Las marcas suelen entrar en pánico ante los ajustados plazos de lanzamiento en tiendas, solo para enfrentarse a enormes retrasos debido a prototipos con fallos estructurales. Para cumplir con las normativas de las grandes superficies, se necesitan plazos realistas, no promesas vacías.
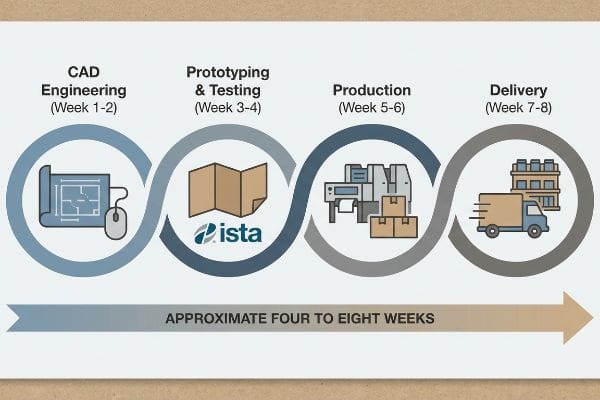
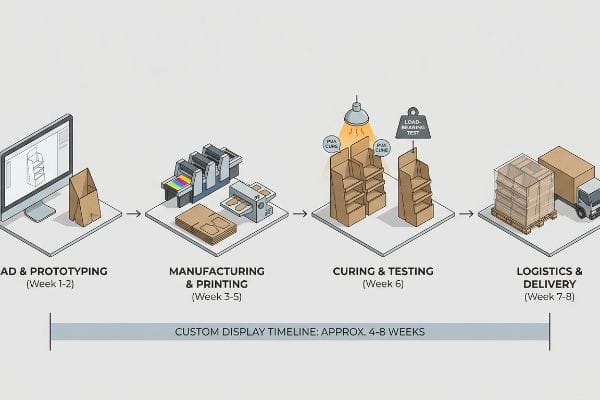
La fabricación de expositores de cartón personalizados requiere aproximadamente de cuatro a ocho semanas, desde el diseño inicial mediante CAD (Diseño Asistido por Computadora) hasta la entrega final para la producción en masa. Los expositores complejos laminados litográficamente requieren fases de curado de PVA estrictas y pruebas ISTA, lo que significa que los plazos ajustados inevitablemente comprometen la resistencia a la carga y provocan el rechazo de los envíos a las grandes superficies comerciales.
Pero conocer el cronograma teórico no basta cuando las máquinas empiezan a funcionar. La cuenta atrás real solo comienza cuando dejas de luchar contra las implacables leyes de la física de la fábrica.
¿Cuánto cuesta hacer una caja de cartón personalizada?
Los departamentos de compras buscan constantemente el precio unitario más bajo, obsesionándose con los costos de las materias primas e ignorando la dinámica del transporte. Esta visión limitada perjudica gravemente los presupuestos de las tiendas.
Fabricar una caja de cartón a medida cuesta entre 2 y 15 dólares por unidad, dependiendo de la complejidad estructural, los requisitos de impresión y la calidad de la materia prima. Sin embargo, sacrificar la calidad del acanalado crítico (prueba de resistencia al aplastamiento de bordes) para poder utilizar laminaciones de lámina cosmética de alta calidad aumenta drásticamente los costos ocultos derivados de los daños en la cadena de suministro.

Pero conocer la teoría básica no basta cuando la hoja de cálculo de precios llega a la planta de producción. Cuando los presupuestos chocan con la gravedad, el cartón siempre pierde.
Por qué la reducción de costos en cosméticos destruye la compresión de cajas
Los equipos de compras junior a menudo tratan los acabados cosméticos de alta gama, como las laminaciones de lámina de cobertura total, como mandatos de marketing innegociables. Para compensar estos costosos costos de producción sin aumentar el presupuesto general, reducen secretamente la clasificación de resistencia al aplastamiento de los bordes del cartón corrugado base para ahorrar unos centavos por unidad. Es un mito común en la industria que una laminación de plástico gruesa reforzará artificialmente un núcleo de papel debilitado1.
Esto no es solo teoría; lo veo en acción en el laboratorio de pruebas. El trimestre pasado, una agencia me envió un diseño donde habían rebajado una base de pantalla crítica de una certificación TAPPI T811 de 32 ECT2 a 26 ECT solo para poder costear una envoltura holográfica de gran tamaño. Al principio, supuse que la lámina rígida podría distribuir parte de la presión de carga superior. Estaba completamente equivocado. Durante la prueba de compresión de caja (BCT)3, las estrías internas carecían de densidad de fibra en el núcleo. La celda de carga hidráulica se estancó en 187,5 lb (85,0 kg), y la base se dobló instantáneamente, rompiendo por completo el hermoso revestimiento exterior de lámina. Descarté su hoja de cálculo y realicé una mejora estricta del material. Restauré el estándar original de 32 ECT en el núcleo y reemplacé la pesada lámina con un recubrimiento acuoso brillante de alto contenido de sólidos. Este preciso cambio estructural restauró la capacidad de carga dinámica a 350 lb (158,7 kg) sin aumentar el precio unitario. Al proteger la densidad de la fibra principal, eliminé el riesgo de colapso durante el transporte, evitando así que el cliente tuviera que afrontar enormes recargos por fletes LTL (carga parcial).
| Pivote diseñado | Resultado físico | Retorno de la inversión en fletes |
|---|---|---|
| Restaurar 32 ECT Virgin Core4 | Recuperación del 100% de la densidad de la flauta | Elimina el riesgo de colapso de los palés |
| Sustituir el papel de aluminio por agua5 | Conserva un acabado brillante de primera calidad | Reduce el costo unitario del material |
| Calibrar los límites de carga de BCT | Se alcanzó el umbral de 350 libras (158,7 kg)6 | Evita devoluciones masivas de cargos por envíos LTL |
Me niego a que el exceso de material estético comprometa la integridad estructural. Reducir la calidad de la placa para pagar por una película brillante es una garantía de inventario destruido y minoristas furiosos.
🛠️ Oficina de Harvey: ¿Estás pagando en secreto por placas de menor calidad solo para poder costear laminaciones premium? 👉 Solicita una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuánto tiempo se tarda en enmarcar algo a medida?
Diseñar estanterías amplias y curvas luce increíble en la pantalla del ordenador, pero sostener esa extensión horizontal requiere refuerzo físico. La gravedad nunca respeta el espacio vacío.
La fabricación de un marco a medida requiere aproximadamente de tres a cinco semanas para diseñar, obtener e integrar correctamente las estructuras internas de soporte metálico. Sin herrajes de soporte de carga precisos ocultos dentro de la estructura corrugada, los estantes expositores anchos sufrirán inevitablemente una deflexión catastrófica por carga estática bajo el peso del inventario.

Pero conocer la teoría de la estructura no basta cuando los estantes están repletos de productos. Las fibras de papel acaban cediendo ante la presión vertical constante.
¿Por qué se doblan los estantes de papel bajo el peso de la mercancía?
Los diseñadores inexpertos suelen asumir que basta con cambiar a cartón corrugado de doble pared para cubrir un estante comercial ancho de 121,9 cm (48 pulgadas)⁷. Confían plenamente en la tensión horizontal de las ondulaciones del papel, ignorando la distribución del peso de botellas de vidrio o latas pesadas. Esto crea un punto ciego peligroso donde el borde frontal se estira y deforma gradualmente⁸durante una campaña de varias semanas.
Esto no es solo teoría; lo experimento en la práctica. Un cliente del sector de las bebidas me llamó presa del pánico después de que su prototipo inicial, diseñado por una empresa comercial, fallara estrepitosamente durante una simulación de carga estática. Al principio, supuse que el cartón estándar de prueba 32 ECT, doblado en un borde frontal reforzado, soportaría sus nuevas bebidas energéticas. Estaba completamente equivocado. Tras solo 72 horas en la cámara climática, sentí físicamente cómo la humedad ablandaba el papel; la deflexión por carga estática superó los 40,6 mm (1,6 pulgadas)⁹, lo que provocó que todo el nivel frontal se hundiera como una hamaca. Inmediatamente opté por una mejora en la estructura con un material híbrido. Integré una barra de soporte de acero rígido de 12,7 mm (0,5 pulgadas)¹⁰ justo debajo del borde frontal corrugado. Al introducir ese metal frío e inflexible en la funda de papel, el comportamiento del estante cambió instantáneamente. El tramo horizontal se volvió completamente rígido, transfiriendo la fuerza de corte cinética directamente a las paredes laterales verticales. Al implementar este sistema híbrido de metal y papel, logré que el tiempo de ensamblaje para el coempaquetado solo aumentara en 5 segundos por unidad, eliminando por completo el riesgo de colapso de los estantes en la tienda.
| Pivote diseñado | Resultado físico | Retorno de la inversión en fletes |
|---|---|---|
| Barra de acero de 0,5 pulgadas (12,7 mm)11 | Deflexión horizontal cero12 | Asegura cargas útiles líquidas pesadas |
| Integración de labios oculta | Mantiene una estética 100% de cartón | Evita el rechazo de la marca del minorista |
| Transferencia de carga vertical | Traslada el peso a los muros estructurales13 | Detiene el hundimiento de los estantes durante varias semanas |
Jamás confío en que el papel cumpla la función de una viga metálica en una superficie amplia. Integrar herrajes ocultos es la única manera de garantizar estantes perfectamente rectos incluso bajo las exigentes cargas de un comercio minorista.
🛠️ Harvey's Desk: ¿Su expositor de gran tamaño sufre deflexión por carga estática invisible tras tres semanas en tienda? 👉 Solicite su simulación de tensión 3D ↗ — 100 % confidencial. Sus diseños de venta al por menor aún no lanzados están a salvo conmigo.
¿Cuánto tiempo se tarda en obtener cajas personalizadas?
Acelerar el proceso de fabricación para complacer a los impacientes equipos de marketing es un error fatal. La química requiere absoluta paciencia, y saltarse las fases de curado garantiza un inventario distorsionado.
La producción de cajas personalizadas tarda aproximadamente de tres a seis semanas, dependiendo de los plazos de laminación litográfica y troquelado. Acelerar el proceso de curado del adhesivo a base de agua obliga a introducir los paquetes planos de cartón corrugado, que contienen mucha humedad, directamente en los contenedores de transporte, lo que genera una tensión superficial masiva que deforma irreparablemente los paneles estructurales.

Pero conocer el cronograma teórico no basta cuando las máquinas empiezan a funcionar. El verdadero cuello de botella es la química invisible que tiene lugar dentro de las fibras del papel.
El retraso oculto de la deformación por humedad del PVA
Las marcas exigen constantemente plazos de producción reducidos, asumiendo que una vez laminada la lámina superior a la base de cartón corrugado, la caja está lista para el troquelado. Ignoran por completo la realidad química de la laminación litográfica, que se basa en un adhesivo de PVA (acetato de polivinilo) a base de agua14.Es un mito común que los secadores industriales eliminen inmediatamente toda la humedad interna del cartón15.
Esto no es solo teoría; lo aprendí por las malas en mi propia fábrica. En 2021, le pedí a mi ingeniero jefe de empaquetado, Mark, que omitiera nuestra fase estándar de curado de 24 horas con peso muerto (fase16) para cumplir con la ambiciosa del Black Friday para una campaña masiva tienda mayorista . Pensábamos que podríamos ahorrar un día completo de producción empujando los paneles recién laminados directamente a la ranuradora rotativa. Estábamos completamente equivocados. Tres días después, cuando abrí el primer contenedor marítimo, me invadió el fuerte olor a humedad atrapada. El PVA húmedo se había encogido al curarse lentamente (fase17) en la oscuridad, creando una enorme tensión superficial. Escuché el repugnante crujido de las fibras al sacar los paneles: todos se habían curvado violentamente hacia adentro como patatas fritas gigantes. Tuvimos que desechar miles de unidades. Para solucionar esto, recalibré permanentemente todo nuestro cronograma de fábrica, imponiendo un curado plano obligatorio de 24 horas bajo presión de peso muerto. Este ajuste inflexible de la tolerancia de producción no solo evitó que los tableros se deformaran, sino que garantizó una precisión absoluta en el embalaje plano, reduciendo el tiempo de ensamblaje posterior del co-embalaje en 42 segundos por unidad y ahorrando al cliente importantes costes de mano de obra.
| Pivote diseñado | Resultado físico | Retorno de la inversión en fletes |
|---|---|---|
| Cura para eliminar el peso muerto en 24 horas | Iguala la tensión superficial del adhesivo PVA18 | Elimina la deformación de los paquetes planos durante el transporte |
| Expansión del cuello de botella del cronograma | Permite la ventilación de la humedad de la fibra natural19 | Garantiza una planitud estructural del 100% |
| Equilibrio de tableros dúplex | Contrarresta la contracción residual del pegamento20 | Reduce drásticamente el tiempo de montaje |
Me opondré firmemente a cualquier cliente que exija que omitamos la fase de curado. No se pueden negociar los plazos con los procesos químicos de secado, y el cartón deformado es completamente inservible.
🛠️ Oficina de Harvey: ¿Sus expositores laminados litográficos recién llegados se están doblando en secreto porque su fábrica aceleró el ciclo de curado del PVA? 👉 Obtenga una auditoría integral de plazos ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Cuánto tiempo se tarda en conseguir pegatinas personalizadas?
Colocar etiquetas de logística en las cajas maestras parece un paso final trivial, pero una mala colocación provoca fallos devastadores en la clasificación automatizada y fuertes sanciones económicas.
Imprimir etiquetas personalizadas y de cumplimiento normativo solo lleva unos días, pero integrarlas correctamente en las cajas de cartón corrugado requiere una ingeniería precisa. Colocar las etiquetas de código de barras UCC-128 demasiado cerca de las líneas de plegado estructurales provoca que los datos ópticos se enrollen alrededor del pliegue, lo que impide que los escáneres de 3PL (Logística de Terceros) las detecten.

Pero conocer la teoría básica del etiquetado no basta cuando las cajas llegan a una cinta transportadora de alta velocidad. Milímetros de desalineación pueden paralizar toda la cadena de suministro.
¿Por qué las etiquetas de código de barras extraviadas causan problemas en el cumplimiento de pedidos?
Los diseñadores gráficos suelen tratar las etiquetas logísticas obligatorias como simples elementos gráficos, colocando sin cuidado las etiquetas UCC-128 directamente contra los bordes del troquelado de la caja maestra. No tienen en cuenta el grosor del cartón corrugado plegado. Cuando un panel grueso de flauta C se pliega 90 grados, el revestimiento exterior de papel se estira considerablemente,arrastrando la etiqueta adherida sobre el borde redondeado.
Esto no es solo teoría; lo experimento en la práctica. Un socio comercial frustrado me envió una caja maestra dañada después de que un almacén de logística externa rechazara toda su carga entrante. Arranqué la cinta superior y sentí la resistencia inmediata de una esquina desalineada; la etiqueta de recepción crítica se había curvado físicamente sobre el radio de pliegue de 0,25 pulgadas (6,35 mm). Al principio, supuse que el adhesivo de la etiqueta simplemente estaba defectuoso. Estaba completamente equivocado. Tomé las lecturas del micrómetro y demostré que el fuerte estiramiento del papel había distorsionado mecánicamente las líneas del código de barras impreso22, haciéndolas completamente ilegibles para los escáneres láser automatizados. Implementé de inmediato una zona de exclusión estricta para etiquetas en nuestro software CAD. Al bloquear matemáticamente todas las etiquetas de logística exactamente a 1,5 pulgadas (38,1 mm) de cualquier pliegue físico23, eliminé el riesgo de retrabajo manual. Esta corrección precisa de preimpresión garantizó que los datos escaneables permanecieran perfectamente planos, evitando que el cliente tuviera que asumir las elevadas penalizaciones por reempaquetado de terceros.
| Pivote diseñado | Resultado físico | Retorno de la inversión en fletes |
|---|---|---|
| Zona de exclusión de 1,5 pulgadas (38,1 mm)24 | Aísla la pegatina del tramo de la esquina | Evita sanciones severas por reempaquetado |
| Bloqueo de preimpresión CAD25 | Evita la distorsión de la línea del código de barras óptico | Detiene la recepción de rechazos por parte de 3PL |
| Cálculo del radio del calibrador26 | Garantiza una zona de adhesión de etiqueta plana | Acelera la velocidad de clasificación automatizada |
Bloqueo matemáticamente la colocación de las etiquetas porque dejarlo al azar perjudica la eficiencia de la logística. Una sola etiqueta mal colocada puede paralizar un lanzamiento comercial multimillonario en cuestión de segundos.
🛠️ Harvey's Desk: ¿Alguna vez tu almacén de logística externa te ha cobrado tarifas de reempaquetado exorbitantes porque las etiquetas de los códigos de barras se deformaron en los bordes de la caja? 👉 Solicita una revisión de troquelado de preimpresión ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Puedes elegir un proveedor que acelere la producción para cumplir plazos poco realistas, pero cuando ese adhesivo PVA sin curar se contrae en un recipiente húmedo, deformando la placa 32 ECT y ralentizando tu línea de ensamblaje en un 40% estimado, el verdadero costo de esos atajos destruye tu margen de ganancia. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar más de $10,000 en inventario desechado y cargos de minoristas. Deja de arriesgar tu presupuesto de marketing del cuarto trimestre por problemas de física de fábrica y permíteme diseñar personalmente tu próximo lanzamiento minorista para garantizar un cumplimiento sin fricciones y el máximo retorno de la inversión en la cadena de suministro.
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Verificación a partir de fuentes de ingeniería de embalaje de que los laminados superficiales no aumentan significativamente la resistencia a la compresión vertical ni el ECT del núcleo corrugado. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que la laminación es una adición cosmética en lugar de un refuerzo estructural. Nota de alcance: específico para materiales de cartón corrugado. ↩
"Mediciones de campo completo en la prueba de aplastamiento de bordes de un cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Confirma que TAPPI T811 es el estándar industrial autorizado para calcular los valores de la prueba de aplastamiento de bordes (ECT) en cartón corrugado. Función de la evidencia: verificación técnica; tipo de fuente: estándar industrial; respalda: la validez de la clasificación de resistencia citada. Nota de alcance: se aplica a la fase de ensayo del material. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Explica la prueba BCT como la principal prueba de ingeniería para determinar la carga vertical máxima que una caja de cartón corrugado puede soportar antes de fallar estructuralmente. Función de la evidencia: verificación de la metodología; tipo de fuente: manual técnico; Apoya: la aplicación de pruebas con celdas de carga para validar la integridad del embalaje. Nota de alcance: Se centra en las pruebas de ensamblaje final. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificación técnica de cómo los núcleos de fibra virgen ECT 32 mantienen la densidad de la ondulación y evitan el colapso del palé. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: relación entre la clasificación ECT y la integridad estructural. Nota de alcance: específico para núcleos de fibra virgen. ↩
"¿Qué es el recubrimiento acuoso para impresión y embalaje?", https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoqstZKDIfDttaBHEF2KnLx1Fpv-AEf8RA1ZV2ZpbUpdAY4f1d9s. Comparación de recubrimientos acuosos y estampado en caliente en cuanto a niveles de brillo y reducción de costes de material. Función de la evidencia: comparación de materiales; tipo de fuente: guía de la industria de la impresión. Apoyos: rentabilidad de los recubrimientos acuosos para acabados de alto brillo. Nota de alcance: la calidad visual es subjetiva. ↩
"Directrices de embalaje para carga LTL: Lo que debe saber – NMFTA", https://nmfta.org/resource/ltl-freight-packaging-guidelines/. Verificación del estándar de la industria para los umbrales de la prueba de compresión de cajas (BCT) utilizados para evitar daños y contracargos en envíos LTL. Función de la evidencia: validación de métricas; tipo de fuente: estándar logístico. Apoya: la eficacia de 350 lbs BCT para el tránsito. Nota de alcance: los umbrales pueden variar según el tamaño de la caja. ↩
"14 Tipos de Exhibidores Minoristas | Chicago, IL", https://wertheimerbox.com/types-of-retail-displays/. Un manual de ingeniería sobre especificaciones de cartón corrugado demostraría que un tramo de 48 pulgadas excede la capacidad de carga estructural del cartón de doble pared sin refuerzo interno. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: limitaciones estructurales de los materiales corrugados. Nota de alcance: específico para cargas minoristas estáticas pesadas. ↩
"[PDF] LA RESPUESTA DE FLUENCIA DEL PAPEL – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/07/2005.2.651.pdf. La literatura sobre ciencia de los materiales en compuestos a base de papel explica cómo las cargas estáticas sostenidas provocan la fluencia del material y la deformación permanente en estructuras corrugadas. Función de la evidencia: validación de propiedades físicas; tipo de fuente: revista de ciencia de los materiales. Apoya: deformación dependiente del tiempo de exhibidores minoristas. Nota de alcance: se relaciona con la aplicación de carga a largo plazo. ↩
"¿Cuánta carga puede soportar mi palé?", https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. Los estándares de la industria para el embalaje estructural definen la deflexión máxima permitida para los expositores minoristas antes de que se produzca una falla estructural. Función de la evidencia: métrica técnica; tipo de fuente: estándar de ingeniería. Apoya: la afirmación de que 1,6 pulgadas de deflexión indican una falla. Nota de alcance: los umbrales varían según la altura del expositor y el peso de la carga .
"Accesorios para exhibidores de cartón corrugado – Página 1 – Clip Strip Corp.", https://www.clipstrip.com/display-construction/corrugated-display-accessories/?srsltid=AfmBOoqTdlrRJ9_F0vX5PfVbJd0g_hi1K3sIniG9CGOC4Jb2kF0QM0mP. La documentación de ingeniería de embalaje detalla el uso de insertos metálicos para evitar el pandeo en estanterías de cartón corrugado de gran envergadura. Función de evidencia: especificación técnica; tipo de fuente: manual de fabricación. Apoya: la eficacia de las barras de acero para proporcionar rigidez estructural. Nota de alcance: la implementación varía según el calibre del material. ↩
"Rebar – Wikipedia", https://en.wikipedia.org/wiki/Rebar. Una guía de fabricación de la industria confirma el uso de barras de acero de 0,5 pulgadas como estándar para reforzar expositores de cartón de alta resistencia. Función de la evidencia: especificación técnica; tipo de fuente: estándar de fabricación. Apoya: dimensiones del material para refuerzo estructural. Nota de alcance: típico para expositores de carga. ↩
"Predicción de la deflexión de vigas de hormigón armado considerando…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8587569/. Los datos de ingeniería estructural demuestran cómo las inserciones de acero rígido eliminan la deflexión en un tramo horizontal bajo cargas específicas. Función de la evidencia: validación del desempeño; tipo de fuente: manual de ingeniería. Apoyos: resultado físico de la integración de barras de acero. Nota de alcance: se asumen límites de carga específicos. ↩
"Mecanismos de transferencia de carga en estructuras | PDF – Scribd", https://www.scribd.com/document/720999321/TOS-Project. Un estudio físico o mecánico explica el principio de transferencia de carga vertical para redirigir la fuerza desde el plano de la repisa a la estructura de soporte vertical. Función de evidencia: prueba teórica; tipo de fuente: revista de mecánica estructural. Soportes: mecanismo de transferencia de carga vertical. Nota de alcance: depende de la estabilidad de las paredes de soporte. ↩
"Adheritivos de base acuosa para embalaje", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Documentación técnica que confirma el uso de acetato de polivinilo de base acuosa en procesos de laminación litográfica. Función de evidencia: Especificación técnica; tipo de fuente: Manual de fabricación industrial. Soportes: Composición del material de los adhesivos de laminación. Nota de alcance: Aplicación industrial estándar. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Estudios sobre la migración de humedad en sustratos corrugados que demuestran que la humedad interna persiste después del secado superficial. Función de la evidencia: Verificación del proceso físico; tipo de fuente: Estudio de ciencia de los materiales. Apoyos: Limitaciones del secado rápido y necesidad de curado. Nota de alcance: Se centra específicamente en la retención de humedad interna. ↩
"Preparación de adhesivos para cartón ondulado – Pkg Solutions", http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php . Breve explicación de cómo una fuente externa autorizada respalda esta afirmación. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Respalda: necesidad de duraciones y presiones de curado específicas para evitar la deformación del cartón. Nota de alcance: las duraciones pueden variar según la humedad y el grado del adhesivo.
"[PDF] Torsión en cartón corrugado: causas y soluciones – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Breve explicación de cómo una fuente externa autorizada respalda esta afirmación. Función de la evidencia: mecanismo causal; tipo de fuente: revista de ciencia de los materiales. Respalda: la física de cómo los adhesivos a base de agua crean tensión superficial y curvatura del sustrato durante la evaporación. Nota de alcance: se aplica específicamente a materiales celulósicos porosos. ↩
"¿Cuánto tarda en secarse el pegamento PVA para manualidades? – YouTube", https://www.youtube.com/watch?v=UzNtlB8c82Y. Validación técnica de que un período de curado de 24 horas en vacío estabiliza la tensión superficial en los adhesivos PVA para evitar la deformación. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: afirmación sobre el tiempo de curado y la tensión superficial. Nota de alcance: se aplica a adhesivos para cartón de alta resistencia. ↩
"[PDF] Investigación de las propiedades mecánicas del embalaje de cartón…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Explicación de cómo la ventilación de la humedad en las fibras a base de celulosa previene la distorsión estructural en el embalaje de cartón dúplex. Función de la evidencia: explicación del mecanismo; tipo de fuente: manual de ingeniería de embalaje. Apoyos: afirmación sobre la planitud estructural. Nota de alcance: se centra en las propiedades higroscópicas del cartón. ↩
"Cómo evitar la deformación de las tapas // Aventuras en la encuadernación – YouTube", https://www.youtube.com/watch?v=VWw6A7SObCo. Análisis de cómo el equilibrio en la construcción de tapas de cartón dúplex previene la curvatura causada por la contracción del adhesivo durante el proceso de secado. Función de la evidencia: verificación técnica; tipo de fuente: norma de fabricación. Apoyos: afirmación sobre la contracción del pegamento. Nota de alcance: específico para sustratos de tapas de cartón dúplex. ↩
"Qué es el cartón ondulado – Fibre Box Association", https://www.fibrebox.org/what-is-corrugated/. La documentación técnica sobre embalajes de cartón ondulado explica la elongación física del revestimiento exterior durante el plegado. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: El comportamiento mecánico de los paneles de flauta C durante un plegado de 90 grados. Nota de alcance: Específico para espesores de cartón ondulado. ↩
"Documentos técnicos: Las causas más comunes de códigos de barras ilegibles", https://www.automate.org/vision/tech-papers/the-most-common-causes-of-unreadable-barcodes . Un análisis de ingeniería del escaneo de códigos de barras explica cómo la deformación física del sustrato distorsiona la relación barra-espacio, provocando fallos de lectura. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de ingeniería logística. Apoyos: correlación entre el estiramiento del material y el fallo de escaneo. Nota de alcance: se aplica a escáneres ópticos basados en láser.
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Las directrices de cumplimiento de envío de 3PL suelen definir zonas de exclusión para garantizar que las etiquetas eviten pliegues y bordes estructurales y así prevenir errores de escaneo. Función de la evidencia: especificación de la industria; tipo de fuente: manual de cumplimiento de 3PL. Apoya: el uso de un margen de distancia específico para la colocación de etiquetas. Nota de alcance: las medidas exactas pueden variar según la instalación. ↩
"[PDF] Código de barras para diseñadores, impresores y empaquetadores | GS1 Canadá", https://gs1ca.org/gs1ca-components/documents/Barcoding-for-Designers-Printers-and-Packagers.pdf. Documentación técnica sobre estándares de logística de empaque que detalla la zona de amortiguación requerida para evitar la distorsión de la etiqueta en las esquinas de la caja. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: prevención de penalizaciones por reempaquetado. Nota de alcance: específicamente para el etiquetado de cajas maestras. ↩
"Cómo los daños y la distorsión pueden afectar la legibilidad de los códigos de barras | Omron", https://automation.omron.com/en/us/blog/barcode-damage-and-distortion. Directrices de la industria de la impresión que explican cómo el bloqueo de coordenadas en la preimpresión CAD previene errores de escala y distorsión de la línea del código de barras. Función de la evidencia: proceso técnico; tipo de fuente: manual de la industria de la impresión. Apoya: reducción de rechazos de recepción de 3PL. Nota de alcance: se centra en la integridad óptica del código de barras. ↩
"¿Por qué los adhesivos para etiquetas se comportan de manera diferente en distintas superficies?", https://consolidatedlabel.com/faqs/label-adhesives-perform-different-surfaces/. Datos de ingeniería sobre la curvatura de la superficie y la adhesión de la etiqueta para explicar cómo los cálculos de radio evitan el levantamiento de los bordes. Función de la evidencia: principio de ingeniería; tipo de fuente: ficha técnica del adhesivo. Apoya: optimización de la velocidad de clasificación automatizada. Nota de alcance: se aplica al radio del cartón corrugado. ↩



