Pasas semanas ultimando los detalles del diseño, pero el primer prototipo sigue pareciendo endeble. Lograr en el embalaje para su venta al público requiere dominar las matemáticas estructurales mucho antes de que la tinta toque el cartón.
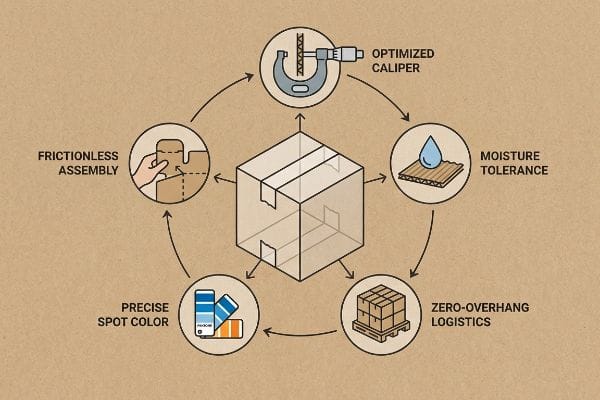
Para lograr un embalaje perfecto, es necesario optimizar cinco elementos clave: el grosor del cartón estructural, la tolerancia a la humedad ambiental, la logística del cartón maestro sin salientes, la gestión precisa de los colores planos y un diseño de ensamblaje sin fricciones. El equilibrio entre estas variables garantiza un transporte seguro, evita devoluciones de cargo por parte de los minoristas y asegura que su presentación física coincida a la perfección con su diseño digital.

Pero conocer los consejos teóricos no basta cuando las máquinas automatizadas de alta velocidad empiezan a cortar tus diseños. Analicemos las realidades físicas que distinguen un lanzamiento impecable en el mercado estadounidense de un costoso fracaso en el almacén.
¿Cómo hacer un paquete perfecto?
Un archivo de Illustrator visualmente impresionante no sirve de nada si los pliegues físicos se rompen. La base de cualquier diseño estructural exitoso reside en comprender las tolerancias de espesor del material.
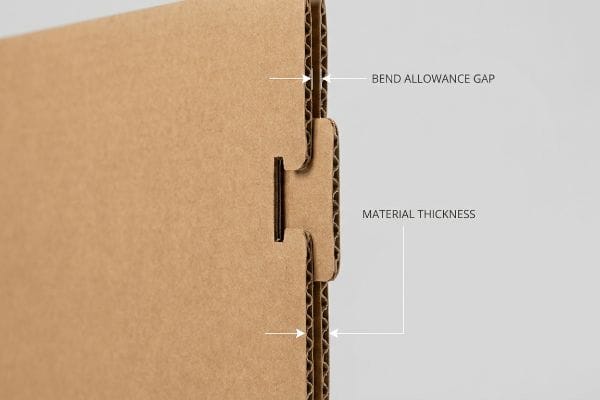
Para lograr un embalaje perfecto, es necesario ajustar matemáticamente las ranuras de la matriz plana para compensar el grosor del cartón corrugado plegado. No tener en cuenta este margen de curvatura tan preciso provoca una fricción considerable durante el proceso de empaquetado, lo que resulta en ondulaciones aplastadas, láminas superiores rasgadas y expositores inestables en los puntos de venta.
Lograr un buen diseño gráfico es solo la mitad del trabajo. La verdadera prueba llega cuando unas manos humanas intentan doblar un trozo de cartón de 3 mm de grosor 90 grados.
La realidad de la "compensación de calibre" en el embalaje
La práctica habitual para muchos diseñadores gráficos consiste en construir pestañas entrelazadas y ranuras plegables con el mismo ancho exacto que el panel correspondiente. Suponen que si una pestaña tiene 2 pulgadas (50,8 mm) de ancho, la ranura debería tener exactamente 2 pulgadas (50,8 mm) de ancho. Si bien esto tiene sentido lógico en una pantalla de ordenador plana, ignora por completo el volumen tridimensional que ocupa el papel corrugado cuando se dobla1.
Incluso los diseñadores más experimentados suelen pasar por alto este punto ciego al pasar de cajas plegables delgadas a expositores de cartón ondulado de alta resistencia. Veo esto constantemente cuando un operario de empaquetado frustrado intenta introducir un panel grueso en una ranura estrecha, lo que produce el fuerte y desagradable sonido del papel kraft al romperse. Al doblarse, el cartón consume material y, sin un margen de flexión adecuado, toda la estructura se deforma considerablemente hacia afuera. En mi planta, rediseño matemáticamente estas ranuras de recepción mediante CAD (Diseño Asistido por Computadora) paramétrico , añadiendo la holgura necesaria para el radio exterior. Este ajuste tan preciso elimina la fricción estructural, acelerando las líneas de montaje en un 30 % aproximadamente y ahorrando a las marcas miles de dólares en costes de mano de obra innecesaria.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Relación ranura-pestaña 1:1 en las líneas de troquelado | Agregar tolerancias de curvatura paramétricas para el calibrador2 | Ensamblaje sin fricción y sin desgarros |
| Ignorando el espesor del material corrugado | Medición del volumen específico de la tabla | Evita que el panel se curve hacia adentro3 |
| Forzar las pestañas con presión manual | Espacios libres prefabricados4 | Acelera el tiempo de co-empacado |
Nunca envío un archivo gráfico sin ajustar directamente a la mesa de corte. Al ensanchar artificialmente estas ranuras antes de la fabricación, me aseguro de que su pantalla quede perfectamente cuadrada sin necesidad de usar cinta adhesiva transparente antiestética.
🛠️ Oficina de Harvey: ¿No está seguro de si sus pestañas de enclavamiento tienen la tolerancia de curvatura adecuada para flauta B? 👉 Audite su troquel ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Cuales son las 5 consideraciones a la hora de realizar un packaging?
Más allá de la estética, es fundamental evaluar la durabilidad del material, la integridad estructural, la logística de transporte, la velocidad de ensamblaje y la resistencia ambiental. Ignorar los factores ambientales suele destruir incluso las estructuras de cartón más resistentes.
La evaluación de los cinco aspectos a considerar al fabricar embalajes requiere priorizar la física de la humedad ambiental junto con las dimensiones estándar. Dado que el cartón corrugado poroso absorbe naturalmente la humedad ambiental durante los largos trayectos marítimos, los troqueles precisos deben incluir un margen de seguridad diseñado para evitar que la expansión provoque fallos catastróficos en el ensamblaje en entornos húmedos de almacén.

Una caja que encaja a la perfección en una oficina con aire acondicionado se comporta de forma totalmente diferente cuando se encuentra en un centro de distribución húmedo y bochornoso.
Cómo combatir el factor de "hinchazón por humedad" en los envases
Al desarrollar un lanzamiento para el mercado minorista, los equipos suelen establecer sus tolerancias estructurales basándose en el calibre absoluto en seco del tablero recién salido de la línea de producción. Esta base teórica supone que el material se mantendrá estáticamente perfecto durante todo su ciclo de vida. Sin embargo, el panel de prueba estándar 32 ECT (Edge Crush Test) es altamente poroso⁵,y las condiciones atmosféricas determinan su estado físico final.
Es una trampa común que atrapa incluso a equipos de compras experimentados que se preguntan por qué sus muestras blancas previamente aprobadas de repente no encajan en el centro de distribución. Sé exactamente lo que se siente al ver al personal del almacén sudando para forzar pestañas hinchadas en ranuras estrechas porque el cartón absorbió humedad durante un largo tránsito marítimo hacia un mercado húmedo de EE. UU. como Florida. La rigidez del cartón kraft húmedo obliga a los trabajadores a aplastar las ondulaciones solo para ensamblar la unidad, comprometiendo la capacidad de carga6.Para solucionar esto, diseño automáticamente un amortiguador de humedad adicional de 0,04 pulgadas (1 mm)7 directamente en los mecanismos de recepción para envíos costeros. Esta red de seguridad dimensional invisible garantiza que el coempaquetador experimente un montaje sin fricciones, evitando por completo los enormes costos de mano de obra asociados con configuraciones difíciles.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño para espesor de tablero completamente seco | Diseño de un amortiguador de humedad de 1 mm8 | Montaje sencillo en climas húmedos |
| Ignorando las condiciones de tránsito de la carga marítima | Ranuras de dimensionamiento para una máxima expansión de la humedad9 | Elimina los daños causados por el aplastamiento de la flauta |
| Culpar a la fábrica por los espacios reducidos | Ajuste de archivos CAD para la humedad regional | Evita los recargos por mano de obra manual |
Me baso en las leyes de la física ambiental en lugar de esperar a que haga buen tiempo. Diseñar un material que tolere la hinchazón por la humedad garantiza que sus expositores mantengan la máxima capacidad de carga cuando el vendedor finalmente los desempaquete.
🛠️ Escritorio de Harvey: ¿Envía sus pantallas a una zona de alta humedad sin margen de expansión dimensional? 👉 Verifique el espacio libre de sus archivos ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Cómo embalar cajas de forma eficiente?
Intentar meter más unidades en una caja principal parece una forma rápida de reducir los costes de envío, pero un palé sobrecargado crea graves vulnerabilidades estructurales.
El embalaje eficiente de cajas exige un estricto cumplimiento de la logística de cero voladizos. Si una caja maestra sobresale de la plataforma de madera estándar de 48 × 40 pulgadas (1219 × 1016 mm), las esquinas corrugadas pierden por completo su alineación estructural. Mantener una distribución vertical perfecta de la carga garantiza la máxima resistencia a la compresión, evitando el aplastamiento durante el transporte en contenedores apilados.

Para aprovechar al máximo el volumen de su contenedor, se requiere un delicado equilibrio entre densidad y resistencia estructural.
La física del embalaje eficiente de palés
Muchos equipos de la cadena de suministro intentan maximizar la densidad de envío ampliando ligeramente las dimensiones de sus cajas maestras para que quepa una unidad más en su interior. Confían en gran medida en las métricas de compresión brutas proporcionadas por la fábrica de papel¹⁰,dando por sentado que el cartón resistente protegerá los productos internos independientemente de cómo se coloquen en el palé.
Pero empacar como si fuera un juego de Tetris es peligroso cuando entra en juego la gravedad. Veo que esto falla constantemente cuando estas cajas optimizadas sobresalen del palé estándar de la GMA (Asociación de Fabricantes de Alimentos) incluso por una fracción de pulgada, desplazando el peso dinámico lejos de las esquinas. Una caja de cartón corrugado obtiene casi el 60 % de su resistencia de carga exclusivamente de sus esquinas verticales11, y ver una caja de nivel inferior sin soporte arquearse visiblemente hacia afuera bajo 1500 libras (680,3 kg) de peso concentrado en la parte superior es una cruda lección de realidad. Para empacar de manera segura y eficiente, aplico un estricto de caja delimitadora de voladizo cero , reduciendo artificialmente la huella de la caja exactamente 0,5 pulgadas (12,7 mm). Esto garantiza que cada esquina esté completamente apoyada en la plataforma de madera, eliminando por completo los daños durante el transporte y asegurando que su envío sobreviva a viajes en contenedores 40HQ de doble apilamiento.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dejar que las cajas cuelguen del palé | Reducción de la huella en 0,5 pulgadas (12,7 mm) | Restaura el 60% de la fuerza de compresión en las esquinas12 |
| Priorizar la densidad de unidades sobre el soporte | Imponer un cuadro delimitador sin voladizos13 | Evita el aplastamiento de la capa inferior |
| Confiar únicamente en la resistencia de la tabla en bruto | Alineación vertical de las esquinas en la cubierta de madera | Elimina las devoluciones de cargos por productos dañados |
Me niego a que un sobrante de un cuarto de pulgada arruine un palé entero de inventario. Reducir el tamaño de la caja principal garantiza una resistencia a la compresión vertical perfecta desde la fábrica hasta el pasillo de la tienda.
🛠️ Harvey's Desk: ¿Están sus equipos de compras empujando accidentalmente sus cajas más allá del borde de seguridad de la plataforma de madera? 👉 Optimice su Master Shipper ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuáles son las 4 C del packaging?
Si bien los expertos en marketing hablan de las 4 C (Cliente, Costo, Conveniencia y Comunicación), el aspecto de la comunicación suele fallar cuando la imagen de marca digital se traduce mal al cartón.
Dominar las cuatro C del empaque —Cliente, Costo, Conveniencia y Comunicación— requiere una ejecución visual impecable. Imprimir logotipos corporativos sólidos con el proceso estándar de cuatro colores sobre soportes de prueba porosos provoca fallos en la mezcla de semitonos. El uso de colores directos específicos garantiza una alta visibilidad de la marca y una comunicación cromática precisa incluso bajo la iluminación intensa de los puntos de venta.

Pero conocer la teoría de la comunicación de marca no es suficiente cuando las imprentas empiezan a funcionar sobre un sustrato poroso.
¿Por qué fallan los medios tonos CMYK en el cartón corrugado de fábrica?
Los equipos de marketing suelen exportar sus archivos de diseño final utilizando el formato estándar CMYK (cian, magenta, amarillo, clave), esperando que las imprentas comerciales reproduzcan fielmente las vibrantes pantallas digitales que utilizaron para su aprobación. Este enfoque teórico presupone que todos los sustratos absorben la tinta líquida exactamente igualque el papel brillante de revista de alta calidad.
En mi centro de trabajo, veo con frecuencia cómo brillantes campañas de comunicación de marca fracasan porque los compradores no entienden cómo interactúa el cartón sin sellar con los diminutos puntos de tinta superpuestos. Esto no es solo teoría: lo veo suceder en la sala de pruebas cuando un logotipo digital estándar se imprime sobre un soporte de prueba sin tratar. Debido a que las fibras gruesas del papel absorben los pigmentos húmedos de manera desigual¹⁵,la mezcla óptica falla mecánicamente, creando un logotipo granulado, descolorido y borroso que se ve fatal desde 6 metros de distancia. Para eliminar este desperdicio visual, retiro las combinaciones de colores estándar y exijo un protocolo preciso de color directo Pantone para los elementos de fondo principales. Al premezclar físicamente el pigmento en una sola capa sólida¹⁶en lugar de depender de puntos superpuestos, maximizo la nitidez del contraste, asegurando directamente que la marca capte la atención del comprador y generando un mayor retorno de la inversión en el gasto de merchandising.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión de logotipos con puntos superpuestos de 4 colores | Exigir una inundación de color directo Pantone premezclado17 | Elimina las imágenes granuladas y borrosas |
| Tratar el cartón corrugado como si fuera papel brillante de revista | Ajuste de la preimpresión para fibras de testliner porosas18 | Maximiza la visibilidad del pasillo |
| Confianza en las pruebas de color de pantallas digitales | Comparación física de muestras bajo iluminación estándar19 | Garantiza el cumplimiento de la identidad de marca |
No permito que las ilusiones ópticas dicten el valor de la marca en la tienda. Convertir los elementos clave de la marca en colores sólidos garantiza que sus exhibidores destaquen entre el ruido visual de un pasillo abarrotado.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor más económico que imprima tu archivo sin más, pero si una caja maestra sin soporte sobresale del palé y se aplasta con 680,3 kg (1500 lb), los daños resultantes durante el transporte eliminarán tu margen de beneficio. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias del cartón y permíteme revisar personalmente tus archivos con mi Auditoría Gratuita de Troquelado ↗ para detectar errores estructurales fatales antes de la producción en masa.
"[PDF] Rigidez a la flexión del cartón corrugado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Un manual autorizado de ingeniería de embalaje explicaría cómo la estructura de calibre y flauta del cartón corrugado requiere cálculos de tolerancia de flexión para mantener la precisión dimensional]. Función de evidencia: hecho técnico; tipo de fuente: manual de ingeniería. Apoya: la necesidad de compensación de calibre en las líneas de troquelado. Nota de alcance: Se aplica a materiales corrugados plegados. ↩
"Ventajas del nuevo diseño de cajas paramétricas – Packmage", https://www.packmage.com/Cad/Document/466-B_Advantages_of__v3_0. [Los manuales técnicos sobre diseño de embalajes estructurales explican cómo los ajustes paramétricos del espesor del material en los puntos de plegado evitan la tensión y el desgarro del material durante el ensamblaje]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: el uso de tolerancias de plegado para garantizar un ensamblaje sin desgarros. Nota de alcance: específico para la construcción de cajas plegables y cartón ondulado troquelado. ↩
"La guía definitiva para cajas de cartón corrugado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Las guías de ingeniería estructural para materiales corrugados detallan cómo el cálculo preciso del volumen y el espesor del cartón evita la tensión del material que provoca que los paneles se curven hacia adentro]. Función de la evidencia: verificación de propiedades físicas; tipo de fuente: especificación técnica. Apoya: la relación entre la medición del volumen del cartón y la planitud estructural. Nota de alcance: se aplica a los embalajes de cartón corrugado. ↩
"[PDF] Co-Packing en Oregón y el Programa de Investigación y Divulgación del Noroeste del Pacífico", https://www.oregon.gov/odaroadmap/SiteCollectionImages/CoPacking%20in%20Oregon.pdf. [Las normas de diseño industrial para el ensamblaje de alto volumen demuestran que la incorporación de espacios de holgura específicos en las pestañas reduce la fricción y el tiempo de ensamblaje durante el proceso de co-packing]. Función de la evidencia: prueba de eficiencia operativa; tipo de fuente: estudio de diseño industrial. Apoya: el impacto de los espacios de holgura en la velocidad de ensamblaje. Nota de alcance: se aplica al ensamblaje de empaques manual y semiautomatizado. ↩
"La diferencia entre 200# Test y 32ECT | Diseño de embalaje", https://pack-design.com/whats-the-difference-between-200-test-and-32ect/. [Un estándar industrial para embalaje de cartón corrugado verificaría la porosidad y las propiedades higroscópicas del testliner 32 ECT]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ciencia de materiales. Apoya: la susceptibilidad del cartón 32 ECT a los cambios atmosféricos. Nota de alcance: Se centra en las propiedades físicas del testliner. ↩
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [La literatura técnica sobre la física del cartón ondulado explica cómo la absorción de humedad ablanda las fibras de celulosa y reduce la resistencia a la compresión vertical de las flautas, disminuyendo así la capacidad de carga total]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoyos: impacto de la humedad en la integridad estructural. Nota de alcance: específico para materiales ondulados a base de celulosa. ↩
"[PDF] Almacenamiento y manipulación de materiales de embalaje de cartón ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Las normas industriales para el diseño de embalajes especifican tolerancias de holgura de precisión para tener en cuenta la expansión higroscópica del cartón durante el transporte en entornos de alta humedad]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoyos: medición de amortiguación específica. Nota de alcance: la tolerancia puede variar según el grado del cartón y el tipo de revestimiento. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Los manuales de ingeniería para embalajes de cartón ondulado definen márgenes de tolerancia específicos para tener en cuenta la expansión higroscópica del cartón]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: dimensionamiento del margen de humedad. Nota de alcance: centrado en las tolerancias del cartón. ↩
"Guía completa sobre tolerancias dimensionales de cajas de cartón corrugado – Upack", https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOorX1MnDzTjfJ0kyygrvJz_IC9JGIysPZoYgct0lD-nVqtMyhQNM. [Las normas de logística y embalaje recomiendan aumentar las dimensiones de las ranuras para acomodar la hinchazón del material durante el transporte marítimo y evitar fallas estructurales]. Función de evidencia: mejores prácticas de la industria; tipo de fuente: guía de envío y embalaje. Apoyos: prevención de daños en la flauta. Nota de alcance: específico para condiciones de transporte marítimo. ↩
"[PDF] Prueba Mullen vs. Prueba de aplastamiento de bordes para cajas – Crown Packaging Corp.", https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. [Documentación técnica de organizaciones de estándares de embalaje que explica la prueba de aplastamiento de bordes (ECT) y otras métricas de compresión bruta proporcionadas por los fabricantes para estimar la resistencia del material]. Función de evidencia: definición técnica; tipo de fuente: estándar de la industria. Apoya: la fuente técnica de datos de capacidad de carga bruta. Nota de alcance: se refiere a la resistencia a nivel de material en lugar del rendimiento de la caja terminada. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [La documentación técnica sobre la compresión del cartón corrugado (BCT) verificaría el porcentaje específico de integridad estructural que proporcionan las esquinas verticales]. Función de la evidencia: Validación técnica; tipo de fuente: Norma de ingeniería de embalaje. Apoya: La afirmación de que el voladizo de las esquinas provoca una falla estructural catastrófica. Nota de alcance: Los porcentajes reales pueden variar según el tipo de flauta y el grado del cartón. ↩
"Predicción del efecto del voladizo del palé en la compresión de la caja…", https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Estudios técnicos de embalaje cuantifican la pérdida de resistencia a la compresión vertical cuando las cajas de cartón corrugado sobresalen de los bordes del palé y el porcentaje recuperado mediante la alineación]. Función de la evidencia: verificación cuantitativa; tipo de fuente: estudio de ingeniería. Apoya: la física de la estabilidad de la carga. Nota de alcance: puede variar según el grado de la caja. ↩
"¿Reducen las láminas de nivelación los daños en los palets? – Custom Packaging Products", https://custom-packaging-products.com/do-tier-sheets-reduce-pallet-damage/. [Las normas de logística y gestión de almacenes explican cómo mantener la carga dentro de la huella del palet garantiza el máximo soporte vertical para las capas inferiores]. Función de la evidencia: principio técnico; tipo de fuente: manual de la industria. Apoyos: prevención del colapso estructural. Nota de alcance: se asumen dimensiones estándar de palet. ↩
"Papel estucado vs. papel sin estucar: Absorción de tinta y guía de color", https://www.ybj-printing.com/coated-vs-uncoated-paper-ink-absorption-color-guide/. [Documentación técnica sobre ciencia de la impresión que explica cómo la porosidad y la energía superficial hacen que la tinta se absorba de manera diferente en cartón corrugado sin estucar en comparación con papeles estucados brillantes]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la afirmación de que la absorción del sustrato no es uniforme. Nota de alcance: compara específicamente superficies absorbentes y no absorbentes. ↩
"El efecto de los colorantes en el contenido de metales pesados en…", https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Documentación técnica sobre la porosidad del sustrato que explica cómo los revestimientos de cartón corrugado sin sellar provocan una absorción de tinta y una ganancia de punto irregulares, lo que lleva a la falla de la mezcla óptica en las impresiones de semitonos]. Función de la evidencia: explicación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la causa de la degradación visual en impresiones CMYK sobre cartón. Nota de alcance: específico para el revestimiento de prueba crudo y sin sellar. ↩
"Diferencia entre color directo y color CMYK", https://www.deprintedbox.com/blog/spot-vs-process-color/. [La literatura científica sobre el color demuestra que los colores directos proporcionan una opacidad y un contraste superiores en materiales absorbentes al eliminar los problemas de transparencia y superposición inherentes a los colores de proceso de semitonos]. Función de la evidencia: comparación técnica; tipo de fuente: guía de gestión del color. Apoya: la eficacia de las coberturas de color directo para maximizar el contraste. Nota de alcance: se aplica a requisitos de alto contraste en sustratos de baja calidad. ↩
"PMS vs CMYK para embalaje: ¿Cuál es mejor? – PAX Solutions", https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Una guía de la industria sobre impresión flexográfica explicaría cómo los colores directos evitan el aspecto "turbio" de los puntos CMYK superpuestos en materiales absorbentes]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la superioridad de Pantone sobre CMYK para logotipos en cartón ondulado. Nota de alcance: aplicable específicamente a la flexografía y a sustratos absorbentes. ↩
"Guía sobre defectos superficiales en cartón y calidad de impresión en cajas de envío", https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e. [Las especificaciones técnicas sobre la composición del cartón ondulado describen la naturaleza porosa de las fibras del testliner y cómo contribuyen a la ganancia de puntos de tinta]. Función de la evidencia: especificación del material; tipo de fuente: documento técnico sobre ingeniería de embalaje. Apoya: la necesidad de ajustes específicos de preimpresión para sustratos de cartón ondulado. Nota de alcance: se centra en materiales de cartón ondulado sin recubrimiento. ↩
"Normas y estándares para la iluminación estándar – JUST-Normlicht", https://www.just-normlicht.com/en/norms-and-standards.html. [Las normas ISO para la gestión del color, como la ISO 3664, especifican el uso de cabinas de iluminación estandarizadas para la realización de pruebas físicas y así garantizar la coherencia de la marca]. Función de la evidencia: cumplimiento de la norma; tipo de fuente: norma ISO. Apoya: el requisito de pruebas físicas frente a aproximaciones en pantalla digital. Nota de alcance: se refiere a la corrección de color profesional y al control de calidad. ↩



