
Has diseñado la campaña de venta perfecta, pero si los dependientes no son capaces de montar tu expositor en menos de tres minutos, acabará directamente en la compactadora.
El montaje de un expositor de cartón lleva aproximadamente de uno a cinco minutos, dependiendo de la complejidad estructural. Los diseños desplegables preencolados se ensamblan en segundos, mientras que las configuraciones de palets grandes con múltiples estantes modulares y andamios de soporte internos requieren un poco más de tiempo e instrucciones visuales claras para evitar la frustración de los empleados.

Conocer el tiempo de preparación teórico es solo el principio. Analicemos cómo la ingeniería estructural determina en la práctica la velocidad de montaje en la tienda.
¿Cuál es el plazo de entrega para las figuras de cartón personalizadas?
Esperar semanas por un prototipo físico frena el impulso de la campaña incluso antes de su lanzamiento.
El tiempo de producción para figuras de cartón personalizadas suele oscilar entre 24 horas para muestras estructurales blancas sin imprimir y dos semanas para la producción en masa. El uso de mesas de corte digitales avanzadas elimina la necesidad de costosos troqueles de acero durante las fases de prototipado rápido y validación estructural inicial.

Es estupendo conseguir que la forma se corte rápidamente, pero asegurarse de que realmente se mantenga en pie es donde empieza la verdadera ingeniería.
Rapidez en la comercialización con prototipado digital
La práctica habitual exige esperar semanas a que una fábrica queme un troquel de maderapara probar un concepto estructural. Incluso los equipos de compras más experimentados suelen aceptar estas enormes demoras como procedimiento operativo estándar, lo que supone una pérdida de tiempo valioso en la cadena de suministro.
Sé que estás mirando el calendario con cara de desconcierto, porque el 80% de mis clientes asumen que tienen que invertir en herramientas costosas antes de ver una muestra física. El truco consiste en utilizar mesas de corte digital CNC (Control Numérico por Computadora) para una muestra blanca de 24 horas².El mes pasado, vi a un cliente lidiar con una base recortada que se deformaba porque se saltaron el prototipado; el fuerte y crujido del cartón corrugado 32ECT (Edge Crush Test)³ durante el montaje obligó a rediseñarlo por completo. Al cortar una muestra física rápida, evitamos la espera, definimos los cálculos estructurales y les ahorramos 15 días de plazo de entrega.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Semanas de espera para los troqueles de acero | Muestras blancas digitales CNC | Lanza campañas 15 días más rápido4 |
| Omitir el prototipo físico | Pruebas estructurales de 24 horas5 | Evita un colapso catastrófico |
| Adivinar la estabilidad | Validación de carga en el mundo real | Garantiza una posición vertical |
Nunca envío un diseño a producción en masa sin antes cortar una muestra blanca de 24 horas. Esto elimina las conjeturas, garantiza que la geometría base sea matemáticamente correcta y evita costosos retrabajos antes de que agoten tu presupuesto de marketing.
🛠️ El escritorio de Harvey: ¿No estás seguro de si tu forma personalizada resistirá un pasillo concurrido de una tienda? 👉 Solicita una auditoría de muestra blanca ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Cómo hacer un expositor de cartón?
Puedes tener los gráficos más bonitos del mundo, pero si para construir la caja se necesita un título de ingeniería, no sirve de nada.
Para fabricar un expositor de cartón con un diseño inteligente, es necesario utilizar bandejas modulares preencoladas y bases con cierre automático. Esto elimina la necesidad de cinta adhesiva o de un plegado manual complejo, lo que garantiza que los dependientes puedan abrir la estructura fácilmente y mantener la máxima capacidad de carga dinámica.

Ahora que la base está definida, la arquitectura interna se convierte en el siguiente gran obstáculo.
El método de preencolado sin frustración
Muchas marcas intentan reducir sus costos iniciales de fabricación suministrando láminas de cartón corrugado completamente planas y sin pegar6.Dan por sentado que los dependientes de las tiendas dedicarán con gusto 20 minutos a seguir un manual de instrucciones complejo para doblar cada pestaña y bandeja individualmente.
La realidad es que los empleados de las tiendas simplemente no tienen tiempo para descifrar el origami, así que terminan recurriendo a una fea cinta adhesiva transparente para unir las estructuras. Lo he visto suceder constantemente en la tienda; la fricción pegajosa y desordenada de la cinta barata arruina un trabajo de laminación litográfica de primera calidad solo para evitar que los estantes se derrumben. La solución es insistir en estructuras preencoladas con base automáticadirectamente de fábrica. Este paso estructural inicial reduce el tiempo de ensamblaje a segundos, evitando problemas estéticos y asegurando que la unidad llegue al pasillo luciendo exactamente como en las pruebas digitales.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Suministramos sábanas 100% planas | Bases autoblocantes preencoladas8 | Recorta el ensamblaje a segundos |
| Depender de manuales complejos | Geometría emergente intuitiva | Elimina la frustración de los empleados |
| Permitir que los empleados utilicen cinta adhesiva | Cerraduras estructurales integradas9 | Preserva la imagen de marca premium |
Siempre exijo componentes modulares preencolados para cualquier lanzamiento de productos de consumo de alta rotación. Esto traslada la carga de ensamblaje de los empleados de las tiendas a mis máquinas de fábrica, garantizando una ejecución perfecta en cada ocasión.
🛠️ Harvey's Desk: ¿Tus empleados están rompiendo tus bandejas premium al intentar doblarlas? 👉 Obtén una mejora estructural ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta.
¿Cuánto tiempo se tarda en montar un andamio?
Los soportes internos son los héroes invisibles de cualquier gran empresa de venta minorista, pero su instalación no debería parecer una obra de construcción.
Instalar andamios dentro de una vitrina expositora de cartón corrugado de gran tamaño lleva entre uno y dos minutos si se utilizan separadores flotantes o modulares. Estas estructuras de soporte internas proporcionan una distribución dinámica de la carga crucial para productos pesados, lo que reduce drásticamente el tiempo de instalación en comparación con el uso de cinta adhesiva o la colocación forzada de inserciones de rejilla complejas.

Una vez que la rejilla de soporte interna esté firmemente colocada, aún queda por anclar el panel trasero principal para completar la unidad.
Simplificación de los soportes internos corrugados
Cuando se trata de productos pesados, las marcas suelen diseñar enormes estructuras internas de andamiaje que requieren múltiples piezas de tablero que se cruzan 10 . Incluso los diseñadores veteranos suelen pasar por alto lo difícil que es alinear manualmente estas estructuras rígidas mientras se inclinan sobre un contenedor de paletas profundo .
Imagínelo como intentar construir un castillo de naipes con guantes de invierno; las tolerancias son demasiado ajustadas para hacerlo manualmente. Con frecuencia veo a equipos de logística luchando por alinear andamios de cuadrícula estándar, lo que produce el sonido agresivo de desgarro del cartón crudo al intentar forzar las ranuras para que encajen. Una regla general sencilla es usar separadores modulares flotantes en lugar de cuadrículas rígidas entrelazadas. Este ajuste estratégico reduce el tiempo de preparación en un 40 % estimado11, eliminando por completo las ondulaciones desgarradas y asegurando que los pesos pesados de las SKU (Unidades de Mantenimiento de Inventario) permanezcan perfectamente distribuidos en el palé.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| cuadrículas complejas que se intersecan | Separadores modulares flotantes | Reduce el tiempo de preparación en un 40%12 |
| Alineaciones manuales precisas | Amortiguadores de holgura diseñados13 | Evita que el cartón se rompa |
| Ignorar la ergonomía del empleado | Soportes de inserción de arriba hacia abajo | Ahorra esfuerzo físico |
Me niego a aprobar estructuras internas complejas si un divisor modular más sencillo puede lograr la misma resistencia en la prueba de compresión de cajas (BCT). Un andamiaje optimizado garantiza que su exhibición llegue al pasillo intacta y a tiempo.
🛠️ Harvey's Desk: ¿La estructura interna de tu tienda está causando grandes retrasos en la entrega? 👉 Solicita tu auditoría de soporte ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo conectar la parte posterior al recorte de cartón para que se mantenga de pie?
Un panel trasero bonito no sirve de nada si no encaja en la base durante el paso final del montaje.
Para conectar la parte posterior a una figura de cartón y que se mantenga de pie de forma segura, debe alinear las pestañas de bloqueo macho con las ranuras receptoras compensadas matemáticamente. Teniendo en cuenta el grosor físico del cartón corrugado plegado, se garantiza un ajuste perfecto, evitando que el panel posterior se doble o se rompa.
Conseguir que una pantalla se mantenga en pie en un laboratorio es fácil, pero esta es la cruda realidad cuando se envían 500 de ellas y las pestañas se niegan a encajar en las ranuras de la planta de producción.
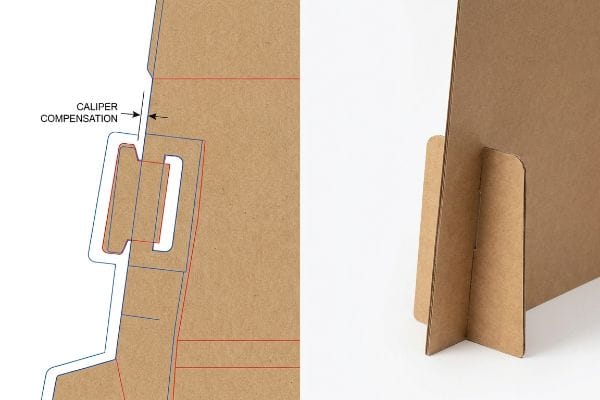
La fricción oculta de la compensación de la pinza de freno
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en sus archivos digitales con el mismo ancho que el panel correspondiente. Parten de la base de que si una pestaña mide exactamente 2 pulgadas (50,8 mm) de ancho en la pantalla, la ranura también debería medir exactamente 2 pulgadas (50,8 mm) de ancho para garantizar un ajuste perfecto.
En mis instalaciones, veo con frecuencia líneas de co-empaquetado completas paralizarse debido a este punto ciego específico. Cuando una plancha de cartón ondulado B de 0,12 pulgadas (3 mm) de espesorse pliega 90 grados, el material se estira y ocupa espacio físico; si la ranura de recepción no se ensancha para compensar ese radio exterior,la unión crea una enorme resistencia mecánica. Recientemente, tomé las lecturas del micrómetro de un expositor de mostrador , lo que demostró que no necesitábamos costosos clips de plástico, sino simplemente una tolerancia de ranura 2,8 mm más ancha para acomodar el pliegue. Al aplicar esta compensación de calibre exacta en la línea de troquelado, garantizo que el tiempo de ensamblaje se reduzca en 35 segundos por unidad, lo que ahorra a los clientes miles de dólares en costos de mano de obra innecesarios y evita que los paneles posteriores se curven agresivamente bajo tensión.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Sorteo de tragamonedas digitales 1:1 | Compensación del espesor del calibrador16 | Elimina la fricción de montaje |
| Forzar las pestañas de bloqueo ajustadas | Agregar espacio libre para el radio de plegado17 | Evita que el panel trasero se curve |
| Utilizando clips de soporte de plástico | Matemáticas corrugadas de ingeniería18 | Reduce el costo unitario de la lista de materiales |
Ajusto matemáticamente cada ranura de encaje en la matriz antes de que la tinta toque el papel. Considerar el calibre físico del cartón es la única manera de garantizar un ensamblaje sin fricción que se mantenga recto.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes negociar los precios más bajos para las materias primas, pero cuando esas pestañas de bloqueo digitalmente perfectas no encajan debido a una compensación de calibre ignorada, lo que ralentiza la línea de montaje en un 30% aproximadamente, todo tu margen de beneficio se esfuma por los elevados costes de mano de obra. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias de plegado estructurales y permíteme auditar personalmente tu geometría con mi Auditoría de Troquel Gratuita ↗ para detectar estos puntos de fricción invisibles antes de la producción en masa.
"Matrices de acero – Matriz Apple", https://appledie.com/products-steel-rule-dies/. Documentación estándar de la industria que verifica el tiempo de entrega típico para la fabricación de una matriz de madera física para cortar cartón. Función de evidencia: referencia técnica; tipo de fuente: informe de la industria manufacturera. Apoya: La afirmación de que la creación de matrices tradicionales lleva semanas. Nota de alcance: Los plazos de entrega pueden variar según la capacidad del proveedor. ↩
"Máquina de corte CNC para muestras de cajas de cartón y papel", https://yitaipacking.com/products/corrugated-cardboard-box-sample-cutting-machine/. Los estándares de la industria para la tecnología de corte digital confirman la capacidad de producir prototipos estructurales sin imprimir en un plazo de 24 horas. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria manufacturera. Apoya: velocidad del prototipado digital frente a las herramientas tradicionales. Nota de alcance: se aplica a muestras blancas sin imprimir. ↩
"[PDF] Especificaciones de cartón corrugado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Las normas técnicas de embalaje definen la clasificación de la prueba de aplastamiento de bordes (ECT) como una medida de la resistencia al apilamiento del cartón corrugado. Función de evidencia: especificación técnica; tipo de fuente: norma de materiales industriales. Apoya: el uso de grados específicos de cartón para la estabilidad estructural. Nota de alcance: norma para materiales corrugados norteamericanos. ↩
¿Qué es el troquelado en el embalaje? Una guía para cajas troqueladas, https://gentlever.com/die-cutting-in-packaging/. Comparación de los plazos de entrega entre la fabricación tradicional con troqueles de acero y el muestreo digital CNC para expositores de venta al por menor. Función de la evidencia: verificación cuantitativa; tipo de fuente: referencia del sector. Apoya: velocidad de entrada al mercado. Nota sobre el alcance: Los plazos de entrega pueden variar según el fabricante. ↩
"Diseño estructural en expositores temporales de cartón ondulado para puntos de venta – UD Direct", https://www.ud-direct.com/blog/the-importance-of-structural-design-in-temporary-corrugated-retail-displays. Documentación técnica sobre el tiempo de respuesta para prototipos estructurales físicos en la industria del embalaje y los expositores. Función de la evidencia: validación técnica; tipo de fuente: especificación de fabricación. Apoya: la viabilidad de un ciclo de prueba de 24 horas. Nota de alcance: Se aplica a prototipos de tamaño estándar. ↩
"Planificación de embalaje y logística para expositores minoristas – Frank Mayer", https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Los estándares de la industria del embalaje explican cómo la eliminación de adhesivos y el uso de envíos planos reducen los costos iniciales de producción y logística. Función de la evidencia: verificación técnica; tipo de fuente: informe técnico de la industria del embalaje. Apoya: la afirmación de que las láminas sin pegamento reducen los costos iniciales. Nota de alcance: excluye los costos laborales a largo plazo en el comercio minorista. ↩
"Pre-encolado (preensamblado) – Caja con fondo automático – Landaal Packaging", https://www.landaal.com/corrugated-packaging/corrugated-boxes/pre-glued-pre-assembled/. Validación técnica de cómo la construcción con fondo automático elimina el plegado manual y mejora la integridad estructural. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: Uso de fondos encolados de fábrica para simplificar el ensamblaje. Nota de alcance: Específico para el diseño de expositores de cartón corrugado. ↩
"Cajas con fondo autoblocante para productos más pesados | Embalaje personalizado", https://www.boxcoop.com/box-styles/auto-lock-bottom. Los estándares de la industria para el diseño de embalajes de cartón ondulado demuestran que los mecanismos de bloqueo preencolados reducen significativamente el tiempo de montaje en comparación con las láminas planas. Función de la evidencia: validación técnica; tipo de fuente: informe técnico de la industria. Apoya: velocidad de montaje. Nota de alcance: Específico para expositores de punto de venta minorista. ↩
"14 Tipos de Exhibidores para Comercio Minorista | Chicago, IL – Wertheimer Box", https://wertheimerbox.com/types-of-retail-displays/. Las especificaciones de ingeniería para cartón corrugado indican que los cierres estructurales integrados proporcionan suficiente integridad de carga sin necesidad de adhesivos externos. Función de evidencia: especificación técnica; tipo de fuente: guía de ingeniería. Apoya: viabilidad de la construcción sin cinta. Nota de alcance: Aplicable a exhibidores comerciales ligeros. ↩
"Embalaje de cartón ondulado con diseño innovador para una mayor durabilidad...", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Breve explicación de cómo las guías de ingeniería de embalaje describen la construcción de rejillas de cartón entrecruzadas para la distribución de la carga. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoyos: la descripción de los métodos de soporte tradicionales. Nota de alcance: limitado a expositores de cartón ondulado de alta resistencia. ↩
"Divisores de cajas troquelados frente a embalaje integrado", https://itbpackaging.com/packaging-optimization/die-cut-box-dividers-vs-integrated-packaging/. Un estudio del sector o un manual técnico sobre el montaje de expositores para puntos de venta verificaría el porcentaje de tiempo ahorrado al implementar divisores modulares en lugar de sistemas de rejilla rígidos. Función de la evidencia: validación cuantitativa; tipo de fuente: informe técnico del sector. Apoya: la afirmación de que los divisores modulares reducen el tiempo de preparación en un 40 %. Nota de alcance: se aplica a grandes expositores de cartón ondulado. ↩
"Separadores de cajas | Separadores de embalaje – Smurfit Westrock", https://www.smurfitwestrock.com/products/packaging/protective/box-partitions. Un estudio de caso técnico o un referente del sector que cuantifica el ahorro de tiempo logrado al utilizar separadores modulares en lugar de rejillas que se cruzan en expositores de venta al por menor. Función de la evidencia: verificación cuantitativa; tipo de fuente: informe del sector. Apoya: afirmación de eficiencia de montaje. Nota de alcance: se aplica a soportes internos de cartón corrugado. ↩
"Resistencia a la compresión de paquetes de cartón ondulado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Documentación de ingeniería de embalaje que explica cómo los amortiguadores de holgura reducen la fricción y la tensión mecánica en el cartón durante la instalación. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoyos: prevención de daños en el material. Nota de alcance: específico para soportes internos de cartón. ↩
"Cartón ondulado y grados de material – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Verificación de las dimensiones estándar de la industria para cartón ondulado de flauta B para confirmar las especificaciones de espesor físico. Función de la evidencia: verificación fáctica; tipo de fuente: hoja de especificaciones técnicas. Apoyos: la base de referencia del material para el cálculo de la compensación. Nota sobre el alcance: puede variar ligeramente según el fabricante. ↩
"Determinación analítica de la rigidez a la flexión de un cartón corrugado de cinco capas...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explicación técnica de cómo la tolerancia de flexión y el radio exterior del cartón corrugado requieren mayores tolerancias de ranura para evitar tensiones mecánicas. Función de la evidencia: principio técnico; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que el radio exterior afecta el ajuste y la resistencia. Nota de alcance: específico para pliegues de 90 grados. ↩
"[PDF] Pinza de freno BSAE de Cal Poly", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?filename=1&article=1899&context=mesp&type=additional. Directrices técnicas sobre el ajuste de las dimensiones de la ranura digital para tener en cuenta el espesor real del material y garantizar un montaje sin problemas. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la afirmación de que la compensación elimina la fricción del montaje. Nota de alcance: Se aplica específicamente a las tolerancias del cartón corrugado. ↩
"[PDF] PLIEGUES Y PLEGADOS – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Análisis de la compresión y expansión del material en los puntos de plegado en cartón de alta resistencia para prevenir la distorsión estructural. Función de la evidencia: principio mecánico; tipo de fuente: guía de diseño de embalaje. Apoyos: la prevención de la deformación del panel posterior durante el bloqueo. Nota de alcance: Se centra en la geometría física de los pliegues del cartón. ↩
"Embalaje de cartón ondulado vs. embalaje de cartón ondulado de plástico", https://brownpackaging.com/corrugated-vs-plastic-corrugated-packaging/. Comparación de los costes de la lista de materiales (BOM) entre soportes estructurales de cartón integrados y fijaciones externas de plástico. Función de la evidencia: análisis económico; tipo de fuente: informe técnico del sector. Apoyos: la reducción de costes unitarios mediante la optimización estructural. Nota de alcance: la comparación se basa en la producción minorista de alto volumen. ↩



