
Trasladar un expositor de una pantalla a la tienda física es como navegar por un campo minado. Se necesita un proceso sin complicaciones para evitar costosos fallos estructurales.
El proceso de fabricación de expositores de cartón requiere ingeniería estructural precisa, calibración previa a la impresión, laminación litográfica, troquelado automatizado y plegado secuencial. Cada fase exige tolerancias matemáticas exactas. Omitir una sola verificación durante estos pasos provoca inevitablemente fallos catastróficos en el transporte o el rechazo inmediato en los estrictos muelles de recepción de las grandes superficies comerciales.

Analicemos en detalle cómo estas materias primas se transforman en productos de venta minorista de alto rendimiento y dónde la mayoría de las marcas descarrilan accidentalmente sus campañas físicas.
¿Cómo se fabrica el cartón paso a paso?
Podría pensarse que la impresión y el corte son los únicos pasos importantes, pero la correcta combinación de los materiales es donde se construye o se destruye permanentemente la mayor parte de la integridad estructural.
La fabricación de cartón paso a paso implica ondular papel crudo, aplicar adhesivos a base de agua y unirlo entre láminas de cartón planas. Este ciclo continuo de ondulación crea los arcos estructurales distintivos que proporcionan una resistencia a la compresión dinámica, lo que garantiza que sus expositores finales soporten el transporte marítimo pesado y el trato brusco en los almacenes minoristas.

La receta básica parece sencilla, pero la fisicoquímica implicada en la planta de producción introduce riesgos cinéticos inmediatos.
Cómo sobrevivir a la deformación por humedad del PVA
Incluso los diseñadores más experimentados suelen pasar por alto el problema de la química de la laminación. Dan por sentado que al pegar una lámina impresa de alta calidad a un cartón corrugado rígido de flauta B,se obtiene un panel de visualización perfectamente plano. En teoría, aplicar pegamento al papel es una unión mecánica sencilla que debería secarse de manera uniforme sin alterar la geometría del sustrato.
La realidad en la fábrica es mucho más volátil. El proceso de laminación litográfica utiliza un adhesivo de PVA (acetato de polivinilo) húmedo a base de agua².Cuando paso un lote por la encoladora, el cartón poroso absorbe instantáneamente esa humedad. Si no controlo estrictamente la fase de secado antes de enviarlos a un entorno estadounidense de alta humedad como Texas, el PVA en contracción crea una enorme tensión superficial³. Todo el panel lateral de 1524 mm (60 pulgadas) se deformará y se curvará hacia adentro como una patata frita. He visto a empleados batallar para ensamblar estos paneles curvos en el suelo, luchando contra la rígida resistencia del cartón deformadohastaque las pestañas de sujeción se rompen físicamente. Para solucionar esto, diseñé un estricto protocolo de peso de curado, apilando los cartones húmedos bajo una presión de peso muerto exacta durante 24 horas. Este curado plano evita la fricción en el ensamblaje, lo que ahorra a los co-empaquetadores un estimado del 30 % en tiempo de mano de obra y mantiene intacto su cronograma de lanzamiento.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Acelerar la fase de secado del pegamento húmedo | Aplicación de un curado por peso muerto de 24 horas4 | Elimina los paneles laterales curvados |
| Ignorar la absorción de humedad del PVA | Agregar un revestimiento trasero dúplex equilibrado5 | Garantiza que las pantallas se mantengan rectas |
| Forzar pestañas deformadas durante el ensamblaje | Perfeccionando la geometría de la tabla plana | Ahorra 25 segundos de tiempo de montaje por unidad6 |
Me niego a que los tiempos de secado apresurados comprometan la estructura. Tomarse 24 horas adicionales para prensar las planchas con precisión garantiza que sus expositores queden perfectamente verticales bajo las intensas luces fluorescentes de las tiendas.
🛠️ Oficina de Harvey: ¿Se están doblando los paneles laterales y causando problemas de montaje en la línea de empaque? 👉 Solicita una auditoría estructural ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Qué máquina se utiliza para fabricar cartón?
Las mesas de corte industriales y las prensas offset impulsan la línea de montaje, pero estas máquinas de alta resistencia son completamente inútiles si no entienden las instrucciones digitales que se les proporcionan.
Las máquinas utilizadas para fabricar expositores de cartón incluyen onduladoras industriales, prensas de impresión litográfica automatizadas y mesas de corte digitales. Estos sistemas de fabricación de alta resistencia funcionan con datos vectoriales muy específicos, que traducen colores directos digitales precisos directamente en movimientos físicos de la cuchilla y profundidades de pliegue exactas para un ensamblaje impecable.
Conocer el hardware es estupendo, pero comprender cómo comunicarse correctamente con estas máquinas es el verdadero secreto para evitar enormes cuellos de botella en la producción.
La trampa de comandos de herramientas de color directo
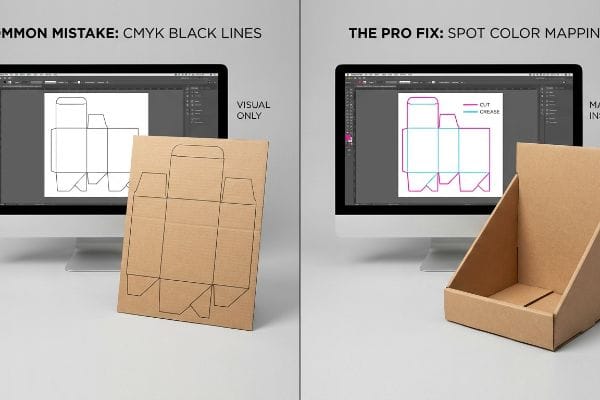
Un error común que afecta incluso a equipos de compras experimentados es suponer que las líneas visuales en un PDF le indican automáticamente a la máquina dónde cortar. Envían troqueles con líneas negras estándar CMYK (cian, magenta, amarillo, negro) para delinear la estructura física del expositor de punto de venta. Visualmente, parece un plano completo, listo para la fabricación.
Pero las mesas de enrutamiento CNC (Control Numérico por Computadora) automatizadas y las grabadoras láser de cartón no leen líneas negras visuales; requieren mapeos de color directo absolutos⁸.Cuando llega un archivo con trazos negros estándar, el software de preimpresión de la máquina fusiona esas líneas de corte directamente en la capa de la ilustración. La prensa imprime una caja hermosa con contornos negros visibles, pero no realiza ningún corte físico. Una vez vi cómo se detenía un lote completo de prototipos porque el cabezal de corte flotaba inútilmente, produciendo el fuerte y hueco zumbido de un husillo cortando aire en lugar de cartón. Ahora, intervengo y exijo un protocolo de color directo absoluto: 100 % magenta para "Corte" y 100 % cian para "Pliegue". Esto traduce la intención digital en una ejecución mecánica nítida, evitando errores de impresión que provocan enormes devoluciones de cargo por parte de los minoristas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar el negro CMYK para las líneas de corte | Asignación de colores directos magenta al 100%9 | Garantiza cortes limpios con la cuchilla |
| Integrar la estructura en la obra de arte | Aislar completamente las vías mecánicas10 | Evita defectos en el contorno impreso |
| Confiar en las revisiones visuales de PDF | Software RIP para la preparación previa al vuelo11 | Elimina el tiempo de inactividad de la máquina |
Siempre separo los aspectos matemáticos estructurales de la estética superficial en la etapa de preimpresión. Imponer un mapeo de color preciso garantiza que las cuchillas se adhieran al sustrato a la perfección, manteniendo la obra de arte impecable y el cronograma de producción funcionando sin problemas.
🛠️ En la oficina de Harvey: ¿Tu imprenta actual se queja de trazados vectoriales ilegibles y retrasos en la creación de prototipos? 👉 Obtén una revisión de archivos de preimpresión ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿El cartón es natural o artificial?
A los compradores les encanta presionar para que se adopte el máximo respeto al medio ambiente, pero llevar las fibras de papel en bruto más allá de sus límites físicos a menudo convierte una campaña sostenible en una pesadilla logística.
Sí. El cartón es natural porque proviene de fibras de celulosa de madera renovables, pero el proceso de fabricación moderno es altamente artificial. Los fabricantes reciclan químicamente y reestructuran mecánicamente estas fibras orgánicas para convertirlas en cartón corrugado, conciliando así las exigencias medioambientales sostenibles con las estrictas capacidades de carga dinámica requeridas para la logística global.

El origen del material es orgánico, pero tratar el papel reciclado como un recurso infinito es un error peligroso en la ingeniería estructural.
El límite de agotamiento de la fibra en tableros reciclados
Los equipos de compras que buscan la máxima sostenibilidad suelen exigir cartón testliner 100 % reciclado para expositores de alta resistencia, asumiendo que posee la misma integridad física que el cartón nuevo¹².Parece una solución ideal: cumplir con las cuotas medioambientales corporativas y, al mismo tiempo, mantener la capacidad de embalaje estructural estándar.
Piensa en las fibras de papel como en una goma elástica; cada vez que la estiras y la reutilizas, pierde elasticidad de forma permanente. Durante el proceso de repulpado, las fibras de celulosa se acortan físicamente. Tras cinco a siete ciclos de reciclaje¹³,estas fibras sufren un agotamiento mecánico total. Si someto una bandeja a la prueba de aplastamiento de bordes TAPPI (Asociación Técnica de la Industria de la Pulpa y el Papel) T811 (ECT)¹⁴, puedo oír el crujido seco y microscópico cuando las ondulaciones agotadas colapsan instantáneamente bajo la presión. Para que resistan el transporte marítimo pesado de doble apilamiento, impongo un requisito de material híbrido, inyectando una proporción precisa del 30 % de material kraft virgen directamente en las ondulaciones que soportan la carga. Esta introducción estratégica de fibras largas y frescas restaura instantáneamente la resistencia a la compresión dinámica, asegurando que tus palés lleguen completamente intactos y superen con éxito las estrictas auditorías de sostenibilidad de los grandes almacenes.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Exigir el uso de cartón 100% reciclado | Inyección de un 30 % de material kraft virgen15 | Resiste cargas pesadas desde la parte superior de los palés |
| Ignorando la longitud de fibra microscópica | Mejora de la densidad del ranurado del núcleo16 | Evita que se aplasten en el pasillo |
| Confiar únicamente en el marketing ecológico | Equilibrar la intensidad de la terapia electroconvulsiva (TEC) con la de la TEC17 | Supera rigurosas auditorías de recepción |
Jamás comprometo la estabilidad de la base por una estrategia de marketing. La única forma de garantizar que sus productos pesados sobrevivan al arduo viaje desde mi fábrica hasta el estante es combinar fibras kraft frescas con pulpa reciclada.
🛠️ Harvey's Desk: ¿Tus expositores ecológicos se están doblando bajo el peso de tu mercancía? 👉 Solicita tu Auditoría de Estrategia de Materiales ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué es la fabricación de cajas de cartón corrugado?
Diseñar un gráfico plano es una cosa, pero convertir ese arte en una estructura tridimensional que soporte carga requiere una atención implacable a las tolerancias mecánicas precisas.
La fabricación de cajas de cartón ondulado transforma material plano en estructuras geométricas mediante operaciones automatizadas de corte, hendido y plegado. Este proceso de conversión de alta velocidad se basa fundamentalmente en tolerancias de plegado específicas para adaptarse al grosor del cartón, transformando los sustratos en bruto en cajas maestras rígidas y resistentes, optimizadas para la distribución y venta segura de los productos.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y el cartón plano tiene que doblarse en una esquina.
La trampa de compensación del calibrador en la producción
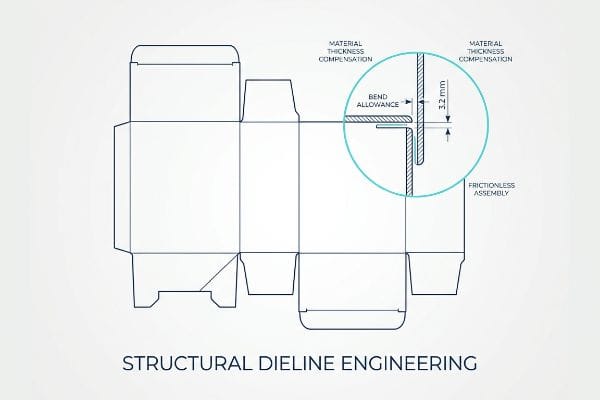
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en su software CAD (Diseño Asistido por Computadora) con el mismo ancho que el panel correspondiente. Dan por sentado que una pestaña de una pulgada (25,4 mm) simplemente se desliza en una ranura de una pulgada, confiando en que el plano digital se reproduzca a la perfección en el plano físico.
Lograr que un expositor se mantenga en pie en un laboratorio es fácil, pero esta es la cruda realidad cuando se envían 500 a una empresa de empaquetado. El cartón ondulado tiene masa física. Cuando un panel de flauta B de 3,17 mm (0,12 pulgadas) de grosor se pliega 90 grados, consume material alrededor del radio exterior. Si la ranura de recepción en la línea de troquelado no se amplía para compensar, la geometría falla. Durante las primeras pruebas de prototipos en mis instalaciones, a menudo veo que los archivos estándar fallan en esta prueba básica; el empleado termina sudando y forzando una pestaña desalineada, lo que resulta en un borde de papel feo y rasgado que arruina la estética de la marca. Al programar matemáticamente una tolerancia de plegado específica de exactamente 3,2 mm (0,12 pulgadas) en cada pliegue, rompo el bloqueo por fricción. Esta corrección estructural rigurosa garantiza un ensamblaje sin fricción, reduciendo los tiempos de empaquetado en aproximadamente 42 segundos por unidad y protegiendo su presupuesto de mano de obra.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño de ranuras 1:1 con pestañas | Agregar márgenes de curvatura matemáticos20 | Permite la inserción de la pestaña sin fricción |
| Ignorando el consumo de calibre de la placa | Ranuras de ensanchamiento para el radio exterior21 | Evita que se rompan los bordes del cartón |
| Forzar cierres ajustados en la línea | Ingeniería de compensaciones geométricas precisas22 | Reduce drásticamente los costosos costos de mano de obra de co-empaquetado |
Siempre reconstruyo las líneas de troquelado planas para tener en cuenta el grosor real del material. Al incorporar estas microholguras directamente en el archivo estructural, evito desastres de montaje caóticos y llenos de cinta adhesiva en la planta de producción.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir al proveedor de fabricación más barato disponible, pero cuando un archivo de color sin calibrar de un diseñador gráfico se combina con pestañas de flauta B de 3,17 mm (0,12 pulgadas) sin compensación en la línea de montaje, el papel rasgado y los paneles laterales de PVA deformados ralentizarán el coempaquetado en un 30 % aproximadamente y eliminarán por completo el margen de beneficio de tu campaña. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias del sustrato y permíteme revisar personalmente tus archivos con mi Auditoría gratuita de preimpresión ↗ para detectar costosos errores mecánicos antes de que comience la producción en masa.
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Las normas industriales para embalaje de cartón ondulado definen la altura de la ondulación, el espesor y la resistencia a la compresión específicos del cartón de ondulación B. Función de evidencia: especificación; tipo de fuente: norma industrial. Apoya: el grado técnico y las propiedades estructurales del material. Nota de alcance: basado en tablas de ondulación globales estándar. ↩
"Adheridores de base acuosa para embalaje", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. La documentación industrial verifica la composición química de los adhesivos utilizados en la laminación litográfica de cartón ondulado. Función de evidencia: verificación técnica; tipo de fuente: manual industrial. Apoya: el uso de PVA de base acuosa. Nota de alcance: los tipos de adhesivos pueden variar según el fabricante. ↩
"Pregunta tonta: cómo arreglar el PVA tonto | Foro Oldhammer", https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/. Una investigación en ciencia de materiales explica cómo la evaporación del agua de los adhesivos de PVA induce tensión y deformación en sustratos porosos. Función de la evidencia: verificación causal; tipo de fuente: estudio revisado por pares. Apoya: la relación entre la contracción del PVA y la deformación del sustrato. Nota de alcance: se aplica específicamente a materiales porosos a base de papel. ↩
"Mejor pegamento para cartón: las mejores opciones para uniones fuertes – ARO Pumps", https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/. Documentación técnica sobre los tiempos de curado de los adhesivos para evitar la deformación del cartón. Función de evidencia: especificación técnica; tipo de fuente: guía de fabricación. Apoya: la necesidad de un período de curado de 24 horas. Nota de alcance: específico para adhesivos a base de PVA. ↩
"[PDF] Torsión del cartón ondulado: causas y soluciones – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Análisis de ingeniería del equilibrio de materiales en la construcción de cartón para contrarrestar el rizado inducido por la humedad. Función de la evidencia: solución estructural; tipo de fuente: estándar industrial. Apoyos: método para prevenir la deformación. Nota de alcance: se centra en aplicaciones de revestimiento dúplex. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Datos empíricos o estudio de caso sobre las mejoras en la eficiencia del ensamblaje resultantes de la corrección de la geometría del cartón. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio operativo. Apoya: afirmación cuantitativa de ahorro de tiempo. Nota de alcance: probablemente basado en tamaños promedio de exhibición minorista. ↩
"Color directo vs. color de proceso | Adobe", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. La documentación técnica para mesas de corte CNC especifica que los valores CMYK se interpretan como datos de impresión, mientras que los colores directos con nombre son necesarios para activar comandos de trayectoria de herramienta específicos para el corte y el hendido. Función de evidencia: especificación técnica; tipo de fuente: manual de fabricación. Admite: la distinción entre gráficos listos para imprimir e instrucciones de herramientas legibles por máquina. Nota de alcance: se aplica a sistemas de corte digital automatizados. ↩
"Dominando el corte por plasma CNC: tecnología, operación y CAM", https://www.youtube.com/watch?v=wtriVCfRIK0. Documentación técnica que explica cómo el software de corte por láser y CNC distingue las trayectorias de las herramientas del diseño mediante atributos de color directo. Función de evidencia: verificación técnica; tipo de fuente: manual del equipo. Apoya: la necesidad de mapeo de color no visual para las instrucciones de la máquina. Nota de alcance: se aplica a flujos de trabajo de preimpresión basados en vectores. ↩
"Adobe Illustrator: ¿Qué muestra de color usar para las líneas de corte?", https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines. Breve explicación de cómo se utilizan colores directos específicos como activadores técnicos para las cuchillas de corte en plotters industriales. Función de evidencia: especificación técnica; tipo de fuente: manual del equipo. Apoya: el uso de colores directos para garantizar cortes limpios de la cuchilla. Nota de alcance: específico para ciertas configuraciones de RIP y cortadora .
"Efectos del tamaño y la trayectoria de impresión en las propiedades mecánicas de… – PMC – NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/. Breve explicación del estándar de la industria para separar las líneas de troquelado estructurales de las capas de impresión para evitar errores de registro. Función de la evidencia: mejor práctica de la industria; tipo de fuente: manual de producción de impresión. Apoya: la prevención de defectos de contorno impresos. Nota de alcance: relevante tanto para la impresión offset como para la impresión digital en cartón. ↩
"¿Qué es un RIP en la impresión digital? – Roland DGA Corporation", https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing. Breve explicación de cómo la verificación previa del procesador de imágenes ráster (RIP) detecta errores de archivo antes de que lleguen al hardware. Función de la evidencia: validación del flujo de trabajo; tipo de fuente: guía técnica. Apoya: la afirmación de que la verificación previa elimina el tiempo de inactividad de la máquina. Nota de alcance: se aplica a la impresión industrial de alto volumen .
"Efecto del contenido de fibra virgen en la resistencia y rigidez…", https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/. Un estudio de ciencia de materiales o estándar de embalaje industrial que compara la resistencia a la tracción y la presión de rotura de fibras recicladas frente a fibras de celulosa virgen. Función de la evidencia: comparación técnica; tipo de fuente: revista revisada por pares o ficha técnica. Apoya: la diferencia de rendimiento físico entre tableros reciclados y vírgenes. Nota de alcance: limitado a aplicaciones de carga pesada. ↩
"[PDF] ¿Qué sucede con las fibras celulósicas durante la fabricación y el reciclaje de papel…?", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. Una investigación autorizada en ciencia de la pulpa y el papel verifica el límite de degradación de las fibras de celulosa mediante el reciclaje repetido. Función de la evidencia: verificación fáctica; tipo de fuente: revista revisada por pares. Apoya: el límite de agotamiento de la fibra. Nota de alcance: Los límites reales pueden variar según la fuente de la fibra. ↩
"Mediciones de campo completo en la prueba de aplastamiento de bordes de un cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Verificación de la norma TAPPI para la medición de la resistencia a la compresión del cartón corrugado. Función de la evidencia: validación técnica; tipo de fuente: documentación de la norma industrial. Apoya: el uso de ECT para pruebas estructurales. Nota de alcance: Aplicable al cartón corrugado linerboard y medio. ↩
"[PDF] TABLEROS VIRGENES VERSUS RECICLADOS Por L. Lisa Zhao Tesis …", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. Explicación de cómo las proporciones de fibra virgen previenen el agotamiento de la fibra y mantienen la capacidad de carga vertical. Función de evidencia: especificación técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: beneficios estructurales del material kraft virgen. Nota de alcance: Se aplica a mezclas de tableros reciclados. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Análisis técnico de cómo el aumento del número de ondulaciones por pie lineal mejora la resistencia a la compresión vertical. Función de la evidencia: principio de ingeniería; tipo de fuente: manual de la industria del embalaje. Apoyos: prevención del aplastamiento en los pasillos. Nota de alcance: centrado en la geometría del cartón corrugado. ↩
"Explicación de las clasificaciones ECT: Qué significan para su cartón corrugado…", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg. Directrices estándar para los valores de la prueba de aplastamiento de bordes (ECT) necesarios para cumplir con las auditorías de logística minorista y control de calidad. Función de evidencia: estándar de la industria; tipo de fuente: guía de certificación logística. Apoya: necesidad de métricas ECT para el cumplimiento de la auditoría. Nota de alcance: específico para los estándares de recepción minorista. ↩
"Cartón ondulado y grados de material – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Verificación de las mediciones estándar de calibre de la industria para cartón ondulado de flauta B. Función de la evidencia: verificación fáctica; tipo de fuente: hoja de especificaciones técnicas. Apoyos: afirmación sobre el espesor del material. Nota de alcance: las mediciones pueden variar ligeramente según el fabricante. ↩
"[PDF] Rigidez a la flexión del cartón ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Justificación técnica para calcular la tolerancia de flexión en función del espesor del material para evitar fallos geométricos durante el plegado. Función de la evidencia: validación de ingeniería; tipo de fuente: manual de diseño de embalajes. Apoyos: método de corrección estructural. Nota de alcance: aplicación específica para pliegues de 90 grados. ↩
"Determinación analítica de la rigidez a la flexión de un embalaje de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. La documentación técnica sobre ingeniería de embalaje explica cómo la tolerancia de flexión compensa la deformación del material durante el plegado para garantizar un ajuste preciso. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: el uso de tolerancias de flexión para la inserción de pestañas. Nota de alcance: se aplica principalmente a cajas plegables rígidas y semirrígidas. ↩
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Las directrices de ciencia de los materiales para cartón corrugado detallan cómo el espesor (calibre) requiere ranuras de ensanchamiento para acomodar el radio exterior del material durante un plegado. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de ranuras de ensanchamiento para evitar el desgarro del cartón. Nota de alcance: varía según el tamaño de la flauta y el grado del cartón. ↩
"El coste oculto de la ineficiencia del embalaje y cómo solucionarlo", https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/. La investigación en ingeniería industrial sobre la optimización de líneas de montaje demuestra que la optimización de las tolerancias geométricas reduce el tiempo de montaje y la fuerza física necesaria para los mecanismos de bloqueo. Función de la evidencia: impacto económico; tipo de fuente: estudio de ingeniería industrial. Apoya: la afirmación de que las compensaciones geométricas reducen la mano de obra de co-empaquetado. Nota de alcance: centrado en líneas automatizadas o semiautomatizadas de alto volumen. ↩



