Cortar cartón ondulado requiere mucho más que cuchillas afiladas. El proceso exige un ecosistema preciso de herramientas diseñadas para proteger por completo la integridad de su marca.
Los troqueles incluyen herramientas de corte, hendido y perforación que se utilizan para dar forma a los expositores de cartón corrugado. Estos instrumentos mecánicos determinan la integridad estructural y la precisión del plegado. Seleccionar la configuración correcta evita que el material se rompa, lo que garantiza que su embalaje resista sin problemas las complejas líneas de montaje y los entornos de venta minorista de alto tránsito en todo el mundo.

Antes de que finalices tu próxima campaña de venta minorista, permíteme mostrarte exactamente cómo estas herramientas invisibles determinan tu éxito operativo.
¿Cuantos tipos de matrices existen?
Comprender las opciones de herramientas disponibles marca la diferencia entre una exhibición impecable y un montón de cartón desperdiciado en el área de empaque.
En el embalaje se utilizan diversos tipos de troqueles, principalmente cortes completos, pliegues parciales y perforaciones. La maquinaria automatizada requiere comandos de herramientas específicos para diferenciar entre cortar cartón en bruto y doblarlo suavemente. La correcta aplicación de estas formas especializadas garantiza una transición perfecta de láminas planas a elementos de marketing funcionales.
La gran cantidad de herramientas de corte disponibles no sirve de nada si los archivos de diseño no están en el lenguaje adecuado.
La trampa oculta del CNC en las aplicaciones de troquelado
La mayoría de los equipos de marca asumen que simplemente dibujar un contorno negro en un archivo de Illustrator es suficiente para indicarle a la fábrica dónde cortar. Tratan la plantilla estructural como un gráfico visual estándar, ignorando cómo los equipos de conversión automatizados interpretan realmente los datos1.
Veo este error constantemente cuando los diseñadores principiantes envían plantillas planas usando tinta CMYK estándar (cian, magenta, amarillo, negro) para cada pliegue y corte. Cuando esos archivos llegan al software RIP, la máquina fusiona las trayectorias de corte en el diseño,dejando al operador con una caja perfectamente impresa con contornos negros visibles pero sin cortes reales. Todavía recuerdo la sensación polvorienta del troquelado en el aire mientras veía un lote completo de muestras salir de la mesa CNC (Control Numérico por Computadora) completamente plano porque el software no podía distinguir el tipo de cuchilla del gráfico.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
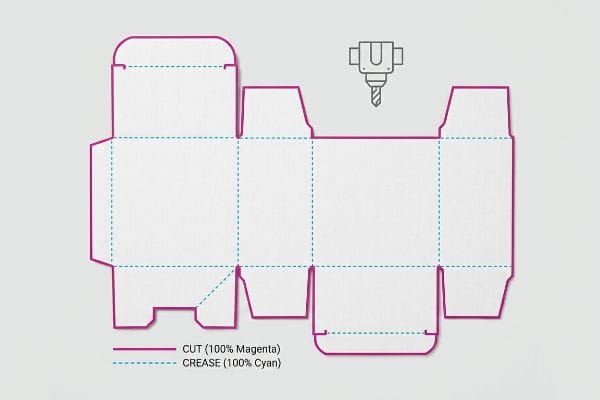
| Utilizar el color negro para todas las líneas | Asigne un color magenta directo del 100% para los cortes3 | Evita costosos retrasos en la reimpresión |
| Difuminar pliegues y cortes | Utilice tinta cian al 100% para los pliegues4 | Garantiza pliegues exactos de 90 grados |
| Ignorar las reglas del software de la máquina | Previa al vuelo con colores de puntos estructurales5 | Ahorra 20 minutos en el montaje |
Todos los días, convierto estos trazos negros genéricos en colores planos mecánicos. Dedicar treinta segundos a mapear correctamente los vectores digitales elimina por completo la necesidad de retoques manuales y garantiza un cronograma impecable.
🛠️ Escritorio de Harvey: ¿No estás seguro de si las capas de tu diseño anularán accidentalmente las cuchillas de corte? 👉 Envíame tu archivo de troquelado plano ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cuáles son los 4 tipos de muerte?
En la fabricación, un fallo estructural no es solo un inconveniente; destruye por completo el retorno de la inversión de la campaña. Clasificamos estos errores fatales en distintos tipos de fallos.
Los cuatro tipos de fallos en el embalaje de cartón ondulado se refieren a fallas estructurales: deformación de las ranuras, agrietamiento por litografía, aplastamiento del voladizo del palé y deformación por humedad. Estos defectos fatales se producen cuando los diseñadores ignoran el calibre físico del cartón doblado, lo que provoca un colapso total por carga dinámica en el suelo de la tienda bajo mercancía pesada.

De entre todos estos modos de fallo, ignorar el grosor del material durante la fase de troquelado es la forma más rápida de arruinar un proyecto.
Compensación de la pinza de freno y la muerte del ensamblaje
Los diseñadores gráficos suelen dibujar pestañas entrelazadas con el mismo ancho que la ranura correspondiente, asumiendo que la geometría del papel plano se aplica al mundo físico. No tienen en cuenta el grosor real del cartón corrugado6 una vez que se pliega en un ángulo de noventa grados.
Cuando un cartón grueso se pliega, consume material y requiere una ranura de recepción más ancha(7) para acomodar el radio exterior. Hace poco vi a un dependiente frustrado, sudando, intentando forzar una pestaña de cabecera compleja durante quince minutos porque la ranura de la matriz era ligeramente demasiado estrecha. La rigidez del cartón kraft virgen acabó provocando que todo el panel se deformara, obligándolos a recurrir a una cinta adhesiva transparente poco estética que arruinó por completo la imagen de marca de alta gama.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Anchos de lengüeta y ranura 1:1 | Añadir margen de curvatura a las ranuras de la matriz8 | Permite un bloqueo sin fricción |
| Ignorando el espesor de las estrías | Compensación paramétrica para flauta en Si9 | Detiene la reverencia de la exhibición |
| Basándose en geometría plana 2D | Pruebas de tolerancia 3D de ArtiosCAD10 | Elimina el uso de cinta adhesiva antiestética |
Me niego rotundamente a utilizar plantillas planas sin ajustar matemáticamente las ranuras de recepción según el grosor del cartón. Incluir ese pequeño margen de curvatura en el archivo digital garantiza que el coempaquetador experimente un ensamblaje sin fricción ni roturas, protegiendo así el valor de su marca.
🛠️ Escritorio de Harvey: ¿Están sus ranuras estructurales ajustadas matemáticamente para soportar un pliegue de 90 grados sin romperse? 👉 Solicite una verificación de tolerancia estructural ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Cuales son las diferentes formas de matriz?
La forma física de la cuchilla incrustada en la tabla de madera cambia radicalmente la manera en que el embalaje final interactúa con las manos humanas.
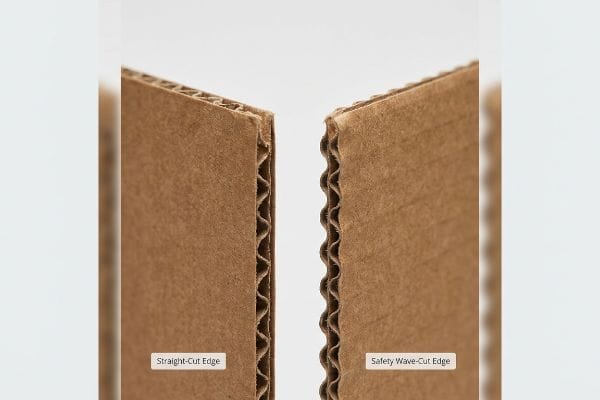
Los distintos tipos de cuchillas de troquelado incluyen cortes rectos, cortes ondulados y bordes de seguridad especializados. Si bien las cuchillas rectas estándar cortan eficazmente el cartón corrugado grueso, los perfiles ondulados alternativos crean un borde dentado microscópico que previene activamente cortes graves en el papel cuando los operarios de las tiendas ensamblan los paquetes planos de gran volumen.
Saber qué perfil de cuchilla seleccionar garantiza que sus usuarios finales estén protegidos de peligros ocultos y dolorosos.
La ventaja de Safety Edge en el comercio minorista de alta velocidad
Los equipos de compras suelen optar por la troqueladora de acero recta estándar más barata al realizar pedidos de producción masiva. Rara vez consideran el impacto psicológico que tendrán esos bordes de cartón recién cortados y afiladoscomo navajas en el personal encargado de ensamblar cientos de unidades por turno.
Piensa en un borde recto de papel como en un cuchillo de chef recién afilado; puede parecer limpio, pero es extremadamente peligroso durante movimientos rápidos. Aprendí esta lección pronto cuando todo un equipo de merchandising se quejó de cortarse los dedos al doblar rápidamente bandejas de exhibición. El fuerte pinchazo de un corte profundo en el papel ralentiza la línea de montaje aproximadamente un veinte por ciento¹²,lo que me llevó a cambiar inmediatamente la herramienta a un corte ondulado de seguridad¹³.de
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| cuchillas rectas estándar para troqueles | Especificación de perfiles de seguridad de corte de onda14 | Previene cortes de papel graves |
| Ignorar la ergonomía del montaje | Integración de chips con esquinas redondeadas15 | Aumenta la velocidad de desempaquetado |
| En busca de las herramientas más baratas | Invertir en troqueles de seguridad personalizados | Reduce las quejas de los minoristas |
Creo firmemente que castigar a los empleados de las tiendas que construyen físicamente la marca es un pésimo negocio. Mejorar el perfil del troquel con un borde de seguridad supone un coste mínimo, pero genera una enorme buena voluntad y mejora la eficiencia en la planta de producción.
🛠️ Harvey's Desk: ¿Has comprobado si tus expositores actuales están causando lesiones a los empleados que intentan reponerlos sin que lo sepan? 👉 Obtén una evaluación de seguridad ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuál es el tipo de matriz más común?
En toda la industria de la conversión, la troqueladora plana de acero tradicional sigue siendo el método principal para estampar grandes cantidades de expositores de cartón ondulado.
El tipo de troquel más común es el troquel plano de acero. Esta placa de madera, fabricada a medida, alberga cuchillas metálicas dobladas con precisión y reglas de plegado. Golpea las láminas corrugadas con una presión inmensa, lo que garantiza un conformado estructural rápido, repetible y rentable para campañas masivas de comercialización minorista a nivel mundial.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y una fuerte presión incide sobre las delicadas superficies impresas.
Por qué los troqueles de acero estándar provocan microfricción a gran escala
Los clientes suelen asumir que al presionar una matriz de acero estándar sobre un cartón corrugado se obtiene automáticamente un pliegue perfecto e impecable de noventa grados. Confían en la mecánica básica de la prensa troqueladora, sin ser conscientes de la fuerte resistencia física que las fibras kraft vírgenes ejercen contra la regla de plegado metálica16.
Esto no es solo teoría: lo veo suceder en la sala de pruebas cuando el metal a alta presión golpea el sustrato. En mis instalaciones, observo con frecuencia cómo las reglas de acero estándar doblan las estrías internas y agrietan violentamente la hoja superior impresa, exponiendo fibras marrones crudas a lo largo de las bisagras. Cuando mido la resistencia en 32 placas ECT (Edge Crush Test), a menudo encuentro una deflexión de 0,11 pulgadas (2,79 mm) que causa agrietamiento litográfico completo17 durante el impacto. Obtuve las lecturas del micrómetro y demostré que no necesitaba cambiar el papel premium; solo necesitaba implementar un canal de matriz de plegado de polímero hembra específico en la placa de corte18.Al controlar el estiramiento de la fibra con este canal de yunque de 2,4 mm, eliminé por completo el agrietamiento, asegurando que el tiempo de ensamblaje de coempaquetado se reduzca en cuarenta segundos por unidad y protegiendo el valor visual de la marca.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Plegado estándar sin amortiguación | Utilizando una matriz de pliegues femenina19 | Elimina los antiestéticos pliegues agrietados |
| Sobrepresurizar la matriz | Ajuste del calibre de impacto de la matriz20 | Mantiene la estructura rígida |
| Cambio de calificaciones de los papeles | Instalación de canales de yunque de polímero21 | Reduce drásticamente el tiempo de montaje |
Nunca imprimo expositores de alta fidelidad sin una matriz de plegado con un perfil muy marcado en la base de impresión. Controlar la tensión física de las fibras se traduce directamente en una presentación impecable en el punto de venta y evita la pesadilla de desechar manualmente las unidades rotas.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor que ignore el grosor del material durante el proceso de fabricación, pero si esas ranuras tan ajustadas provocan un pandeo severo en la base que desencadena el rechazo inmediato del minorista, tu margen de beneficio se verá completamente anulado. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias del cartón y permíteme revisar personalmente tus archivos con mi Auditoría gratuita de preimpresión de troqueles ↗ para detectar puntos de fricción física ocultos antes de que las cuchillas metálicas se caigan.
"IA en máquinas troqueladoras: transformaciones esperadas – SBL", https://sblmachinery.com/ai-in-die-cutting-machines-expected-transformations/. [Los manuales técnicos para maquinaria de conversión CNC detallarían la traducción específica de trayectorias vectoriales a código legible por máquina para corte y hendido]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de ingeniería. Apoya: La afirmación de que la maquinaria requiere una interpretación de datos específica más allá de la representación visual. Nota de alcance: Limitado a convertidores de embalaje automatizados. ↩
"Dominando el arte vectorial para serigrafía – YouTube", https://www.youtube.com/watch?v=IwH6MeS7YRs. [La documentación técnica del software RIP detallaría el requisito de colores directos o capas dedicadas para evitar que las trayectorias de corte se representen como tinta de impresión CMYK]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de software. Soportes: Fallo mecánico de los plotters CNC cuando las trayectorias no están aisladas del diseño. Nota de alcance: Se aplica a sistemas CNC controlados por RIP]. ↩
"Configuración de color para impresión: Proceso de 4 colores, gama extendida y colores directos…", https://inovarpackaging.com/color-setup-for-print-4-color-process-extended-gamut-spot-colors-explained/. [Un manual autorizado de preimpresión o impresión confirma el uso de colores directos magenta al 100% para indicar las líneas de corte en las plantillas de troquelado]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Soporte: asignación de color adecuada para el corte. Nota de alcance: específico para ciertos estándares de software/flujo de trabajo. ↩
"Comprendiendo los colores directos y el color de proceso: una guía completa", https://www.ukpackpackaging.com/company-news/understanding-spot-colors-a-complete-guide/. [Las directrices técnicas para el diseño de envases especifican el cian al 100 % como estándar común para indicar pliegues o líneas de doblez]. Función de la evidencia: especificación técnica; tipo de fuente: manual de diseño. Apoya: asignación de color adecuada para pliegues. Nota de alcance: específico de ciertos estándares de software/flujo de trabajo. ↩
"Preimpresión 101: Colores directos y cómo se pueden usar", https://www.americancarton.com/prepress-101-spot-colors-and-how-they-can-be-used. [La documentación del software de preimpresión explica cómo el uso de colores directos estructurales específicos previene errores durante la transferencia a la maquinaria de troquelado]. Función de la evidencia: validación del proceso; tipo de fuente: documentación del software. Apoya: eficiencia de la preimpresión estructural. Nota de alcance: depende del software de preimpresión específico utilizado. ↩
"Cómo el calibre del cartón afecta el rendimiento y el costo de las cajas plegables", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Un manual técnico de embalaje o una norma industrial para materiales de cartón ondulado define el calibre del material y su impacto en la geometría del plegado]. Función de la evidencia: especificación técnica; tipo de fuente: manual industrial. Apoya: el requisito de margen de plegado en el diseño estructural. Nota de alcance: se aplica específicamente al cartón ondulado acanalado. ↩
"[PDF] PLIEGUE Y PLEGADO – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Las normas de ingeniería de embalaje explican cómo el grosor del material afecta al radio de curvatura, lo que requiere mayores dimensiones de la ranura para evitar atascos durante el montaje]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de compensación de calibre en el diseño de la ranura. Nota de alcance: específico para el grosor del cartón corrugado. ↩
"Construcciones de cartón: Cálculo de la tolerancia de doblado 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [Los manuales de ingeniería para el diseño de embalajes explican cómo la tolerancia de doblado tiene en cuenta la deformación del material para garantizar un ajuste preciso]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de la tolerancia de doblado para los mecanismos de bloqueo. Nota de alcance: se aplica específicamente a materiales de cartón corrugado plegables. ↩
"Determinación analítica de la rigidez a la flexión de un material de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Las normas técnicas para soportes acanalados detallan cómo tener en cuenta el espesor específico de la flauta B previene la deformación estructural]. Función de la evidencia: propiedad del material; tipo de fuente: norma de fabricación. Apoya: la prevención de la curvatura de la pantalla mediante diseño paramétrico. Nota de alcance: limitado a cartón corrugado de flauta B. ↩
"Software de diseño de paquetes (estructura) – Foros de discusión de Core77", https://boards.core77.com/t/package-design-software-structure/17140. [La documentación del software ArtiosCAD detalla cómo la simulación 3D identifica problemas de interferencia y tolerancia para optimizar el ensamblaje estructural]. Función de la evidencia: capacidad del software; tipo de fuente: documentación técnica. Soporte: eliminación de adhesivos secundarios mediante pruebas virtuales. Nota de alcance: específico del software Esko ArtiosCAD. ↩
"[PDF] Manipulación y almacenamiento de materiales – OSHA", https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf. [Una fuente autorizada sobre salud y seguridad ocupacional o ingeniería de empaque documentaría la incidencia de laceraciones asociadas con los bordes de cartón de corte recto estándar en entornos de ensamblaje]. Función de la evidencia: verificación de hechos; tipo de fuente: informe de seguridad ocupacional. Apoya: La afirmación de que los troqueles estándar crean bordes peligrosos para los trabajadores. Nota de alcance: Se centra en el ensamblaje manual de alto volumen. ↩
"Pérdidas de productividad por lesiones no mortales en EE. UU. – PubMed", https://pubmed.ncbi.nlm.nih.gov/40812486/. [Estudio de ergonomía industrial o informe de seguridad laboral que cuantifica el impacto de las laceraciones menores repetitivas en la eficiencia y el rendimiento de los trabajadores. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio académico. Apoya: La métrica específica de pérdida de productividad. Nota de alcance: Los porcentajes pueden variar según la velocidad y el volumen de ensamblaje.] ↩
"[PDF] Selección de la regla correcta para diferentes sustratos", https://steelrule.com/wp-content/uploads/2022/02/Selecting-the-Correct-Rule-for-Different-Substrates.pdf. [Documentación técnica de un fabricante de troqueles que detalla cómo un perfil de corte ondulado crea un borde no lineal para mitigar el riesgo de cortes profundos en el papel. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: El mecanismo físico del borde de seguridad. Nota de alcance: Se aplica específicamente a materiales de cartón y cartón corrugado.] ↩
"Productos: Regla de corte – Ondulada – National Steel Rule es líder en…", https://steelrule.com/product-cutting-rule-wave/. Un manual de seguridad industrial sobre herramientas de troquelado explica cómo los bordes de corte ondulado distribuyen la presión para prevenir laceraciones profundas en la piel en comparación con las cuchillas rectas. Función de evidencia: verificación técnica; tipo de fuente: guía de seguridad de fabricación. Apoyos: reducción de cortes graves en papel. Nota de alcance: Aplicable a cartón y papeles gruesos. ↩
"Cajas con esquinas redondeadas: "caja de envío minorista" – Trend Hunter", https://www.trendhunter.com/trends/retail-shipping-box. La investigación sobre factores humanos indica que los bordes redondeados reducen la fricción y los enganches durante el montaje manual, aumentando así la productividad. Función de la evidencia: validación del rendimiento; tipo de fuente: estudio ergonómico. Apoyos: mejora de la velocidad de desempaquetado. Nota de alcance: se centra en la manipulación minorista de alto volumen. ↩
"Influencia de las líneas de pliegue analógicas y digitales en el plegado mecánico… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Una fuente técnica sobre ciencia de materiales o ingeniería de embalaje explicaría cómo la integridad estructural y la elasticidad de las fibras kraft vírgenes crean resistencia física al ser comprimidas por una regla de plegado metálica]. Función de la evidencia: explicación técnica; tipo de fuente: manual de ingeniería. Apoya: La afirmación de que la resistencia del material interfiere con un plegado impecable. Nota de alcance: Específico para fibras kraft vírgenes de alta resistencia. ↩
"Clasificaciones ECT explicadas: qué significan para su cartón corrugado…", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopJlHucFxRm06i6QsGRVLNQzN5iDFlXxKNDnXXPr_9iEWzrWyk-. [Las especificaciones de ingeniería para los cartones ECT 32 proporcionan los umbrales físicos en los que la deflexión del sustrato conduce a la fractura superficial o al agrietamiento litogénico.] Función de la evidencia: verificación técnica; tipo de fuente: artículo de ciencia de materiales. Apoyos: umbral de falla del material. Nota de alcance: específico para el grado de cartón ECT 32. ↩
"Cómo prevenir el agrietamiento del papel en las líneas de pliegue durante el troquelado", https://www.kamura-steelrule.com/en/application-detail/die-cut-scoring-issues/. [Las guías de la industria sobre herramientas de troquelado describen cómo los canales de matriz de polímero gestionan el estiramiento de las fibras para prevenir el agrietamiento de la superficie en comparación con las reglas de acero estándar.] Función de la evidencia: mecanismo técnico; tipo de fuente: manual de fabricación. Apoya: eficacia de los canales de matriz para reducir el agrietamiento. Nota de alcance: aplicable al estampado de alta presión. ↩
«Matriz de hendido para cartón ondulado – Cito-System», https://www.cito.de/en/SA/cito/products-corrugated-board/creasing-matrix-corrugated-board/. Las normas industriales para embalajes de cartón ondulado demuestran cómo las matrices de hendido hembra evitan el agrietamiento de la superficie al proporcionar un punto de contrapresión preciso. Función de la evidencia: verificación técnica; tipo de fuente: manual de fabricación. Apoyos: efecto de las matrices de hendido en la calidad del plegado. Nota de alcance: se aplica específicamente al cartón ondulado. ↩
"Problemas comunes de arrugamiento en cajas de cartón – Packmage", https://www.packmage.com/about/article/320-B_The_commonly_carton_box_creasing_issues. Las guías técnicas sobre equipos de troquelado explican cómo el ajuste del calibre de impacto previene la deformación del material y mantiene la integridad estructural. Función de la evidencia: verificación técnica; tipo de fuente: manual del equipo. Apoyos: impacto del ajuste del calibre en la rigidez. Nota de alcance: se refiere a troqueles de acero de cama plana .
"Guía de preguntas frecuentes sobre máquinas troqueladoras de cartón – AOPACK", https://www.aopackmachine.com/cardboard-die-cutting-machine-faq-guide/. Los datos de ciencia de materiales indican que los canales de yunque de polímero reducen la fricción y mejoran la precisión del corte en comparación con el acero tradicional, lo que facilita un ensamblaje manual más rápido. Función de la evidencia: verificación técnica; tipo de fuente: estudio industrial. Apoyos: beneficio de los yunques de polímero en la velocidad de ensamblaje. Nota de alcance: las ganancias de eficiencia varían según el tipo de papel. ↩



