
¿Sus lanzamientos en tiendas se ven constantemente retrasados por plazos incumplidos? Los prototipos estructurales demorados y los impredecibles cronogramas de producción en masa están mermando su rapidez de comercialización y agotando su presupuesto de promoción.
La producción de un expositor de cartón personalizado generalmente requiere veinticuatro horas para la toma de muestras rápidas en blanco y de doce a quince días para la producción en masa. Los plazos dependen en gran medida de la complejidad estructural, los requisitos de curado de la laminación litográfica y la velocidad de troquelado automatizado, lo que garantiza que la integridad estructural cumpla con los estándares internacionales de cumplimiento para envases minoristas.

Pero conocer el cronograma teórico no basta cuando las máquinas de la fábrica empiezan a funcionar. La física estructural y las realidades químicas ocultas pueden convertir instantáneamente un lanzamiento perfectamente programado en un retraso de varias semanas.
¿Cómo hacer una vitrina de cartón?
Diseñar un expositor físico requiere más que simplemente pegar gráficos sobre una plantilla plana. Exige tolerancias matemáticas estrictas para convertir el cartón plano en una estructura de venta al por menor que soporte peso.
La fabricación de una vitrina de cartón implica diseñar una estructura predefinida, cortar el cartón corrugado y plegar los paneles para formar una unidad tridimensional estable. El proceso de fabricación se basa en archivos de diseño asistido por computadora de alta precisión para garantizar que las pestañas de encaje y las paredes de carga se ensamblen a la perfección sin que se rompan las fibras del papel.
Pero conocer la teoría básica no basta cuando la maquinaria automatizada se pone en marcha. Un archivo que parece perfecto en un monitor puede desencadenar fácilmente un desastre masivo en la planta de producción.
El punto ciego del calibrador en la fabricación de pantallas
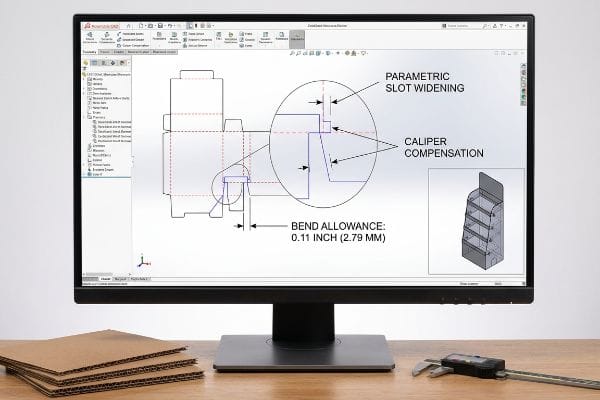
Incluso los diseñadores de empaques más experimentados suelen pasar por alto el enorme punto ciego del grosor del material durante la fase creativa inicial. Los equipos gráficos normalmente crean pestañas entrelazadas y ranuras plegables en su software de ilustración digital con el mismo ancho que el panel correspondiente. Ignoran por completo el calibre físico del cartón plegado, asumiendo que una línea digital plana se traduce sin problemas en una esquina física perfectamente cuadrada. Este enfoque teórico no tiene en cuenta el espacio que ocupan las fibras del papel cuando se doblanen un ángulo pronunciado de noventa grados.
Esto no es solo teoría; lo enfrento en el área de pruebas cuando los equipos de compras envían archivos de agencias sin probar. Recientemente, un diseño subcontratado para una unidad de piso de alta resistencia ignoró por completo el margen de flexión de 0.11 pulgadas (2.79 mm) requerido para la estabilidad estructural².Durante mi validación física inicial, la deflexión de carga estática superó las 1.5 pulgadas (38.1 mm) casi instantáneamente. Vi que el monitor de prueba se estabilizó exactamente en 187.5 libras (85 kg) porque el equipo de coempaquetado tuvo que aplastar físicamente las acanaladuras estructurales solo para forzar las pestañas desalineadas en sus pequeñas ranuras, destruyendo por completo la resistencia a la compresión dinámica. Inmediatamente descarté el archivo defectuoso del cliente y ejecuté un rediseño estructural estricto. Usando nuestro software CAD (Diseño Asistido por Computadora) paramétrico, agregué algoritmos específicos de compensación de calibre³a cada pliegue, ensanchando matemáticamente las ranuras de recepción para tener en cuenta el radio exterior de las fibras de papel gruesas. Al aplicar este ajuste de tolerancia absoluta, me aseguré de que la integridad estructural permaneciera completamente intacta, reduciendo el tiempo de ensamblaje del coempaquetado en un 30 por ciento estimado y evitando un rechazo masivo por parte de los minoristas.
| Reparación de ingeniería de calibradores | Resultado físico-estructural | Retorno de la inversión en mano de obra de ensamblaje |
|---|---|---|
| ensanchamiento de ranura paramétrico | Las flautas permanecen 100% intactas4 | Reduce el tiempo de montaje en un 30%5 |
| Matemáticas de la tolerancia de curvatura6 | Los paneles encajan perfectamente cuadrados | Elimina el retrabajo manual |
| Amortiguador de espesor corrugado | Inserción de pestaña sin fricción | Evita las devoluciones de cargo por parte de los minoristas |
Me niego a que un archivo digital amateur dicte la realidad de mi fábrica. Recalculo cada espacio y cada pliegue utilizando matemáticas paramétricas avanzadas, garantizando que su expositor de alta resistencia sobreviva en el punto de venta sin colapsar bajo su propio peso.
🛠️ Oficina de Harvey: ¿Sabes si tu agencia creativa actual calcula los márgenes de curvatura para el cartón ondulado 32ECT antes de enviar los archivos a la fábrica? 👉 Solicita una auditoría de la lista de materiales estructurales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo imprimen las empresas en cartón?
Aplicar gráficos de marca de alta resolución sobre papel testliner poroso requiere una precisión extrema. Controlar la fisicoquímica entre las fibras del papel, los adhesivos líquidos y las tintas densas es el verdadero secreto para lograr una buena visibilidad en el punto de venta.
La impresión sobre cartón se realiza mediante laminación litográfica, donde una lámina impresa de alta calidad se adhiere a una base de cartón corrugado, o mediante maquinaria digital plana de impresión directa sobre cartón. Estos métodos industriales avanzados garantizan una reproducción de colores vibrantes a la vez que mantienen la rigidez estructural necesaria para entornos comerciales de alto tránsito.
Pero dominar los métodos teóricos de impresión no significa absolutamente nada si se ignoran las violentas reacciones químicas que tienen lugar en la línea de montaje. Añadir líquido al papel en bruto es un campo minado logístico.
La trampa de distorsión de la humedad
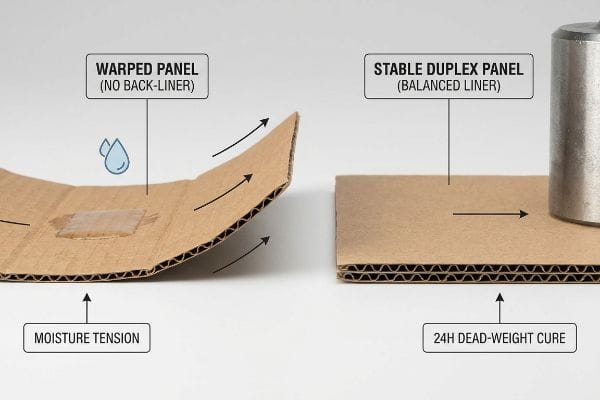
Las marcas suelen asumir que montar una lámina superior impresa de alta calidad sobre una pieza rígida de cartón corrugado de flauta B da como resultado un panel publicitario perfectamente plano. Ignoran por completo la realidad química de la laminación litográfica y la enorme tensión superficial que generan los adhesivos líquidos. Los adhesivos líquidos estándar introducen una humedad extrema en el cartón poroso linerboard⁷,que luego se contrae violentamente al reaccionar con el aire ambiente de la fábrica. Intentar acelerar esta delicada fase de unión química garantiza que el embalaje se deformará físicamente antes de llegar al centro de distribución.
Esto no es solo teoría; lo aprendí por las malas durante un lanzamiento masivo de cabeceros de góndola . En 2022, le pedí a mi ingeniero jefe de empaquetado, Mark, que acelerara el proceso de laminación de un panel lateral gigante de 152,4 cm (60 pulgadas) para cumplir con un plazo de envío ajustado. Pensé que podría ahorrar tiempo omitiendo la fase de secado con peso muerto. Tres días después, en la cámara climática, me quedé allí y vi cómo todo el palé se doblaba bajo su propio peso deformado. Todavía recuerdo vívidamente el fuerte y acre olor del adhesivo de PVA (acetato de polivinilo) húmedo reaccionando con las fibras de papel crudo mientras los paneles gigantes se curvaban hacia adentro como patatas fritas rancias. La contracción del curado creó una enorme tensión superficialque deformó completamente la estructura. Detuve la producción de inmediato e implementé una estricta actualización fisicoquímica. Invertí por completo la estructura del cartón, diseñando un cartón dúplex equilibrado mediante la adición de un revestimiento posterior delgadopara contrarrestar la tensión de la hoja superior, y bloqueé los cartones húmedos bajo una presión de peso muerto exacta durante veinticuatro horas. Este protocolo de estabilización química no solo evitó que los tableros se deformaran, sino que garantizó paneles perfectamente rectos que eliminaron la fricción visual masiva, acelerando la velocidad de la línea de embalaje automatizada final al doble y reduciendo drásticamente los daños totales durante el transporte.
| Control de la química húmeda | Resultado de la Junta Física | Cronograma de producción ROI |
|---|---|---|
| Equilibrio del revestimiento de espalda dúplex10 | Neutraliza la tensión superficial | Evita que la pantalla se vuelque |
| Cura para el peso muerto en 24 horas11 | Fuerza una tabla perfectamente plana | Acelera la línea de empaque 2x12 |
| Amortiguador de tensión de humedad | Evita que las patatas fritas se curven | Elimina los rechazos visuales |
No permito que los procesos químicos líquidos arruinen el lanzamiento físico de su marca. Al controlar rigurosamente el proceso de curado por humedad en el suelo, garantizo que sus enormes paneles publicitarios se mantengan perfectamente rectos y atraigan todas las miradas en el pasillo.
🛠️ Oficina de Harvey: ¿Sus expositores laminados litográficos se están deformando como patatas fritas tras pasar tres semanas en un contenedor marítimo húmedo? 👉 Solicite una consulta para un acabado perfecto ↗ — Totalmente confidencial. Sus diseños de venta al por menor, aún no lanzados, están a salvo conmigo.
Conclusión
Puedes elegir al proveedor más barato para ahorrar unos céntimos en el coste unitario, pero cuando esos paneles laminados se deformen como patatas fritas y tus ranuras mal calculadas se rompan bajo la presión de la carga, provocarás un rechazo inmediato por parte del minorista y sufrirás retrasos logísticos catastróficos. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar más de 10 000 $ en inventario desechado y devoluciones de cargo de los minoristas. Deja de malgastar tu presupuesto promocional en cartón que se deforma y permíteme diseñar personalmente tu próximo lanzamiento para garantizar una ejecución impecable y el cumplimiento absoluto de las normativas minoristas.
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. La documentación técnica sobre ingeniería de embalaje explica cómo el espesor del material (calibre) requiere cálculos de tolerancia de plegado para garantizar el ajuste estructural. Función de evidencia: validación técnica; tipo de fuente: manual de diseño industrial. Apoya: la necesidad de tener en cuenta el volumen del material durante el plegado. Nota de alcance: específico para embalaje rígido y materiales ondulados. ↩
"Determinación analítica de la rigidez a la flexión de un material corrugado de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Guía técnica de ingeniería para materiales corrugados que verifica las medidas estándar de tolerancia de flexión para la integridad estructural. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de ingeniería. Apoyos: El requisito numérico específico para la tolerancia de flexión. Nota de alcance: Las mediciones pueden variar según el tamaño de la ondulación corrugada. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Documentación de software o investigación de ingeniería de embalaje que explica el uso de la compensación de calibre en CAD paramétrico para tener en cuenta el espesor del material. Función de evidencia: Validación de procesos; tipo de fuente: Documentación técnica de software. Soporte: El uso de algoritmos matemáticos para ajustar las ranuras de recepción. Nota de alcance: Aplicable a software de embalaje de alta precisión. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Validación técnica de cómo el ajuste de las dimensiones de las ranuras en relación con el espesor del material evita el colapso estructural de las ondulaciones del cartón corrugado. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoyos: integridad estructural de las ranuras. Nota de alcance: específicamente para cartón corrugado. ↩
¿Son fáciles de ensamblar las cajas de exhibición de piso? – PopDisplay", https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/. Un estudio comparativo de la industria o un caso práctico de ingeniería que cuantifica la reducción en las horas de trabajo cuando las ranuras se optimizan para el calibre del material. Función de la evidencia: cuantificación; tipo de fuente: informe técnico de la industria. Apoya: ROI de la mano de obra de ensamblaje. Nota de alcance: las ganancias de eficiencia pueden variar según la escala de la exhibición. ↩
"Construcciones de cartón: Cálculo de la tolerancia de doblado 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. Metodología de ingeniería estándar para calcular el eje neutro del material durante el plegado para garantizar la precisión geométrica. Función de evidencia: metodología; tipo de fuente: manual de ingeniería mecánica. Soportes: precisión del bloqueo del panel. Nota de alcance: aplicable a varios calibres de cartón. ↩
"Efectos de la humedad en el proceso de laminación – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Explicación técnica de cómo los adhesivos acuosos afectan la tensión de las fibras en el cartón ondulado, provocando deformaciones. Función de la evidencia: validación técnica; tipo de fuente: revista de ciencia de materiales o guía de la industria del embalaje. Apoya: distorsión inducida por la humedad en la litolaminación. Nota de alcance: se aplica específicamente a adhesivos a base de agua. ↩
"Deformación del cartón pegado al MDF – WetCanvas: Vida en línea para artistas", https://www.wetcanvas.com/forums/topic/glue-cardboard-to-mdf-warping/. Explicación técnica de cómo la evaporación del agua de los adhesivos de PVA provoca una contracción volumétrica y la consiguiente tensión interna en sustratos a base de fibra. Función de la evidencia: verificación del mecanismo; tipo de fuente: revista de ciencia de los materiales. Apoya: la causa física de la deformación del tablero durante la laminación. Nota de alcance: se aplica específicamente a adhesivos a base de agua. ↩
"Construcción equilibrada de puertas de laminado plástico – Woodweb.com", https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html. Principio de ingeniería que consiste en utilizar materiales simétricos o revestimientos opuestos para igualar la tensión y evitar la curvatura en compuestos laminados. Función de la evidencia: validación de la solución; tipo de fuente: manual de ingeniería de embalaje. Apoya: el método utilizado para contrarrestar la tensión de la lámina superior. Nota de alcance: se centra en la simetría estructural en el diseño del tablero. ↩
"[PDF] Torsión del cartón ondulado: causas y soluciones – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Explicación técnica de cómo la aplicación de un revestimiento posterior equilibrado contrarresta la tensión creada por las altas cargas de tinta en la superficie frontal. Función de la evidencia: mecanismo técnico; tipo de fuente: artículo de ciencia de los materiales. Apoya: el método para neutralizar la tensión superficial y evitar la torsión. Nota de alcance: específico para cartones dúplex o multicapa. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Verificación de protocolos de curado estándar mediante presión de peso muerto para garantizar la planitud del sustrato en la impresión de cartón de gran formato. Función de la evidencia: especificación técnica; tipo de fuente: guía de fabricación industrial. Apoya: el requisito de un período de 24 horas para la estabilidad. Nota de alcance: la aplicación puede variar según el GSM del cartón. ↩
"Cómo las líneas de empaquetado automatizadas de final de línea pueden ayudar a evolucionar…", https://www.okcorp.com/end-of-line-packaging-lines-benefits/. Análisis cuantitativo que muestra cómo la reducción de la deformación del cartón aumenta la velocidad y la fiabilidad de las líneas de empaquetado automatizadas. Función de la evidencia: métrica cuantitativa; tipo de fuente: estudio de eficiencia operativa. Apoya: la afirmación de un aumento de velocidad de 2x. Nota de alcance: Depende del hardware de automatización específico. ↩



