
Lanzar una campaña de venta minorista ya es bastante estresante sin tener que lidiar con retrasos en la cadena de suministro. Se necesita un cronograma que respete tanto la ingeniería estructural como la realidad de la producción en masa.
La producción de un expositor de cartón personalizado suele tardar entre cuatro y ocho semanas. Este riguroso plazo incluye el prototipado estructural inicial, la revisión de las pruebas de diseño previas a la impresión, la laminación litográfica, el troquelado automatizado y las pruebas de resistencia física. Seguir estos pasos garantiza que las unidades finales para puntos de venta resistan entornos de distribución exigentes sin sufrir fallos mecánicos.
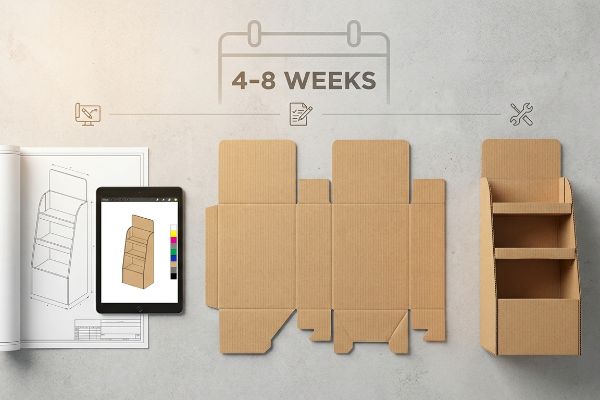
Pero conocer el cronograma teórico no es suficiente cuando las máquinas empiezan a funcionar y la física estructural entra en juego.
¿Cuántas horas se necesitan para diseñar un envase?
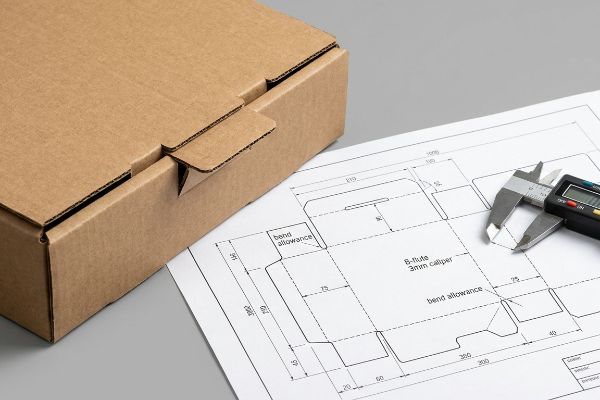
La fase de diseño no se trata solo de dibujar gráficos bonitos; es un ejercicio matemático para calcular el grosor de la placa y los márgenes de curvatura antes de que las cuchillas se suelten.
El diseño del embalaje puede llevar entre cinco y cuarenta horas. Un archivo estructuralmente sólido requiere que un ingeniero calcule las tolerancias físicas de plegado, el calibre del cartón corrugado y la distribución dinámica de la carga, transformando una plantilla visual básica en 2D (bidimensional) en un esquema mecánico riguroso, listo para una producción en masa impecable y sin errores.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los diseños planos se encuentran con materiales rígidos.
Por qué fallan los vectores planos en la planta de producción
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en software digital con el mismo ancho exacto que el panel correspondiente. Asumen que una línea perfectamente dibujada en una pantalla se traduce sin problemas en una estructura física plegada, ignorando el calibre físico del material corrugado en bruto1.
Esto no es solo teoría; lo veo con frecuencia en la planta de pruebas. Una importante agencia de branding me envió recientemente un troquelado "aprobado" para el lanzamiento masivo de una tienda mayorista . Al principio, supuse que el testliner 2 estándar 32ECT (Edge Crush Test) mantendría la forma que habían dibujado. Estaba completamente equivocado. Cuando mis socios de empaquetado doblaron el cartón ondulado B de 3 mm de grosor a 90 grados, el material se autodestruyó. Las ranuras de recepción eran demasiado estrechas, lo que provocó una fricción enorme, ralentizando la línea de montaje en un 30 % aproximadamente y desgarrando por completo la hoja superior impresa. Tuve que reconstruir completamente las ranuras utilizando un diseño paramétrico en CAD (Diseño Asistido por Computadora), añadiendo una tolerancia de doblado específica para garantizar un montaje sin fricción. Al aplicar esta microtolerancia, logré reducir el tiempo de montaje del coempaquetado en 45 segundos por unidad, eliminando el desperdicio y reduciendo significativamente los costos de mano de obra.
| Defecto en el calibrador | Corrección estructural | Retorno de la inversión en ensamblaje |
|---|---|---|
| Sábana superior rasgada | Se ha añadido margen de curvatura paramétrico | Elimina el desperdicio de la capa superior |
| Ranuras atascadas | Expansión de holgura de 3 mm4 | Acelera el montaje en un 30%5 |
| Paneles curvados | Ensanchamiento de ranura geométrica | Garantiza una perfecta cuadratura en el punto de venta |
Nunca confío en un archivo gráfico plano hasta que no he realizado yo mismo los cálculos físicos. Si solo necesitas una caja barata para enviar aire, no soy la persona adecuada, pero diseño para lanzamientos minoristas de alto riesgo.
🛠️ Oficina de Harvey: ¿Sus troqueles actuales están calculados para el calibre físico exacto de su perfil de ranura? 👉 Solicite una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo se llaman los displays de cartón?
Las convenciones de nomenclatura en la comercialización minorista no son solo jerga del sector; dictan un estricto cumplimiento legal y límites específicos de espacio en la tienda.
Los expositores de cartón se conocen principalmente como FSDU (Expositores de Pie), PDQ (Expositores Preempaquetados) o POS (Punto de Venta). Estas clasificaciones estandarizadas determinan si el expositor se coloca sobre el mostrador de la caja o si ocupa un pasillo completo, lo que requiere enfoques de ingeniería estructural muy diferentes para garantizar la máxima seguridad.

Pero conocer la terminología no te salvará cuando los gerentes de las tiendas auditen el espacio que ocupa tu local con una cinta métrica.
La colisión espacial de la ADA en el sector minorista
Los equipos de compras suelen asumir que un gran expositor de suelo se puede reducir a la mitad para que funcione como una unidad compacta de mostrador de caja. Confunden erróneamente las diferentes categorías de exhibición con plantillas visuales flexibles en lugar de zonas logísticas rígidas regidas por las estrictas normativas minoristas estadounidenses6.
Esto no es solo teoría; lo aplico en la práctica. Un cliente intentó recientemente convertir un expositor de servicio al cliente (FSDU) en una unidad de punto de venta (POS) sin consultar la normativa. Al principio, supuse que la estructura de cartón corrugado estándar se equilibraría perfectamente en la superficie más pequeña. Estaba completamente equivocado. Durante la revisión del prototipo físico, el diseño, con el centro de gravedad demasiado alto, excedió el rango de alcance frontal legal de 381-1219 mm (15-48 pulgadas) requerido para la accesibilidad. El minorista rechazó la muestra de inmediato. Tuve que separar permanentemente los procesos de ingeniería, fijando estrictamente el nuevo diseño del punto de venta al rango de accesibilidad legal y sustituyendo el cartón corrugado estándar por un cartón kraft virgen más grueso. Al sentir la rigidez del kraft virgen, supe que el centro de gravedad más bajo se mantendría estable. Al aislar estas geometrías espaciales, me aseguré de que la superficie estructural se ajustara perfectamente a las métricas de cumplimiento, evitando un rechazo catastrófico y asegurando la colocación de la campaña en la tienda.
| Conflicto espacial | Solución de ingeniería | Retorno de la inversión en cumplimiento normativo |
|---|---|---|
| violación de alcance frontal | Perfil escalado a 48 pulgadas como máximo8 | Supera la auditoría de accesibilidad para personas con discapacidad (ADA) del minorista |
| Vuelco con exceso de peso | Centro de gravedad más bajo9 | Elimina los riesgos de responsabilidad civil |
| plantillas de zona mixta | Canalizaciones CAD separadas | Acelera la aprobación del minorista |
Desde el primer día, separo rigurosamente el cálculo del espacio que ocupa el suelo del espacio que ocupa el mostrador. Me niego a poner en riesgo el prestigio de su marca con una estructura que no cumple con las normas y que el gerente de la tienda simplemente desechará.
🛠️ Harvey's Desk: ¿Tu plantilla de punto de venta actual incumple la estricta normativa de alcance frontal de 15 a 48 pulgadas? 👉 Obtén una simulación de estrés estructural en 3D ↗ — 100% confidencial. Tus diseños de venta minorista aún no publicados están a salvo conmigo.
¿Cómo estimar el tiempo de diseño?
Para calcular con precisión el tiempo de respuesta estructural, es necesario analizar la calidad exacta de los archivos vectoriales recibidos por su equipo de diseño gráfico.
Para estimar el tiempo de diseño, es necesario analizar la complejidad de los requisitos estructurales tridimensionales, la selección de materiales y la calibración de la preimpresión del diseño. Las plantillas estándar de cartón corrugado pueden tardar unos días, mientras que los expositores cinéticos complejos que requieren herramientas de acero especiales y cálculos de carga rotacional personalizados exigen muchas más horas de ingeniería.
Pero estimar las horas de software se vuelve inútil cuando los archivos digitales fallan en la planta de producción.
El desastre de la ruta vectorial desconectada
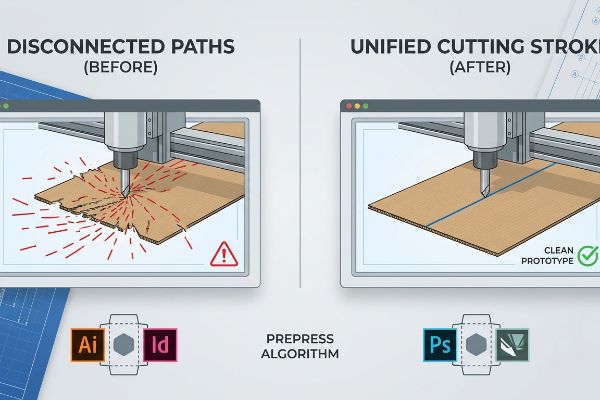
Muchos equipos de marca asumen que cualquier línea vectorial dibujada en un software de ilustración estándar será leída automáticamente por las mesas de corte CNC (Control Numérico por Computadora) industriales. Con frecuencia envían trayectorias fragmentadas y sin unir10, creyendo que la máquina sabrá intuitivamente dónde cortar y dónde doblar el cartón corrugado11.
Esto no es solo teoría; lo aprendí por las malas. En 2022, le pedí a mi ingeniero jefe de empaquetado, Mark, que realizara un prototipo rápido utilizando un archivo digital proporcionado por el cliente. Pensamos que ahorraríamos tiempo omitiendo la macro de unión de trazados automatizada en nuestro software de preimpresión. Tres minutos después, en la mesa de corte, vi cómo la cuchilla de tungsteno apuñalaba violentamente el cartón ondulado en C de 4 mm (0,16 pulgadas)en lugar de deslizarse a través de él, destrozando por completo la materia prima. El archivo digital estaba compuesto por cientos de microvectores desconectados. Detuve la máquina de inmediato, cargué el archivo en nuestro software estructural y ejecuté un algoritmo matemático automatizado para crear una carrera de corte continua y uniforme. Este ajuste mecánico, realizado directamente en el servidor de preimpresión, eliminó por completo los movimientos bruscos de la cuchilla, reduciendo el tiempo de producción del prototipo en un 40 % y evitando retrasos en el exigente calendario de aprobación del cliente.
| Defecto vectorial | Corrección de software | Retorno de la inversión en mecanizado |
|---|---|---|
| Líneas de corte fragmentadas | Macro de unión de rutas automatizada | Mitad del tiempo de máquina CNC |
| Bordes de flauta deshilachados | Generación continua de trayectorias de herramientas | Garantiza cortes limpios en el prototipo |
| Salto de cuchilla de pliegue | Conversión de spline unificada | Ahorra residuos de material |
Jamás permito que las ilustraciones sin unir lleguen a mis mesas de corte sin antes someterlas a un riguroso algoritmo de preimpresión. Si se buscan prototipos impecables, la base digital debe ser absolutamente perfecta.
🛠️ Oficina de Harvey: ¿Las comprobaciones de preimpresión de su proveedor actual detectan los vectores fragmentados antes de que dañen la plancha de troquelado? 👉 Solicite una revisión personalizada de la línea de troquelado ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cuales son los tres tipos de visualización?
Comprender las categorías estructurales de los establecimientos minoristas es el primer paso para hacer coincidir el peso de su producto con la base física correcta.
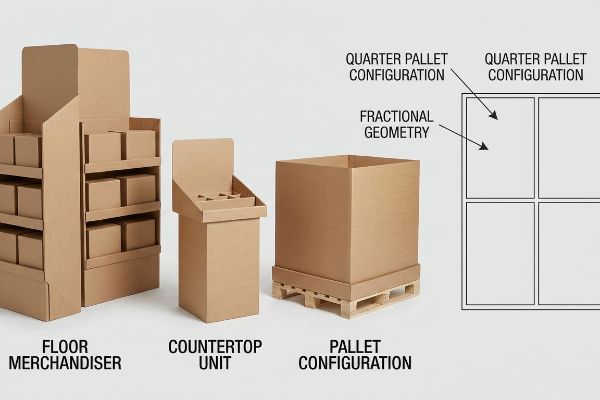
Los tres tipos de expositores son: expositores de suelo, unidades de mostrador y configuraciones de palés. Los expositores de suelo se colocan de forma independiente en los pasillos de la tienda, las unidades de mostrador maximizan las compras impulsivas cerca de la caja, y las configuraciones de palés son estructuras robustas listas para la venta al por menor, diseñadas para ser enviadas completamente cargadas directamente a los suelos de hormigón de las grandes superficies comerciales.
Pero comprender estas tres categorías no sirve de nada si la superficie que has elegido entra en conflicto con los cálculos logísticos del minorista.
El método de compresión de geometría fraccionaria
Las marcas suelen presentar enormes exhibidores de piso a grandes minoristas, asumiendo que su campaña debe monopolizar toda una base de madera para ser visualmente efectiva. No utilizan la estrategia espacial de geometrías fraccionadas13, ignorando por completo la estricta ración que los gerentes de tienda hacen del espacio de intersección de alto tránsito14.
Esto no es solo teoría; lo aplico en la práctica. Un importante cliente del sector de las bebidas me presentó un enorme diseño de palé completo que acababa de ser rechazado por una cadena nacional. Al principio, supuse que simplemente podía cambiar las materias primas para abaratar la unidad y contentar al comprador. Estaba completamente equivocado. Quité la lámina superior del prototipo dañado, comprobé la integridad estructural y me di cuenta de que el problema no era el material, sino la superficie que ocupaba. Tomé las medidas con el micrómetro y demostré que no necesitábamos una base enorme de 1219 × 1016 mm (48 × 40 pulgadas)¹⁵; solo necesitábamos diseñar una configuración de cuarto de palé que midiera exactamente 609 × 508 mm (24 × 20 pulgadas). Al subdividir matemáticamente la superficie manteniendo la resistencia vertical, me aseguré de que la unidad compartiera espacio sin problemas con otras promociones, revirtiendo instantáneamente el rechazo del minorista y reduciendo a la mitad los costes de transporte dimensionales del cliente.
| Conflicto de la huella | Corrección estructural | Retorno de la inversión logística |
|---|---|---|
| rechazo del minorista | Se cambió a un cuarto de paléde 16 pulgadas. | Garantiza un espacio privilegiado en el pasillo |
| Plataforma de palets desperdiciada | Matemáticas de geometría fraccionaria | Duplica la densidad de empaquetado del contenedor17 |
| Ineficiencia en el transporte de mercancías | Dimensión de la huella reducida a la mitad | Reduce los costos de envío volumétricos18 |
Optimizo el espacio fraccionado porque las tiendas minoristas son un campo de batalla donde el espacio es limitado. Si tu estructura no puede compartir un palé de forma eficiente, simplemente no superará la rigurosa auditoría espacial del comprador.
🛠️ Harvey's Desk: ¿Su unidad de planta actual está ocupando demasiado espacio para palets de primera calidad y corre el riesgo de que el comprador la rechace? 👉 Solicite una auditoría de espacio fraccionado ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo hacer que un expositor de cartón se mantenga en pie?
Para vencer la gravedad se necesita algo más que papel grueso; se requiere un cálculo preciso de la distribución de la carga interna y la alineación vertical de las ranuras.
Para que un expositor de cartón se mantenga en pie de forma segura, es fundamental alinear verticalmente la veta del cartón corrugado. Esta orientación física maximiza la resistencia a la compresión, garantizando que las paredes estructurales puedan soportar de forma independiente cargas dinámicas con el centro de gravedad elevado sin deformarse, romperse ni pandearse bajo la presión constante de los entornos comerciales con alta humedad.

Pero la alineación vertical por sí sola no detendrá la gravedad cuando el peso del producto supere la resistencia de la base.
El colapso invisible de las BCT en condiciones de alta humedad
Los equipos de compras suelen basarse ciegamente en cifras teóricas de materiales en bruto, asumiendo que el uso de un tablero más grueso garantiza automáticamente que la unidad se mantendrá perfectamente recta. Omiten la fase de prensado de la prueba de compresión de la caja (BCT) de ensamblaje completo, ignorando cómo la humedad ambiental ataca físicamente las fibras porosas¹⁹y debilita la capacidad de carga vertical.
Esto no es solo teoría; lo aplico en la práctica. Una empresa comercial me pidió que fabricara un expositor de bebidas utilizando una estructura genérica de pared simple que, según ellos, era lo suficientemente resistente. Al principio, supuse que su especificación de prueba se mantendría en una sala con temperatura controlada. Estaba completamente equivocado. Dentro de la cámara de humedad, la celda de carga BCT se estancó en 65,9 kg (145,5 lb). La deflexión de carga estática superó los 30 mm (1,2 pulgadas) cuando las estrías húmedas se deformaron catastróficamente. Inmediatamente descarté su especificación teórica y rediseñé la estructura, introduciendo un cabezal de doble pared plegado y orientando la veta perfectamente vertical para maximizar la resistencia a la compresión. Al aplicar esta corrección geométrica, restauré la rigidez de la unidad, evitando la deformación de la base que habría provocado el rechazo inmediato del minorista y semanas de costosos retoques manuales.
| Conflicto de gravedad | Defensa diseñada | Región de interés de deflexión |
|---|---|---|
| Pandeo de la ranura de la base | Orientación vertical de los granos20 | Maximiza la capacidad de BCT |
| Suavizado por humedad | Actualización de doble pared plegada21 | Evita el colapso del suelo de las tiendas |
| Deflexión por carga estática | Distribución matemática del peso22 | Elimina la inclinación política a mitad de campaña |
No me fío de la resistencia teórica del papel hasta que lo comprimo por completo en una prensa hidráulica. Diseño teniendo en cuenta la gravedad, la humedad ambiental y el paso del tiempo.
🛠️ Oficina de Harvey: ¿Conoces el punto de fallo real de BCT de tu mayor volumen de ventas minoristas? 👉 Solicita una prueba de prensa completa ↗ — 100% confidencial. Tus diseños minoristas inéditos están a salvo conmigo.
Conclusión
Puedes optar por un proveedor más económico, pero cuando ese revestimiento de prueba genérico ceda ante la humedad y toda tu base se deforme en la tienda, la deflexión resultante por carga estática provocará contracargos inmediatos que eliminarán por completo tu margen de beneficio. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar más de 10 000 $ en inventario desechado y contracargos de minoristas. Deja de malgastar tu presupuesto de marketing en especificaciones teóricas defectuosas y permíteme diseñar personalmente tu próximo lanzamiento para garantizar un rendimiento mecánico riguroso y el máximo retorno de la inversión.
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Los estándares de la industria para el diseño de embalajes estructurales detallan cómo el espesor del material, o calibre, requiere tolerancias específicas en las líneas de troquelado para evitar la adherencia durante el plegado]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería estructural. Apoya: la necesidad de tener en cuenta el espesor del material en las plantillas 2D. Nota de alcance: específico para sustratos corrugados y de paredes gruesas. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Las normas técnicas de la industria para el cartón ondulado especifican la capacidad de carga y la resistencia al aplastamiento de materiales con clasificación ECT 32]. Función de evidencia: especificación técnica; tipo de fuente: norma de ingeniería. Apoyos: Puntos de referencia de resistencia del material. Nota de alcance: El rendimiento puede variar según el fabricante. ↩
"Guía de espesor de cartón: Elija el mejor embalaje – Box Genie", https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOooznvrptPqX_ba5mLVS7tvPZEPDdK_8dJ1XJ_tj8NHNa6neHwyT. [Los manuales de la industria del embalaje proporcionan el rango de espesor estándar para el cartón corrugado de flauta B, generalmente alrededor de 1/8 de pulgada o 3 mm]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Soportes: Dimensiones físicas del material. Nota de alcance: El espesor puede variar ligeramente según el peso del revestimiento. ↩
"Guía de colocación de agujeros y ranuras para el diseño de chapa metálica – Manufyn", https://manufyn.com/resources/design-guides/sheet-metal/hole-slot-placement/. [Un manual técnico de la industria para el diseño de embalajes estructurales verificaría los incrementos de holgura estándar utilizados para resolver el atasco de ranuras]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Soportes: corrección para ranuras atascadas. Nota de alcance: específico para tolerancias de cartón corrugado. ↩
"El coste oculto de la tolerancia ajustada: por qué 'más ajustado' no siempre es mejor…", https://www.modusadvanced.com/resources/blog/the-hidden-cost-of-tight-tolerance-why-tighter-isnt-always-better. [Los estudios de eficiencia operativa o los estudios de casos de fabricación cuantificarían la reducción del tiempo de ensamblaje resultante de la optimización de las holguras de las ranuras]. Función de la evidencia: métrica de rendimiento; tipo de fuente: informe de la industria. Apoya: ROI de ensamblaje para la expansión de holguras. Nota de alcance: probablemente basado en líneas de ensamblaje manual de alto volumen. ↩
"Estándares de accesibilidad de la ADA – Access-Board.gov", https://www.access-board.gov/ada/. [Una fuente autorizada sobre los estándares de la ADA (Ley de Estadounidenses con Discapacidades) o los códigos de seguridad para el comercio minorista validaría los requisitos legales para la distribución espacial y la ubicación de las exhibiciones]. Función de la evidencia: validación técnica; tipo de fuente: regulación gubernamental. Apoya: la afirmación de que las exhibiciones en comercios minoristas deben cumplir con las restricciones espaciales legales. Nota de alcance: limitado a la jurisdicción de EE. UU.
"Normas ADA para el Diseño Accesible, Título III, Reglamento 28 CFR…", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Una fuente autorizada como las Normas ADA para el Diseño Accesible confirmaría los rangos específicos de altura y alcance requeridos para los elementos accesibles en un entorno comercial]. Función de la evidencia: verificación de la métrica técnica; tipo de fuente: reglamento gubernamental. Apoya: límites legales de alcance de accesibilidad. Nota de alcance: Específico para parámetros de alcance hacia adelante para accesibilidad en silla de ruedas. ↩
"Requisitos de la ADA para tiendas minoristas: Normas y cumplimiento", https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/. [Las Normas de la ADA para el Diseño Accesible especifican rangos máximos de alcance y requisitos de espacio libre en el piso para garantizar la accesibilidad para personas con discapacidades]. Función de la evidencia: especificación técnica; tipo de fuente: norma reglamentaria. Apoya: cumplimiento del alcance hacia adelante. Nota de alcance: Se refiere específicamente a las directrices de la ADA de EE. UU .
"[PDF] Paquete informativo para el personal sobre el vuelco de muebles – CPSC", https://www.cpsc.gov/s3fs-public/Staff%20Briefing%20Package%20on%20Furniture%20Tipover%20-%20September%2030%202016_0.pdf. [Las normas de ingeniería mecánica para accesorios independientes dictan que bajar el centro de gravedad reduce la probabilidad de vuelco y la responsabilidad asociada]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: eliminación del riesgo de responsabilidad. Nota de alcance: Física general de la estabilidad. ↩
"1. Diseño – Instrucciones de primer corte por plasma – Avid CNC", https://www.avidcnc.com/support/instructions/machineOperation/Plasma/FirstCut/design/?srsltid=AfmBOoob3r97OX_b8lpVr3yksPtYvv5Be0RRrFctCfi12x_U9aT8EqoG. [La documentación del software para plotters CNC especifica que las trayectorias abiertas o no unidas provocan errores de trayectoria de la herramienta y un movimiento ineficiente de la máquina.] Función de evidencia: especificación técnica; tipo de fuente: manual de software. Apoya: el requisito de trayectorias vectoriales cerradas en el diseño estructural. Nota de alcance: aplicable a sistemas CNC basados en vectores. ↩
"Cómo cortar letreros básicos con plasma CNC!", https://www.youtube.com/watch?v=7c2ECxsMuY0. [La documentación para sistemas de corte digital explica cómo se asignan distintas trayectorias de herramienta o colores de capa a operaciones separadas de corte y hendido.] Función de evidencia: especificación técnica; tipo de fuente: manual técnico. Apoya: la capacidad de la máquina para realizar diferentes operaciones estructurales en función de los datos del archivo. Nota de alcance: específico para materiales de embalaje. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Los estándares de la industria para el embalaje de cartón ondulado especifican que el espesor típico del cartón de flauta C es de aproximadamente 0,16 pulgadas o 4 mm]. Función de la evidencia: Especificación técnica; tipo de fuente: Norma de fabricación. Apoyos: Precisión de las dimensiones del material. Nota de alcance: Pueden existir pequeñas variaciones entre diferentes proveedores. ↩
"Geometría y Visual Merchandising • José Luís Fernández Ledesma", https://www.joseluisledesma.com/geometry-and-visual-merchandising/. [Una guía autorizada de diseño minorista o un manual de merchandising definiría las geometrías fraccionarias como un método para optimizar el espacio de planta no estándar]. Función de la evidencia: definición técnica; tipo de fuente: manual de la industria. Apoya: la eficacia de las formas de exhibición más pequeñas y no tradicionales. Nota de alcance: puede ser una terminología especializada dentro de firmas de diseño específicas. ↩
"[PDF] Gestión de accesos en las proximidades de intersecciones", https://highways.dot.gov/sites/fhwa.dot.gov/files/2022-06/fhwasa10002.pdf. [Estudios de gestión minorista o directrices operativas explican la estricta asignación y fijación de precios de las zonas de alta visibilidad en los extremos de las tiendas o en las intersecciones]. Función de la evidencia: validación operativa; tipo de fuente: libro de texto de gestión minorista. Apoya: la afirmación de que el espacio en planta está racionado. Nota de alcance: las prácticas pueden variar según el minorista. ↩
"Palet GMA de madera tratada térmicamente – 48 x 40" H-1260 – ULINE", https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Los estándares de la industria para logística y almacenamiento confirman la huella de 48×40 pulgadas como el tamaño estándar del palet GMA]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: estándares de huella de palet. Nota de alcance: Estándar principal para el comercio minorista norteamericano. ↩
"Tipos de expositores de palets: completos, medios y cuartos – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Los manuales de merchandising minorista definen las dimensiones específicas y las ventajas logísticas del palet de un cuarto como estándar estructural]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria minorista. Apoya: la identificación del palet de un cuarto como una corrección estructural viable. Nota de alcance: Las dimensiones pueden variar ligeramente según la región o el minorista. ↩
"[PDF] Empaquetado aleatorio de varillas en contenedores pequeños – Universidad de Emory", https://faculty.college.emory.edu/sites/weeks/lab/papers/freeman19.pdf. [Un análisis de logística o cadena de suministro demuestra cómo la geometría fraccionaria en el diseño de pantallas aumenta el número de unidades por contenedor de envío]. Función de la evidencia: prueba cuantitativa; tipo de fuente: documento técnico sobre logística. Apoya: afirmación sobre la eficiencia del contenedor. Nota de alcance: Depende de las dimensiones específicas del contenedor y del tamaño del producto. ↩
"Cómo optimizar el peso volumétrico (peso dimensional) para reducir…", https://blog.swpackagingsolutions.com/how-to-optimize-dimensional-weight-dim-weight-to-reduce-shipping-costs-and-enhance-sustainability. [Las directrices de las empresas de transporte explican cómo la reducción de las dimensiones físicas de un envío disminuye el peso volumétrico calculado y los costes asociados]. Función de la evidencia: verificación de precios; tipo de fuente: guía de tarifas del transportista. Apoya: la relación entre la reducción de la huella ambiental y el ahorro de costes. Nota de alcance: Se aplica a los transportistas que utilizan modelos de precios basados en el peso volumétrico. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [La investigación en ciencia de los materiales demuestra que la absorción de humedad higroscópica interrumpe los enlaces de hidrógeno en las fibras de celulosa, lo que provoca un ablandamiento estructural y una reducción de la rigidez]. Función de la evidencia: Validación técnica; tipo de fuente: Revista académica. Apoya: el mecanismo de degradación estructural inducida por la humedad. Nota de alcance: Específico para materiales corrugados a base de celulosa. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las guías de ingeniería para materiales corrugados demuestran que alinear las ondulaciones verticalmente proporciona la máxima resistencia a la compresión axial]. Función de la evidencia: validación técnica; tipo de fuente: estándar de embalaje industrial. Apoya: maximización de la capacidad de BCT. Nota de alcance: específico para cartón corrugado. ↩
"Cajas de exhibición de cartón corrugado personalizadas | Envío y diseño gratuitos", https://theboxology.us/product/corrugated-display-boxes/. [Estudios de ciencia de materiales demuestran que el cartón corrugado de doble pared mantiene una integridad estructural significativamente mayor que el de pared simple en condiciones de alta humedad]. Función de la evidencia: especificación de materiales; tipo de fuente: documento técnico. Apoyos: prevención del colapso del piso de tiendas minoristas. Nota de alcance: los resultados varían según el tamaño y grado de la ondulación. ↩
"AOE3054 – Experimento 2 – Deflexión estática de una viga", https://www.aoe.vt.edu/instruction/aoe3054/expt2.html. [Los principios de ingeniería estructural para materiales ligeros explican cómo el cálculo del centro de gravedad y las trayectorias de carga evitan la deformación del material]. Función de la evidencia: prueba teórica; tipo de fuente: libro de texto de ingeniería. Apoyos: eliminación de la inclinación a mitad de campaña. Nota de alcance: aplicable a cargas estáticas. ↩



