequeños cosméticos o artículos de ferretería en una sola bandeja parece sencillo hasta que la gravedad hace su efecto. Las bandejas mal equilibradas se inclinan fácilmente hacia adelante cuando los clientes toman los productos.
Para exhibir una colección de artículos pequeños, se requieren separadores flotantes diseñados específicamente y una estricta relación estructural de 2:3 entre profundidad y altura. Esta configuración PDQ (Cantidades de Exhibición Preempaquetadas) mantiene un centro de gravedad fijo, evitando que la bandeja se vuelque y manteniendo los artículos de alta densidad perfectamente organizados.
Conocer la geometría básica es útil, pero la realidad en la línea de empaquetado suele desbaratar de inmediato esas suposiciones digitales tan precisas.
Por qué la geometría estándar de artículos pequeños falla en la planta de producción
Los equipos de compras suelen diseñar bandejas de mostrador profundas y estrechas para aprovechar al máximo el espacio reducido de la tienda. Se basan en representaciones 3D teóricas que presuponen una distribución de peso perfectamente uniforme en la base. Es un error común que afecta incluso a compradores experimentados, quienes ignoran por completo el cambio dinámico en la gravedad cuando los primeros clientes retiran la primera fila de productos.
Esto no es solo teoría; lo veo en acción en el laboratorio de pruebas. El trimestre pasado, un cliente me envió un archivo de agencia muy bien diseñado para una bandeja estrecha para bálsamo labial. Al principio, supuse que la base estándar de la prueba 32ECT (Edge Crush Test) resistiría. Estaba completamente equivocado. En el momento en que simulamos la caída de la primera fila en la mesa basculante, la deflexión de carga estática se disparó y toda la unidad se inclinó hacia adelante con solo 3,4 grados de inclinación. Descarté el diseño de la agencia y rediseñé el troquel para imponer una relación estricta de 2:3 entre profundidad y altura,añadiendo un soporte trasero extendido oculto. Esto amplió la base en 31,75 mm sin cambiar el volumen interno. Al imponer este estricto umbral geométrico, me aseguré de que el tiempo de ensamblaje para el coempaquetado no aumentara en absoluto, eliminando por completo el riesgo de cargos adicionales por parte de los minoristas debido a configuraciones de mercancía inestables.
| Defecto del centro de gravedad | Rediseño estructural | Retorno de la inversión en cumplimiento normativo |
|---|---|---|
| Inestabilidad de inclinación de bandeja estrecha | Relación profundidad-altura impuesta de 2:32 | Evita las devoluciones de cargo por parte de los minoristas |
| Desplazamiento de peso hacia adelante | Soporte trasero extendido integrado | Eliminación total de vuelcos3 |
| deflexión de carga dinámica | Actualizado a columna vertebral de doble pared4 | Garantiza la presentación del producto |
Me niego a que una obra de arte atractiva oculte la inestabilidad estructural. Mi prioridad absoluta es estabilizar el centro de gravedad para que sus productos se mantengan estables y sean vendibles, sin importar la intensidad con la que los consumidores los utilicen.
🛠️ Escritorio de Harvey: ¿Sabes si la base de tu bandeja actual resistirá una prueba de agotamiento desigual del producto sin inclinarse hacia adelante? 👉 Audita la geometría de tu mostrador ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo exponer artículos en un mercadillo?
Llevar tu marca a un mercado al aire libre de fin de semana implica someter tu embalaje a microclimas impredecibles. Los puestos de venta al aire libre son entornos hostiles que destruyen la resistencia teórica del cartón en cuestión de horas.
Para exhibir artículos en un mercadillo, se requiere una estructura de cartón corrugado resistente a la humedad, diseñada para soportar la humedad ambiental. Dado que las fibras de papel porosas se hinchan rápidamente al aire libre, los compartimentos de exhibición necesitan un sistema de amortiguación de humedad integrado para evitar que se deformen, lo que garantiza que la unidad resista cambios bruscos de temperatura y ambientes con alta humedad.

Pero conocer la teoría no es suficiente cuando disminuye la humedad ambiental y los equipos de montaje empiezan a trabajar bajo presión.
¿Por qué la hinchazón de las tablas estándar arruina los puestos de los mercadillos?
Los diseñadores gráficos en oficinas con climatización suelen establecer tolerancias de pestañas entrelazadas basándose estrictamente en el calibre seco absoluto del material. Asumen que un cartón ondulado de 3,17 mm5 mantendrá ese grosor exacto tanto si se encuentra en un centro comercial con aire acondicionado como si está bajo una carpa exterior húmeda. Ignoran por completo la realidad física de que el cartón corrugado sin tratar actúa como una esponja, absorbiendo la humedad ambiental y expandiéndose hacia afuera6.
Esto no es solo teoría; lo experimento en la práctica. Tuvimos un cliente cuyo prototipo de tienda pop-up fracasó estrepitosamente justo antes de su gira de verano. Su proveedor anterior había sustituido el papel kraft virgen por un cartón reciclado altamente poroso sin avisarles. Al pasar los troqueles originales de la agencia por nuestra cámara climática con un 85 % de humedad, el cartón se hinchó 1,01 mm. Mientras mi equipo de montaje intentaba encajar las pestañas en las ranuras ahora encogidas, noté la fuerte resistencia y oí el crujido desagradable de las ondulaciones al colapsar. La hoja superior se rasgó al instante. Inmediatamente cambié la composición del material, sustituyendo el sustrato por un cartón kraft virgen de alta densidad y desarrollando un algoritmo personalizado para añadir un margen de humedad de 1 mm a cada ranura de recepción. Al tener en cuenta matemáticamente esta expansión del papel, me aseguré de que el equipo de la tienda del cliente experimentara un montaje sin problemas ni roturas, reduciendo su tiempo de montaje in situ en un impresionante 40 %.
| Déficit de humedad | Solución de ingeniería | Retorno de la inversión en ensamblaje |
|---|---|---|
| Hinchazón por humedad del Testliner | Actualizado a papel kraft virgen7 | Bloquea la absorción de humedad |
| Ranuras de enclavamiento atascadas | Se añadió un amortiguador de humedad de 1 mm8 | Instalación in situ sin complicaciones |
| Desgarro de la lámina superior | Márgenes de curvatura ampliados | Reduce el tiempo de trabajo en un 40%9 |
Calculo las tolerancias basándome en el escenario más húmedo y adverso al que se enfrentará tu equipo de promoción. Diseñar para un clima perfecto es un lujo que no podemos permitirnos cuando la reputación de tu marca está en juego.
🛠️ Oficina de Harvey: ¿Conoce el contenido exacto de humedad y la tolerancia a la hinchazón del cartón ondulado B de su proveedor actual antes de que lo envíen? 👉 Revela las especificaciones de tu material ↗ — 100% confidencial. Tus diseños comerciales inéditos están a salvo conmigo.
¿Cómo crear un panel de exhibición?
Construir un dintel o un panel perforado requiere más que simplemente pegar una bonita lámina impresa a un trozo de cartón. Mantener la planitud en superficies grandes es notoriamente difícil.
La creación de un panel de exhibición requiere una laminación litográfica precisa sobre una estructura corrugada dúplex equilibrada. Para evitar que el panel plano y rígido se curve hacia adentro, los ingenieros deben contrarrestar la tensión superficial de los adhesivos a base de agua aplicando una presión de curado específica durante la fase de fabricación.

Sin embargo, si se ignora la realidad química de ese proceso de pegado, a menudo se crea una situación de pesadilla en la planta de producción.
La deformación por humedad del PVA que arruina los tableros planos
Las marcas suelen asumir que montar una lámina superior impresa de alta calidad sobre un panel corrugado rígido de flauta B da como resultado automáticamente un tablero de respaldo perfectamente plano para sus ganchos de venta al por menor. No tienen en cuenta la agresiva tensión superficial química causada por los adhesivos de PVA (acetato de polivinilo) a base de agua10.Es un error fundamental creer que el pegamento húmedo, una vez aplicado sobre una superficie masiva de 60 pulgadas (152,4 cm), se secará uniformemente sin deformar violentamente las fibras de papel que se encuentran debajo11.
Esto no es solo teoría, lo aprendí por las malas. En 2021, le pedí a mi ingeniero jefe de empaquetado, Mark, que fabricara un lote de tableros perforados de gran tamaño sin nuestro protocolo de curado estándar porque el cliente exigía un plazo de entrega ajustado. Pensamos que podríamos ahorrar 24 horas dejando que los tableros se secaran a temperatura ambiente en estantes abiertos. A la mañana siguiente, entré en la planta y me invadió el fuerte olor a pegamento PVA seco. Se me revolvió el estómago. Todos los tableros se habían curvado hacia adentro como una patata frita, con una deflexión de carga estática superior a 2,5 pulgadas (63,5 mm). Detuve inmediatamente la línea y ordené al equipo que recalibrara las placas de compresión. Le pedí a Mark que introdujera un revestimiento trasero dúplex equilibrado para contrarrestar la tensión de la lámina superior12, e implementamos un estricto protocolo de curado de peso muerto de 24 horas bajo exactamente 800 libras (362,8 kg) de presión13. Este riguroso ajuste mecánico eliminó por completo la distorsión del panel, lo que dio como resultado vitrinas perfectamente verticales que redujeron a cero la tasa de rechazo por parte de los minoristas del cliente.
| Defecto de tensión química | Calibración de herramientas y procesos | Retorno de la inversión en fletes y cumplimiento normativo |
|---|---|---|
| contracción del adhesivo PVA | Revestimiento trasero dúplex equilibrado | Distorsión cero del panel |
| Deformación del aire ambiente | presión de peso muerto de 24 horas | Elimina los rechazos de los minoristas |
| deflexión de la tabla | Placas de compresión recalibradas | Garantiza la verticalidad |
Jamás comprometeré la integridad física de una enorme tabla plana solo para ahorrarme un día. A la química y a la gravedad no les importan los plazos de entrega, y a mis máquinas de compresión tampoco.
🛠️ Oficina de Harvey: ¿Se deforman sus paneles de exhibición durante el transporte debido a la tensión superficial no controlada del adhesivo PVA? 👉 Solicite una auditoría de la lista de materiales ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cómo exhibir productos sobre una mesa?
Para exhibir la mercancía de forma efectiva sobre un mostrador plano, se requiere una precisión estructural absoluta. Si la base no queda perfectamente nivelada, toda la presentación se ve barata e inestable.
La exhibición de productos sobre una mesa requiere el diseño de una base corrugada que se asienta a ras de la superficie, con una compensación de calibrado precisa. Este sistema automatizado de ajuste de pliegues garantiza que los paneles plegados a 90 grados se asienten perfectamente rectos sobre superficies planas, eliminando la fricción durante el montaje y proporcionando una plataforma estable para la interacción con clientes en zonas de alto tránsito.

Pero si bien la línea de troquelado digital se ve perfectamente cuadrada en un monitor, el proceso de plegado físico es brutal cuando se ignoran las tolerancias.
La fricción de flexión oculta
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en software vectorial con el mismo ancho que el panel correspondiente, asumiendo un ajuste perfecto. Ignoran por completo el grosor físico del cartón corrugado plegado. Cuando un panel de 3 mm de grosor se pliega 90 grados, el material en sí ocupa espacio, pero las marcas siguen utilizando plantillas planas y sin ajustar que garantizan un bloqueo por fricción catastrófico durante el montaje manual.
Esto no es solo teoría: lo aplico en la práctica. Durante una sesión de incorporación el mes pasado, un cliente trajo un expositor de mesa genérico que era notoriamente difícil de ensamblar para su proveedor de logística externo (3PL). Arranqué la lámina superior del prototipo dañado y sentí las ondulaciones irregulares y aplastadas donde los trabajadores del almacén habían literalmente golpeado las pestañas en las ranuras. La base estaba visiblemente curvada. Al principio, supuse que el cartón ondulado estándar se comprimiría lo suficiente como para encajar. Estaba completamente equivocado. Tomé las lecturas de mi micrómetro y demostré que no necesitábamos costosos clips de plástico para mantenerlo unido; solo necesitaba un algoritmo preciso de compensación de calibre14.Usé ArtiosCAD para ensanchar las ranuras de recepción exactamente 1,5 mm, calculando el radio de curvatura exterior exacto del cartón. Al imponer esta ingeniería de cartón ondulado hiperprecisa, eliminé por completo la fricción mecánica, reduciendo el tiempo de ensamblaje de coempaquetado del 3PL en un 25 % estimado15 y disminuyendo drásticamente su factura total de mano de obra.
| Defecto de geometría de plegado | Ajuste de microtolerancia | Retorno de la inversión en co-envasado |
|---|---|---|
| Ancho de ranura vectorial 1:1 | Compensación de la pinza de 1,5 mm | Reduce la fricción de ensamblaje |
| Estrías internas aplastadas | Margen de curvatura de ArtiosCAD | Reduce los costos laborales de 3PL |
| Paneles de base curvados | Tolerancias geométricas más estrictas | Co-empaquetado un 25 % más rápido |
Me baso en datos micrométricos y cálculos CAD avanzados para eliminar los costes laborales excesivos de su cadena de suministro. Una pantalla debe ensamblarse como un rompecabezas preciso, no como una lucha.
🛠️ Oficina de Harvey: ¿Tu plantilla vectorial actual tiene en cuenta el consumo físico de plegado de tu material corrugado? 👉 Revisa tus cálculos ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes confiar en proveedores que ignoran la humedad ambiental, pero cuando los adhesivos de PVA sin control deforman tus tableros de mesa, se genera una fricción masiva en el ensamblaje que ralentiza el co-empaquetado en un 40 % aproximadamente y provoca rechazos inmediatos por parte de los minoristas. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar más de 10 000 $ en inventario desechado y devoluciones de cargos de los minoristas. Deja de arriesgar tu campaña minorista con archivos vectoriales teóricos y permíteme diseñar personalmente tu próximo lanzamiento para garantizar el máximo retorno de la inversión B2B.
"[PDF] Ingeniería para la estabilidad estructural en la construcción de puentes", https://www.fhwa.dot.gov/bridge/pubs/nhi15044.pdf. [Una guía autorizada de ingeniería estructural o diseño de empaques proporcionaría pautas sobre la relación óptima de profundidad a altura para mantener un centro de gravedad bajo en exhibidores de punto de venta]. Función de evidencia: validación técnica; tipo de fuente: estándar de la industria; apoya: estabilidad estructural de configuraciones PDQ; nota de alcance: las relaciones óptimas pueden fluctuar según el peso total de la carga útil. ↩
"¿Cómo elegir la altura de su expositor de punto de venta?", https://popdisplay.me/how-to-choose-your-retail-display-height/. [Las normas de diseño industrial para expositores de punto de venta establecen proporciones específicas para garantizar que el centro de gravedad permanezca dentro de la base]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Soportes: requisitos de estabilidad estructural. Nota de alcance: Aplicable a expositores de cartón ligero. ↩
"[PDF] Plantilla de respaldo de caballete – hris.mohs.gov.sl", https://hris.mohs.gov.sl/default.aspx/mLA094/604912/Easel%20Back%20Template.pdf. [Las pruebas cuantitativas de estabilidad y el análisis de carga demuestran la eficacia de los respaldos de caballete extendidos para evitar el vuelco hacia adelante]. Función de la evidencia: métrica de rendimiento; tipo de fuente: informe de prueba técnica. Apoya: eficacia del rediseño. Nota de alcance: El resultado depende de la distribución de peso específica del producto. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Los datos de ciencia de materiales confirman que el cartón corrugado de doble pared aumenta significativamente la resistencia a la compresión vertical y reduce la deflexión]. Función de la evidencia: especificación del material; tipo de fuente: hoja de datos de ciencia de materiales. Apoya: integridad estructural bajo carga dinámica. Nota de alcance: Específico para cartón corrugado. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Una especificación estándar de la industria para tamaños de flauta de cartón ondulado confirma el rango de espesor típico del material de flauta B]. Función de evidencia: especificación técnica; tipo de fuente: estándar de embalaje industrial. Apoyos: medición de cartón de flauta B. Nota de alcance: El espesor puede variar ligeramente según el fabricante. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Una investigación en ciencia de materiales sobre envases a base de celulosa confirma que el testliner sin recubrimiento es higroscópico y experimenta un cambio dimensional al absorber humedad]. Función de la evidencia: mecanismo físico; tipo de fuente: revista de ciencia de materiales. Apoya: la afirmación de la expansión del cartón en la humedad. Nota de alcance: Se aplica específicamente a fibras de papel sin recubrimiento. ↩
"Kraft Liner vs Testliner: Elegir el material de embalaje adecuado", https://www.linkedin.com/posts/fohopackaging_foho-packaging-activity-7421527050286669824-MNWa. [Las especificaciones técnicas de los grados de papel demostrarían que las fibras kraft vírgenes proporcionan una resistencia a la humedad y una estabilidad dimensional superiores en comparación con el testliner reciclado]. Función de la evidencia: validación del material; tipo de fuente: ficha técnica de ciencia de materiales. Apoyos: mitigación de la hinchazón por humedad. Nota de alcance: la eficacia depende del grado y el recubrimiento específicos del papel kraft. ↩
"Expansión higroscópica de compuestos a base de resina durante 6 meses…", https://pubmed.ncbi.nlm.nih.gov/7599006/. [Las normas de ingeniería de embalaje para tolerancias verificarían que una holgura de 1 mm es una tolerancia estándar de la industria para compensar la expansión del cartón en entornos de alta humedad]. Función de la evidencia: especificación técnica; tipo de fuente: manual de diseño de embalaje. Apoyos: prevención de ranuras atascadas. Nota de alcance: se aplica específicamente a las uniones de cartón entrelazadas. ↩
"Consejo técnico: Dominando los cálculos de plegado de chapa metálica en Onshape", https://www.onshape.com/en/resource-center/tech-tips/mastering-sheet-metal-bend-calculations. [Los estudios de caso de ingeniería industrial sobre la eficiencia de la línea de montaje proporcionarían datos cuantitativos sobre cómo la ampliación de los márgenes de plegado reduce las dificultades y el tiempo de ajuste durante la configuración]. Función de la evidencia: verificación métrica; tipo de fuente: informe de ingeniería industrial. Apoya: ROI del ensamblaje de ingeniería. Nota de alcance: el porcentaje puede variar según la complejidad de la configuración. ↩
"Cómo solucionar problemas de deformación en cartón ondulado – LinkedIn", https://www.linkedin.com/posts/selvanathan-qa_corrugation-packagingindustry-qualityimprovement-activity-7392154065645903874-Up5P. Una fuente de ciencia de los materiales explicaría cómo el contenido de agua en los adhesivos de PVA induce expansión higroscópica y tensión superficial en las fibras de celulosa. Función de la evidencia: verificación técnica; tipo de fuente: manual de ciencia de los materiales. Apoya: la causa de la curvatura del cartón. Nota de alcance: específico para adhesivos a base de agua en sustratos de papel. ↩
"Cómo el pegamento PVA funciona a la perfección con papel, tela y madera", https://speedwaymedia.com/2026/01/20/how-pva-glue-works-perfectly-with-paper-fabric-and-wood/. La literatura técnica sobre laminación litográfica describe cómo la evaporación no uniforme de la humedad de los adhesivos crea una tensión mecánica que altera permanentemente la orientación de las fibras. Función de la evidencia: verificación del proceso; tipo de fuente: manual de ingeniería de embalaje. Apoya: el mecanismo físico de la deformación por humedad. Nota de alcance: particularmente relevante para paneles de gran formato. ↩
"[PDF] Torsión del cartón ondulado: causas y soluciones – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. [Una fuente autorizada en ingeniería de embalaje estructural explicaría cómo la adición de un revestimiento simétrico equilibra las tensiones internas creadas por el secado del adhesivo]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la eficacia de los revestimientos equilibrados para prevenir la curvatura. Nota de alcance: específico para la laminación de cartón ondulado. ↩
"Pegamento PVA – atdmco.com", https://atdmco.com/elementor-6917/. [Las normas de la industria del embalaje proporcionan directrices sobre la cantidad de presión y la duración necesarias para garantizar el curado plano de los adhesivos a base de agua en la laminación litográfica]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: la necesidad de una presión específica para eliminar la distorsión del panel. Nota de alcance: los requisitos de presión varían según el área de la superficie del tablero. ↩
"Embalaje de cartón ondulado – Comunidad PTC", https://community.ptc.com/t5/3D-Part-Assembly-Design/Corrugated-packaging/td-p/423782. [Las guías autorizadas de ingeniería de embalaje detallan cómo se utilizan los cálculos de compensación de calibre y tolerancia de curvatura para garantizar que los componentes encajen sin necesidad de un ensamblaje forzado. Función de la evidencia: validación técnica; tipo de fuente: manual técnico. Apoya: La afirmación de que las mediciones precisas eliminan la fricción del ensamblaje. Nota de alcance: Aplicable a materiales de cartón ondulado.] ↩
"Cómo el diseño estructural del embalaje reduce los residuos y los costes", https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/. [Los informes de eficiencia operativa en logística suelen cuantificar la reducción de la mano de obra de montaje lograda mediante un diseño estructural y un ajuste optimizados del embalaje. Función de la evidencia: verificación cuantitativa; tipo de fuente: documento técnico sobre la cadena de suministro. Apoya: La afirmación de que la precisión del diseño reduce el tiempo de mano de obra del co-embalaje. Nota de alcance: El porcentaje específico es una estimación basada en el rendimiento de un estudio de caso.] ↩



