
Necesitas que tu lanzamiento en tiendas se envíe ayer, pero los plazos ajustados suelen provocar que los palés se caigan. El tiempo apremia y un cálculo erróneo de los plazos de producción saboteará toda tu campaña.
La producción de un expositor de cartón suele requerir entre cuatro y seis semanas, desde el diseño estructural inicial hasta el ensamblaje final. Este plazo exacto depende estrictamente de las aprobaciones de ingeniería, la complejidad del troquelado, las fases de secado de la laminación litográfica y los programas de coempaquetado automatizado necesarios para cumplir con las estrictas normas de conformidad para el sector minorista.

Pero conocer el cronograma teórico no es suficiente cuando las máquinas automatizadas comienzan a funcionar y la física estructural toma el control.
¿Cuánto cuesta fabricar cartón?
Los compradores se obsesionan con el precio unitario, ignorando por completo las variables materiales invisibles. Despojar de la masa estructural bruta para financiar costosos acabados de marketing estéticos garantiza un fallo catastrófico en la cadena de suministro.
Los costos de fabricación del cartón varían drásticamente según la densidad de la fibra, los perfiles específicos de las ondulaciones y los parámetros de compresión requeridos. Si bien los equipos de compras suelen centrarse en los precios iniciales, los costos reales de fabricación deben calcular la rigurosa ingeniería física necesaria para soportar las duras condiciones de los almacenes y evitar costosos daños durante el transporte.

Pero equilibrar el presupuesto de marketing con la resistencia física bruta es donde la mayoría de las estrategias de adquisición fracasan instantáneamente.
La trampa de la degradación cosmética de la ECT
Los equipos de compras suelen considerar los costosos acabados cosméticos, como las laminaciones de lámina de cobertura total, como requisitos de marketing innegociables. Para compensar estos altos costos de producción, reducen en secreto la calificación de la prueba de resistencia al aplastamiento de bordes (ECT) TAPPI T811a 1 para ahorrar unos céntimos por unidad. Suponen erróneamente que un exterior brillante compensará un núcleo estructural hueco.
Esto no es solo teoría; lo enfrento cada semana en el laboratorio de pruebas. Recientemente, una agencia de compras obligó a un proveedor a reducir su estándar de 32ECT a 26ECT solo para financiar una película holográfica pesada. Al principio, supuse que el soporte de prueba estándar de 26ECT apenas soportaría el peso de la mercancía si reforzábamos las esquinas. Estaba completamente equivocado. Durante la simulación de tránsito ISTA 3A (International Safe Transit Association)2, la de la prueba de compresión de caja (BCT)3 se estancó en 85 kg (187,5 lb) cuando la base se dobló por completo bajo la prensa hidráulica. Las estrías aplastadas arrancaron la costosa lámina del sustrato. Para solucionar esto, diseñé una intervención estructural estricta retirando la película de lámina pesada y restaurando el tablero a un estándar original de 32ECT, logrando la reflexión premium requerida mediante un recubrimiento acuoso de alto brillo. Al imponer esta corrección de material, aseguré que la integridad estructural se restaurara por completo sin exceder el presupuesto, evitando el rechazo inmediato por parte del minorista.
| Anulación de degradación cosmética | Resultado físico | Retorno de la inversión en fletes y presupuesto |
|---|---|---|
| Restaurar placa 32ECT virgen4 | Pandeo nulo de la ranura bajo BCT5 | Elimina la responsabilidad por daños durante el transporte |
| Tiras de láminas gruesas | Evita el desgarro de la superficie exterior | Reduce los costos de los materiales de primera calidad |
| Aplicar un recubrimiento acuoso brillante | Mantiene una reflexión visual de alta gama | Protege el margen general del proyecto |
Me niego a que el exceso de marketing destruya la base estructural de su empresa. Reducir la calidad de sus placas para pagar por laminados brillantes es una apuesta fatal que jamás permitiré en mi planta de producción.
🛠️ Oficina de Harvey: ¿Está sacrificando a ciegas la resistencia crítica a la compresión de BCT por costosas películas cosméticas? 👉 Solicite una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo hacer una vitrina de cartón?
Diseñar una vitrina de alta gama requiere más que gráficos de alta resolución. La combinación de componentes estructurales en bruto con adhesivos químicos líquidos genera reacciones físicas volátiles que dañan las pantallas no calibradas.
La fabricación de una vitrina de cartón implica el montaje preciso de láminas impresas sobre sustratos rígidos de cartón corrugado mediante maquinaria industrial pesada. Este complejo proceso exige una calibración rigurosa de los adhesivos a base de agua, tiempos de secado a temperatura ambiente exactos y un plegado geométrico preciso para garantizar que el expositor final resista las exigencias del entorno comercial sin deformarse.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y la humedad química entra en juego.
Distorsión por deformación de la humedad del PVA
Los clientes suelen asumir que al montar una lámina superior impresa de alta calidad sobre un cartón corrugado rígido de flauta B se obtiene automáticamente un panel de visualización perfectamente plano. Ignoran la dura realidad química de la laminación litográfica, que depende completamente de adhesivos a base de agua⁶ . Cuando este pegamento húmedo se extiende sobre grandes superficies, el cartón poroso absorbe agresivamente la humedad ambiental⁷ .
Esto no es solo teoría; lo veo en acción en la planta de pruebas. Un cliente frustrado me llamó después de que su prototipo inicial de vitrina, de otro proveedor, se deformara tanto que pareciera una patata frita, fallando por completo la prueba de caída ISTA porque las pestañas de encaje no se alineaban. Al principio, supuse que el panel de prueba estándar 32ECT8 podría resistir la tensión superficial si simplemente reducíamos el volumen de pegamento. Estaba completamente equivocado. Mientras el adhesivo de PVA (acetato de polivinilo) húmedo se secaba en el aire ambiente de la fábrica, podía oler la humedad evaporándose, mientras que la inmensa tensión superficial hacía que el panel lateral de 152,4 cm (60 pulgadas) se curvara hacia adentro casi 50,8 mm (dos pulgadas). Para solucionarlo, descarté el diseño de la agencia y calculé la química física desde cero, optando por una estructura de tablero dúplex equilibrado9 que añadía un revestimiento posterior delgado para contrarrestar la tensión superficial del PVA. Al aplicar este estricto protocolo de peso de curado, garanticé que la vitrina permaneciera perfectamente vertical, ahorrándole al cliente enormes costos de retrabajo manual en la línea de montaje.
| Defensa contra la humedad del PVA | Resultado físico | Retorno de la inversión en ensamblaje |
|---|---|---|
| Estructura de tablero dúplex equilibrado10 | Contrarresta la tensión superficial del PVA | Elimina los defectos de deformación del panel |
| Presión de curado controlada11 | Fuerzas de secado del adhesivo plano | Acelera el montaje de co-empaquetado |
| Viscosidad del pegamento ajustada12 | Evita la saturación excesiva de la fibra | Reduce la mano de obra para el retrabajo manual |
Diseñé este protocolo de curado porque ignorar la fisicoquímica arruina las campañas de venta minorista de alta gama. Su vitrina solo se mantendrá perfectamente recta en el suelo si la tensión de humedad microscópica se neutraliza matemáticamente en mi fábrica.
🛠️ Oficina de Harvey: ¿Conoce el contenido exacto de humedad del cartón ondulado de flauta B de su proveedor actual antes de la laminación litográfica? 👉 Solicite su prueba de resistencia estructural ↗ — 100 % confidencial. Sus diseños comerciales inéditos están a salvo conmigo.
¿Es barato producir cartón?
Los precios unitarios bajos suelen ocultar graves problemas posteriores en la cadena de suministro. Confiar en equipos de fabricación deteriorados para ahorrar en costes iniciales de utillaje garantiza matemáticamente el fracaso de la producción en masa.
Sí. Producir cartón es muy rentable cuando se utilizan sistemas de producción en masa automatizados y materias primas estandarizadas. Sin embargo, para lograr una verdadera asequibilidad se requieren inversiones iniciales rigurosas en herramientas personalizadas de precisión, ya que ahorrar costes en equipos deteriorados genera inmediatamente enormes responsabilidades posteriores, provocando fallos estructurales catastróficos durante el montaje en tiendas.

Pero asumir que los bajos costos de las materias primas se traducen automáticamente en una producción en masa barata es una trampa peligrosa.
La trampa de degradación de las herramientas
Los equipos de compras suelen asumir que una tarifa única por herramientas estructurales les permite adquirir un troquel de acero permanente e indestructible que puede reutilizarse perfectamente durante años de pedidos de exhibición. Ignoran por completo la realidad material de los troqueles estándar, que dependen de cuchillas de metal incrustadas en tableros de madera contrachapada porosa sin tratar13.
Esto no es solo teoría, lo aprendí por las malas en mi propia planta. En 2022, le pedí a mi ingeniero jefe de empaques, Mark, que sacara un pedido masivo de exhibidores de piso del almacén, confiando en un viejo tablero de troqueles de madera de un cliente que ignoraba por completo las realidades climáticas de los entornos de fábricas en el extranjero. Pensamos que podríamos ahorrar tiempo y dinero reutilizando este equipo viejo para un reordenamiento rápido. Tres días después en la planta de la fábrica, observé con horror cómo se activaba la prensa de alta velocidad. Escuché el repugnante crujido de la flauta B deformándose cuando las cuchillas desalineadas aplastaron por completo las líneas de corte estructurales14 en lugar de cortarlas limpiamente. La base de madera porosa había absorbido la humedad ambiental durante seis meses, deformándose físicamente 0.14 pulgadas (3.5 mm)15.Para salvar la capacidad de carga, detuve inmediatamente la línea y ejecuté un ajuste mecánico urgente, quemando con láser y doblando un nuevo troquel de regla de acero para garantizar una precisión absolutamente afilada como una navaja. Esta nueva intervención de herramientas no solo evitó que la base colapsara bajo la tensión de la carga útil; Eliminó por completo los cortes irregulares, reduciendo la fricción en la línea de montaje y ahorrando al cliente horas en costes de embalaje manual.
| Protocolo de herramientas nuevas | Resultado físico | Retorno de la inversión en fabricación |
|---|---|---|
| Nuevos troqueles de acero grabados con láser | Garantiza una alineación exacta de la cuchilla | Elimina los residuos de troquelado16 |
| Rechace las tablas de madera deformadas | Evita que se aplasten las líneas de puntuación17 | Acelera la producción de la máquina |
| Recalibrar la presión de la prensa | Proporciona cortes de filo extremadamente afilado | Reduce drásticamente el tiempo de fricción del ensamblaje18 |
Me niego a utilizar expositores en tableros de madera deteriorados y dañados por la humedad. Invertir en troqueles de acero nuevos para cada lote es la única manera de garantizar un montaje sin fricción y la máxima resistencia a la compresión.
🛠️ Oficina de Harvey: ¿Sus pedidos de repuesto están perdiendo resistencia a la compresión silenciosamente debido a matrices de madera deformadas y envejecidas? 👉 Obtenga una auditoría de precisión de herramientas ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Cuál es el proceso de fabricación del cartón?
La creación de una estructura funcional para exhibiciones requiere geometría matemática rigurosa, no solo doblar papel plano. Cada ángulo de 90 grados consume material físico que debe calcularse con precisión.
El proceso de fabricación de estructuras de cartón implica convertir láminas planas de cartón corrugado en geometrías tridimensionales precisas mediante software CAD especializado. Esto requiere calcular tolerancias exactas de calibre, aplicar márgenes de curvatura algorítmicos y trazar trayectorias de corte precisas para garantizar que el expositor final soporte fácilmente la gran carga que supone su uso en tiendas.
Pero transformar una obra de arte digital plana en una estructura física resistente requiere matemáticas mecánicas precisas.
Matemáticas de compensación del calibrador
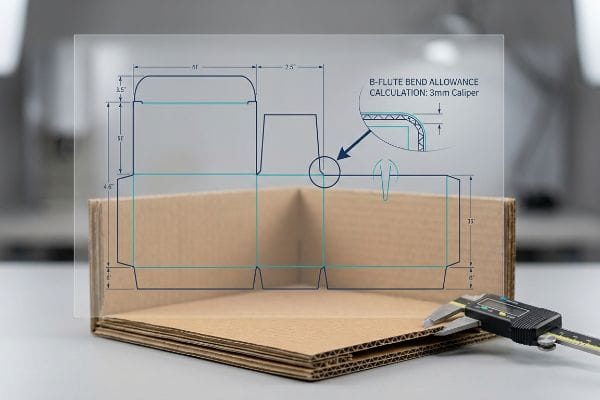
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en software vectorial básico con el mismo ancho exacto que el panel correspondiente. Tratan las líneas digitales como infinitamente delgadas, sin calcular en absoluto el calibre físico, o grosor, del cartón corrugado plegado19.Cuando un panel estructural grueso se pliega 90 grados, consume material físicamente, lo que requiere márgenes de plegado algorítmicos avanzados20.
Cuando los clientes me preguntan por qué la plantilla digital plana de su agencia no se pliega físicamente, suelo señalarles una pieza de cartón ondulado B en bruto que tengo sobre la mesa del laboratorio. Les muestro que cuando este cartón de 3 mm (0,11 pulgadas) de grosor (21 se dobla en una esquina, el radio exterior se estira mientras que las estrías interiores se comprimen(22). Si no ensancho la ranura de recepción en la línea de troquelado específicamente para compensar ese volumen consumido, las piezas rozarán agresivamente entre sí. En mi fábrica, utilizo software CAD (Diseño Asistido por Computadora) paramétrico para inyectar automáticamente estas tolerancias geométricas precisas en cada pliegue. Al reconstruir mecánicamente las ranuras con estas tolerancias de flexión matemáticas, garantizo que el equipo de coempaquetado experimente un ensamblaje sin fricción ni roturas que se asienta perfectamente cuadrado en el palé de venta al público.
| Compensación CAD paramétrica | Resultado físico | Retorno de la inversión en co-envasado |
|---|---|---|
| Inyectar tolerancias de curvatura matemáticas | Cuentas para el calibre de plegado de la tabla23 | Garantiza pestañas entrelazadas sin fricción |
| Ampliar las tolerancias de las ranuras de recepción | Evita que se rompa el cartón del revestimiento24 | Acelera las líneas de montaje manuales |
| Mapa del grosor exacto de la ranura | Garantiza una geometría perfectamente cuadrada25 | Maximiza la densidad de apilamiento de palés |
Siempre les recuerdo a los equipos de marca que el cartón es un volumen físico, no un píxel plano. Si no diseño el grosor exacto del cartón en las líneas de troquelado, su expositor nunca se ensamblará correctamente en el almacén.
🛠️ Harvey's Desk: ¿Sus plantillas gráficas actuales ignoran por completo el radio de plegado microscópico de sus pantallas de flauta B? 👉 Solicite su auditoría de tolerancia CAD ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes elegir un proveedor que se centre exclusivamente en los costes unitarios iniciales, pero si la tensión de humedad del PVA, sin control, provoca la deformación de tus paneles base 32ECT, la línea de montaje se ralentiza aproximadamente un 30 % y genera rechazos inmediatos por parte de los minoristas. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Deja de arriesgar tu presupuesto de marketing de temporada con plantillas con fallos estructurales y permíteme diseñar personalmente tu próximo lanzamiento para garantizar la supervivencia total de la cadena de suministro.
"Métodos de ensayo de aplastamiento de bordes y modelado de compresión de cajas, TAPPI …", https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/. Verificación del estándar industrial para la medición de la resistencia a la compresión del cartón ondulado. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: la validez de TAPPI T811 como referencia para las clasificaciones ECT. Nota de alcance: limitado a la metodología de medición. ↩
"[PDF] 3A 2 – Asociación Internacional de Tránsito Seguro", https://ista.org/docs/3Aoverview.pdf. La documentación oficial de ISTA define el protocolo 3A como un estándar para simular las tensiones de la entrega de paquetes con el fin de validar la durabilidad del embalaje. Función de evidencia: estándar técnico; tipo de fuente: organización industrial; Apoya: la legitimidad del uso de esta simulación específica para identificar fallas estructurales. Nota de alcance: se aplica específicamente a envíos de paquetes pequeños. ↩
"Estudio comparativo de la resistencia a la compresión del cartón corrugado...", https://repository.rit.edu/theses/285/. La literatura sobre ingeniería de embalajes define la BCT como el método para medir la carga vertical máxima que una caja de cartón corrugado puede soportar antes de colapsar. Función de la evidencia: métrica de ingeniería; tipo de fuente: manual técnico; Apoyos: el uso de mediciones de celdas de carga para determinar el punto de pandeo del sustrato. Nota de alcance: las cargas de falla varían según la clasificación ECT y la humedad. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Comparación de la estabilidad estructural y la resistencia a la compresión de fibras vírgenes frente a fibras recicladas en cartón 32ECT. Función de la evidencia: Especificación del material; tipo de fuente: Referencia de la industria. Apoyos: Uso de materiales vírgenes para prevenir fallas estructurales. Nota de alcance: Se centra en el impacto de la calidad de la fibra en el ECT. ↩
"El papel del pandeo en la estimación de la resistencia a la compresión de…", https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/. Explicación técnica de cómo las clasificaciones 32ECT (Edge Crush Test) se correlacionan con el rendimiento BCT (Box Compression Test) para prevenir fallas por compresión vertical. Función de la evidencia: Validación técnica; tipo de fuente: Norma de ingeniería de embalaje. Apoya: Integridad estructural del cartón 32ECT. Nota de alcance: Se aplica a la ondulación corrugada estándar. ↩
"[PDF] Adhesivos para laminación – Ashland", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf. Explicación de la composición química y la aplicación de los adhesivos utilizados en el proceso de laminación litográfica. Función de evidencia: especificación técnica; tipo de fuente: guía de fabricación industrial. Apoya: la dependencia de adhesivos a base de agua para unir hojas impresas a cartón corrugado. Nota de alcance: se centra en la laminación litográfica comercial estándar. ↩
"Eliminación de la deformación en cartones ondulados con el adhesivo adecuado...", https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io. Datos técnicos sobre las propiedades higroscópicas de los cartones de revestimiento a base de papel cuando se exponen a adhesivos acuosos. Función de la evidencia: verificación de las propiedades del material; tipo de fuente: libro de texto de ciencia de los materiales. Apoya: el mecanismo de absorción de humedad en sustratos porosos y la consiguiente inestabilidad dimensional. Nota de alcance: aborda específicamente la reacción del cartón al pegamento húmedo. ↩
"Especificaciones de cartón ondulado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Breve explicación de las normas de la prueba de aplastamiento de bordes (ECT) y la capacidad de carga del cartón liner 32ECT. Función de la evidencia: especificación técnica; tipo de fuente: estándar industrial; apoyos: afirmaciones de resistencia estructural; nota de alcance: las normas pueden variar ligeramente según el fabricante. ↩
"Cartón dúplex: Entendiendo su composición y aplicaciones", https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html. Breve explicación de cómo la disposición simétrica de las capas en las estructuras dúplex neutraliza la tensión inducida por la humedad durante el curado del PVA. Función de la evidencia: principio de ingeniería; tipo de fuente: manual de fabricación; Apoyos: la eficacia de los revestimientos posteriores para prevenir la deformación; Nota de alcance: específico para adhesivos a base de agua. ↩
"Descifrando la geometría del cartón corrugado de doble pared mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/. Documentación técnica sobre el equilibrado del cartón para mitigar la tensión superficial del adhesivo y el rizado. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: estabilidad estructural de los cartones dúplex. Nota de alcance: específico para sustratos de cartón dúplex. ↩
"Secado y aplanamiento BPG – MediaWiki – Conservation Wiki", https://www.conservation-wiki.com/wiki/BPG_Drying_and_Flattening. Directrices industriales sobre la aplicación de peso durante el proceso de curado para garantizar un secado plano de los adhesivos. Función de la evidencia: validación del proceso; tipo de fuente: manual de fabricación. Apoyos: prevención de la deformación del panel. Nota de alcance: se aplica a la unión adhesiva química húmeda. ↩
"Pegamento PVA – atdmco.com", https://atdmco.com/elementor-6917/. Análisis químico de cómo la viscosidad del adhesivo afecta la velocidad y la profundidad de saturación de las fibras en tableros a base de celulosa. Función de evidencia: especificación técnica; tipo de fuente: artículo sobre química de adhesivos. Apoya: reducción de la saturación de las fibras. Nota de alcance: centrado en adhesivos a base de PVA. ↩
"Guía definitiva para la fabricación de troqueles de madera para talleres de troquelado – Yitai", https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/. Verificación de la construcción física de troqueles de acero estándar para confirmar el uso de cuchillas metálicas y bases de madera contrachapada. Función de la evidencia: verificación fáctica; tipo de fuente: guía de fabricación industrial. Apoyos: la vulnerabilidad del material y el potencial de degradación de los troqueles. Nota de alcance: específico para troqueles estándar no magnéticos. ↩
"Guía de opciones de espesor de cajas de cartón corrugado para envíos – GMS Industries", https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options. Breve explicación de cómo una fuente externa autorizada respalda esta afirmación. Función de la evidencia: Validación técnica; tipo de fuente: Norma de ingeniería de embalaje. Respalda: Cómo el corte/perforación desalineado causa colapso estructural y pérdida de capacidad de carga en cartón de flauta B. Nota de alcance: Se centra en la falla mecánica de la flauta corrugada. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Breve explicación de cómo una fuente externa autorizada respalda esta afirmación. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ciencia de los materiales. Respalda: La inestabilidad dimensional de las bases de madera porosa cuando se exponen a la humedad ambiental en entornos industriales. Nota de alcance: La medición específica representa un caso de expansión higroscópica general. ↩
"Capacidades de troquelado para embalaje personalizado – Royal Paper Box", https://royalpaperbox.com/capabilities/manufacturing/die-cutting/. Fuentes autorizadas sobre troquelado de precisión demuestran cómo los troqueles de acero de alta precisión reducen el desperdicio de material. Función de la evidencia: validación técnica; tipo de fuente: manual de fabricación. Apoya: la afirmación de que las herramientas precisas eliminan el desperdicio. Nota de alcance: se aplica a la producción industrial de cartón de alto volumen. ↩
"Manera fácil de enderezar cartón deformado, torcido, curvado y ahuecado...", https://www.youtube.com/watch?v=vm-2zPCjMl8. Las guías técnicas sobre herramientas para cartón explican la función de las planchas de soporte planas para prevenir errores de hendido. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería industrial. Apoya: la relación entre la planitud del cartón y la integridad de la línea de hendido. Nota de alcance: específico para prensas de troquelado. ↩
"Solución de problemas de desalineación en operaciones de troquelado", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. Los estudios sobre calibración de prensas correlacionan los ajustes de presión con la limpieza del borde y la capacidad de plegado. Función de la evidencia: métrica de rendimiento; tipo de fuente: hoja de especificaciones de la maquinaria. Apoya: la afirmación de que la recalibración de la presión reduce el tiempo de ensamblaje. Nota de alcance: se centró en la interacción entre la calidad del corte y el ensamblaje posterior. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Explicación de cómo se utilizan las mediciones de calibre de material para determinar las dimensiones precisas de las ranuras y pestañas en la construcción de cartón. Función de la evidencia: verificación técnica; tipo de fuente: norma de fabricación. Apoya: la afirmación de que el espesor debe calcularse para el ajuste. Nota de alcance: aplicable a todos los tipos de ondulaciones de cartón corrugado. ↩
"Determinación analítica de la rigidez a la flexión de un cartón de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Documentación sobre las fórmulas matemáticas utilizadas para determinar la pérdida de material y la expansión durante los pliegues de 90 grados de cartón grueso. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de tolerancias de flexión algorítmicas. Nota de alcance: específico para embalajes de cartón corrugado estructural. ↩
"Cartón ondulado y grados de materiales – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Verificación de las medidas de calibre del cartón ondulado estándar de flauta B. Función de evidencia: especificación técnica; tipo de fuente: norma de fabricación. Soportes: las dimensiones físicas del material utilizado. Nota de alcance: El espesor puede variar ligeramente según el fabricante. ↩
"[PDF] PLIEGUE Y PLEGADO – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Explicación de la deformación mecánica de las ondulaciones corrugadas durante los procesos de plegado. Función de la evidencia: principio físico; tipo de fuente: libro de texto de ciencia de los materiales. Apoyos: la necesidad de cálculos de tolerancia de doblado. Nota de alcance: Se aplica específicamente a materiales corrugados. ↩
"Calculadora gratuita de tolerancias de plegado de chapa metálica | FIRGELLI Engineering", https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOooodHB1g02ZlhYNgg52NsDSrkXxxG-XLowdEgURYJRJ1911i2fy. La documentación técnica sobre el diseño de embalajes estructurales explica cómo se calculan las tolerancias de plegado para compensar el espesor del material (calibre) durante el plegado. Función de evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la relación matemática entre las tolerancias CAD y los resultados físicos del plegado. Nota de alcance: Específico para cartón ondulado. ↩
"La guía definitiva para cajas de cartón corrugado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Las directrices de ciencia de materiales para cartón corrugado indican que aumentar las tolerancias de las ranuras reduce la concentración de tensiones, evitando así la rotura del cartón de revestimiento. Función de la evidencia: verificación causal; tipo de fuente: estándar de la industria. Apoya: el impacto de las tolerancias ampliadas en la integridad del material. Nota de alcance: Se aplica a procesos de ensamblaje manual. ↩
"Análisis no lineal de elementos finitos de la lámina corrugada acanalada en…", https://onlinelibrary.wiley.com/doi/10.1155/2014/654012. El análisis geométrico de las pantallas estructurales muestra que es necesario tener en cuenta el espesor exacto de la acanaladura para mantener ángulos precisos de 90 grados en el cartón plegado. Función de la evidencia: prueba geométrica; tipo de fuente: especificación técnica. Apoyos: la necesidad de mapeo del espesor de la acanaladura para la cuadratura. Nota de alcance: se centra en aplicaciones de pantallas estructurales. ↩



