Usted aprueba una muestra blanca impecable, firma la orden de compra y espera. Pero cuando llega la producción en masa, las pantallas parecen imitaciones baratas. He aquí por qué sucede esto.
Para garantizar que la muestra y la producción en masa sean idénticas, se requiere un estricto cumplimiento de las tolerancias de fabricación estandarizadas, la calibración del color maestro y pruebas ambientales controladas. Una muestra de referencia sirve como punto de referencia absoluto, determinando la configuración de la máquina, la selección de materiales y las comprobaciones de integridad estructural durante todo el proceso de fabricación.

Pero un prototipo perfecto que se encuentra en un estudio de diseño aséptico no garantiza absolutamente nada cuando se enfrenta a la implacable realidad de la planta de producción.
¿Cómo se garantiza la calidad en la producción?
Para garantizar una calidad auténtica, es necesario ir más allá de la estética visual y la ingeniería para tener en cuenta las realidades químicas.
Para garantizar la calidad en la producción en masa, es necesario controlar las variables químicas y físicas introducidas por la maquinaria automatizada. Esto incluye gestionar la absorción de humedad durante la laminación litográfica, aplicar tolerancias de curvatura precisas y calibrar las placas de troquelado para que coincidan con la densidad exacta del tablero estructural producido en masa y así evitar fallos.

Pero conocer la teoría no es suficiente cuando las laminadoras litográficas de alta velocidad empiezan a funcionar de verdad.
¿Por qué falla la laminación estándar en la planta de producción?
Los equipos de compras suelen asumir que tomar una muestra impresa plana y perfecta significa que la producción en masa de 5000 unidades dará como resultado paneles planos idénticos. Ignoran por completo la realidad química de la laminación litográfica comercial. Aplicar una lámina superior impresa a cartón corrugado rígido de flauta B a gran escala introduce enormes cantidades de adhesivo húmedo, lo que cambia por completo la físicadel material.
Esto no es solo teoría; lo experimento en la práctica. Una agencia de branding diseñó apresuradamente un panel lateral de gran tamaño, asumiendo que el tablero estándar ECT (Edge Crush Test) de 32 se mantendría perfectamente plano, como en sus maquetas CAD (Computer-Aided Design). Al principio, supuse que los tiempos de curado estándar serían suficientes. Estaba completamente equivocado. Debido a que la producción en masa utiliza aplicaciones abundantes de pegamento PVA (acetato de polivinilo) húmedo en grandes superficies, el fuerte olor a humedad evaporada llenó el aire mientras los paneles de 152,4 cm (60 pulgadas) comenzaban a curvarse hacia adentro como una patata frita. La base se rompió a 51 kg (112,5 libras) en la mesa vibratoria porque los paneles deformados arruinaron la distribución de carga vertical. Inmediatamente ordené un rediseño estructural, introduciendo una estructura de tablero dúplex equilibrado con un revestimiento posterior delgado para contrarrestar físicamente la tensión superficial del PVA durante el curado de 24 horas por peso muerto. Al aplicar esta estricta tolerancia de equilibrio de humedad, logré reducir el tiempo de ensamblaje del co-empaquetado en aproximadamente un 30%, lo que permitió a los clientes ahorrar importantes costos de mano de obra y, al mismo tiempo, evitar un colapso catastrófico en el sector minorista.
| Variable de laminación | Resultado físico | Retorno de la inversión en logística |
|---|---|---|
| Tensión superficial del PVA húmedo2 | Paneles laterales verticales curvados | Provoca el rechazo total por parte del minorista |
| Revestimiento trasero dúplex equilibrado | Proceso de curado perfectamente plano | Reduce drásticamente el tiempo de montaje |
| Cura para el peso muerto en 24 horas3 | Alineación de carga vertical al 100% | Elimina el fallo de compresión de BCT4 |
Me niego a que la deformación química destruya un diseño brillante. Al contrarrestar la tensión adhesiva con geometría estructural, garantizo que la producción en masa alcance la resistencia del prototipo.
🛠️ Oficina de Harvey: ¿Conoce el contenido exacto de humedad del cartón ondulado de flauta B de su proveedor actual antes de la laminación litográfica? 👉 Solicite una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo garantizan la uniformidad y la calidad en cada lote de productos que ayudan a producir?
Reponer una campaña publicitaria exitosa debería ser sencillo, pero los atajos ocultos en la fabricación a menudo arruinan la uniformidad de los lotes.
Garantizar la uniformidad en cada lote implica reemplazar sistemáticamente las herramientas mecánicas en lugar de reutilizar las deterioradas. El uso de troqueles de acero nuevos y planchas de impresión recién calibradas garantiza que las siguientes series de producción mantengan las tolerancias físicas originales, eliminando la fricción en el montaje y la debilidad estructural en toda la cadena de suministro.

Pero confiar en un éxito pasado no garantiza un buen desempeño futuro cuando cambian las condiciones de la fábrica.
La trampa de degradación de las herramientas en los pedidos repetidos
Los equipos de compras suelen asumir que pagar una tarifa única por herramientas estructurales equivale a adquirir un activo permanente e indestructible para años de pedidos repetidos. Consideran la muestra original aprobada como una garantía de por vida. Ignoran la realidad material de los troqueles estándar, que dependen de cuchillas metálicas incrustadas en tableros de madera contrachapada porosa sin tratar,almacenados en almacenes sin control de temperatura.
Esto no es solo teoría; lo veo en acción en el laboratorio de pruebas. Un cliente frustrado me llamó desde su laboratorio de I+D, gritando que su último pedido había fallado la prueba de caída ISTA (International Safe Transit Association)3A⁶, a pesar de que el lote original la había superado sin problemas seis meses antes. El problema radicaba en su proveedor anterior, que reutilizó en secreto un tablero de troqueles deformado que había absorbido la humedad ambiental. Al principio, supuse que el tablero de pruebas estándar mantendría su forma original. Estaba completamente equivocado. Las cuchillas deterioradas habían producido cortes irregulares y desalineados, destruyendo por completo las pestañas de enclavamiento. La base se rompió a 85 kg (187,5 lb) en nuestra prensa de compresión. Inmediatamente exigí una mejora en el material de nuestro protocolo de herramientas: grabar con láser un nuevo troquel de acero para este lote, utilizando madera contrachapada nueva y sellada climáticamente. Desechar las antiguas suposiciones de la agencia y volver a grabar el tablero con acero nuevo garantizó una precisión milimétrica. Al aplicar rigurosamente este nuevo mandato de herramientas, garantizo que las pantallas se ensamblen sin fricción, reduciendo el tiempo de procesamiento de 3PL (Logística de Terceros) en un 20% estimadoy eliminando por completo el riesgo de colapso durante el transporte.
| Realidad de las herramientas | Resultado físico | Retorno de la inversión en logística |
|---|---|---|
| Tableros de madera contrachapada deformados | Cortes irregulares y desalineados | Provoca una fricción de ensamblaje severa |
| Troqueles recién grabados con láser | Precisión de ranura milimétrica | Reduce el tiempo de procesamiento de 3PL |
| Reemplazo estricto de herramientas | Durabilidad de tránsito verificada | Evita costosos daños en el transporte de mercancías |
Jamás confío en madera vieja para cortar papel nuevo. Al tratar las herramientas como una variable perecedera, garantizo que su tercer lote será tan sólido estructuralmente como su muestra original.
🛠️ Harvey's Desk: ¿Sus expositores no superan las pruebas de transporte en la segunda tirada porque su fábrica reutiliza troqueles de corte deformados por la humedad? 👉 Solicite una simulación de estrés estructural en 3D ↗ — 100 % confidencial. Sus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Qué es algo que debes tener en cuenta con respecto a la producción en masa de un producto?
Traducir un concepto digital en millones de unidades físicas requiere una anticipación mecánica precisa.
La producción en masa de un producto requiere un análisis exhaustivo de la resistencia física de las fibras de papel durante las etapas de plegado automatizado. Controlar con precisión cómo se deforman las ondulaciones bajo la intensa presión de la máquina determina la resistencia a la compresión general y garantiza que el expositor resista las condiciones extremas de transporte y venta al por menor.
Pero las líneas de troquelado digitales estándar son completamente ajenas a las violentas realidades mecánicas de una máquina troqueladora.
El cuello de botella de la matriz de pliegues en la planta de producción
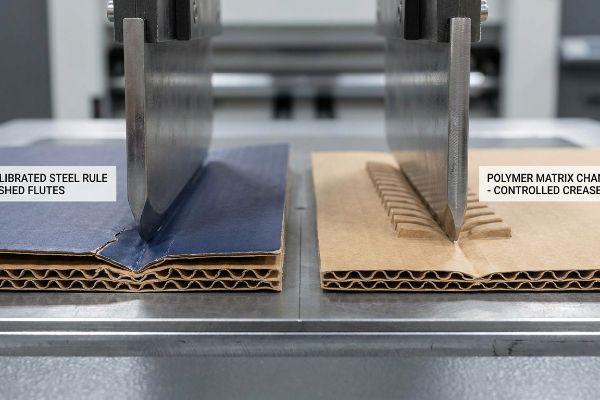
Los diseñadores dan por sentado que una simple línea de pliegue visual en un archivo digital crea automáticamente un pliegue perfecto de 90 grados en la producción en masa. Esperan que la materia prima se doble mágicamente sin resistencia. No comprenden que al presionar una regla de acero sobre cartón corrugado , las ondulaciones internas se deforman bruscamente, lo que puede agrietar instantáneamente la lámina superior impresasi no se calibra con precisión.
Esto no es solo teoría; lo aprendí por las malas. En 2022, le pedí a mi ingeniero jefe de empaques, Mark, que hiciera una prueba piloto de un expositor de alta resistencia para tiendas mayoristas. El punto ciego era un cabezal plegable sobredimensionado que ignoraba por completo la fragilidad del papel kraft virgen de alta densidad que estábamos usando. Pensamos que ahorraríamos tiempo omitiendo la configuración de la matriz de hendido personalizada en la mesa de corte. Tres días después, en la cámara climática, vi cómo se doblaba todo el palé , escuchando el espantoso sonido de las fibras del papel laminado litográfico abriéndose por completo bajo tensión. Los pliegues fallaron con tan solo 2,79 mm de deflexión. Detuve la línea de inmediato e inicié un pivote mecánico: monté físicamente canales de matriz de polímero hembra especializados directamente sobre la placa de corte para que actuaran como yunque. Esta calibración precisa de la herramienta controló perfectamente el estiramiento del papel cuando el acero golpeó el cartón. Pasar horas observando físicamente el impacto de la máquina salvó la capacidad de carga. Este ajuste de matriz de 1,5 mm (0,05 pulgadas) no solo evitó que el cabezal se agrietara, sino que también restauró la resistencia dinámica BCT (prueba de compresión de caja), evitando así el colapso masivo del contenedor de carga.
| Variable de plegado | Resultado físico | Retorno de la inversión en fletes y mano de obra |
|---|---|---|
| Regla de acero sin calibrar9 | Láminas superiores impresas agrietadas | Arruina el valor de la marca al instante |
| Canales de matriz polimérica10 | Estiramiento controlado de la fibra | Elimina los riesgos de rotura del sustrato |
| Presión precisa del yunque11 | Esquinas perfectas de 90 grados | Maximiza el apilamiento vertical de palés |
No dejo las tolerancias de plegado al azar ni a la configuración predeterminada de la máquina. Al diseñar la presión de impacto exacta del troquel, protejo la integridad estructural de cada unidad.
🛠️ Harvey's Desk: ¿Su fábrica actual está aplastando indiscriminadamente su cartón ondulado durante el proceso de troquelado, lo que compromete la resistencia de su expositor? 👉 Obtenga una revisión integral de ingeniería estructural personalizada ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Cuáles son los métodos utilizados para garantizar un producto de calidad?
Para demostrar el valor de un producto, es necesario llevarlo más allá de los límites teóricos y someterlo a las condiciones de estrés ambiental del mundo real.
Los métodos empleados para garantizar la calidad del producto incluyen pruebas en cámaras de condiciones ambientales extremas, auditorías rigurosas de tolerancia micrométrica y un seguimiento activo de la humedad en la cadena de suministro. Estos protocolos de diagnóstico verifican que los materiales corrugados resistirán el transporte marítimo prolongado y el almacenamiento en almacenes con alta humedad sin degradarse ni perder capacidad de carga.
Pero confiar en condiciones de laboratorio secas y estériles es un error garrafal cuando el envío cruza el océano.
La trampa de la hinchazón por humedad en las cadenas de suministro globales
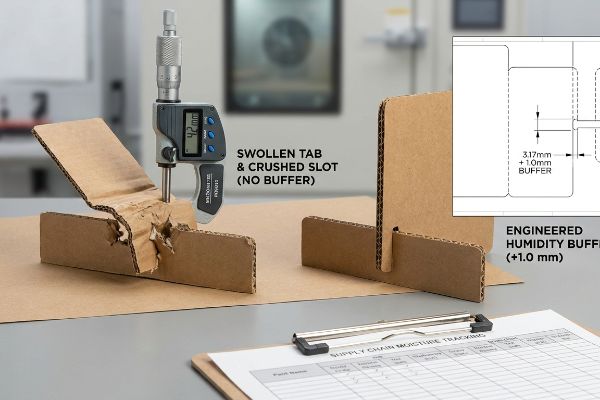
Los diseñadores gráficos que trabajan en oficinas con temperatura controlada suelen establecer las tolerancias de las ranuras de troquelado basándose estrictamente en el calibre absoluto en seco del cartón. Dan por sentado que una ranura de 3,17 mm (0,12 pulgadas) cortada a la perfección para el cartón ondulado tipo Bencajará perfectamente durante el ensamblaje final. Ignoran la dura realidad física de que el cartón poroso absorbe grandes cantidades de humedad ambiental durante el transporte marítimo,lo que provoca que las fibras del papel se hinchen y se deformen.
Esto no es solo teoría, lo enfrento en el campo de pruebas. Una importante empresa comercial importó una caja de exhibición, asumiendo que sus ranuras CAD estándar encajarían sin problemas durante el ensamblaje de coempaquetado en Estados Unidos. El punto ciego fue ignorar la humedad en los almacenes de Florida. Al principio, asumí que las métricas estándar de cartón seco se mantendrían. Estaba completamente equivocado. Arranqué la lámina superior del prototipo dañado y sentí las estrías húmedas, hinchadas y aplastadas donde el equipo de ensamblaje había intentado desesperadamente forzar las pestañas expandidas en las ranuras originales. La unidad completa falló dinámicamente a 145.2 lbs (65.8 kg). Inmediatamente realicé un cambio en la cadena de suministro y la tolerancia: obtuve las lecturas del micrómetro y demostré que no necesitábamos costosos clips de plástico; solo necesitaba diseñar un amortiguador de humedad de 1.0 mm (0.04 pulgadas)14 directamente en las ranuras de recepción en nuestro software CAD. Al aplicar esta ingeniería de cartón corrugado de altísima precisión, logré reducir el tiempo de ensamblaje para el co-empaquetado en aproximadamente un 25%, lo que supuso un ahorro significativo en los costos de mano de obra para la marca, al tiempo que garantizó una configuración completamente fluida.
| Tolerancia de ensamblaje | Resultado físico | Retorno de la inversión en fletes y mano de obra |
|---|---|---|
| Diseño de ranura de calibre seco | Inserciones hinchadas e imposibles | Provoca enormes retrasos en el envasado conjunto |
| Amortiguador de humedad diseñado | Ensamblaje de lengüeta sin fricción | Reduce drásticamente los costos de mano de obra manual |
| desplazamiento de holgura de 1,0 mm | Acanaladuras estructurales intactas | Evita el colapso del nivel base |
Diseño para el peor escenario posible en la cadena de suministro, no para una oficina impecable. Al calcular la expansión por humedad directamente en la matriz, elimino el caos de un ensamblaje forzado y propenso a desgarros.
🛠️ Harvey's Desk: ¿Sus socios de logística externa están dañando sus exhibidores de cartón corrugado debido a que las ranuras se hinchan y se aprietan durante el transporte marítimo? 👉 Solicite una revisión completa del prototipo de su proyecto ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Puedes elegir un proveedor que solo se preocupe por la muestra visual, pero si esa placa 32 ECT sin tratar absorbe humedad durante el transporte marítimo y se hincha, ralentizará tu línea de montaje en un 30 % aproximadamente y eliminará por completo el margen de beneficio de tu proyecto. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Deja de malgastar tu presupuesto de marketing en pantallas defectuosas y permíteme diseñar personalmente tu próximo lanzamiento para garantizar el máximo retorno de la inversión estructural.
"Laminado | Adhesivos Henkel", https://next.henkel-adhesives.com/us/en/articles/laminating-adhesives-to-improve-productivity.html. [Las especificaciones técnicas sobre embalaje de cartón ondulado describirían cómo la aplicación de adhesivos a base de agua durante la laminación litográfica provoca la expansión de las fibras y la consiguiente curvatura del cartón]. Función de la evidencia: Explicación técnica; tipo de fuente: Norma de embalaje de la industria. Apoya: Afirmación relativa a los cambios físicos causados por la aplicación del adhesivo. Nota de alcance: Se centra en la tensión inducida por la humedad. ↩
"5 razones por las que su panel podría estar deformándose – PolyBak", https://www.polybak.com/polybakblog/5reasonswhyyourpaneliswarping. La literatura técnica sobre ciencia de los materiales explica cómo la tensión superficial y la tasa de evaporación de los adhesivos de PVA provocan una contracción desigual, lo que lleva a la deformación de los sustratos verticales de cartón. Función de la evidencia: Mecanismo causal; tipo de fuente: Manual de ciencia de los materiales. Apoya: El vínculo entre la tensión del adhesivo y la deformación del panel. Nota de alcance: Específico para adhesivos a base de agua. ↩
"¡Aprende a construir con cartón! FUERTE, impermeable y gratis.", https://www.youtube.com/watch?v=45JhacvmXV8 . Las normas de la industria del embalaje especifican un período mínimo de curado de 24 horas bajo carga estática para evitar la deformación y garantizar la estabilidad estructural en el cartón dúplex laminado. Función de la evidencia: Especificación técnica; tipo de fuente: Norma de fabricación. Apoya: La necesidad de una duración de curado específica para la alineación. Nota de alcance: Puede variar según la humedad ambiental.
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Los estudios de ingeniería sobre pruebas de compresión de cajas (BCT) demuestran que los procesos de curado adecuados previenen el pandeo prematuro y el colapso estructural bajo cargas verticales. Función de la evidencia: Métrica de rendimiento; tipo de fuente: Estudio de ingeniería de embalaje. Apoya: El impacto del curado en la resistencia a la compresión. Nota de alcance: Se aplica a expositores de cartón corrugado apilados verticalmente. ↩
"Matrices de acero – Fremont Cutting Dies", https://fremontcuttingdies.com/steel-rule-dies/. [Un manual estándar de la industria para el troquelado y la fabricación de embalajes verificaría la composición del material de las matrices de acero, específicamente la incrustación de tiras de acero en bases de madera contrachapada]. Función de la evidencia: verificación técnica; tipo de fuente: manual de fabricación. Apoya: la composición física y la vulnerabilidad de las herramientas estándar. Nota de alcance: se aplica específicamente a las matrices de acero, no a las matrices láser o CNC. ↩
"[PDF] 3A 2 – Asociación Internacional de Tránsito Seguro", https://ista.org/docs/3Aoverview.pdf. [La Asociación Internacional de Tránsito Seguro proporciona protocolos estandarizados para la prueba 3A para simular las exigencias del entorno de entrega de paquetes]. Función de la evidencia: Validación de estándar técnico; tipo de fuente: Estándar de la industria. Apoya: El uso de ISTA 3A como referencia rigurosa para la durabilidad del embalaje. Nota de alcance: Específico para la entrega de paquetes pequeños. ↩
"Comprender la importancia del embalaje en la cadena de suministro", https://mugele.com/blog/the-critical-importance-of-packaging-in-the-supply-chain-boost-efficiency-and-reduce-costs/. [La investigación logística indica que las reducciones en la fricción del ensamblaje y los errores de embalaje se correlacionan directamente con un mayor rendimiento en las operaciones de logística de terceros]. Función de la evidencia: Validación cuantitativa de resultados; tipo de fuente: Libro blanco de la industria. Apoya: La afirmación de que la precisión de las herramientas optimiza la velocidad de procesamiento de 3PL. Nota de alcance: Los porcentajes reales dependen de los KPI específicos de cada instalación. ↩
"¿Por qué se agrietan las cajas de cartón corrugado al plegarlas? – LinkedIn", https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Las guías técnicas sobre la producción de cartón corrugado describen cómo una calibración incorrecta de la matriz de pliegues provoca una tensión excesiva que conduce a fallas superficiales o agrietamiento del revestimiento. Función de la evidencia: verificación causal; tipo de fuente: guía técnica de fabricación. Apoya: el riesgo de falla del material durante el plegado automatizado. Nota de alcance: Existe variación según el tipo de papel y la flexibilidad de la tinta.] ↩
"[PDF] Consideraciones sobre troqueles de reglas de acero – PRINTING United Alliance", https://www.printing.org/docs/default-source/default-document-library/journal/00-1-steel-rule-die-considerations.pdf?sfvrsn=9cdbfcae_0. [Las guías de la industria de la impresión detallan cómo una calibración incorrecta de las reglas de acero provoca una tensión excesiva y el consiguiente agrietamiento de las capas de tinta impresas]. Función de la evidencia: análisis de fallos; tipo de fuente: publicación especializada. Apoya: el riesgo de pérdida de valor de marca debido a defectos físicos. Nota de alcance: específico para cartón impreso o papel grueso. ↩
"Avances en el envasado, la calidad y la seguridad de los alimentos… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC7956554/. [Una fuente autorizada sobre ingeniería de envases explicaría cómo las matrices de plegado a base de polímeros gestionan la tensión de las fibras para evitar desgarros]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: integridad del sustrato durante la producción en masa. Nota de alcance: específico para sustratos a base de fibras. ↩
"[PDF] PLIEGUE Y PLEGADO – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Documentación técnica sobre equipos de troquelado y plegado que demuestra la correlación entre la presión del yunque y la precisión geométrica de los pliegues]. Función de la evidencia: especificación mecánica; tipo de fuente: estándar industrial. Apoya: optimización del apilamiento de palets mediante geometría precisa. Nota de alcance: se aplica a máquinas plegadoras industriales de alta resistencia. ↩
"Qué es el cartón ondulado – Fibre Box Association", https://www.fibrebox.org/what-is-corrugated/. [Los estándares de la industria del embalaje definen los requisitos precisos de ancho de ranura para el cartón ondulado de flauta B para garantizar un ensamblaje correcto]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Soportes: tolerancias de troquelado estándar. Nota de alcance: la aplicabilidad puede variar según el fabricante. ↩
"[PDF] Humedad en contenedores marítimos", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/white-papers-pdfs-and-images/Moisture-in-Sea-Containers-White-Paper.pdf. [Estudios técnicos sobre fibras de celulosa demuestran que el revestimiento higroscópico se expande significativamente cuando se expone a la alta humedad relativa típica del transporte marítimo]. Función de la evidencia: comportamiento del material; tipo de fuente: revista de ciencia de los materiales. Apoyos: inestabilidad dimensional debido a la humedad. Nota de alcance: específico para materiales de papel poroso. ↩
""Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. [Un manual de ingeniería sobre embalajes de cartón ondulado proporcionaría datos sobre coeficientes de expansión por humedad para justificar márgenes de tolerancia específicos para el ensamblaje de ranuras y pestañas en zonas de alta humedad]. Función de la evidencia: especificación técnica; tipo de fuente: norma de ingeniería. Apoya: el uso de ajustes CAD precisos para prevenir fallas de ensamblaje debido a la hinchazón. Nota de alcance: se aplica específicamente a entornos de almacenamiento de alta humedad. ↩



