
Marken investieren Tausende in Marketingmaßnahmen im Einzelhandel, doch eine einzige schwache Falte kann zur katastrophalen Ablehnung im Geschäft führen. Qualität ist nicht nur eine Frage der Ästhetik; sie ist die Grundlage für den Erfolg Ihrer Kampagne.
Die Qualitätskontrolle bei der Herstellung von Kartonaufstellern ist ein systematischer Prozess zur Überprüfung der Rohmaterialqualität, der Druckgenauigkeit und der Tragfähigkeit. Dadurch wird sichergestellt, dass jedes Stanzteil exakt dem Prototyp entspricht, den Transport unbeschadet übersteht und im gesamten Verkaufsraum ein einheitliches Erscheinungsbild gewährleistet ist.

Doch die theoretischen Kenntnisse der Fertigungsprozesse nützen nichts, wenn die Stanzmaschinen tatsächlich anlaufen. Schauen wir uns an, was in der Produktionshalle passiert.
Wie stellen Sie die Qualitätskontrolle während der Produktion sicher?
Was man nicht misst, kann man nicht managen, insbesondere wenn Hochgeschwindigkeitsdruckmaschinen Hunderte von Anzeigeblättern pro Minute produzieren.
Die Qualitätssicherung während der Produktion erfordert den Einsatz strenger physikalischer Masterstandards und spektrophotometrischer Messungen, um die Farbgenauigkeit mathematisch zu gewährleisten. Dieser kontinuierliche Diagnoseprozess verhindert gravierende Passerabweichungen und stellt sicher, dass die Stanzteile vor Beginn der Serienfertigung perfekt ausgerichtet sind.

Doch viele Käufer verlassen sich immer noch auf das denkbar schlechteste Diagnoseinstrument: ihre eigenen Augen.
Die optische Täuschung der Produktionsqualitätskontrolle
Selbst erfahrene Designer übersehen oft den blinden Fleck der visuellen Farbabstimmung¹.Sie drucken einen Standard-Proof aus, gehen in die Produktionshalle und halten ihn einfach neben die erste Charge Wellpappe unter normaler Lagerbeleuchtung².Sie gehen davon aus, dass, wenn diese Charge ihrem Smartphone-Bildschirm ähnlich sieht, der Rest der Charge einwandfrei sein wird.
Ich beobachte dieses Problem ständig, wenn Designer versuchen, die Farbe von haptischen Oberflächen anzupassen. Ein Kunde gab einmal ein Soft-Touch-Display allein aufgrund einer kurzen Sichtprüfung frei. Als jedoch die Beleuchtung im Verkaufsraum auf die mikroskopische Polymerfolie traf, streute diese das Licht physikalisch³,wodurch die PMS-Farbe (Pantone Matching System) der Marke merklich dunkler wurde. Ich nahm sofort die Probe und scannte sie mit einem Spektralphotometer unter strenger D50-Beleuchtung. Chemisch gesehen ist das menschliche Auge fehlerhaft, die Mathematik jedoch nicht. Durch die mathematische Bestimmung einer starken Delta-E-Verschiebung⁴fügteich der Druckvorstufensoftware 10 % Cyan hinzu, korrigierte die optische Verdunkelung sofort und bewahrte den Kunden vor einer massiven Ablehnung des Druckmaterials.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Vertrauen in die Farbdarstellung von Smartphone-Bildschirmen | Spektrophotometer D50-Scan5 | Verhindert die Ablehnung von Markenfarben |
| Visuelle Genehmigung des ersten Durchlaufs | Mathematische Delta-E-Toleranz6 | Gewährleistet Chargenkonsistenz |
| Lichtverhältnisse außer Acht lassen | Standardisierte Druckvorstufenprofile7 | Beseitigt Überbelichtungen der Ladenbeleuchtung |
Ich lasse mich bei der Gestaltung meiner Produktionslinien niemals von subjektiven Wahrnehmungen leiten. Durch die Anwendung strenger mathematischer Farbprofile in der Produktion eliminiere ich das Risiko eines verwaschenen Farbergebnisses vollständig und schütze so Ihre Markenidentität bei gleichzeitiger Vermeidung kostspieliger Nachdruckverzögerungen.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre Markenfarben den Druckprozess überstehen? 👉 Kostenlose Farbprüfung ↗ — Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Welche Qualitätskontrollmaßnahmen werden für Verpackungsmaterialien durchgeführt?
Die Prüfung des Rohkartons, bevor er überhaupt in die Druckmaschine gelangt, ist die mit Abstand wichtigste Maßnahme zur Vermeidung katastrophaler struktureller Ausfälle.
Die Qualitätskontrolle von Verpackungsmaterialien umfasst die wissenschaftliche Prüfung von Rohwellpappenrohlingen durch strenge Kantenstauchtests und Feuchtigkeitsanalysen. Dieser entscheidende Schritt überprüft die Faserdichte und Materialfestigkeit und stellt sicher, dass der Karton hohen dynamischen Belastungen im Einzelhandel standhält, ohne zu knicken.

Leider führt die ausschließliche Orientierung an Zertifikaten für umweltfreundliche Materialien oft dazu, dass Käufer versteckte strukturelle Risiken übersehen.
Die versteckte Fasererschöpfung in Verpackungsmaterialien
Einkaufsteams, die maximale Nachhaltigkeit anstreben, fordern häufig 100 % recyceltes Testliner für ihre robusten Verkaufsdisplays. Sie prüfen das grundlegende Datenblatt des Lieferanten und gehen davon aus, dass diese umweltfreundliche Alternative die gleiche physikalische Druckfestigkeit wie frischer, herkömmlicher Kartonaufweist.
Das ist eine häufige Falle, in die selbst erfahrene Einkaufsteams tappen. Ich habe einmal erlebt, wie eine wunderschön bedruckte, vollständig aus Recyclingmaterial hergestellte Endkappe komplett zusammenbrach, als eine Verkäuferin schwere Shampooflaschen ins unterste Regal stapelte. Das Problem lag nicht im Design, sondern in den mikroskopischen Gegebenheiten des Papieraufbereitungsprozesses. Bei jedem Recyclingprozess verkürzen sich die Zellulosefasernund erschöpfen ihre Struktur. Als ich den TAPPI T811 Edge Crush Testdurchführte , brachen die Wellen unter Druck sofort mit einem lauten Knall. Ich ordnete umgehend ein Hybridverfahren an und injizierte exakt 30 % Frischfaser-Kraftpapier direkt in die tragenden Wellen. Durch diese gezielte Zugabe langer, frischer Fasern wurde die für den Transport notwendige dynamische Druckfestigkeit sofort wiederhergestellt, das Durchhängen der unteren Regalböden vollständig beseitigt und gleichzeitig die strengen Nachhaltigkeitsvorgaben des Einzelhändlers erfüllt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Forderung nach 100% Recyclingkarton | Hybrid-Kraft-Spritzguss11 | Verhindert das Zusammenbrechen der untersten Regalböden |
| Faserlängenbegrenzungen außer Acht gelassen | TAPPI T811 Kantendrückprüfung12 | Garantiert die Tragfähigkeit |
| Blindes Vertrauen in Datenblätter | Rohmaterialdichteanalyse13 | Verhindert kostspielige Transportschäden |
Ich weigere mich, zuzulassen, dass aggressive Umweltauflagen die strukturelle Grundlage von Verkaufsdisplays stillschweigend zerstören. Durch die wissenschaftliche Abstimmung der Festigkeit von Frischfasern mit Recyclinganteil stelle ich sicher, dass Ihre Verkaufsdisplays den rauen Transportbedingungen standhalten und Ihre Nachhaltigkeitsversprechen uneingeschränkt gewahrt bleiben.
🛠️ Harveys Schreibtisch: Leiden Ihre umweltfreundlichen Platten heimlich unter mikroskopischer Fasererschöpfung? 👉 Rohstoffprüfung anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Was sind die 5 Schritte der Qualitätskontrolle?
Ein zuverlässiges Qualitätskontrollsystem ist nicht nur eine Endkontrolle am Ende der Produktionslinie; es erfordert ein vernetztes, mehrstufiges Sicherheitsnetz.
Die fünf Schritte der Qualitätskontrolle sind: Rohmaterialprüfung, strukturelle Validierung in der Druckvorstufe, Farbkalibrierung im Live-Betrieb, Transportsimulation und Toleranzprüfung in der Endmontage. Dieses sequenzielle Verfahren beseitigt systematisch versteckte mechanische Mängel und gewährleistet, dass das voll bestückte Display den Transport über lange Strecken unbeschadet übersteht.

Die meisten Marken meistern die ersten drei Schritte hervorragend, unterschätzen aber die Dynamik des vierten Schritts drastisch.
Überbrückung der Lücke in den Qualitätskontrollschritten
Markenteams prüfen oft akribisch die Qualität ihrer Rohkartonplatten und kalibrieren ihre Druckvorstufengrafiken präzise. Sie verlassen sich stark auf standardisierte Testverfahren, die die theoretische Tragfähigkeit einer flachen, unmontierten Wellpappe messenundgehen davon aus, dass diese sich exakt auf eine fertige 3D-Struktur im Verkaufsraum übertragen lässt.
Die Bewertung von flachem Papier ist jedoch unzureichend, wenn sich die Geometrie des vollständig montierten Displays während des Transports dynamisch verändert. Moderne Rollouts im Einzelhandel müssen daher die Prüfung der Materialfestigkeit von der Gesamtsystembeständigkeit trennen. Dies geschieht durch die Durchführung aufwendiger, mehrachsiger Vibrationssimulationen an voll belasteten Einheiten<sup>15</sup>. Indem Umkarton und Innendisplay als einheitliches kinetisches System betrachtet werden , können Marketingteams die Belastbarkeit im realen Logistikbetrieb vor dem Versand präzise validieren. Diese umfassenden, sequenziellen Tests schließen die entscheidende Lücke zwischen statischen Labordaten und den tatsächlichen Bedingungen in der Lieferkette und gewährleisten eine konsistente Umsetzung im Einzelhandel bei gleichzeitiger Vermeidung kostspieliger Lieferverzögerungen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| ausschließlich auf flachen ASTM-Daten beruhen | Vollständige ISTA-Transit-Simulation16 | Verhindert kinetische Transportschäden |
| Auslassen von mehrachsigen Schwingungsprüfungen | Falltests für beladene Umkartons17 | Gewährleistet einen sicheren Empfang durch den 3PL-Anbieter |
| Die zusammengesetzte 3D-Geometrie wird ignoriert | Zweiphasige sequentielle Prüfung18 | Beseitigt strukturelle tote Winkel |
Statische Daten auf flachen Leiterplatten bieten trügerische Sicherheit bei komplexen Rollouts. Die Simulation realer Gütertransporte auf vollständig montierten Einheiten garantiert mathematisch das physische Überleben Ihrer Kampagne und eliminiert so effektiv kostspielige logistische Fehler, bevor die Massenproduktion beginnt.
🛠️ Harveys Schreibtisch: Sind Ihre beladenen Umkartons heimlich anfällig für Schäden durch mehrachsige Vibrationen? 👉 Fordern Sie Ihren Strukturbelastungstest an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Wie wird die Qualitätskontrolle erreicht?
Die Erreichung einer wirklich fehlerfreien Fertigung geht weit über das Erkennen fehlerhafter Drucke hinaus; sie erfordert die Antizipation der unsichtbaren physikalischen Umwelteinflüsse, die auf Ihre Verpackungen einwirken.
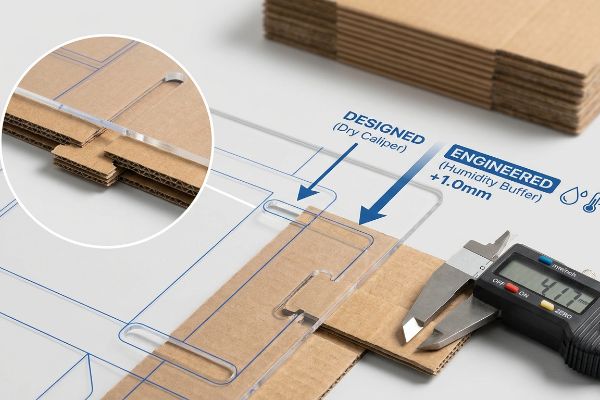
Die Qualitätssicherung erfolgt durch die Kombination präziser CNC-Bearbeitung (Computer Numerical Control) mit strengen mathematischen Umweltpuffern. Ingenieure passen die Toleranzen der CAD-Nuten (Computer-Aided Design) proaktiv an, um die physikalische Ausdehnung des Kartons zu berücksichtigen und so sicherzustellen, dass komplexe Verriegelungsmechanismen unabhängig von extremen Schwankungen der Luftfeuchtigkeit im Lager einwandfrei montiert werden können.
In einem klimatisierten Designlabor lässt sich ein einzelnes Display problemlos aufstellen, doch die harte Realität sieht anders aus, wenn man 500 Stück davon in ein schwüles Lagerhaus im Süden transportiert.
Warum standardmäßige CAD-Freigaben in der Fertigungshalle versagen
Grafikdesigner, die in klimatisierten Büros arbeiten, legen die Toleranzen für die Stanznuten häufig strikt anhand der absoluten Trockendicke des Kartons fest – beispielsweise wird ein B-Wellenspalt exakt auf 0,125 Zoll (3,17 mm)eingestellt. Sie gehen davon aus, dass der Karton vom Stanzvorgang bis zum endgültigen Bestimmungsort im Einzelhandel vollkommen statisch bleibt.
In meiner Produktionsstätte erlebe ich regelmäßig, wie diese theoretische Perfektion in einen operativen Albtraum umschlägt. Beim Seetransport von Wellpappkartons oder der Lagerung in Gebieten mit hoher Luftfeuchtigkeit wie Florida wirkt das poröse 32ECT-Testliner-Papier wie ein Schwamm<sup>20</sup>, saugt die Luftfeuchtigkeit auf und dehnt sich um Bruchteile eines Millimeters aus. Ein Schlitz, der in der Software perfekt zum Lascheneinschub passte, wird plötzlich zu eng. Ich habe schon frustrierte Lohnverpacker beobachtet, die beim Versuch, die aufgequollenen Teile zusammenzupressen, die inneren Wellen regelrecht zerdrückten und die Decklage einrissen. Ich löse dieses Problem, indem ich mathematisch einen Feuchtigkeitspuffer direkt in die Stanzform einbaue. Durch das Hinzufügen von zusätzlichen 0,04 Zoll (1 mm) präzisem Spiel<sup>21</sup> zu jedem Aufnahmeschlitz berücksichtige ich die unvermeidliche Ausdehnung der Papierfasern. Diese hochpräzise CNC-Anpassung gewährleistet dem Montageteam ein reibungsloses und reißfreies Einrichten, reduziert den Arbeitsaufwand beim Lohnverpacken um schätzungsweise 25 Sekunden pro Einheit und hält das Gesamtprojekt im Budget.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung absoluter Trockenmesssattelschlitze | Entwickelter Feuchtigkeitspuffer | Beschleunigt die Montagezeit |
| Unter Vernachlässigung der Quellung durch Umgebungsfeuchtigkeit22 | 1 mm CAD-Freiraumversatz23 | Verhindert das Zerdrücken von Papierwellen24 |
| Festklemmen der Laschen in der Montage | Reibungslose, ineinandergreifende Mathematik | Reduziert die Lohnkosten für die Lohnverpackung |
Ich lasse niemals zu, dass unsichtbare Umwelteinflüsse meine Montagelinien beeinträchtigen. Indem ich diese mikroskopischen Feuchtigkeitstoleranzen proaktiv in die ursprüngliche CAD-Geometrie einbeziehe, garantiere ich Ihnen eine reibungslose Montage Ihrer Kampagne, unabhängig vom geografischen Klima.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar einen günstigeren Lieferanten wählen, aber wenn die Trockenmessplatte in einem feuchten Lager aufquillt und Ihre Verriegelungsnasen vollständig zerdrückt, verlangsamt das Ihre Fertigungslinie um schätzungsweise 30 % und führt zu teuren Nacharbeiten. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Setzen Sie nicht länger auf theoretische Toleranzen, sondern lassen Sie mich Ihre Strukturdateien persönlich durch meinen kostenlosen Stanzform-Vorab-Check führen, um versteckte Schwachstellen aufzudecken, bevor die Massenproduktion beginnt.
„Farbabstimmungsproblem | PrintPlanet.com“, https://printplanet.com/threads/color-matching-problem.14420/. Branchenstandards für Farbmanagement erläutern, warum die menschliche visuelle Wahrnehmung im Vergleich zu instrumentellen Messungen ein unzuverlässiges Kriterium für die Farbkonsistenz bei großen Produktionsläufen darstellt. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenstandard. Begründung: Die grundsätzliche Unzuverlässigkeit der rein visuellen Freigabe. Anwendungsbereich: Gilt für den kommerziellen Druck in hohen Auflagen. ↩
„Was ist Metamerie bei der Farbabstimmung?“, https://www.datacolor.com/business-solutions/blog/what-is-metamerism/. Die Dokumentation zur Lichtwissenschaft erklärt, wie die spektrale Leistungsverteilung nicht standardisierter Lagerhallenbeleuchtung Metamerie verursacht und dadurch die Farbwahrnehmung verfälscht. Belegfunktion: Wissenschaftliches Prinzip; Quellentyp: Fachbuch. Begründung: Die Unzulänglichkeit der Verwendung von Fabrikbeleuchtung für die Farbabstimmung. Anmerkung zum Umfang: Fokus auf den Farbwiedergabeindex (CRI). ↩
„Streueigenschaften eines Kompositharzes: Einfluss auf die Farbe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC4229760/. Technische Erklärung, wie Oberflächenmorphologie und Lichtstreuung in Polymerfilmen die wahrgenommene Farbe eines Substrats verändern. Belegfunktion: wissenschaftliches Prinzip; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: die Behauptung, dass taktile Oberflächen die Farbwahrnehmung verdunkeln können. Anmerkung zum Anwendungsbereich: bezieht sich speziell auf diffuse Reflexion. ↩
„Wie wird Farbe gemessen? Delta E berechnen | ALPOLIC®“, https://alpolic-americas.com/blog/how-is-color-measured-calculating-delta-e/. Definition von Delta E als mathematisches Standardmaß zur Quantifizierung des Unterschieds zwischen zwei Farben in einem Farbraum. Nachweisfunktion: technische Definition; Quellentyp: Industriestandard (ISO/CIE). Unterstützt: die Verwendung mathematischer Berechnungen zur Farbkorrektur. Anwendungsbereich: setzt den CIELAB-Farbraum voraus. ↩
„Standardlichtart“, https://en.wikipedia.org/wiki/Standard_illuminant. Technische Erklärung der D50-Standardlichtart, die in der Spektralphotometrie verwendet wird, um konsistente Farbmessungen in verschiedenen Umgebungen zu gewährleisten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Anwendungsbereich: Verwendung von D50 zur Markenfarbverifizierung. Anwendungsbereich: Speziell für die grafische Industrie und die Druckindustrie. ↩
„Farbdifferenzformel und ΔE: CIE-Standards und Farbtoleranz“, https://skychemi.com/color-difference-formula-delta-e/. Wissenschaftliche Definition der Delta-E-Metrik (ΔE) zur Quantifizierung des wahrgenommenen Farbunterschieds zwischen zwei Farben. Nachweisfunktion: Validierung der Metrik; Quellentyp: wissenschaftlicher Standard. Anwendungsbereich: Verwendung von Delta-E zur Sicherstellung der Chargenkonsistenz. Anmerkung: Bezieht sich üblicherweise auf den CIELAB-Farbraum. ↩
„ICC-Profile – Photobooth Supply Co“, https://support.photoboothsupplyco.com/hc/en-us/articles/37565846718349-ICC-Profiles. Professionelle Richtlinien zur Implementierung von ICC- und Druckvorstufenprofilen, um die Farbtreue unter verschiedenen Lichtverhältnissen im Einzelhandel zu gewährleisten. Nachweisfunktion: Prozessverifizierung; Quellentyp: Fachhandbuch. Unterstützt: Vermeidung von Farbverfälschungen durch Ladenbeleuchtung. Anwendungsbereich: Bezieht sich auf Farbmanagement-Workflows. ↩
„Überblick über Papier und papierbasierte Lebensmittelverpackungsmaterialien“, https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Technische Analyse zum Vergleich der Druckfestigkeit und strukturellen Integrität von recyceltem Testliner und Frischfaserkarton zur Identifizierung von Leistungslücken. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften; Beleg: Die Behauptung, dass Recyclingfasern möglicherweise nicht die Festigkeit von Frischfaserfasern erreichen. Anmerkung zum Anwendungsbereich: Fokus auf Wellpappenrohlinge. ↩
„Veränderte Qualität von Recyclingfasermaterial. Teil 1. Faktoren …“, https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. Fachliteratur der Materialwissenschaft bestätigt, dass wiederholtes Aufschließen die Faserlänge reduziert und die Kristallstrukturen schädigt, wodurch die strukturelle Integrität beeinträchtigt wird. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift mit Peer-Review. Belegt: Die mechanische Ursache für Strukturversagen in Recyclingkarton. Anmerkung: Bezieht sich speziell auf den Aufschlusszyklus. ↩
„Kantenstauchprüfverfahren und Kartonkompressionsmodellierung, TAPPI …“, https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/. Der TAPPI-Standard T811 beschreibt die branchenweit anerkannte Methodik zur Messung der Kantenstauchfestigkeit von Wellpappe zur Bestimmung der vertikalen Belastbarkeit. Nachweisfunktion: Verfahrensverifizierung; Quellentyp: Branchenstandarddokumentation. Unterstützt: die Gültigkeit des verwendeten Prüfverfahrens. Anwendungsbereich: Standard speziell für die Wellpappenverpackungsindustrie. ↩
„Recycelte Fasern für nachhaltige Hybridfaserzementmaterialien“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8125422/. Technische Analyse der Synergie zwischen Primärkraftfasern und Recyclingfasern zur Erhöhung der Berst- und Druckfestigkeit von Karton. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützung: Die Verwendung von Hybridmischungen zur Vermeidung von Strukturkollaps. Anmerkung: Die Wirksamkeit hängt vom Verhältnis von Primär- zu Recyclinganteil ab. ↩
„Vollflächige Messungen im Kantenstauchversuch von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Branchenstandarddokumentation zur Definition der Methodik für Kantenstauchversuche (ECT) zur Bestimmung der Tragfähigkeit von Wellpappenmaterialien. Nachweisfunktion: Verifizierung; Quellentyp: Branchenstandard. Unterstützt: Die Korrelation zwischen T811-Prüfung und garantierter Tragfähigkeit. Anwendungsbereich: Hauptsächlich anwendbar auf Hohlkammer-Wellpappe. ↩
„Druckfestigkeit von Wellpappenverpackungen mit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Richtlinien zum Einfluss von Schwankungen in der Rohmaterialdichte auf den Gesamtelastizitätsmodul und die Stapelfestigkeit beim Transport. Nachweisfunktion: Verfahrensvalidierung; Quellentyp: Technisches Handbuch. Unterstützt: Die Bedeutung der Dichteanalyse zur Vermeidung von Transportschäden. Anmerkung zum Anwendungsbereich: Fokus auf die Konsistenz zwischen Produktionschargen. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Technische Dokumentationen von Branchenverbänden wie TAPPI bestätigen die Anwendung von Standardprüfverfahren (z. B. ECT) zur Bestimmung der Tragfähigkeit von Flachwellpappe. Nachweisfunktion: Technische Verifizierung; Quellentyp: Branchenstandard. Unterstützung: Existenz standardisierter Prüfverfahren für Flachwellpappe. Anwendungsbereich: Bezieht sich auf Materialeigenschaften, nicht auf die fertige Geometrie. ↩
„Mehrachsige Vibration – International Safe Transit Association“, https://ista.org/news_manager.php?page=16942. Maßgebliche Verpackungsstandards wie ISTA oder ASTM beschreiben detailliert die Anforderungen an Vibrationsprüfungen an voll beladenen Einheiten, um die Belastungen beim Transport unter realen Bedingungen zu simulieren. Nachweisfunktion: Technische Validierung; Quellentyp: Industriestandard. Begründung: Die Notwendigkeit dynamischer Dauerfestigkeitsprüfungen gegenüber statischen Materialprüfungen. Anwendungsbereich: Speziell für die Haltbarkeit von Wellpappe im Versand und in der Logistik. ↩
„ISTA-Verpackungsprüfung – Intertek“, https://www.intertek.com/performance-testing/packaging/ista/. Erläuterung, wie die Protokolle der International Safe Transit Association (ISTA) reale Transportbedingungen simulieren, um kinetische Schäden zu minimieren. Nachweisfunktion: Technische Validierung; Quellentyp: Industriestandard. Beleg: Die Überlegenheit von ISTA-Simulationen gegenüber statischen Daten. Anwendungsbereich: Gilt für Transportverpackungen. ↩
„Falltests für Verpackungen“, https://unitload.vt.edu/facilities/distribution-packaging-lab/package-drop-testing.html. Bestätigung, dass die Simulation von Stürzen voll beladener Umkartons ein Standardverfahren ist, um die Unversehrtheit der Produkte während der Logistikabwicklung zu gewährleisten. Nachweisfunktion: Verfahrensvalidierung; Quellentyp: Logistikrichtlinie. Unterstützt: den Zusammenhang zwischen Falltests und sicherer Warenannahme durch Logistikdienstleister. Anmerkung zum Anwendungsbereich: Fokus auf die Unversehrtheit der Außenverpackung. ↩
„Adaptives, zweistufiges, nahtloses sequentielles Design für klinische Studien“, https://pubmed.ncbi.nlm.nih.gov/38704845/. Dokumentation von Testmethoden, die Belastungen in sequenziellen Phasen anwenden, um strukturelle blinde Flecken in 3D-Geometrien zu identifizieren. Nachweisfunktion: Methodenverifizierung; Quellentyp: Ingenieurhandbuch. Unterstützt: die Behauptung, dass sequentielles Testen strukturelle blinde Flecken beseitigt. Anwendungsbereich: Speziell für komplexe, zusammengesetzte Geometrien. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Überprüfung der Standard-Nennmaße und üblichen Anfangstoleranzen für B-Welle-Wellpappe in CAD-Stanzformen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandards für Verpackungen. Unterstützung: Verwendung absoluter Trockenmessschiebermessungen als Grundlage für die Spalteinstellungen. Hinweis: Die tatsächlichen Toleranzen können je nach Kartonsorte und Hersteller variieren. ↩
„[PDF] Auswirkungen des Feuchtigkeitsgehalts auf die Druckfestigkeit von Kartons: FBA BCT …“, https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Technische Dokumentation zur Hygroskopizität von 32ECT-Linerboard und dessen Quellneigung in Umgebungen mit hoher Luftfeuchtigkeit. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch für Verpackungstechnik. Belegt: Die Aussage, dass sich bestimmte Kartonsorten aufgrund von Feuchtigkeit ausdehnen. Anmerkung: Die Quellraten können je nach Linerbeschichtung variieren. ↩
„Optimales Design von doppelwandigen Wellpappenverpackungen – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Industriestandards für Toleranzpuffer in CAD-Stanzformen zur Minderung der Materialausdehnung in feuchten Transportumgebungen. Nachweisfunktion: Benchmark-Validierung; Quellentyp: Fertigungsspezifikation. Unterstützt: die spezifische 1-mm-Messung für Umgebungspuffer. Anwendungsbereich: Anwendbar auf Wellpappenverpackungen in feuchten Umgebungen. ↩
„Einfluss der relativen Luftfeuchtigkeit auf die Druckfestigkeit von …“, https://open.clemson.edu/all_theses/3225/. Materialwissenschaftliche Daten, die erklären, wie Verpackungen auf Zellulosebasis Luftfeuchtigkeit aufnehmen und dadurch Dimensionsinstabilität erfahren. Nachweisfunktion: physikalisches Prinzip; Quellentyp: materialwissenschaftliche Fachzeitschrift. Belege: kausaler Zusammenhang zwischen Umgebung und Verpackungsverformung. Fokus: Materialien auf Zellulosebasis. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Technische Spezifikation, die die in der CAD-Konstruktion erforderliche Standardtoleranz zur Kompensation der Materialausdehnung bei Wellpappenverpackungen bestätigt. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Belege: Die spezifische Messung zur Vermeidung von Passungsfehlern. Anwendungsbereich: Gilt für Standard-Wellenprofile. ↩
„Leitfaden zum Verständnis von Wellen in Wellpappkartons – Gentlever“, https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. Analyse, wie übermäßige Druckkräfte aufgrund enger Montagetoleranzen zum Kollaps des Wellenmaterials und damit zur Verringerung der strukturellen Integrität führen. Nachweisfunktion: Fehlermöglichkeits- und Einflussanalyse; Quellentyp: Verpackungsindustriestandard. Unterstützt: das Risiko im Zusammenhang mit absoluten Trockenmessschlitzen. Anwendungsbereich: Betrifft die vertikale Kompression der Wellen. ↩



