Los colores de marca se ven perfectos en la pantalla brillante, pero imprimirlos en cartón corrugado poroso es una realidad completamente distinta. Los colores turbios e inconsistentes perjudican las ventas minoristas. Así es como solucionamos esta discrepancia.
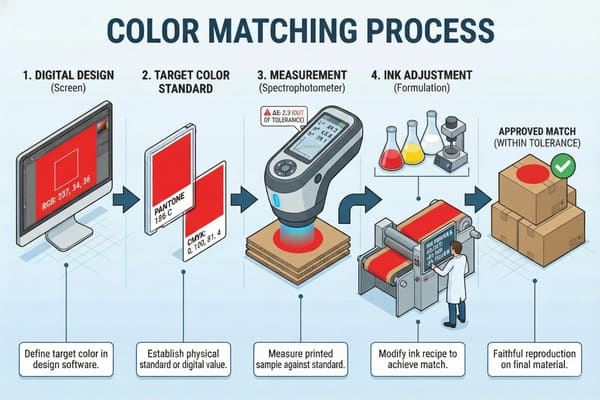
El proceso de igualación de color es un procedimiento sistemático de fabricación que armoniza los archivos de diseño digitales con la impresión física. Utiliza espectrofotómetros y perfiles estándar para garantizar la reproducción exacta de los colores de la marca en diversos sustratos, manteniendo la consistencia visual para las campañas globales de marketing minorista.
Como dueño de una fábrica, veo a diario cómo se arruinan diseños brillantes de agencias en la imprenta. Analicemos cómo traducimos su obra de arte digital a cartón físico sin perder su impacto.
¿Cuál es el proceso de igualación de colores?
Aprobar el diseño de empaques en una pantalla brillante de laptop es peligroso. La tinta líquida se absorbe en el papel y, de repente, el rojo vibrante parece óxido. Arreglemos ese flujo de trabajo de inmediato.
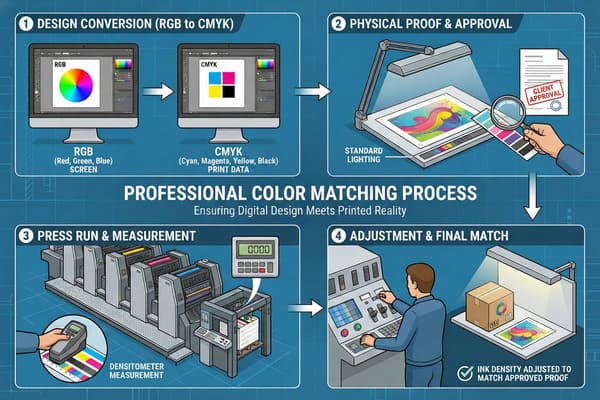
El proceso de igualación de color es una metodología secuencial que implica la calibración digital de archivos, la revisión física y los ajustes de la prensa. Requiere un software RIP (procesador de imágenes rasterizadas) para convertir los datos RGB a valores CMYK, seguido de un análisis espectral en cartón corrugado de hasta 3 mm (0,12 pulgadas) de espesor.
La trampa del "color turbio" y la realidad de la prueba GMG
Aprendí esto a las malas. Hace unos años, un cliente de cosméticos de Nueva York aprobó un precioso expositor magenta para un importante lanzamiento de San Valentín. Revisaron el PDF digital en sus pantallas retroiluminadas y lo aprobaron. Lo imprimimos en cartón ondulado B de 32 ECT estándar, usando planchas offset CMYK estándar. ¿El resultado? La tinta magenta empapó profundamente la base porosa de papel Kraft y se secó, adquiriendo un color morado apagado y mate. Fue un desastre. Tuve que desechar 5000 unidades. Me volvía loco.
Ese fracaso masivo es la razón por la que reestructuración completa de nuestro flujo de trabajo de preimpresión. No se puede simplemente imprimir en Adobe Illustrator y esperar que todo salga bien en una planta de producción. El proceso comienza con una curva de reducción matemática en nuestro software RIP. El cartón corrugado sufre mucho de la " Ganancia de punto 1 ". Cuando la tinta húmeda toca papel poroso, los puntos de semitono se expanden físicamente. Si su archivo digital requiere un punto cian al 50%, nuestro software de preimpresión reduce automáticamente la salida de la plancha al 35% de cian para anticipar esa expansión física.
Pero lo que realmente cambia las reglas del juego es nuestro sistema de pruebas de color GMG 2. Antes de colocar una placa metálica en nuestra prensa Heidelberg Speedmaster, enviamos por correo urgente una prueba física impresa en el mismo tipo de papel que usted pidió. No papel fotográfico brillante, sino cartón. La medimos con un espectrofotómetro para garantizar que la tolerancia Delta-E sea perfecta. Si envía expositores a un clima seco como Arizona o a un almacén húmedo en Florida, el contenido de humedad modifica la adherencia de la tinta. Fijamos el color físicamente en el mundo real, no solo digitalmente en una pantalla.
| Paso del proceso | Aprobación digital (defectuosa) | Pruebas físicas de GMG (Experto) |
|---|---|---|
| Sustrato | Pantalla RGB retroiluminada | Kraft corrugado/CCNB real |
| Compensación de ganancia de punto | Ninguno | Curva de reducción matemática del RIP3 |
| Variable de humedad | Ignorado | Considerado en la prueba física |
| Medición de precisión | globo ocular humano | Espectrofotómetro (Delta-E < 2,0)4 |
Los clientes detestan oír esto, pero la pantalla de su ordenador les miente. No firmen un PDF digital para un lanzamiento masivo en tiendas. Obligo a mis compradores a aprobar primero la prueba física de GMG. Pídanme un vídeo de nuestro espectrofotómetro midiendo el color específico de su marca.
¿Qué es el sistema de combinación de colores?
Estandarizar la impresión entre diferentes proveedores globales es un verdadero dolor de cabeza. Sin un lenguaje universal, el diseño de tu marca en China no coincidirá con el de EE. UU.
El sistema de igualación de color es un marco estandarizado, como el PMS (Pantone Matching System) o la escala de grises G7, que se utiliza para comunicar especificaciones precisas de tinta a nivel mundial. Proporciona fórmulas de mezcla exactas y objetivos de calibración, lo que garantiza que los envases producidos en múltiples instalaciones se mantengan visualmente idénticos bajo la iluminación del comercio.

Reducir la brecha entre Estados Unidos y China con la calibración maestra del G7
Un error común en esta industria es creer que imprimir consiste simplemente en verter tinta de color sobre rodillos de goma. Un cliente de Chicago insistió en usar una imprenta local estadounidense para las cajas de sus productos principales y mi fábrica para sus expositores temporales. Creyeron que darnos a ambos el mismo código Pantone sería suficiente para que combinaran a la perfección. Cuando los expositores de 60 pulgadas (152 cm) llegaron al Walmart, justo al lado de las cajas, los colores desentonaron terriblemente.
Al principio me negué a imprimirlo así porque conocía el riesgo. La fábrica estadounidense estaba calibrada según los estándares G7, mientras que mi antigua prensa utilizaba los estándares japoneses FOGRA. La estructura de punto y el balance de grises eran radicalmente diferentes. Tuve que modernizar mi taller. Hoy, toda mi línea de producción utiliza G7 Master Calibrated 5. Este es el estándar absoluto de EE. UU. Cuando un diseñador estadounidense me envía un archivo de Adobe Illustrator con un perfil GRACoL, mi prensa Heidelberg lo lee exactamente como lo haría una imprenta de Chicago.
También tenemos que lidiar con la propia materia prima. Tomemos como ejemplo el problema del PMS 877 Silver. A las marcas les encanta el texto plateado brillante para darle un aspecto premium. Pero el cartón corrugado crudo absorbe las escamas metálicas como una esponja. Si se imprime plata directamente sobre un cartón kraft, se convierte en un gris sucio y turbio. Para superar esta limitación del sistema, primero debemos imprimir una imprimación sólida de tinta base blanca 6 para sellar las fibras del papel y luego aplicar la tinta metálica encima. Esto añade un paso de producción, pero es la única forma en que el sistema se traduce realmente en un estante de venta minorista.
| Estándar del sistema | Región primaria | Balance de escala de grises | Compatibilidad con cartón |
|---|---|---|---|
| FOGRA | Europa/Asia (Legado) | Basado en TVI (aumento del valor del tono)7 | Propenso a tonos medios turbios |
| Maestro G7 | Estados Unidos / América del Norte | Balance de grises visual basado8 | Excelente para la absorción de Kraft |
| PMS (Metálico) | Global | Formulación de tinta sólida | Requiere base de imprimación blanca |
La calibración del sistema marca la diferencia invisible entre fábricas baratas y socios confiables. Invertí mucho para obtener la certificación G7, así que sus archivos GRACoL se imprimen impecablemente aquí, sin la típica diferencia de color entre EE. UU. y China. Si necesita consistencia absoluta en múltiples formatos de empaque, permítame realizar un lote de prueba.
¿Qué es la regla 70 20 10 para los colores?
Inundar una estructura de exhibición con diez colores brillantes diferentes crea un caos visual. Los compradores pasan de largo ante diseños recargados. Necesita una jerarquía estructural estricta en sus diseños para convertir las ventas.
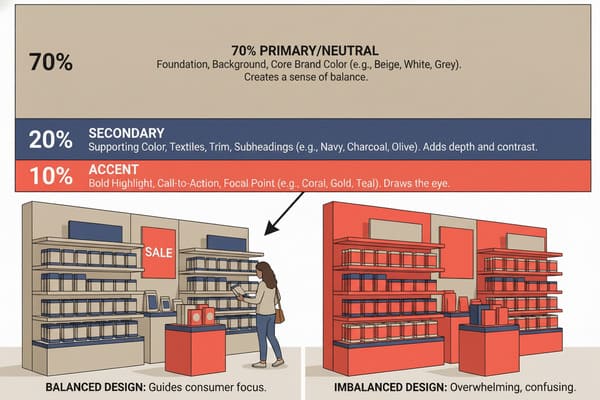
La regla 70 20 10 es un principio fundamental de diseño que dicta que un diseño debe constar de un 70 % de color dominante, un 20 % de color secundario y un 10 % de color de acento. Esta distribución proporcional dirige la atención del consumidor, crea equilibrio visual y maximiza las compras impulsivas en entornos minoristas concurridos.
Gestión del límite total de tinta (TIL) para la integridad estructural
Aplicar la regla visual 70/20/10 suena a pura teoría de marketing, pero en la fábrica, es literalmente una cuestión de supervivencia estructural. Permítanme explicarles la física detrás de la tinta. Una vez, un diseñador me envió un archivo de ilustración para un contenedor de bebidas energéticas donde el color dominante del "70%" era una inundación masiva y sólida de "Negro Photoshop" (C75 M68 Y67 K90). Eso equivale a una cobertura total de tinta del 300%.
Al imprimirlo, la gran cantidad de tinta líquida atravesó el cartón soporte 32ECT de flauta B. El cartón se volvió blando y esponjoso sobre el palé. Al realizar la Prueba de Compresión de Caja (BCT) 9 , la pantalla se deformó con tan solo 18,1 kg (40 lb) de peso. La tinta líquida, tan densa, destruyó por completo la resistencia a la tracción del papel. Para solucionar este fallo catastrófico, ahora aplicamos un estricto Límite Total de Tinta (TIL) 10 en nuestro departamento de preimpresión. Tomamos ese peligroso 300 % de negro y lo convertimos matemáticamente en un "Negro Rico Seguro" (C40 M30 Y30 K100). Parece idéntico al ojo humano bajo las luces fluorescentes de Target o CVS, pero consume mucho menos líquido.
La regla 70/20/10 obliga a los diseñadores gráficos a usar espacio negativo y colores dominantes más claros. Esto mantiene el cartón corrugado seco y rígido. Al usar un pequeño 10% de color de acento (como un amarillo neón brillante) para atraer la atención del comprador, se ahorra tinta, se reduce el tiempo de curado en fábrica y se garantiza que el expositor pueda soportar los 68 kg (150 lb) de producto para los que fue diseñado.
| Elemento de diseño | Cobertura de obras de arte | Realidad de fábrica (Cartón) | Impacto estructural |
|---|---|---|---|
| 70% dominante | Inundación oscura intensa (>300 % TIL)11 | El tablero se satura/se ablanda | No pasa la prueba de carga de 150 libras (68 kg) |
| 70% dominante | Luz/Espacio Negativo | El tablero permanece seco/rígido | Pasa la prueba de caída ISTA12 |
| 10% Acento | Color de punto brillante | Tiempo rápido de curado UV | Fuerte contraste visual |
Una obra de arte hermosa no sirve de nada si el expositor se derrumba en el pasillo del supermercado. Al gestionar los límites de tinta mediante proporciones de diseño inteligentes, protejo tanto la imagen de su marca como su producto físico. Envíe sus archivos de IA a mi equipo de diseño antes de finalizar su diseño.
¿Cuál es la regla para la combinación de colores?
Nunca suponga que la máquina de impresión sabe lo que quiere. Sin reglas matemáticas estrictas, la temperatura de la fábrica, la humedad y el desgaste de la máquina modificarán constantemente los colores de su marca durante la producción.
La regla de igualación de color es un estricto control de calidad que exige que la impresión se mantenga dentro de una tolerancia Delta-E inferior a 2,0 en comparación con la muestra maestra aprobada. Esta regla matemática garantiza que las variaciones de color sean completamente imperceptibles al ojo humano en grandes lotes de fabricación.
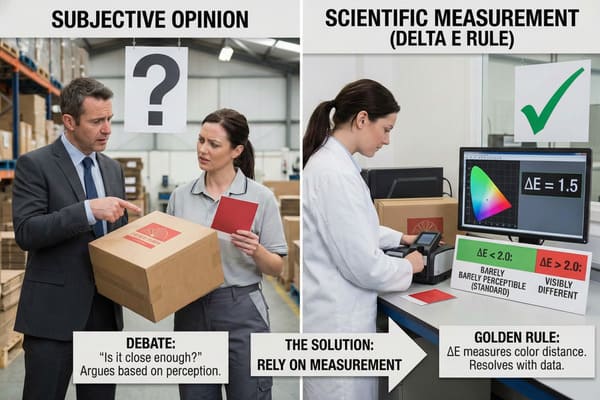
Protocolo de la muestra dorada y registro de acabado
La regla de oro en mi línea de producción es estricta pero necesaria: la unidad número 5000 debe ser exactamente idéntica a la primera. Mantener esa consistencia durante una tirada de impresión de tres días es increíblemente difícil. Los rodillos de la prensa se calientan. La humedad ambiental en la fábrica varía de la mañana a la noche. Si no medimos constantemente la producción, los colores se desvían.
Combatimos esta realidad de la fábrica mediante el protocolo "Muestra Dorada". Antes de iniciar la producción en masa, autorizo personalmente una hoja impresa perfecta, verificada por espectrofotómetro. Esa hoja se coloca directamente en la consola de la prensa Heidelberg. Cada centésima hoja extraída de la línea se escanea y se compara matemáticamente con ese estándar maestro. Si la lectura Delta-E supera ligeramente 2.0, detenemos la máquina inmediatamente.
Pero la igualación no se trata solo de tinta líquida CMYK. También se trata de acabados premium. A las marcas de lujo les encanta aplicar barniz UV localizado (un brillo transparente brillante) sobre su logotipo. Sin embargo, el cartón corrugado se estira ligeramente bajo la enorme presión de los cilindros de la prensa. Si la placa UV se corta con la misma precisión que la placa de impresión, ese pequeño estiramiento hace que el brillo se desvíe del logotipo, creando una imagen borrosa y con un registro erróneo. Soluciono esto diseñando un margen de "trapping" de 0,5 mm (0,02 pulgadas) en nuestro proceso de serigrafía de alta viscosidad. También retiramos la máscara UV rígida exactamente 3 mm (0,12 pulgadas) de cualquier línea de marcado estructural. Si el polímero UV seco se dobla durante el montaje en tienda, se agrieta y se descascara, dejando restos de plástico afilados.
| Punto de control de calidad | Estándar de la industria | Nuestro protocolo de fábrica |
|---|---|---|
| Consistencia del lote | Comprobación visual del globo ocular | Espectrofotómetro cada 100 hojas13 |
| Variación de color | Delta-E < 4.0 (Visible) | Delta-E < 2.0 (Imperceptible)14 |
| Registro UV localizado | Partido exacto 1:1 (Deriva) | Superposición de captura de 0,02 pulgadas (0,5 mm) |
| Líneas de pliegue | Brillo sobre pliegues (grietas) | Zona de exclusión de brillo de 0,12 pulgadas (3 mm) |
Me niego a dejar la reputación de su marca al azar o a operadores de maquinaria cansados. Nuestras estrictas normas Delta-E y las tolerancias de captura diseñadas garantizan cero sorpresas cuando su contenedor marítimo llegue al centro de distribución. Pídame que extraiga una muestra de producción aleatoria directamente de la prensa.
Conclusión
Dominar el color sobre cartón requiere una disciplina rigurosa, no solo un buen diseño gráfico. Deje de arriesgar sus campañas de venta minorista con impresiones borrosas y estructuras suaves. Solicite un presupuesto inmediato y permítanos diseñar su éxito.
Comprender la ganancia de punto es fundamental para cualquier persona involucrada en la producción de impresión, ya que afecta directamente la precisión del color y la calidad de impresión final. ↩
Aprender sobre el sistema de prueba de color GMG le ayudará a ver cómo las pruebas avanzadas garantizan que los colores impresos coincidan con las expectativas, lo que reduce errores costosos. ↩
Descubra cómo las curvas de corte RIP matemáticas mejoran la precisión de impresión y la consistencia del color, algo esencial para el embalaje de alta calidad y las pruebas profesionales. ↩
Descubra por qué el uso de un espectrofotómetro con Delta-E < 2.0 es crucial para lograr una correspondencia precisa del color en la producción de impresión y el control de calidad. ↩
Comprender la calibración maestra G7 ayuda a garantizar la consistencia del color en la impresión internacional, lo cual es crucial para las marcas y los diseñadores globales. ↩
Aprender sobre la base de tinta blanca revela cómo lograr acabados metálicos de primera calidad en los envases, evitando resultados opacos o turbios. ↩
Descubra cómo el balance de escala de grises basado en TVI afecta la calidad de impresión y por qué es importante para lograr una reproducción precisa del color en sistemas tradicionales. ↩
Descubra los beneficios del balance de grises visual en la impresión y cómo conduce a resultados superiores, especialmente para sustratos desafiantes como Kraft. ↩
Descubra cómo la prueba de compresión de cajas (BCT) evalúa la resistencia del embalaje, garantizando que sus exhibidores puedan soportar de forma segura productos pesados. ↩
Descubra por qué aplicar un límite total de tinta del 260 % es crucial para mantener la integridad estructural del embalaje de cartón corrugado y evitar fallas costosas. ↩
Descubra cómo la gran cobertura de tinta afecta los materiales de embalaje y por qué puede provocar la saturación del tablero y fallas estructurales en aplicaciones del mundo real. ↩
Descubra la importancia de las pruebas de caída ISTA para el embalaje y cómo garantizan la seguridad y durabilidad del producto durante el envío y la manipulación. ↩
Descubra cómo el uso de un espectrofotómetro cada 100 hojas puede mejorar significativamente la precisión y la consistencia del color en su proceso de producción de impresión. ↩
Descubra por qué mantener Delta-E < 2.0 garantiza diferencias de color imperceptibles, lo que genera una calidad de impresión superior y satisfacción del cliente. ↩



