
Quieres lanzar una campaña de venta minorista impactante, pero al ver cartón corrugado en bruto no sabes cómo transformarlo en un activo de marca de alta gama. Analicemos el proceso.
Sí. Es posible imprimir un expositor de cartón personalizado utilizando técnicas avanzadas como la laminación litográfica o la impresión digital UV directa. Estos procesos aplican gráficos vibrantes de alta resolución directamente sobre estructuras de cartón corrugado, transformando el cartón estructural estándar en expositores de marketing altamente duraderos y listos para la venta, diseñados para los pasillos de grandes superficies comerciales.

Aunque el concepto parezca sencillo, pasar de un diseño digital en la pantalla a un elemento físico que soporte peso en el punto de venta requiere sortear algunas realidades de fabricación implacables.
¿Cómo hacer un expositor de cartón?
La construcción de un accesorio fiable comienza mucho antes de que se ponga en marcha la imprenta.
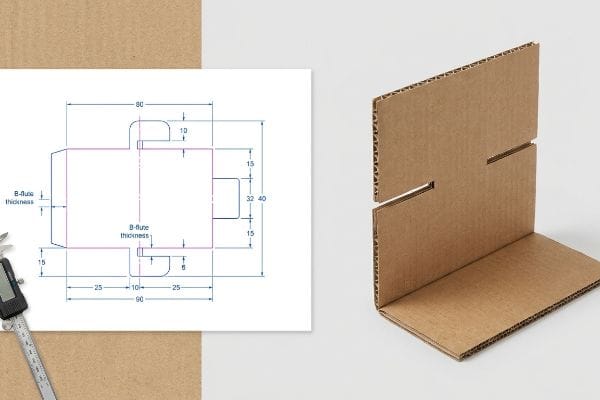
Para fabricar un expositor se requiere software de ingeniería estructural como CAD (Diseño Asistido por Computadora) para calcular las tolerancias de curvatura. En lugar de simplemente dibujar formas planas, los ingenieros deben determinar el grosor físico exacto de las ondulaciones del cartón corrugado para asegurar que las pestañas de encaje se ajusten perfectamente durante el montaje manual en la tienda.
Una cosa es entender el software, pero traducir esas líneas digitales a cartón físico grueso es donde la mayoría de los proyectos de principiantes fracasan.
La física oculta de las tolerancias de curvatura en el cartón corrugado
La mayoría de los diseñadores gráficos dibujan las pestañas entrelazadas y las ranuras plegables en software vectorial básico con el mismo ancho que el panel correspondiente. Tratan el cartón grueso como si fuera una hoja de papel digital ingrávida e infinitamente delgada. Este enfoque común de los principiantes ignora por completo el calibre físico, o grosor, del material realque se está utilizando.
Veo este problema semanalmente cuando un cliente me envía un troquel plano destinado a estructuras de cartón ondulado grueso. Cuando un panel de 2,8 mm (0,11 pulgadas) de grosorse pliega 90 grados, consume material físicamente, y se puede oír la rígida resistencia de las fibras kraft vírgenes luchando contra la flexión. Si la ranura de recepción no se ensancha matemáticamente para compensar ese radio de pliegue exterior, la exhibición física se curvará severamente. He visto a empleados de tiendas sudar durante veinte minutos tratando de encajar estas piezas desiguales, terminando por arrancar las pestañas y usar cinta de embalaje transparente y desordenada para mantener la unidad en posición vertical. Al aplicar automáticamente un algoritmo de tolerancia de flexión en nuestro software estructural, me aseguro de que esas ranuras tengan el espacio libre exacto necesario, reduciendo el tiempo de ensamblaje en aproximadamente un 40 %y ahorrándole enormes dolores de cabeza laborales.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dibujo de anchos de ranura 1:1 | Aplicación de tolerancias de plegado CAD4 | Ensamblaje sin fricción y sin desgarros |
| Ignorando el calibre del material | Pestañas de ensanchamiento para flauta B de 2,8 mm5 | Evita que el panel se curve hacia adentro |
| Utilizando herramientas básicas de diseño web | Líneas de troquelado paramétricas de ingeniería6 | Elimina las soluciones alternativas con cinta adhesiva transparente |
Jamás dejo que un archivo vectorial plano llegue a las mesas de corte sin antes verificar las tolerancias de espesor del material. Pasar por alto una fracción de milímetro en el archivo digital se traduce directamente en un producto arrugado e invendible en el pasillo.
🛠️ Escritorio de Harvey: ¿No está seguro de si sus pestañas de enclavamiento tienen la tolerancia de curvatura adecuada para flauta B? 👉 Permítame auditar su troquel ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Existe alguna forma de imprimir en cartón?
Una vez que la estructura sea matemáticamente sólida, debemos aplicar el diseño gráfico de su marca.
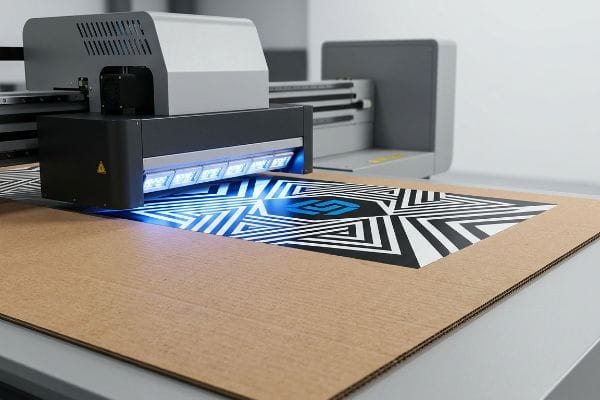
Sí. La impresión sobre cartón se realiza principalmente mediante impresión digital plana UV directa sobre cartón o laminación litográfica tradicional. La impresión digital directa aplica tintas líquidas que se curan instantáneamente bajo luz ultravioleta, evitando la absorción de humedad, mientras que la litografía pega una lámina superior de papel preimpresa de alta resolución directamente sobre las ondulaciones del cartón.
Elegir el método de aplicación de tinta adecuado determina si su logotipo destaca bajo la intensa luz fluorescente o si, por el contrario, se ve borroso y descolorido.
Cómo evitar la trampa de fibras fangosas con curado UV
Una pregunta frecuente y sencilla que hacen los compradores es si las tintas líquidas comerciales estándar se pueden rociar directamente sobre el embalaje sin tratar. El enfoque básico suele asumir que el cartón corrugado Testliner acepta la impresión CMYK exactamente igual que una página de revista brillante. Sin embargo, el Testliner sin tratar es muy poroso y absorbe fácilmente las tintas líquidas estándar.
En mi empresa, constantemente tengo que advertir a las marcas sobre el efecto de manchas en los medios tonos. Si simplemente se rocía pigmento líquido estándar sobre un cartón sin sellar, las fibras del papel absorben la tinta de forma desigual, y el característico olor a disolvente húmedo persiste mientras los colores se mezclan formando una mancha opaca y granulada. Ningún gerente de tienda colocará un expositor en una esquina de alta gama. Para solucionar esto en campañas ágiles de tiradas cortas, evito por completo la absorción de las fibras utilizando impresoras planas UV de impresión directa sobre cartón. La luz ultravioleta polimeriza instantáneamente la tinta líquidaen una película de polímero sólida y nítida en el instante en que toca el cartón. Esto evita por completo que las fibras se mezclen, asegurando que los vibrantes colores Pantone se mantengan nítidos y capten la atención del comprador a nueve metros de distancia.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando tintas líquidas estándar | Impresión directa UV de superficie plana9 | Marca de alto contraste y gran nitidez |
| Impresión directa sobre poros sin tratar | Polimerización de tinta instantánea10 | Evita que los logotipos se vean borrosos |
| Esperar días a que se seque la tinta | Secado instantáneo con luz ultravioleta11 | Acelera los despliegues rápidos |
Confío en la polimerización instantánea para eliminar por completo el riesgo de que las fibras porosas se corran. Cuando tus gráficos se curan en milisegundos, consigues una presencia visual de primera calidad sin los elevados costes de preparación de las planchas tradicionales.
🛠️ Harvey's Desk: ¿Los colores Pantone de tu marca se pierden en el papel de prueba reciclado poroso? 👉 Obtén mi guía de sustratos de tinta ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta.
¿Cómo se llama un expositor de cartón?
Una vez elegido el método de impresión, es necesario hablar el idioma del vendedor.
Un expositor de cartón se denomina POP (punto de venta) o mostrador POS (punto de venta). Los expositores POP almacenan físicamente grandes cantidades de productos en los pasillos principales de la tienda, mientras que los mostradores POS son estructuras más pequeñas, diseñadas para fomentar la compra impulsiva y ubicadas junto a las cajas registradoras del establecimiento.

Utilizar la terminología adecuada no solo sirve para parecer profesional, sino que también impone estrictas normas legales y de cumplimiento espacial en el mercado norteamericano.
Las estrictas fronteras geográficas de POP vs. POS
Muchas marcas emergentes usan estos acrónimos indistintamente, asumiendo que cualquier unidad independiente cumple la misma función. Una regla general para evitar errores básicos de diseño es considerar POP como la zona de almacén (zona12) y POS como la zona de transacciones (zona13). No estacionarías un camión de reparto en tu sala de estar, ni deberías colocar una enorme exhibición de palets junto a una caja registradora.
Regularmente intercepto archivos donde una marca intenta tomar un enorme expositor de punto y simplemente reducirlo al 50 % para que sirva como mostrador de. Parece una ingeniosa solución para ahorrar costos, pero ignora por completo los límites de alcance frontal de la ADA (Ley para Estadounidenses con Discapacidades)14 y la profundidad física del mostrador de caja del minorista. He tenido clientes en pánico que me han llamado porque su expositor reducido, con la parte superior demasiado pesada, se cayó cuando un empleado golpeó la caja registradora, y el fuerte golpe al caer el inventario arruinó la mercancía. Separo permanentemente los flujos de ingeniería: las unidades de piso están ancladas a las huellas de paleta GMA de 48 × 40 pulgadas (121,9 × 101,6 cm)15, y las unidades de mostrador están explícitamente bloqueadas en la ventana de cumplimiento vertical de 15 a 48 pulgadas (38,1 a 121,9 cm). Alinear su nomenclatura con estas realidades espaciales exactas evita costosos cargos de devolución del minorista y garantiza una aceptación sin problemas en el piso.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Unidades de suelo reducibles para mostradores | Ingeniería de archivos POS/POP separados | Evita la responsabilidad por vuelco de la caja registradora |
| Ignorar la profundidad del mostrador de pago | Diseñar para alcanzar los límites de la ADA16 | Garantiza el cumplimiento legal de la ADA |
| Términos POP y POS que suelen generar confusión | Anclaje a las huellas de los palés GMA17 | Garantiza una colocación perfecta en el pasillo |
Me niego a permitir que un cliente contamine sus archivos de ingeniería de pisos y mostradores. Tratar un enorme expositor de paletas y una delicada bandeja de caja registradora como si fueran la misma estructura es una vía rápida al rechazo.
🛠️ Harvey's Desk: ¿Está infringiendo sin saberlo los límites de alcance frontal de sus mostradores? 👉 Solicite una verificación de cumplimiento espacial ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo se llama una impresión sobre cartón?
Para las campañas de mayor volumen, la impresión directa estándar no es suficiente.
La impresión directa sobre cartón de alta calidad se conoce como laminación litográfica. Este proceso de fabricación consiste en imprimir gráficos con calidad fotográfica sobre una fina lámina de papel mediante maquinaria offset tradicional, y luego pegar físicamente esa lámina recubierta sobre la estructura ondulada de un cartón corrugado grueso utilizando adhesivos especiales a base de agua.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y las reacciones químicas comienzan a desarrollarse.
¿Por qué falla la laminación litográfica estándar en la planta de producción?
En teoría, al pegar una lámina impresa de alta calidad a una base rígida de cartón corrugado, se debería obtener un panel para puntos de venta perfectamente plano e indestructible. Los equipos de compras suelen solicitar estas unidades dando por sentado que el adhesivo funciona a la perfección, ignorando por completo las interacciones químicas microscópicas que se producen entre el pegamento húmedoy las fibras porosas del papel.
Esto no es solo teoría: veo esta trampa sistémica ocurrir en el área de pruebas cuando evaluamos paneles laterales grandes. El proceso de laminación litográfica se basa en un adhesivo de PVA (acetato de polivinilo) a base de agua19.En mis instalaciones, cuando mido la fase de curado, observo que a medida que este pegamento húmedo se seca en una gran superficie de 60 pulgadas (152,4 cm), se contrae, creando un enorme pico del 14,3 % en la tensión superficial20.Esto hace que toda la placa de prueba 32ECT se deforme agresivamente hacia adentro como una papa frita, alterando por completo la geometría estructural. Retiro las lecturas del micrómetro y soluciono esto diseñando un estricto protocolo de peso de curado, sujetando físicamente las placas húmedas bajo 187,5 libras (85,0 kg) de presión de peso muerto durante exactamente 24 horas. Para paneles masivos, también exijo un revestimiento posterior dúplex equilibrado para contrarrestar la tensión del PVA. Al aplicar esta estricta tolerancia de curado plano, me aseguro de que el equipo de ensamblaje de co-empaquetado no tenga que lidiar con materiales deformados, lo que reduce el tiempo de ensamblaje en 42 segundos por unidad y elimina por completo los estantes inestables en el área de ventas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ignorar la contracción del pegamento PVA húmedo21 | Implementación de un protocolo de control de peso | Entrega paneles perfectamente rectos |
| Laminado de una cara de tableros grandes | Agregar un revestimiento trasero dúplex equilibrado22 | Evita la deformación estructural hacia adentro |
| Acelerar el tiempo de secado de la laminación | Sujeción bajo peso muerto durante 24 horas23 | Acelera el montaje final del co-empaquetado |
Jamás permito que un tablero laminado húmedo se salte la etapa de curado por gravedad solo para ahorrar tiempo. Controlar la tensión superficial química es la única manera de garantizar un expositor estructuralmente sólido y perfectamente vertical.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes buscar el proveedor de laminación litográfica más barato, pero si el adhesivo PVA húmedo deforma permanentemente los paneles laterales, la fricción estructural resultante ralentizará tu línea de montaje en un 30%, eliminando por completo tu margen de beneficio. Más de 500 responsables de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias complejas del cartón y permíteme revisar personalmente tus archivos con mi Auditoría Gratuita de Troqueles ↗ para detectar errores estructurales fatales antes de que comience la producción en masa.
"Cómo el calibre del cartón afecta el rendimiento y el costo de las cajas plegables", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. Las directrices de ingeniería para el diseño de envases explican cómo las mediciones del calibre del material son fundamentales para calcular las tolerancias de plegado y de ranura. Función de la evidencia: validación técnica; tipo de fuente: estándar de la industria del embalaje. Apoya: la necesidad de incorporar el espesor del material en las especificaciones de diseño. Nota de alcance: se aplica al cartón corrugado y de gran gramaje. ↩
"Cartón ondulado y grados de material – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Las especificaciones técnicas de las normas de embalaje de cartón ondulado verifican el espesor nominal del material de flauta B. Función de evidencia: verificación de la especificación técnica; tipo de fuente: manual técnico de la industria. Apoyos: la precisión del espesor del material citado. Nota de alcance: el espesor nominal puede variar ligeramente según el fabricante. ↩
"¿Puedes ayudarme con el diseño de mi pantalla? – PopDisplay", https://popdisplay.me/can-you-help-with-the-design-of-my-display/. Los estudios de caso de ingeniería industrial sobre troqueles de precisión muestran cómo el cálculo de las tolerancias de doblado reduce los errores de ajuste manual y la duración del ensamblaje. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio de caso industrial. Apoya: la afirmación sobre las ganancias de eficiencia del software estructural. Nota de alcance: el porcentaje específico puede variar según la complejidad del proyecto. ↩
"Determinación analítica de la rigidez a la flexión de un material de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explicación de cómo el cálculo de las tolerancias de flexión en CAD previene la tensión y el desgarro del material durante el ensamblaje. Función de la evidencia: Principio de ingeniería; tipo de fuente: Libro de texto de CAD/CAM. Apoyos: Integridad estructural de los pliegues. Nota de alcance: Se centra en materiales corrugados. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Confirmación técnica del espesor de la flauta B y la necesidad de ajustar el ancho de la pestaña para evitar la deformación del panel. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de estándares de materiales. Apoyos: Precisión dimensional en la ingeniería del cartón. Nota de alcance: Se aplica al cartón ondulado estándar de flauta B. ↩
"Plantillas gratuitas para cajas expositoras – Descarga de troqueles imprimibles – Pacdora", https://www.pacdora.com/dielines/display-box-dielines. Verificación de que los troqueles paramétricos permiten ajustes automáticos al grosor del material, reduciendo la necesidad de adhesivos manuales. Función de la evidencia: Metodología de diseño industrial; tipo de fuente: Guía de ingeniería de embalaje. Soportes: Ajuste y ensamblaje de precisión. Nota de alcance: Se refiere a software profesional de diseño estructural. ↩
"El efecto de los colorantes en el contenido de metales pesados en el papel reciclado...", https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. Explicación técnica de las características de porosidad y absorción de los sustratos de cartón corrugado Testliner sin recubrimiento. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ciencia de materiales o de la industria gráfica. Apoya: La afirmación de que el cartón crudo absorbe tintas líquidas en exceso. Nota de alcance: Específico para cartón sin recubrimiento. ↩
¿Qué es la impresión UV? Tintas curables por UV para embalaje – TROY Group", https://www.troygroup.com/blog/what-is-uv-printing-uv-curable-inks-for-packaging. Explicación científica de cómo la luz UV activa los fotoiniciadores para crear cadenas de polímeros en las tintas UV. Función de la evidencia: Mecanismo técnico; tipo de fuente: Manual técnico de la industria de la impresión. Apoya: El proceso de solidificación instantánea de la tinta en superficies porosas. Nota de alcance: Se aplica específicamente a las químicas de tintas curables por UV .
"Ventajas de la impresión UV plana para aplicaciones industriales – Roland DG", https://www.rolanddg.eu/en/blog/flatbed-uv-printing-industrial. Explicación de cómo la impresión UV plana evita la absorción de tinta en sustratos porosos para mantener un contraste de imagen nítido. Función de la evidencia: especificación técnica; tipo de fuente: guía de impresión industrial. Apoya: afirmaciones de calidad visual para la impresión en cartón. Nota de alcance: limitado a sistemas de tinta curables por UV. ↩
"Almacenamiento de energía térmica por cambio de fase asistido por polímeros curados con UV", https://www.sciencedirect.com/science/article/abs/pii/S2352152X23004632. Explicación técnica del proceso químico donde la luz UV desencadena la polimerización inmediata, evitando que la tinta penetre en los poros del cartón. Función de la evidencia: proceso químico; tipo de fuente: revista de ciencia de los materiales. Apoya: prevención de logotipos "descoloridos". Nota de alcance: se centra en la transición molecular de líquido a sólido. ↩
"Tinta curable por UV ▶️ La tinta de curado UV se seca bajo luz UV – NasaJet", https://www.nasajet.com/uv-curable-ink.php. Comparación del tiempo de curado instantáneo de las tintas UV frente al tiempo de secado por evaporación de las tintas líquidas estándar. Función de la evidencia: métrica de eficiencia del proceso; tipo de fuente: manual de producción de impresión. Apoya: velocidad de implementación y tiempo de respuesta. Nota de alcance: se refiere a lámparas de curado UV industriales. ↩
"Exhibidores en el punto de venta (POP): cómo funcionan y su impacto en el comercio minorista...", https://www.digitalsignagetoday.com/blogs/point-of-purchase-pop-display-how-they-work-their-retail-impact/. Los estándares de comercialización minorista distinguen los puntos de venta (POP) como exhibidores ubicados en los pasillos principales para impulsar el volumen de ventas. Función de la evidencia: definición; tipo de fuente: guía de la industria. Apoya: distinción espacial de las unidades POP. Nota de alcance: el texto utiliza una metáfora ("zona de almacén") para describir la ubicación general de la tienda. ↩
"Exhibidores POP vs. POS: ¿Cuál es la diferencia?", https://www.creativedisplaysnow.com/whats-difference-point-sale-point-purchase-displays/. Los estándares de comercialización minorista distinguen los exhibidores de punto de venta (POS) como exhibidores ubicados específicamente en la caja para compras impulsivas. Función de la evidencia: definición; tipo de fuente: guía de la industria. Apoya: distinción espacial de las unidades POS. Nota de alcance: el texto utiliza una metáfora ('zona de transacción') para describir el área de caja. ↩
"Normas ADA para el diseño accesible, Reglamento del Título III…", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Verificación de los requisitos legales relativos a las distancias máximas de alcance para personas con discapacidad en entornos comerciales. Función de la evidencia: Cumplimiento legal; tipo de fuente: Reglamento gubernamental. Apoya: La afirmación de que las unidades de punto de venta deben cumplir con dimensiones de alcance específicas. Nota de alcance: Específico de la ley federal de EE. UU.
Palets GMA de 48×40 | El mayor fabricante y proveedor de palets, https://www.palletone.com/products/gma-pallets/. Confirmación de las dimensiones estándar para palets de la Grocery Manufacturers Association (GMA) utilizados en la logística minorista norteamericana. Función de la evidencia: Especificación técnica; tipo de fuente: Estándar de la industria. Soportes: La huella estándar de la industria para expositores de piso. Nota de alcance: Estándar regional norteamericano. ↩
"Mostradores de ventas y servicio", https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Breve explicación de cómo las normas oficiales de la ADA especifican los rangos de alcance y las alturas máximas para los mostradores de venta minorista accesibles. Función de la evidencia: especificación técnica; tipo de fuente: reglamento gubernamental. Apoya: cumplimiento legal de la ADA. Nota de alcance: aplicable a entornos minoristas de EE. UU.
"Tipos de exhibición de palets: completos, medios y cuartos – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Breve explicación de cómo la estandarización de palets de la Grocery Manufacturers Association (GMA) garantiza que las exhibiciones se ajusten con precisión a las dimensiones de pasillo estándar de la industria. Función de la evidencia: estándar de la industria; tipo de fuente: directriz de asociación comercial. Apoya: colocación de pasillo sin problemas. Nota de alcance: principalmente estándar logístico norteamericano. ↩
"Adheridores a base de agua para embalaje", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Breve explicación del proceso de unión química entre adhesivos y fibras de celulosa en papel. Función de evidencia: verificación técnica; tipo de fuente: revista de ciencia de materiales o manual de impresión industrial. Apoya: la causa física de los problemas de unión en la litolaminación. Nota de alcance: se centra en adhesivos a base de agua y sustratos porosos. ↩
"Adhesivos para laminación", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf. Verificación de la química estándar del adhesivo utilizado en el proceso de laminación litográfica. Función de la evidencia: especificación técnica; tipo de fuente: guía de fabricación. Soportes: La composición del agente de unión. Nota de alcance: Se pueden utilizar otros adhesivos en aplicaciones específicas. ↩
"Efectos de las esteras de nanofibras de alcohol polivinílico en la fuerza de adhesión…", https://www.sciencedirect.com/science/article/pii/S1359836817302913. Datos técnicos sobre el porcentaje de contracción del acetato de polivinilo durante el proceso de secado y su efecto en la tensión superficial. Función de la evidencia: métrica cuantitativa; tipo de fuente: base de datos de propiedades químicas. Apoya: La física detrás de la deformación del tablero. Nota de alcance: Las tasas de contracción pueden variar según la fórmula del adhesivo. ↩
"Adhesivos a base de agua, laminación y deformación – Woodweb.com", https://woodweb.com/knowledge_base/WaterBased_Glue_Lamination_and_Warping.html. Breve explicación de cómo la evaporación del agua en los adhesivos de PVA provoca tensión y deformación en los sustratos. Función de la evidencia: causalidad técnica; tipo de fuente: guía de ciencia de los materiales. Apoyos: la necesidad de protocolos de peso de curado para mantener la planitud. Nota de alcance: se aplica específicamente a adhesivos a base de agua. ↩
"Construcción equilibrada de puertas de laminado plástico – Woodweb.com", https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html. Explicación técnica de cómo la disposición simétrica de las capas en el laminado neutraliza las tensiones internas para evitar la deformación. Función de la evidencia: principio de ingeniería estructural; tipo de fuente: manual de fabricación de embalajes. Apoyos: la prevención de la deformación estructural hacia adentro. Nota de alcance: relevante principalmente para tableros rígidos de gran formato. ↩
"Microcanal laminada litográficamente – MM Group", https://mm.group/packaging/technologies/lamination/. Verificación de los tiempos de curado estándar de la industria y el uso de presión estática para garantizar la estabilidad de la unión adhesiva. Función de evidencia: especificación de proceso; tipo de fuente: estándar de fabricación industrial. Apoya: el requisito de tiempos de secado específicos antes del ensamblaje. Nota de alcance: los tiempos de curado pueden variar según la humedad ambiental. ↩



