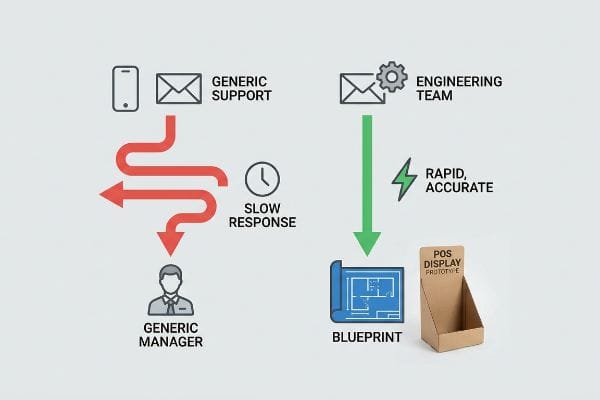
¿Le cuesta obtener respuestas claras de su proveedor de pantallas? Esperar días para recibir respuestas genéricas de intermediarios puede descarrilar por completo su ajustado calendario de lanzamiento en tiendas.
La mejor manera de contactar con el servicio de atención al cliente de TPV (Punto de Venta) es evitar los gestores de cuentas genéricos y enviar un correo electrónico directamente al equipo de ingeniería estructural. Esto garantiza respuestas técnicas rápidas, ajustes precisos de la línea de producción y solución inmediata de problemas en la cadena de suministro para su próximo lanzamiento en tiendas, sin demoras innecesarias.

Pero saber a quién enviar un correo electrónico es solo la mitad de la batalla cuando están en juego estrictas tolerancias de fábrica y lanzamientos multimillonarios.
¿Cómo puedo hablar directamente con el servicio de atención al cliente?
Si desea obtener respuestas concretas sobre las especificaciones estructurales, debe eliminar a los intermediarios. Hablar con un agente de peaje solo añade peligrosas capas de malentendidos a su cronograma.
Para hablar directamente con el servicio de atención al cliente, solicite una consulta inmediata con el ingeniero estructural principal de su socio de fabricación integral. Al evitar intermediarios, sus comentarios se integran matemáticamente en el archivo CAD (Diseño Asistido por Computadora) físico sin pérdida de datos estructurales críticos.
La teoría suena estupenda hasta que una especificación mal comunicada provoca que una línea de montaje automatizada se atasque en el mundo real.
El impacto de los intermediarios en la integridad estructural
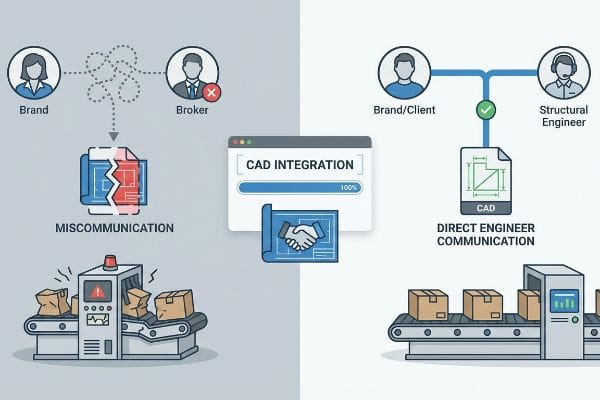
Muchos equipos de compras creen erróneamente que canalizar la comunicación a través de una agencia de subcontratación o un intermediario en el extranjero simplifica su trabajo. Suponen que estos gestores de cuentas traducirán sin problemas la visión de marketing de su marca en especificaciones estructurales de fabricación. Sin embargo, este modelo de compras fragmentado crea un peligroso juego del teléfono. Cuando los requisitos comerciales estándar se transmiten a través de representantes de atención al cliente no técnicos, a menudo se eliminan tolerancias estructurales críticas para reducir artificialmente el coste unitario cotizado, lo que resulta en una geometría final fundamentalmente defectuosa.
Esto no es solo teoría: lo aplico en la planta de pruebas. Un importante cliente de cosméticos utilizó un intermediario para comunicar sus necesidades, lo que resultó en un expositor diseñado para el montaje estándar, pero totalmente inadecuado para el envasador subcontratado elegido. El envasador detuvo la producción porque las pestañas de enclavamiento incompatibles provocaron graves atascos en la maquinaria automatizada².Tuve que intervenir, asumir la comunicación directa y ejecutar un protocolo de consolidación integral. Al reconstruir matemáticamente las líneas de troquelado para que coincidieran perfectamente con las tolerancias de la máquina del envasador, eliminé la fricción mecánica. Al actuar como su único punto de contacto y transferir la responsabilidad por completo a mis instalaciones, el tiempo de montaje del envasador se redujo en un 30 % estimado³,salvando por completo el margen de beneficio del proyecto.
| Intervención de ingeniería | Resultado físico | Retorno de la inversión en la cadena de suministro |
|---|---|---|
| Protocolo de consolidación llave en mano | Se eliminaron las partes fragmentadas del proveedor | Evita costosos tiempos de inactividad de la máquina |
| Calibración de tolerancias | Se eliminó la fricción del ensamblaje automatizado | Acelera el proceso de co-envasado un 30 %4 |
| Comunicación directa con el ingeniero | Se eludieron los intermediarios no técnicos | Evita la pérdida de datos estructurales5 |
Me niego a esconderme tras los gestores de cuentas porque una mala comunicación destruye los márgenes de beneficio. Cuando hablas conmigo, hablas con la persona responsable, desde el punto de vista matemático, de que tu expositor llegue a su destino sin problemas en la cadena de suministro.
🛠️ Oficina de Harvey: ¿Está cansado de que los intermediarios filtren sus especificaciones y provoquen fallos en el ensamblaje posterior? 👉 Solicite una auditoría directa de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo contactar con el TPV?
Para contactar con un fabricante de productos para el punto de venta, es fundamental contar con un recurso clave: su archivo estructural. Las consultas estándar sin información dimensional suelen generar respuestas automáticas inútiles.
Para contactar eficazmente con un fabricante de sistemas de punto de venta (POS), debe enviar un plano vectorial preliminar o un informe dimensional directamente a su departamento de ingeniería. Esto permite a la fábrica evaluar de inmediato los requisitos de carga física, las limitaciones de espacio y las compensaciones de calibre necesarias antes de iniciar el proceso de cotización de producción.
El simple hecho de enviar un archivo de diseño gráfico a una bandeja de entrada genérica es una receta para el desastre físico en la planta de producción.
¿Por qué fallan las aprobaciones gráficas en la planta de producción?
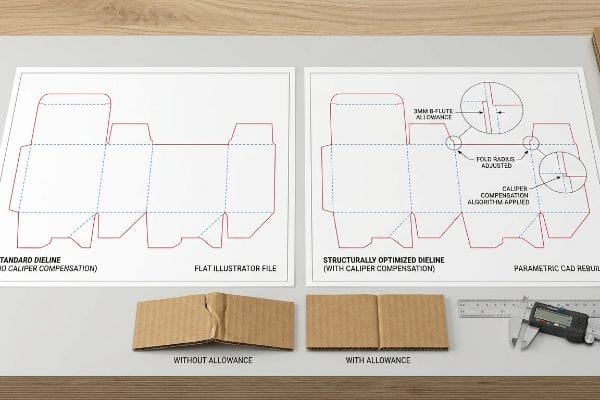
Incluso los diseñadores veteranos suelen asumir que enviar un archivo plano de Illustrator al correo electrónico de contacto general de una fábrica es suficiente para iniciar una campaña de venta minorista. Crean pestañas entrelazadas y ranuras de plegado con el mismo ancho que el panel correspondiente, asumiendo que las dimensiones digitales 2D se traducirán perfectamente al cartón físico. Desafortunadamente, los representantes de servicio al cliente estándar simplemente envían estos archivos directamente a preimpresión sin una revisión estructural. No calculan en absoluto el calibre físico del cartón corrugado plegado6.
Veo constantemente las consecuencias de este punto ciego. Un cliente se puso en contacto conmigo después de que su proveedor anterior fabricara un lote masivo de expositores de flauta B utilizando troqueles planos sin ajustar. Cuando un panel de 0,11 pulgadas (3 mm) de grosor se pliega 90 grados7, consume material. Debido a que las ranuras de recepción no se ensancharon, el expositor físico se deformó gravemente y el equipo de ensamblaje de coempaquetado aplastó las flautas al intentar unir las piezas. Tomé su archivo y apliqué automáticamente mis algoritmos de compensación de calibre a cada pliegue y ranura en el software estructural. Agregar tolerancias específicas de flexión8 garantizó que los expositores prellenados se ensamblaran sin fricción, reduciendo los costos de mano de obra y evitando un rechazo masivo por parte del minorista.
| Corrección de la geometría estructural | Resultado físico | Retorno de la inversión en la cadena de suministro |
|---|---|---|
| Algoritmo de compensación de calibre9 | Ranuras ajustadas para el radio de plegado | Elimina la fricción del montaje manual |
| Tolerancia de curvatura para flauta B10 | Ranuras de recepción ensanchadas 3 mm11 | Evita que la capa superior se rompa |
| Reconstrucción CAD paramétrica | La pantalla queda perfectamente cuadrada | Reduce los costos laborales de los co-envasadores |
Enviar diseños planos a una bandeja de entrada genérica es una apuesta que perderás. Exijo contacto directo con tu equipo de diseño para poder corregir los cálculos estructurales antes de que se fabrique la primera pieza.
🛠️ Harvey's Desk: ¿Sus troqueles actuales tienen en cuenta matemáticamente la tolerancia de flexión exacta del cartón grueso 32ECT? 👉 Solicite una simulación de tensión estructural 3D personalizada ↗ — 100 % confidencial. Sus diseños comerciales inéditos están a salvo conmigo.
¿Qué es el soporte técnico de TPV?
El verdadero soporte técnico no se trata de responder preguntas básicas sobre envíos, sino de demostrar que la geometría de su pantalla puede soportar la dura realidad de las cadenas de suministro internacionales.
El soporte técnico para puntos de venta (POS) es el servicio de ingeniería especializado que valida la integridad estructural de un expositor de cartón corrugado antes de su producción en masa. Esto incluye realizar simulaciones dinámicas de tránsito, comprobar la tolerancia a la humedad del material y realizar pruebas de compresión para garantizar que la unidad resista la logística comercial sin deformarse.

Para pasar del diseño teórico a la validación física se requiere un profundo conocimiento de las fuerzas cinéticas.
La mecánica de ingeniería detrás de la validación del transporte público
Cuando los clientes me preguntan qué implica el verdadero soporte técnico, siempre los oriento lejos de los mostradores de atención al cliente y hacia el laboratorio de pruebas. El soporte técnico es el proceso de salvar físicamente la brecha entre la resistencia teórica de los materiales y el movimiento dinámico y real de la cadena de suministro. No basta con saber que una hoja de papel plana soporta cierto peso; debemos demostrar que la geometría 3D completamente ensamblada de su diseño puede soportar vibraciones multiaxiales y caídas cinéticassin perder su integridad interna.
Explico esto comparando los datos de materiales planos con la resistencia del sistema completamente cargado en la planta de producción. Por ejemplo, los equipos de compras suelen basarse en gran medida en las normas ASTM (Sociedad Estadounidense para Pruebas y Materiales)13 que miden estrictamente la resistencia teórica al aplastamiento de los bordes de un cartón corrugado plano. Pero cuando llevo una caja maestra completamente ensamblada a mi laboratorio y la coloco en la mesa vibratoria, estoy brindando soporte técnico real. Al ejecutar una simulación de tránsito completa de ISTA (Asociación Internacional de Tránsito Seguro)14, pruebo dinámicamente cómo el paquete ensamblado se corta o se dobla bajo la manipulación cinética del tránsito. Este protocolo de prueba secuencial verifica matemáticamente que la geometría estructural protege perfectamente la carga, cambiando el enfoque de las métricas de papel plano a la supervivencia garantizada de la mercancía.
| Protocolo de soporte técnico | Resultado físico | Retorno de la inversión en la cadena de suministro |
|---|---|---|
| Validación de doble estándar | Verifica la resistencia plana y ensamblada | Elimina los puntos ciegos teóricos |
| Simulación de tránsito ISTA15 | Unidad sometida a choque cinético | Garantiza la supervivencia del transporte marítimo |
| Verificación de geometría dinámica | Límites de vibración multieje probados 16 | Evita costosos daños durante el transporte |
El soporte no se limita a una voz amable al teléfono; se basa en datos duros e implacables. Valido cada estructura de forma dinámica porque la reputación de tu marca depende por completo de la resistencia en la práctica, no de suposiciones teóricas estáticas.
🛠️ Oficina de Harvey: ¿Confía únicamente en los datos ASTM de materiales planos para predecir cómo resistirán sus exhibidores cargados el transporte LTL? 👉 Obtenga una auditoría completa de validación de embalaje ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Cómo puedo hablar directamente con el servicio de atención al cliente?
La comunicación con el servicio de atención al cliente debe ser una medida proactiva para prevenir fallos logísticos posteriores, y no solo una actualización del estado de su contenedor de envío entrante.
Para comunicarse directamente con el servicio de atención al cliente, debe iniciar una revisión de archivos de preproducción con el equipo de preimpresión del fabricante. Este diálogo directo permite a los ingenieros auditar los códigos de barras logísticos obligatorios, optimizar las líneas de troquelado de las cajas maestras y evitar rechazos de clasificación automatizada incluso antes de que se quemen las planchas de impresión.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar en tu centro de distribución.
El coste oculto de los códigos de barras mal colocados y arrugados
Es una trampa común que atrapa incluso a equipos de compras experimentados: asumir que la atención al cliente estándar detectará automáticamente los errores de colocación de gráficos en el embalaje secundario. Los diseñadores gráficos suelen colocar los códigos de barras logísticos obligatorios cerca de las líneas de plegado estructurales en los troqueles de la caja maestra, tratando el diseño 2D como un lienzo estático. Ignoran la realidad mecánica de que el cartón corrugado consume material al doblarse a 90 grados, lo que provoca que el revestimiento exterior de papel se estire considerablemente.
Esto no es solo teoría; lo aplico en la práctica. Recientemente inspeccioné un prototipo dañado para un cliente cuya producción anterior había fallado en un centro de logística de terceros (3PL). Arranqué la hoja superior y palpé la ubicación exacta donde el código de barras UCC-128 se había enrollado completamente alrededor del radio del borde de 0,15 pulgadas (4 mm)17.Debido a esta distorsión, los escáneres ópticos de las cintas transportadoras de clasificación de alta velocidad no pudieron leer las líneas, lo que provocó un rechazo inmediato por parte del minorista y costosos gastos de reempaquetado manual. Inmediatamente implementé una zona de exclusión estricta para etiquetas en mi software de preimpresión. Al bloquear matemáticamente todos los datos logísticos críticos exactamente a 1,5 pulgadas (38,1 mm) de cualquier pliegue estructural18, garanticé que los datos escaneables permanecieran perfectamente planos. Esta corrección rigurosa basada en datos reemplazó presupuestos inflados para retrabajos con ingeniería de cartón corrugado de alta precisión, ahorrándole al cliente enormes penalizaciones por logística inversa.
| Solución de ingeniería de preimpresión | Resultado físico | Retorno de la inversión en la cadena de suministro |
|---|---|---|
| Etiquetar zona de acceso restringido | Códigos de barras bloqueados, lejos de los pliegues | Elimina los costos de reempaquetado de 3PL19 |
| Auditoría de escáneres ópticos | Evita que la etiqueta se envuelva | Garantiza el éxito de la recepción automatizada |
| Compensación del radio de borde | Se tuvo en cuenta el estiramiento de la fibra de papel20 | Evita las devoluciones de cargo de los principales minoristas21 |
Nuestro servicio de atención al cliente le protege activamente de posibles problemas logísticos. Yo mismo reviso sus archivos de preimpresión, porque una impresión perfecta no sirve de nada si el escáner del almacén no puede leer la caja original.
🛠️ Oficina de Harvey: ¿Su proveedor actual ha delimitado una zona restringida para sus etiquetas logísticas UCC-128 para evitar la deformación de los códigos de barras? 👉 Solicite una revisión de preimpresión logística ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Puedes elegir un proveedor con gestores de cuenta amables, pero si las tolerancias de curvatura no calculadas del cartón ondulado provocan que tu pantalla se curve durante el empaquetado automatizado, la enorme fricción ralentizará la línea de montaje en un 30 % aproximadamente y eliminará por completo el margen de beneficio del proyecto. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Deja de malgastar tu presupuesto en pantallas defectuosas y permíteme diseñar personalmente tu próximo lanzamiento para garantizar el máximo retorno de la inversión en la cadena de suministro.
"El coste oculto de la tolerancia estricta: por qué 'más estricto' no siempre es mejor…", https://www.modusadvanced.com/resources/blog/the-hidden-cost-of-tight-tolerance-why-tighter-isnt-always-better. Una fuente autorizada sobre adquisiciones de fabricación explicaría cómo los intermediarios no técnicos pueden pasar por alto u omitir tolerancias técnicas para reducir los costes de las ofertas. Función de la evidencia: vínculo causal; tipo de fuente: documento técnico de la industria. Apoya: el riesgo de defectos estructurales debido a la reducción de costes liderada por los intermediarios. Nota de alcance: específico para componentes estructurales de alta precisión. ↩
"Atasco en la máquina de embalaje – Wayne Automation", https://wayneautomation.com/news/packaging-machine-jam/. Los manuales técnicos de la maquinaria de embalaje automatizada detallan la importancia de la precisión en el enclavamiento de las pestañas para evitar atascos mecánicos. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la correlación entre el desajuste de las pestañas y el fallo de la maquinaria. Nota de alcance: específico para líneas automatizadas de alta velocidad. ↩
"¿Puede la fabricación llave en mano mejorar la eficiencia de la cadena de suministro?", https://www.rspinc.com/blog/contract-manufacturing/turnkey-manufacturing-efficiency/. Los puntos de referencia de la industria para la fabricación llave en mano y los modelos de comunicación lean cuantifican los aumentos de productividad al eliminar intermediarios externos. Función de la evidencia: comparación de puntos de referencia; tipo de fuente: informe de la industria. Respalda: la reducción estimada del 30 % en el tiempo de ensamblaje. Nota de alcance: el porcentaje real varía según la escala del proyecto. ↩
"Calibración de su equipo de envasado para obtener resultados consistentes", https://packagingsystems.com/calibrating-your-packaging-equipment-for-consistent-results/. Un estudio de referencia del sector o un caso práctico técnico que valida el aumento porcentual específico en la velocidad de co-envasado tras la calibración de tolerancias. Función de la evidencia: Validación cuantitativa; tipo de fuente: Informe técnico. Respalda: La afirmación de eficiencia de un aumento del 30 %. Nota sobre el alcance: Las métricas de rendimiento pueden variar según el tipo de maquinaria. ↩
"Integridad de los datos y rentabilidad en la construcción impulsada por IA", https://www.eidebailly.com/insights/articles/2023/2/keys-to-building-a-better-data-strategy-in-the-construction-industry . Directrices de ingeniería profesional que explican cómo la comunicación directa entre ingenieros reduce los errores y la degradación de datos en la transmisión de especificaciones estructurales. Función de la evidencia: Validación de procesos; tipo de fuente: Estándar de la industria. Apoya: La afirmación de que evitar los intermediarios previene la pérdida de datos estructurales. Nota de alcance: Se aplica específicamente a especificaciones estructurales de alta precisión.
"Embalaje de cartón ondulado con diseño innovador para una mayor durabilidad...", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Breve explicación de cómo las normas de ingeniería de embalaje requieren compensaciones del espesor del material (calibre) en las líneas de troquelado para garantizar el ajuste de las piezas plegables y entrelazadas. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la necesidad de tener en cuenta el espesor del material en la traducción de 2D a 3D. Nota de alcance: aplicable específicamente al cartón ondulado. ↩
"[PDF] Rigidez a la flexión del cartón corrugado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Especificaciones técnicas para el espesor del cartón corrugado de flauta B y los principios de ingeniería del consumo de material durante una flexión de 90 grados. Función de la evidencia: verificación fáctica; tipo de fuente: norma de fabricación. Apoya: la afirmación de que el espesor del material afecta el plegado estructural y los requisitos espaciales. Nota de alcance: Se aplica específicamente a materiales corrugados de flauta B. ↩
"Diseño de chapa metálica para la fabricación: tolerancias, doblado…", https://simutecra.com/blogs/sheet-metal-design-for-manufacturing-tolerances-bend-allowances-and-dfm-tips. Directrices de ingeniería para la aplicación de tolerancias de doblado a troqueles estructurales para garantizar un ajuste preciso y prevenir tensiones en el material. Función de evidencia: verificación de buenas prácticas; tipo de fuente: manual de diseño industrial. Apoya: la eficacia de las tolerancias para reducir la fricción en el ensamblaje y la falla del material. Nota de alcance: Aplicación general a materiales rígidos plegables. ↩
"Diseño óptimo de embalajes de cartón ondulado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. La documentación técnica del software para el diseño de embalajes explica cómo los algoritmos de compensación de calibre ajustan las dimensiones estructurales en función del grosor del material. Función de la evidencia: definición técnica; tipo de fuente: documentación del software. Apoya: el uso de ajustes algorítmicos para el radio de plegado. Nota de alcance: Se aplica a las herramientas CAD paramétricas utilizadas en el embalaje. ↩
"Determinación analítica de la rigidez a la flexión de un cartón de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Las normas industriales para materiales corrugados definen tolerancias de flexión específicas para el cartón ondulado tipo B para garantizar la integridad estructural después del plegado. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: la afirmación de que se requieren tolerancias específicas para los materiales de cartón ondulado tipo B. Nota de alcance: específico para el espesor del cartón corrugado. ↩
"Tolerancias RSC para máquinas formadoras y empacadoras de cajas – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Las directrices de ingeniería para exhibidores en puntos de venta recomiendan aumentos de tolerancia específicos, generalmente de alrededor de 3 mm, para evitar la tensión y el desgarro del material. Función de la evidencia: mejores prácticas de ingeniería; tipo de fuente: manual técnico. Apoya: la afirmación de que ensanchar las ranuras evita el desgarro de la lámina superior. Nota de alcance: Puede variar según el calibre total del material. ↩
"Procedimientos de prueba – Asociación Internacional de Tránsito Seguro", https://ista.org/test_procedures.php. Las normas autorizadas de la industria (como ISTA o ASTM) definen protocolos específicos para pruebas de vibración multieje y caída para simular las tensiones reales de la cadena de suministro en los embalajes estructurales. Función de la evidencia: verificación técnica; tipo de fuente: norma de la industria. Apoya: el requisito de validación dinámica del tránsito para garantizar la integridad estructural. Nota de alcance: se refiere específicamente al envío de exhibidores de cartón corrugado y rígido .
"Nueva configuración de prueba de aplastamiento de bordes mejorada con deformación de campo completo…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. Verificación de las normas ASTM específicas utilizadas para determinar los valores de la prueba de aplastamiento de bordes (ECT) para materiales corrugados. Función de la evidencia: Especificación técnica; tipo de fuente: Norma industrial. Apoya: Uso de ASTM para la clasificación de materiales planos. Nota de alcance: Se aplica a las pruebas de cartón corrugado. ↩
"Pruebas de embalaje ISTA – Intertek", https://www.intertek.com/performance-testing/packaging/ista/. Confirmación de los protocolos ISTA para simular esfuerzos dinámicos de tránsito para validar la integridad del embalaje frente al cizallamiento y la deformación. Función de la evidencia: Validación de la metodología; tipo de fuente: Norma técnica. Apoya: La aplicación de simulaciones ISTA para la validación estructural. Nota de alcance: Se centra en unidades de envío ensambladas. ↩
"[PDF] ISTA 3A – Asociación Internacional de Tránsito Seguro", https://ista.org/docs/3Aoverview.pdf. Explicación de cómo los protocolos de la Asociación Internacional de Tránsito Seguro (ISTA) simulan el choque cinético para verificar la integridad del embalaje en el transporte marítimo internacional. Función de la evidencia: validación de la norma técnica; tipo de fuente: organismo de certificación de la industria. Apoya: El uso de simulaciones ISTA para garantizar la supervivencia durante el transporte marítimo. Nota de alcance: Los detalles varían según la serie de pruebas ISTA (por ejemplo, 3A o 2A). ↩
"Estándares de prueba de vibración para fabricantes de productos electrónicos", https://www.etssolution.com/applications/vibration-testing-standards-and-requirements-for-electronics-manufacturers . Documentación técnica sobre pruebas de hardware contra vibraciones en múltiples ejes para prevenir la fatiga mecánica y fallas estructurales durante el transporte. Función de evidencia: especificación de ingeniería; tipo de fuente: manual de ingeniería mecánica. Apoya: La eficacia de las verificaciones de geometría dinámica para prevenir daños durante el transporte. Nota de alcance: Los límites dependen de la masa y la sensibilidad del producto.
"Identificación de la distorsión de perspectiva del código QR basada en el borde…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8321072/. Una guía autorizada sobre los estándares de códigos de barras GS1 explica cómo la curvatura y la distorsión afectan las tasas de escaneo óptico. Función de la evidencia: validación técnica; tipo de fuente: estándar de la industria. Apoya: la afirmación de que los radios de borde pequeños causan fallas en la lectura del código de barras. Nota de alcance: se aplica a sistemas de clasificación automatizados de alta velocidad. ↩
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Los manuales de ingeniería de logística y embalaje especifican "zonas silenciosas" mínimas o áreas de exclusión para evitar la distorsión física de los códigos de barras. Función de la evidencia: verificación de especificaciones; tipo de fuente: manual de ingeniería. Apoya: el uso de un margen de 1,5 pulgadas para la colocación de etiquetas. Nota de alcance: puede variar según los manuales de cumplimiento del minorista. ↩
"Reempaquetado para el cumplimiento normativo en el sector minorista: Walmart, Costco y grandes superficies...", https://nautical-direct.com/retail-compliance-repackaging-walmart-costco-and-big-box-requirements-explained/. Evidencia de proveedores de servicios logísticos que documenta los costes específicos asociados al reetiquetado manual cuando los códigos de barras son ilegibles debido a pliegues. Función de la evidencia: validación financiera; tipo de fuente: guía de precios del sector. Apoya: el retorno de la inversión (ROI) del uso de zonas de exclusión de etiquetas. Nota de alcance: Las tarifas varían según el proveedor de logística de terceros (3PL) y el volumen. ↩
"Un estudio de estructuras desplegables basadas en curvas inspiradas en la naturaleza...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10976263/. Documentación técnica sobre cómo los sustratos de papel se expanden o estiran al aplicarse a bordes curvos, lo que requiere compensación de diseño. Función de la evidencia: validación técnica; tipo de fuente: manual técnico de ciencia de materiales o preimpresión. Apoya: el resultado físico de la compensación del radio del borde. Nota de alcance: Aplicable principalmente a materiales para etiquetas no sintéticos. ↩
"Cómo prevenir contracargos en el comercio minorista: una guía de operaciones de 3PL", https://getproductiv.com/retail-chargeback-compliance. Manuales oficiales de cumplimiento de proveedores de los principales minoristas que detallan las sanciones financieras por etiquetas de envío que no cumplen con las normas. Función de la evidencia: verificación del riesgo financiero; tipo de fuente: política de cumplimiento corporativo. Apoya: la necesidad de compensación del radio del borde para evitar la distorsión de la etiqueta. Nota de alcance: específico para la distribución minorista a gran escala. ↩



