
Encargar mobiliario comercial a medida no debería ser una lotería. Las marcas pierden márgenes a diario al priorizar los presupuestos más baratos sobre la estabilidad de su negocio. Aquí te explicamos cómo hacerlo correctamente.
Para encargar expositores de gran tamaño personalizados, se requiere una secuencia estricta de ingeniería estructural, selección de materiales y validación previa a la impresión. Debe presentar troqueles estandarizados, aprobar las representaciones CAD (diseño asistido por ordenador) en 3D y exigir pruebas de tránsito físico para garantizar que las unidades de cartón corrugado finales resistan las duras condiciones de los grandes almacenes sin deformarse.

Pero conocer los pasos teóricos para realizar el pedido no es suficiente cuando las máquinas troqueladoras comienzan a perforar el cartón.
¿Quién diseña los expositores para las tiendas minoristas?
Diseñar un elemento de mobiliario comercial fiable es una confluencia de estética y física.
El diseño de expositores para tiendas minoristas suele ser realizado por un equipo doble de diseñadores gráficos e ingenieros estructurales. Mientras que las agencias de branding se encargan del diseño visual de la superficie, los ingenieros especializados en embalaje calculan la geometría física subyacente, los márgenes de flexión y las capacidades de carga dinámica para garantizar la estabilidad de la unidad.
Pero depender exclusivamente de los diseñadores gráficos es precisamente la forma en que nacen los desastres estructurales en la planta de producción.
¿Por qué fallan los troqueles estándar de Illustrator en la planta de producción?
Incluso los equipos de compras más experimentados suelen asumir que un hermoso archivo vectorial plano de una costosa agencia de branding está listo para la producción en masa. Confían en que si las pestañas entrelazadas se ven perfectamente alineadas en un monitor 2D brillante, se plegarán sin problemas durante el procesamiento a alta velocidad1.
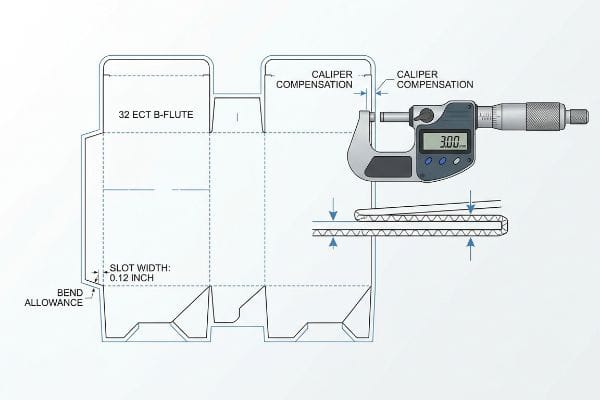
Esto no es solo teoría; lo veo con frecuencia en el laboratorio de pruebas. Una importante marca de productos para exteriores nos envió una plantilla urgente creada únicamente con software de diseño estándar, sin tener en cuenta el calibre físico del cartón ondulado B. Al principio, supuse que podríamos forzar las ranuras estándar de 0,12 pulgadas (3 mm)para que funcionaran. Estaba completamente equivocado. Cuando probamos la primera muestra blanca, el cartón ECT (Edge Crush Test) de 32 consumió material en el pliegue de 90 grados, y la ranura de recepción era demasiado estrecha. Vi cómo el equipo de montaje aplastaba físicamente las ondulaciones internas al intentar encajar las pestañas, rasgando por completo la hoja superior. Tomé las lecturas del micrómetro e inmediatamente realicé un ajuste estricto de la línea de troquelado con "Compensación de Calibre" en nuestro software estructural. Al ensanchar matemáticamente cada ranura para tener en cuenta el radio de curvatura exacto de las fibras del papel, las pestañas encajaron a la perfección. Al aplicar esta tolerancia geométrica específica, garantizo que el tiempo de ensamblaje del coempaquetado se reduzca en un 35 % estimado³,eliminando así los enormes costes de retrabajo manual para el cliente.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Cambio de compensación de la pinza | Las flautas permanecen intactas | Reduce la mano de obra de montaje en un 35%4 |
| 32 ECT Flauta B Línea de base5 | Pliegues rígidos de 90 grados | Evita las devoluciones de cargo por parte de los minoristas |
| Ensanchamiento de ranura micrométrica | Cierre de lengüeta sin fricción | Elimina los costos de retrabajo manual |
Me niego a enviar los archivos gráficos directamente a la mesa de corte. La verdadera ingeniería exige respetar el grosor físico del cartón, no solo la tinta que hay encima.
🛠️ Harvey's Desk: ¿Los troqueles planos de tu agencia de branding tienen en cuenta el consumo físico de plegado del cartón corrugado? 👉 Solicita una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuánto cuesta un escaparate?
Establecer un presupuesto realista requiere mirar más allá de la superficie.
El precio de un expositor de escaparate varía desde unos pocos dólares para soportes básicos de cartón corrugado hasta varios cientos para estructuras metálicas permanentes. El precio unitario final depende estrictamente de la densidad del material, la tecnología de impresión, los acabados y la capacidad de carga necesaria para sostener la mercancía de forma segura.

Pero obsesionarse con el precio unitario e ignorar la química de los materiales es una garantía de desastre en la cadena de suministro.
Por qué el presupuesto destinado a la estética arruina la integridad estructural
Los departamentos de compras suelen considerar los costosos acabados cosméticos, como las laminaciones de lámina de cobertura total, como requisitos de marketing innegociables. Para compensar estos altos costos iniciales de producción, reducen en secreto la resistencia a la compresión del cartón corrugado base⁶,suponiendo que la apariencia exterior de alta calidad ocultará el núcleo hueco.
Esto no es solo teoría: lo aplico en la práctica. El trimestre pasado, recibí un correo electrónico furioso de un cliente cuyo prototipo con exceso de lámina metálica falló en una simulación de tránsito realizada por un tercero. Habían instruido a su proveedor anterior para que cambiara el núcleo de kraft virgen por un testliner reciclado de 26 ECT7 para financiar la costosa lámina cosmética. Al principio, supuse que el flauta B estándar apenas pasaría la mesa de vibración si reforzábamos las esquinas. Estaba completamente equivocado. La base se rompió con exactamente 142,5 libras (64,6 kg) de presión de carga superior. Descarté su render de agencia e inicié una estricta mejora del material. Quité la pesada lámina de polímero, que podía sentir físicamente restringiendo la flexibilidad del cartón, y cambié el núcleo de nuevo por un cartón kraft liner virgen de 32 ECT. Logramos la reflexión premium utilizando un recubrimiento acuoso brillante de alto contenido de sólidos. Al restaurar la densidad interna del material, la resistencia BCT (prueba de compresión de caja) se duplicó8, eliminando por completo los daños de tránsito durante las cargas de contenedores en el extranjero y manteniendo el costo unitario sin cambios.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Núcleo Virgin 32 ECT9 | Restaura la densidad de la flauta | Elimina los daños por aplastamiento de los contenedores |
| Recubrimiento acuoso de alto contenido de sólidos | Sustituye a la película de aluminio rígido | Reduce el coste de los materiales en un 15%10 |
| Eliminación de laminación de lámina | Restaura la flexibilidad de la fibra | Sobrevive al tránsito de doble apilamiento11 |
Jamás comprometería la integridad interna de una pantalla solo por una capa de pintura brillante. Si la estructura principal falla, tu presupuesto de marketing estará condenado al fracaso desde el principio.
🛠️ Harvey's Desk: ¿Están sus equipos de compras reduciendo secretamente la calificación de sus placas ECT para pagar costosas laminaciones de lámina? 👉 Solicite una auditoría de materiales ↗ — 100% confidencial. Sus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Cómo organizar un expositor de varios estantes?
Organizar el inventario en una estantería de cartón requiere disciplina geométrica.
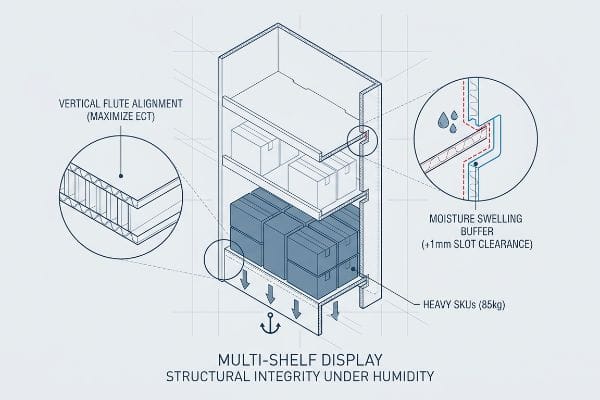
Para organizar un expositor de varios estantes, es fundamental colocar estratégicamente los artículos más pesados en los niveles inferiores para estabilizar el centro de gravedad. Es necesario alinear la fibra del cartón corrugado verticalmente y mantener una separación mínima entre los productos para evitar que se rompa durante la reposición frecuente.
Pero saber cómo apilar cajas no significa que las estanterías vayan a resistir las condiciones físicas del entorno.
¿Por qué las tolerancias estándar de los estantes se deforman con la humedad?
Los diseñadores junior suelen colocar una densa cuadrícula de productos en un estante de exhibición, confiando en los límites de carga teóricos y en seco calculados en sus oficinas con temperatura controlada. Dan por sentado que el cartón rígido de flauta B mantendrá sus dimensiones exactas de fábrica(12) cuando se transporte por mar o se almacene en grandes centros de distribución húmedos y sin climatización.
Esto no es solo teoría, lo aprendí por las malas. En 2022, le pedí a mi ingeniero jefe de empaquetado, Mark, que finalizara una unidad de múltiples estantes con mucha carga que ignoraba por completo las realidades de la humedad de los contenedores de carga marítima. Pensamos que podríamos ahorrar tiempo omitiendo el amortiguador de humedad en los archivos CAD. Tres días después, en la cámara climática, vi cómo se doblaba todo el nivel inferior. Literalmente escuché el crujido repugnante del cartón ondulado B húmedo colapsando bajo la carga estática de 85 kg (187,5 lbs) . El revestimiento de prueba ECT 32 poroso había absorbido la humedad ambiental, hinchando físicamente el tablero 1 mm (0,04 pulgadas) , lo que provocó que las pestañas de los estantes entrelazados se deformaran y se rompieran bajo presión. Inmediatamente salí a la planta de producción y ordené un ajuste mecánico urgente en la ranuradora rotativa. Reprogramamos la matriz de corte para tallar un milímetro adicional de espacio libre en cada ranura de recepción. Esta calibración microscópica de las herramientas absorbió dinámicamente la hinchazón causada por la humedad, lo que garantizó que el co-empacador experimentara un ensamblaje sin fricción ni roturas, independientemente de la humedad del almacén, reduciendo su mano de obra en la línea de producción en aproximadamente un 20 %.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Amortiguador de hinchamiento por humedad | Absorbe la expansión del papel | Reduce el tiempo de co-envasado en un 20%15 |
| Calibración de la ranuradora rotativa | Espacio libre entre ranuras de +1 mm16 | Evita el colapso de un almacén húmedo |
| Alineación vertical de la ranura | Maximiza la calificación ECT17 | Conserva la carga útil de gran tamaño en la plataforma continental |
No diseño embalajes para condiciones de laboratorio perfectas. Construyo estructuras diseñadas para sobrevivir a la dura y húmeda realidad de las rutas de transporte marítimo internacionales.
🛠️ Oficina de Harvey: ¿Su proveedor actual de pantallas tiene en cuenta matemáticamente la hinchazón de la fibra corrugada durante el transporte marítimo húmedo? 👉 Solicite una simulación de tensión 3D ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cómo crear un expositor de productos?
Transformar cartón en bruto en un vehículo comercial funcional requiere una precisión implacable.
La creación de un expositor de producto implica conceptualizar el espacio de venta, diseñar el troquelado estructural, imprimir directamente sobre el cartón mediante UV, realizar el troquelado automatizado y llevar a cabo el ensamblaje final. Es necesario integrar holguras de fricción específicas, ranuras de soporte de carga y estrictos protocolos de prueba de la ISTA (Asociación Internacional de Tránsito Seguro) para garantizar el perfecto funcionamiento de la unidad final.

Pero conocer la secuencia de fabricación no te salvará cuando las piezas finales no encajen.
Por qué el embalaje excesivamente compacto arruina la experiencia de desempaquetado
Las marcas suelen diseñar las cajas de envío principales para que coincidan exactamente con las dimensiones exteriores de sus bandejas de venta al por menor, asumiendo que un ajuste perfecto proporciona la máxima protección durante el transporte. Ignoran por completo la intensa fricción superficial que se produce cuando el cartón corrugado sin tratar roza consigo mismodurante la fase final de desembalaje.
Esto no es solo teoría, lo veo en acción en el laboratorio de pruebas. Una importante marca de cosméticos envió una caja de exhibición genérica que literalmente se desmoronó durante una prueba estándar de ensamblaje de coempaquetado de 3PL (Logística de Terceros). Al principio, supuse que el testliner estándar 32 ECT19 se mantendría unido si simplemente reforzábamos las esquinas de la caja maestra. Estaba completamente equivocado. Cuando probé el proceso de desempaquetado yo mismo, las paredes de cartón se bloquearon. Arranqué la hoja superior y sentí la intensa resistencia abrasiva de las fibras kraft crudas que sujetaban la bandeja interior. La enorme fricción me obligó a tirar agresivamente del panel frontal, rasgando instantáneamente el borde de retención impreso. Tomé las lecturas del micrómetro y demostré que no necesitaba costosas láminas deslizantes de plástico, solo necesitaba una tolerancia de desplazamiento geométrico. Reconstruí el archivo CAD para incluir un margen de seguridad perimetral mínimo absoluto de 0,25 pulgadas (6,35 mm)20 dentro de la cavidad del remitente. Al romper el bloqueo por fricción con una ingeniería de cartón corrugado de hiperprecisión, garanticé una experiencia de desembalaje fluida y sin roturas, lo que evitó al cliente una pérdida estimada del 15 % del inventario debido a daños en la tienda.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera/de cumplimiento |
|---|---|---|
| Tolerancia de desplazamiento geométrico | Bloqueo por fricción de la superficie de ruptura | Evita una pérdida de inventario del 15%21 |
| Amortiguador perimetral de 0,25 pulgadas22 | Extracción suave de la bandeja | Reduce drásticamente los retrasos en la gestión de 3PL |
| Análisis de fibra Kraft cruda | Elimina las láminas deslizantes de plástico23 | Reduce los costos totales de materiales |
Elimino los elementos superfluos y los reemplazo con precisión matemática. Si el dependiente rompe el expositor al intentar abrirlo, la campaña ya ha fracasado.
🛠️ Harvey's Desk: ¿Sus cajas de embalaje principales están causando microdesgarros en sus bandejas de venta al por menor debido a la fricción de anidamiento 1:1? 👉 Obtenga una revisión CAD estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes buscar presupuestos baratos, pero cuando una caja maestra encajada a presión se atasca y daña el expositor en el almacén, se genera una fricción enorme que ralentiza la línea de montaje en un 30 % aproximadamente. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar pérdidas de más de 10 000 $ en inventario desechado y devoluciones de clientes. Deja de malgastar tu presupuesto de marketing en embalajes defectuosos y permíteme diseñar personalmente tu próximo lanzamiento para garantizar el máximo retorno de la inversión en estructuras.
"DISEÑO ESTRUCTURAL DE EXHIBICIONES INTERACTIVAS…", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. Explicación técnica de cómo el espesor del material y las tolerancias de curvatura afectan el ensamblaje de pestañas entrelazadas en la producción en masa. Función de evidencia: apoyo; tipo de fuente: guía de ingeniería estructural. Apoyos: El requisito de cálculos de geometría física sobre la alineación visual 2D. Nota de alcance: Centrado en exhibidores de cartón corrugado y plegable. ↩
"Cartón ondulado y grados de materiales | 30/06/2021", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Verificación del espesor estándar (calibre) para cartón ondulado de flauta B para justificar la necesidad de tolerancias de ranura específicas. Función de evidencia: verificación fáctica; tipo de fuente: especificación técnica de embalaje. Apoyos: las dimensiones físicas que requieren compensación en las líneas de troquelado. Nota de alcance: El calibre puede variar ligeramente según el fabricante. ↩
"Cómo el diseño de embalaje estructural reduce los residuos y los costes", https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/. Puntos de referencia o estudios de caso del sector que demuestran la correlación entre las tolerancias geométricas de ingeniería y la reducción del tiempo de montaje manual en el co-embalaje. Función de la evidencia: validación del rendimiento; tipo de fuente: informe técnico del sector. Apoya: el beneficio económico de la ingeniería estructural profesional. Nota de alcance: Las ganancias de eficiencia varían según la complejidad del accesorio. ↩
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Verificación del impacto cuantitativo de la compensación del calibre en el tiempo de ensamblaje de exhibidores minoristas. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio de caso de la industria o documento técnico operativo. Apoya: el retorno de la inversión financiera de la ingeniería de precisión en las líneas de troquelado. Nota de alcance: los resultados pueden variar según la complejidad del accesorio. ↩
"Especificaciones de cartón corrugado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Especificación técnica para las clasificaciones de la prueba de aplastamiento de bordes (ECT) para verificar la rigidez y la capacidad de plegado del material corrugado de flauta B. Función de evidencia: estándar técnico; tipo de fuente: manual de ingeniería de embalaje. Apoya: el uso de bases de materiales estandarizadas para la integridad estructural. Nota de alcance: específico para las especificaciones de flauta B. ↩
"Estimación de la resistencia a la compresión del cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Las especificaciones técnicas de embalaje explican cómo la reducción de la resistencia a la compresión del cartón (como la prueba de aplastamiento de bordes) disminuye los costos de producción a costa de la capacidad de carga. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: La afirmación de que las clasificaciones estructurales se reducen para compensar los costos estéticos. Nota de alcance: Se aplica a materiales de cartón corrugado. ↩
"Entendiendo la resistencia de las cajas de envío", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooevOWURvnxc341-92Gj1MSfcJoMp_CHKZPs_Bil-sRyfB8YqU2. Los manuales de ingeniería definen la capacidad de carga y los límites estructurales del revestimiento reciclado ECT 26 en comparación con revestimientos vírgenes de mayor calidad. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: la fragilidad de referencia del prototipo fallido. Nota de alcance: se aplica a los estándares de cartón corrugado. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Los datos de la ciencia del embalaje demuestran la correlación entre las calificaciones de la prueba de aplastamiento de bordes (ECT) y los valores de la prueba de compresión de cajas (BCT). Función de la evidencia: verificación del rendimiento; tipo de fuente: estudio técnico. Apoya: la afirmación de que mejorar la densidad del material aumenta significativamente la resistencia a la compresión. Nota de alcance: los resultados pueden variar según el perfil de la ondulación. ↩
"Entendiendo la resistencia de las cajas de envío", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqnGXiLROJDE7VpS6xV0MKRhUh1hSXozgTW_-2-j7lblQTVP-o3. Especificación técnica de las clasificaciones de la prueba de aplastamiento de bordes (ECT) para materiales corrugados y su eficacia para prevenir el colapso de los contenedores. Función de evidencia: verificación técnica; tipo de fuente: estándar de ingeniería de embalaje. Apoya: el beneficio estructural de un núcleo ECT de 32. Nota de alcance: las clasificaciones varían según el grado del cartón. ↩
"Diferencias notables entre recubrimientos acuosos y UV…", https://corkindustries.com/notable-differences-between-aqueous-coatings-and-uv-coatings/. Análisis de costos de la industria que compara la aplicación de recubrimientos acuosos de alto contenido de sólidos con películas de aluminio tradicionales en envases comerciales. Función de evidencia: verificación métrica; tipo de fuente: referencia financiera de la industria. Apoya: la afirmación de una reducción de costos específica. Nota de alcance: el porcentaje puede variar según la escala de producción. ↩
"Evaluación de una tecnología de reducción de abultamientos para…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1195&context=japr. Evidencia de ciencia de materiales sobre cómo la eliminación de la laminación de lámina mejora la flexibilidad de la fibra y la resistencia a la falla durante el apilamiento vertical. Función de la evidencia: validación técnica; tipo de fuente: estudio de ingeniería de materiales. Apoya: la relación entre la eliminación de la laminación y la durabilidad en tránsito. Nota de alcance: depende del peso total de la carga. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Datos fidedignos de ciencia de materiales sobre cómo las propiedades higroscópicas del cartón provocan cambios dimensionales en el cartón ondulado tipo B bajo diferentes niveles de humedad. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la inestabilidad de las dimensiones del cartón ondulado en ambientes húmedos. Nota de alcance: limitado al cartón ondulado a base de papel. ↩
"Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. Verificación de los límites de capacidad de carga para cartón corrugado de flauta B húmedo bajo cargas estáticas. Función de la evidencia: análisis estructural; tipo de fuente: manual de ingeniería o norma ASTM. Soportes: el punto de falla de la capa inferior. Nota de alcance: se aplica a cartón corrugado de flauta B saturado. ↩
"Efectos del contenido de humedad en la resistencia a la compresión de cajas", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Validación técnica de la expansión dimensional del testliner 32 ECT en condiciones de alta humedad. Función de evidencia: especificación técnica; tipo de fuente: documento de ciencia de materiales o estándar de la industria del embalaje. Apoya: la causa física de la falla estructural. Nota de alcance: específicamente para cartón corrugado. ↩
"El efecto de los métodos de embalaje, el tiempo de almacenamiento y… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9416377/. Un estudio de caso o referencia del sector que cuantifica el ahorro de tiempo en el montaje al utilizar amortiguadores resistentes a la humedad. Función de la evidencia: apoyo estadístico; tipo de fuente: informe del sector. Apoya: el retorno de la inversión financiera de los amortiguadores de humedad. Nota de alcance: la eficiencia puede variar según la complejidad del producto. ↩
"Control de la humedad para instalaciones de envasado", https://www.condair.co.uk/en/solutions/by-industry/manufacturing/packaging-humidifier. Especificaciones técnicas relativas a la holgura óptima añadida a las ranuras para tener en cuenta la expansión higroscópica del cartón. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: prevención del colapso estructural. Nota de alcance: específico para cartón ondulado. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón ondulado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Datos técnicos que demuestran la correlación entre la orientación de la ondulación y el valor de la prueba de aplastamiento de bordes (ECT) para la capacidad de carga. Función de la evidencia: verificación técnica; tipo de fuente: norma de embalaje. Apoyos: conservación de la carga útil en el estante. Nota de alcance: aplicable a las ondulaciones estándar C y B. ↩
"Prueba del coeficiente de fricción", https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Los datos técnicos sobre el coeficiente de fricción para materiales de cartón ondulado sin recubrimiento confirman una alta resistencia superficial durante la extracción. Función de la evidencia: verificación técnica; tipo de fuente: manual de ciencia de los materiales. Apoya: la afirmación de que la fricción del cartón crudo dificulta el desembalaje. Nota de alcance: los efectos pueden variar según el tipo de revestimiento y la humedad. ↩
"Entendiendo la resistencia de las cajas de envío", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqs4LU0O6UlljlKKiU8YVpHHSA4F45Tek_k-Es1A1oR6TMEf3PA. Los estándares de la industria para la prueba de aplastamiento de bordes (ECT) definen la integridad estructural y la resistencia al apilamiento del cartón corrugado. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la resistencia del material base utilizada en el escenario de prueba. Nota de alcance: los valores de ECT están estandarizados en toda la industria del embalaje. ↩
"La guía definitiva para el diseño de cajas de cartón corrugado – Powell Systems", https://www.powellsystems.com/feeds/blog/corrugated-box-design . Las directrices de ingeniería de embalaje especifican tolerancias mínimas para evitar el bloqueo por fricción y el fallo estructural durante el proceso de desembalaje. Función de la evidencia: especificación de ingeniería; tipo de fuente: manual técnico. Apoya: la dimensión específica requerida para garantizar una experiencia de desembalaje sin roturas. Nota de alcance: Las tolerancias reales pueden variar según el calibre y el ajuste del cartón.
"MINIMIZACIÓN DE LA PÉRDIDA DE INVENTARIO: EL IMPACTO DE LAS MALAS PRÁCTICAS DE EMPAQUETADO...", https://dumakusa.com/minimizing-inventory-loss-the-impact-of-poor-packaging-practices-on-businesses/. Datos autorizados del sector sobre cómo las tolerancias geométricas de compensación en el embalaje previenen la pérdida de inventario causada por bloqueos de fricción superficial. Función de la evidencia: validación cuantitativa; tipo de fuente: informe técnico del sector. Respalda: la reducción específica del 15 % en la pérdida. Nota de alcance: se aplica al embalaje de exhibición minorista. ↩
"La anatomía de la bandeja de plástico perfecta para embalaje...", https://www.ready-made.com/blog/the-anatomy-of-the-perfect-plastic-tray-for-packaging-delicate-parts. Normas técnicas de ingeniería para las dimensiones del búfer perimetral para garantizar una extracción fluida y reducir los retrasos en la manipulación por parte de 3PL. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la eficacia de la medición de 0,25 pulgadas. Nota de alcance: centrado en expositores de cartón ondulado. ↩
«Kraft vs. Láminas deslizantes de plástico», https://custom-packaging-products.com/kraft-vs-plastic-slip-sheets/. Investigación en ciencia de materiales que demuestra cómo el análisis de la fibra kraft permite eliminar las láminas deslizantes de plástico en el diseño de envases. Función de la evidencia: validación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: la eliminación de componentes plásticos mediante la optimización de la fibra. Nota de alcance: se refiere a alternativas de embalaje sostenibles. ↩



