
Las marcas invierten miles en marketing minorista, pero un solo defecto puede provocar el rechazo catastrófico de la tienda. La calidad no es solo estética; es la supervivencia física de tu campaña.
El control de calidad durante la producción de expositores de cartón es un proceso sistemático que valida la integridad de la materia prima, la precisión de la impresión y la capacidad de carga estructural. Esto garantiza que cada unidad troquelada coincida matemáticamente con el prototipo diseñado, resistiendo las duras condiciones del transporte y manteniendo la uniformidad visual en todo el punto de venta.

Pero conocer la teoría de fabricación que se enseña en los libros de texto no te salvará de los palés cuando las máquinas troqueladoras empiecen a funcionar. Veamos qué sucede en la práctica.
¿Cómo se garantiza el control de calidad durante la producción?
No se puede gestionar lo que no se mide, especialmente cuando las imprentas de alta velocidad producen cientos de pliegos publicitarios por minuto.
Para garantizar el control de calidad durante la producción, es necesario utilizar patrones maestros físicos estrictos y escaneo con espectrofotómetro para asegurar matemáticamente la precisión del color. Este proceso de diagnóstico continuo previene desviaciones importantes en el registro y garantiza que los troqueles estructurales permanezcan perfectamente alineados antes de que comience la fabricación en masa.

Sin embargo, muchos compradores siguen confiando en la peor herramienta de diagnóstico posible: sus propios ojos.
La ilusión óptica del control de calidad de la producción
Incluso los diseñadores veteranos suelen pasar por alto el punto ciego de la aprobación visual del color1.Imprimen una prueba comercial estándar, entran en la planta de producción y simplemente la sostienen junto a la primera tanda de cartón ondulado bajo la iluminación estándar del almacén2.Dan por sentado que si se ve lo suficientemente parecido a la pantalla de su teléfono inteligente, el resto del lote estará perfectamente bien.
Veo que esto sucede constantemente cuando los diseñadores intentan igualar el color de los acabados táctiles. Un cliente aprobó una vez una pantalla de tacto suave basándose únicamente en una rápida inspección visual. Pero cuando las luces de la tienda incidieron sobre la película de polímero microscópica, esta dispersó físicamente la luz³,oscureciendo notablemente el color PMS (Pantone Matching System) de su marca. Inmediatamente retiré la hoja y utilicé un espectrofotómetro bajo una iluminación D50 estricta para escanear la muestra física. La cruda realidad química es que los ojos humanos son imperfectos, pero las matemáticas no. Al identificar matemáticamente un cambio Delta-Esevero⁴, inyecté un aumento de cian del 10 % en el software de preimpresión, corrigiendo instantáneamente el oscurecimiento óptico y evitando que el cliente tuviera que rechazar la impresión en gran cantidad.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Confiar en las pantallas de los smartphones para el color | Escaneo del espectrofotómetro D505 | Evita el rechazo del color de la marca |
| Aprobación visual de la primera prueba | Tolerancia Delta-E matemática6 | Garantiza la consistencia del lote |
| Ignorando las condiciones de iluminación | Perfiles de preimpresión estandarizados7 | Elimina los efectos de deslumbramiento causados por la iluminación de las tiendas |
Jamás permito que la percepción subjetiva dicte mis líneas de producción. Al aplicar un perfilado de color matemático preciso en la planta, elimino por completo el riesgo de un lanzamiento con colores apagados, protegiendo así el valor de su marca y reduciendo los costosos retrasos por reimpresión.
🛠️ Oficina de Harvey: ¿No estás seguro de si los colores de tu marca resistirán el proceso de impresión física? 👉 Obtén una auditoría de color gratuita antes de la impresión ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, te lo prometo.
¿Cuáles son los controles de calidad de los materiales de embalaje?
Validar el cartón en bruto antes de que llegue a la imprenta es la defensa más importante contra una falla estructural catastrófica.
El control de calidad de los materiales de embalaje implica la evaluación científica de los sustratos de cartón ondulado mediante rigurosas pruebas de resistencia a la compresión de los bordes y análisis del contenido de humedad. Este paso crucial verifica la densidad de la fibra y la resistencia del material, asegurando que el cartón pueda soportar físicamente cargas pesadas y dinámicas propias del comercio minorista sin deformarse.

Lamentablemente, confiar exclusivamente en los certificados de materiales ecológicos a menudo impide que los compradores vean los riesgos estructurales ocultos.
El agotamiento oculto de las fibras en los materiales de embalaje
Los equipos de compras que buscan la máxima sostenibilidad a menudo exigen un testliner 100 % reciclado para sus expositores de alta resistencia en tiendas minoristas. Revisan la hoja de especificaciones básicas del proveedor y asumen que esta alternativa ecológica posee la misma integridad de compresión física que el cartón virgen estándar8.
Es una trampa común que atrapa incluso a equipos de compras experimentados. Una vez vi cómo una tapa de extremo bellamente impresa y totalmente reciclada se derrumbaba por completo mientras un empleado apilaba pesadas botellas de champú en el estante inferior. El problema no era el diseño; era la realidad microscópica del proceso de repulpado de papel. Cada vez que se reciclan las fibras de celulosa, se acortan físicamente y se agotan estructuralmente. Cuando realicé una prueba de aplastamiento de bordes TAPPI T811 en su materia prima, las ondulaciones se rompieron instantáneamente bajo presión con un fuerte crujido. Inmediatamente impuse un protocolo híbrido, inyectando exactamente un 30 % de material kraft virgen directamente en las ondulaciones que soportan la carga. Esta introducción estratégica de fibras largas y frescas restauró instantáneamente la resistencia a la compresión dinámica necesaria para el transporte, eliminando por completo la deformación del nivel inferior y, al mismo tiempo, cumpliendo con las estrictas cuotas de sostenibilidad del minorista.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Exigimos cartón 100% reciclado | Inyección de kraft virgen híbrido11 | Evita que se caiga el estante inferior |
| Ignorando los límites de longitud de la fibra | Pruebas de resistencia al aplastamiento de bordes TAPPI T81112 | Garantiza la capacidad de peso |
| Confiar ciegamente en las hojas de especificaciones | Análisis de la densidad de la materia prima13 | Evita costosos daños en el transporte |
Me niego a permitir que las normativas ecológicas más estrictas destruyan silenciosamente la estructura básica de un expositor. Al equilibrar científicamente la resistencia de las fibras nuevas con el contenido reciclado, garantizo que sus expositores resistan los rigores del transporte, manteniendo intactas sus afirmaciones sobre sostenibilidad.
🛠️ Harvey's Desk: ¿Sus tableros ecológicos sufren secretamente de agotamiento de fibras microscópicas? 👉 Solicite una auditoría de materia prima ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Cuáles son los 5 pasos del control de calidad?
Un sistema de control de calidad fiable no se limita a una inspección final al final de la línea de producción; requiere una red de seguridad interconectada y multifásica.
Los cinco pasos del control de calidad son: verificación de la materia prima, validación estructural previa a la impresión, calibración del color durante la producción, simulación del tránsito cinético y comprobación de la tolerancia del ensamblaje final. Este marco secuencial elimina sistemáticamente los defectos mecánicos ocultos y garantiza que la pantalla, completamente cargada, resista el transporte comercial de larga distancia.

La mayoría de las marcas sobresalen en los tres primeros pasos, pero subestiman drásticamente la realidad dinámica del cuarto paso.
Superando las deficiencias en los pasos del control de calidad
Los equipos de marca suelen revisar meticulosamente la calidad de sus cartones en bruto y calibrar a la perfección sus diseños de preimpresión. Se basan en gran medida en protocolos de prueba estándar que miden la capacidad de carga teórica de un cartón corrugado plano y sin ensamblar¹⁴,asumiendo que esto se traduce perfectamente en una estructura 3D terminada en el punto de venta.
Sin embargo, evaluar el papel plano resulta insuficiente si la geometría del expositor completamente ensamblado se desplaza dinámicamente durante el transporte. Los despliegues minoristas modernos deben separar las pruebas básicas de resistencia del material de la resistencia total del sistema mediante la realización de rigurosas simulaciones de vibración multieje en unidades completamente cargadas¹⁵.Al tratar la caja maestra y el expositor como un sistema cinético unificado, los equipos de marketing pueden validar con precisión la supervivencia logística en condiciones reales antes del envío. Estas pruebas secuenciales e integrales cierran la brecha crítica entre los datos estáticos de laboratorio y las condiciones reales de la cadena de suministro, lo que garantiza una ejecución consistente a nivel de tienda y evita costosos retrasos en la recepción.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Basándose únicamente en datos ASTM planos | Simulación completa de tránsito de ISTA16 | Previene daños por tránsito cinético |
| Omitir las pruebas de vibración multieje | Pruebas de caída de cajas maestras cargadas17 | Garantiza una recepción segura por parte de 3PL |
| Ignorando la geometría 3D ensamblada | Pruebas secuenciales de dos fases18 | Elimina los puntos ciegos estructurales |
Los datos estáticos en paneles planos ofrecen una falsa sensación de seguridad para despliegues complejos. Simular el transporte de mercancías en el mundo real con unidades completamente ensambladas garantiza matemáticamente la supervivencia física de su campaña, eliminando así costosos fallos logísticos antes de que comience la producción en masa.
🛠️ Harvey's Desk: ¿Sus cajas maestras cargadas son vulnerables a daños por vibración multiaxial? 👉 Solicite su prueba de resistencia estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo se logra el control de calidad?
Lograr una fabricación con cero defectos va mucho más allá de detectar impresiones defectuosas; requiere anticipar la física ambiental invisible que afecta al embalaje.
El control de calidad se logra combinando el mecanizado CNC (Control Numérico por Computadora) de alta precisión con estrictos márgenes de seguridad ambientales. Los ingenieros manipulan de forma proactiva las tolerancias de las ranuras en el diseño asistido por computadora (CAD) para compensar la expansión física del cartón, garantizando que los complejos mecanismos de enclavamiento se ensamblen a la perfección, independientemente de las fluctuaciones extremas de humedad en el almacén.
Lograr que una sola pantalla se mantenga en pie en un laboratorio de diseño con aire acondicionado es fácil, pero esta es la cruda realidad cuando se envían 500 de ellas a un almacén húmedo y sofocante en el sur.
Por qué fallan las holguras CAD estándar en la planta de producción
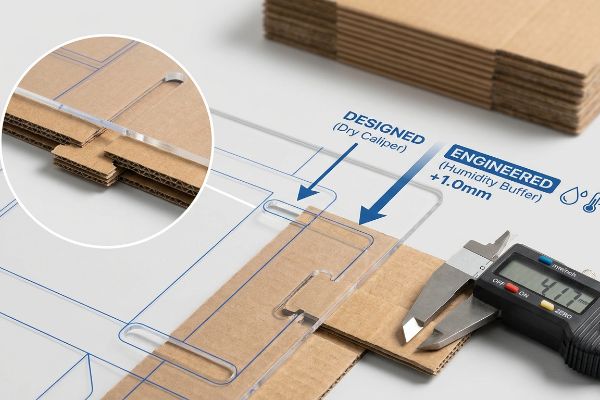
Los diseñadores gráficos que trabajan en oficinas con temperatura controlada suelen ajustar las tolerancias de las ranuras de troquelado basándose estrictamente en el calibre seco absoluto del cartón, como por ejemplo, fijar una separación de flauta B exactamente en 0,125 pulgadas (3,17 mm)19.Dan por sentado que el cartón permanecerá perfectamente estático desde la máquina de troquelado hasta su destino final en el punto de venta.
En mis instalaciones, veo con frecuencia cómo esta perfección teórica se convierte en una pesadilla operativa. Cuando los paquetes planos de cartón corrugado se envían por vía marítima o se almacenan en zonas de alta humedad como Florida, el revestimiento poroso 32ECT actúa como una esponja,absorbiendo la humedad ambiental e hinchándose físicamente fracciones de milímetro. Una ranura que encajaba perfectamente en la pestaña del software de repente se vuelve demasiado estrecha. He visto a operarios de empaquetado frustrados aplastar literalmente las ondulaciones internas y rasgar la lámina superior solo para intentar encajar estas piezas hinchadas. Resuelvo esto introduciendo matemáticamente un amortiguador de humedad directamente en la matriz estructural. Al añadir intencionadamente 0,04 pulgadas (1 mm) adicionales de holgura precisaa cada ranura de recepción, tengo en cuenta la inevitable expansión de las fibras del papel. Este ajuste CNC de alta precisión garantiza que el equipo de montaje experimente una configuración sin fricción ni roturas, reduciendo el tiempo de empaquetado en aproximadamente 25 segundos por unidad y manteniendo el proyecto total dentro del presupuesto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando ranuras de calibre seco absoluto | Amortiguador de humedad diseñado | Acelera el tiempo de montaje |
| Ignorando la hinchazón por humedad ambiental22 | Desplazamiento de holgura CAD de 1 mm23 | Evita que las ondulaciones del papel se aplasten24 |
| Forzar pestañas ajustadas en el ensamblaje | Matemáticas entrelazadas sin fricción | Reduce los costos laborales de co-empaquetado |
Jamás permito que las leyes físicas ambientales, a menudo invisibles, afecten mis líneas de producción. Al incorporar de forma proactiva estas tolerancias microscópicas de humedad en la geometría CAD original, garantizo que su campaña se ensamble sin fricción física, independientemente del clima geográfico.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor más económico, pero si esa placa de calibración en seco se hincha en un almacén húmedo y aplasta por completo las pestañas de enclavamiento, ralentizará tu línea de montaje aproximadamente un 30 % y provocará costosos retrabajos manuales. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de arriesgarte con tolerancias teóricas y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Previa a la Producción Gratuita ↗ para detectar puntos de fricción ocultos antes de que comience la producción en masa.
"Problema de coincidencia de color | PrintPlanet.com", https://printplanet.com/threads/color-matching-problem.14420/. Los estándares de la industria para la gestión del color detallan por qué la percepción visual humana es una métrica poco fiable para la consistencia del color en grandes tiradas de producción en comparación con la medición instrumental. Función de la evidencia: Validación técnica; tipo de fuente: Estándar de la industria. Apoya: La falta de fiabilidad inherente de la aprobación exclusivamente visual. Nota de alcance: Se aplica a la impresión comercial de alto volumen. ↩
"¿Qué es el metamerismo en la igualación de colores?", https://www.datacolor.com/business-solutions/blog/what-is-metamerism/. La documentación científica sobre iluminación explica cómo la distribución espectral de la potencia de las luces de almacén no estandarizadas provoca metamerismo, lo que conlleva una percepción distorsionada del color. Función de la evidencia: Principio científico; tipo de fuente: Libro de texto técnico. Apoya: El fracaso del uso de la iluminación industrial para la igualación de colores. Nota de alcance: Se centra en el Índice de Reproducción Cromática (IRC) .
"Propiedades de dispersión de una resina compuesta: Influencia en el color…", https://pmc.ncbi.nlm.nih.gov/articles/PMC4229760/. Explicación técnica de cómo la morfología de la superficie y la dispersión de la luz en películas de polímero alteran el color percibido de un sustrato. Función de la evidencia: principio científico; tipo de fuente: revista de ciencia de los materiales. Apoya: la afirmación de que los acabados táctiles pueden oscurecer los colores percibidos. Nota de alcance: se relaciona específicamente con la reflexión difusa. ↩
"¿Cómo se mide el color? Cálculo del Delta E | ALPOLIC®", https://alpolic-americas.com/blog/how-is-color-measured-calculating-delta-e/. Definición de Delta E como la métrica matemática estándar para cuantificar la diferencia entre dos colores en un espacio de color. Función de evidencia: definición técnica; tipo de fuente: estándar de la industria (ISO/CIE). Admite: el uso de cálculos matemáticos para la corrección del color. Nota de alcance: asume el espacio de color CIELAB. ↩
"Iluminante estándar", https://en.wikipedia.org/wiki/Standard_illuminant. Explicación técnica del iluminante estándar D50 utilizado en espectrofotometría para garantizar una medición de color consistente en diferentes entornos. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: uso de D50 para la verificación del color de marca. Nota de alcance: específico para las industrias de artes gráficas e impresión. ↩
"Fórmula de diferencia de color y ΔE: Estándares CIE y tolerancia de color", https://skychemi.com/color-difference-formula-delta-e/. Definición científica de la métrica Delta-E (ΔE) utilizada para cuantificar la diferencia percibida entre dos colores. Función de evidencia: validación de la métrica; tipo de fuente: estándar científico. Apoya: el uso de Delta-E para garantizar la consistencia del lote. Nota de alcance: normalmente se refiere al espacio de color CIELAB. ↩
"Perfiles ICC – Photobooth Supply Co", https://support.photoboothsupplyco.com/hc/en-us/articles/37565846718349-ICC-Profiles. Directrices profesionales sobre la implementación de perfiles ICC y de preimpresión para mantener la integridad del color bajo diversas condiciones de iluminación en tiendas. Función de evidencia: verificación del proceso; tipo de fuente: manual profesional. Apoyos: prevención de la pérdida de color por la iluminación de la tienda. Nota de alcance: se relaciona con los flujos de trabajo de gestión del color. ↩
"Descripción general del papel y los materiales de envasado de alimentos a base de papel", https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Análisis técnico que compara la resistencia a la compresión y la integridad estructural del cartón reciclado Testliner con el cartón virgen para identificar diferencias de rendimiento. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de los materiales; Apoya: la afirmación de que las fibras recicladas pueden no igualar la resistencia de la fibra virgen. Nota de alcance: centrado en sustratos corrugados. ↩
"Cambio en la calidad del material de fibra reciclada. Parte 1. Factores…", https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. La literatura autorizada sobre ciencia de los materiales confirma que el repulpado repetido reduce la longitud de la fibra y degrada las estructuras cristalinas, reduciendo la integridad estructural. Función de la evidencia: validación técnica; tipo de fuente: revista revisada por pares. Apoya: la causa mecánica de la falla estructural en el cartón reciclado. Nota de alcance: Se refiere específicamente al ciclo de repulpado. ↩
"Métodos de ensayo de aplastamiento de bordes y modelado de compresión de cajas, TAPPI…", https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/. La norma TAPPI T811 proporciona la metodología reconocida por la industria para medir la resistencia al aplastamiento de los bordes del cartón ondulado y determinar su capacidad de carga vertical. Función de evidencia: verificación de procedimiento; tipo de fuente: documentación de la norma industrial. Apoya: la validez del método de ensayo utilizado. Nota de alcance: Norma específica para la industria del embalaje de cartón ondulado. ↩
"Fibras recicladas para un material híbrido sostenible a base de fibrocemento", https://pmc.ncbi.nlm.nih.gov/articles/PMC8125422/. Análisis técnico de la sinergia entre fibras kraft vírgenes y fibras recicladas para aumentar la resistencia al estallido y a la compresión del cartón. Función de la evidencia: validación técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: El uso de mezclas híbridas para prevenir el colapso estructural. Nota de alcance: La efectividad depende de la proporción de contenido virgen a reciclado. ↩
"Mediciones de campo completo en la prueba de aplastamiento de bordes de un cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Documentación estándar de la industria que define la metodología para la prueba de aplastamiento de bordes (ECT) para determinar la capacidad de carga de los materiales corrugados. Función de evidencia: verificación; tipo de fuente: estándar de la industria. Apoya: La correlación entre la prueba T811 y la capacidad de peso garantizada. Nota de alcance: Aplicable principalmente a cartón corrugado acanalado. ↩
"Resistencia a la compresión de paquetes de cartón corrugado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Directrices sobre cómo las variaciones en la densidad de la materia prima afectan el módulo de elasticidad general y la resistencia al apilamiento durante el transporte. Función de la evidencia: validación de procedimientos; tipo de fuente: manual técnico. Apoya: El papel del análisis de densidad en la prevención de daños durante el transporte. Nota de alcance: Se centra en la consistencia entre lotes de producción. ↩
«Estimación de la resistencia a la compresión de cajas de cartón corrugado…», https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. La documentación técnica de organismos industriales como TAPPI confirma el uso de ensayos estándar (p. ej., ECT) para determinar la capacidad de carga de materiales corrugados planos. Función de la evidencia: verificación técnica; tipo de fuente: estándar industrial. Apoyos: existencia de ensayos estandarizados de cartón plano. Nota de alcance: se aplica a las propiedades del material, no a la geometría final. ↩
"Vibración multieje – Asociación Internacional de Tránsito Seguro", https://ista.org/news_manager.php?page=16942. Normas autorizadas de embalaje como ISTA o ASTM detallan el requisito de realizar pruebas de vibración en unidades completamente cargadas para simular el estrés del transporte en condiciones reales. Función de evidencia: validación técnica; tipo de fuente: norma industrial. Apoya: la necesidad de realizar pruebas de resistencia dinámica en lugar de comprobaciones estáticas del material. Nota de alcance: específico para la durabilidad del transporte y la logística del cartón ondulado .
"Pruebas de embalaje ISTA – Intertek", https://www.intertek.com/performance-testing/packaging/ista/. Explicación de cómo los protocolos de la Asociación Internacional de Tránsito Seguro (ISTA) simulan las condiciones reales de envío para mitigar los daños cinéticos. Función de la evidencia: validación técnica; tipo de fuente: estándar de la industria. Apoya: la superioridad de las simulaciones ISTA sobre los datos estáticos. Nota de alcance: se aplica al embalaje de tránsito. ↩
"Prueba de caída de paquetes", https://unitload.vt.edu/facilities/distribution-packaging-lab/package-drop-testing.html. Verificación de que simular caídas de cajas maestras completamente cargadas es un procedimiento estándar para garantizar la supervivencia del producto durante la manipulación por parte de 3PL. Función de la evidencia: validación de procedimientos; tipo de fuente: guía logística. Apoya: el vínculo entre las pruebas de caída y la recepción segura por parte de 3PL. Nota de alcance: se centra en la integridad de la cubierta exterior. ↩
"Diseño secuencial sin fisuras adaptativo de dos etapas para ensayos clínicos", https://pubmed.ncbi.nlm.nih.gov/38704845/. Documentación de metodologías de prueba que aplican tensiones en fases secuenciales para identificar puntos ciegos estructurales en geometría 3D. Función de la evidencia: verificación de la metodología; tipo de fuente: manual de ingeniería. Apoya: la afirmación de que las pruebas secuenciales eliminan los puntos ciegos estructurales. Nota de alcance: específico para geometrías ensambladas complejas. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificación de las dimensiones nominales estándar y las tolerancias iniciales comunes para cartón ondulado de flauta B en troqueles CAD. Función de evidencia: especificación técnica; tipo de fuente: estándares de embalaje de la industria. Apoyos: El uso de mediciones absolutas de calibre seco como base para ajustes de separación. Nota de alcance: Las tolerancias reales pueden variar según el grado de cartón y el fabricante. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Documentación técnica sobre la naturaleza higroscópica del cartón liner 32ECT y su tendencia a hincharse en ambientes de alta humedad. Función de evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que ciertos grados de cartón se expanden debido a la humedad. Nota de alcance: las tasas de hinchamiento pueden variar según los recubrimientos del liner. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Normas industriales para márgenes de tolerancia en troqueles CAD para mitigar la expansión del material en zonas de envío con alta humedad. Función de la evidencia: validación de referencia; tipo de fuente: especificación de fabricación. Apoya: la medida específica de 1 mm utilizada para los márgenes ambientales. Nota de alcance: aplicable al ensamblaje de cartón corrugado con alta humedad. ↩
"Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. Datos de ciencia de materiales que explican cómo los envases a base de celulosa absorben la humedad atmosférica, lo que provoca inestabilidad dimensional. Función de la evidencia: principio físico; tipo de fuente: revista de ciencia de materiales. Apoya: el vínculo causal entre el medio ambiente y la deformación del envase. Nota de alcance: Se centra en materiales a base de celulosa. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Especificación técnica que confirma la tolerancia estándar requerida en el diseño CAD para compensar la expansión del material en el embalaje de cartón ondulado. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: la medición específica utilizada para prevenir fallas de ajuste. Nota de alcance: Aplicable a las ondulaciones de papel corrugado estándar. ↩
"Guía para comprender las ondulaciones en cajas de cartón corrugado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. Análisis de cómo la fuerza de compresión excesiva debida a tolerancias de ensamblaje ajustadas provoca el colapso del material ondulado, reduciendo la integridad estructural. Función de la evidencia: análisis del modo de falla; tipo de fuente: estándar de la industria del embalaje. Apoya: el riesgo asociado con ranuras de calibre seco absolutas. Nota de alcance: Se refiere a la compresión vertical de las ondulaciones. ↩



