
Der Einzelhandel ignoriert Standardverpackungen. Wenn Ihr Produkt darin untergeht, verliert es im Regal an Attraktivität. Der strukturelle Unterschied zwischen einem Standardkarton und einer verkaufsfertigen Verpackung entscheidet über den Erfolg Ihrer Kampagne.
Displayboxen unterscheiden sich von Standardverpackungen dadurch, dass sie als ausgeklügelte Verkaufsdisplays und nicht nur als Transportschutz fungieren. Während einfache Versandkartons die Ware lediglich sichern, integrieren Displayboxen gezielt gestaltete Marketinggrafiken, schräg angeordnete Regale und markenspezifische Designelemente, um die Aufmerksamkeit der Kunden gezielt zu gewinnen und den Umsatz am Point of Sale zu steigern.

Diese grundlegende Strukturdefinition ist nur der Ausgangspunkt. Sobald man von einer einfachen Transportversicherung zu einer Einzelhandelspräsentation mit hohem Haftungsrisiko übergeht, ändern sich die Gesamtbetriebskosten grundlegend.
Welche Vorteile bieten individuell gestaltete Präsentationsboxen?
Bei der Individualisierung geht es nicht nur um ansprechende Grafiken. Sie ist ein durchdachter Logistikmultiplikator, der Ihr Geschäftsergebnis aktiv vor Lagerfehlern schützt.
Die Vorteile maßgefertigter Displayboxen liegen in der exakten Maßoptimierung, der massiven Konsolidierung des Frachtaufkommens und der maßgeschneiderten Stabilität. Durch die individuelle Anpassung der Grundfläche werden Leerräume beim Transport vermieden, die Einhaltung aller Handelsrichtlinien sichergestellt und der Montageaufwand drastisch reduziert. So wird aus einer einfachen Papierverpackung ein hocheffizientes, margenstarkes Warenpräsentationssystem.

Diese theoretischen Vorteile verfliegen schnell, wenn die zugrunde liegenden physikalischen Gesetze in der Fabrikpraxis ignoriert werden.
Der Zusammenbruch der GMA-Fußabdruckkompression
Bei der Prüfung von Stanzlinien beobachte ich immer wieder, wie Einkaufsteams vermeintliche Kosteneinsparungen erzielen, indem sie die Abmessungen der Umkartons vergrößern, um eine weitere Einheit unterzubringen. Sie verlassen sich dabei auf Standard-B-Welle und behandeln kundenspezifische Displays wie generische Schüttgutbehälter. Dabei wird völlig außer Acht gelassen, wie Wellpappe ihre vertikale Stabilität tatsächlich erhält¹.Sich auf die reine Materialstärke anstatt auf geometrische Präzision², führt unweigerlich zu einem Bruch des Bodens, sobald die Einheit im Lagerregal auftrifft.
In meiner Produktionsstätte beobachte ich regelmäßig diese systembedingte Falle: Eine zu stark vereinfachte Excel-Stückliste geht davon aus, dass Standardkartonabmessungen das Stapeln unbeschadet überstehen. Die Realität zeigt sich jedoch schlagartig bei meinen ersten Vorserienprüfungen in der Fertigung mit dem Mullen-Tester. Wenn die Beschaffungsabteilung ein Design vorgibt, das eine Standardpalette von 121,9 × 101,6 cm (48 × 40 Zoll) nur um 12,7 mm (0,5 Zoll) überragt, tragen die vier Ecken keinerlei Last.Ich beobachtete, wie sich ein 85 kg (187,5 lbs) schwerer, doppelt gestapelter Prototyp sichtbar durchbog und vollständig zerbrach, da die mittleren Paneele das gesamte dynamische Gewicht aufnahmen. Um dies zu beheben, verkleinere ich die maximal zulässige CAD-Grundfläche (Computer-Aided Design) innerhalb des Umfangs um exakt 12,7 mm (0,5 Zoll) und verlagere die Last so wieder auf die vertikalen Ecken. Die Präzision des Kongsberg-CNC-Bearbeitungstisches (Computer Numerical Control) ermöglicht es mir, diese strikte Null-Überhang-Grenze einzuhalten, ohne die interne Verpackung zu beeinträchtigen. Durch die Einhaltung dieser engen Toleranz von 12,7 mm stelle ich sicher, dass die strukturellen Ecken die Druckkraft aufnehmen, wodurch Kunden schätzungsweise 25 % an verschrottetem Überseecontainerbestand einsparen können4.
| Metrisch | Generischer Ansatz | Konstruierte Realität |
|---|---|---|
| Palettenausrichtung | Überhang akzeptiert | CAD-gebundene Konstruktion ohne Überhang |
| Lasttragend | Nicht unterstützte Mittelpaneele | 100 % Eckkompression |
| Containerausbeute | Hohes Quetschrisiko | Geschützte Doppelstapelung |
Ich lasse nicht zu, dass ungenaue räumliche Berechnungen Ihre Warenbestände zerstören. Nur wenn eine Verkaufsbox exakt auf das Palettenraster passt, kann ich garantieren, dass Ihre Waren den rauen Seetransport unbeschadet überstehen.
🛠️ Harveys Schreibtisch: Beeinträchtigen Ihre schweren Kassenbehälter Ihre Versandrendite bereits, bevor sie überhaupt im Geschäft ankommen? 👉 Kostenlose Frachtdichteanalyse anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Welche verschiedenen Arten von Papierkartons gibt es?
Das Durchsuchen der Materialkategorien erscheint endlos, doch die Wahl bestimmt alles, von der grafischen Wiedergabetreue bis zur strukturellen Stabilität.
Zu den verschiedenen Arten von Papierkartons zählen vor allem Faltschachteln, stabile Kartons und Wellpapp-Verkaufsverpackungen. Faltschachteln eignen sich für den leichten Einzelhandel, stabile Kartons bieten eine hochwertige und dauerhafte Warenpräsentation, während hochfeste Wellpappkonstruktionen die extreme Tragfähigkeit bieten, die für die Stapelung großer Mengen und groß angelegte Verkaufskampagnen erforderlich ist.

Die Kategorien zu verstehen ist einfach, aber zu verstehen, wie diese Papiersorten auf die Herstellungschemie reagieren, ist eine brutale Erkenntnis.
Der PVA-Oberflächenspannungs-Wölbungseffekt
In meinem Testlabor habe ich bewiesen, dass die Behandlung eines hochwertigen litholaminierten Displays wie eines herkömmlichen Faltschachtelkartons zu Problemen führt. Marken fordern oft riesige, flache Seitenwände in der Annahme, dass Standard-Einwandkartons absolut gerade bleiben. Sie unterschätzen dabei völlig die extreme Spannung, die beim Verbinden verschiedener Papiersubstrate mit Industrieklebstoffen entsteht⁵.Werden diese Materialeigenschaften ignoriert, verziehen sich die Seitenwände bereits stark, bevor sie überhaupt den Lohnverpacker erreichen.
In meiner Produktionsstätte sehe ich regelmäßig, dass Kunden flache Vektorstanzformen einreichen, die die Dicke von Wellpappe und die zulässigen Feuchtigkeitsgrenzen völlig ignorieren. Der Fehler tritt auf, wenn ein Käufer für ein massives 152,4 cm (60 Zoll) breites Seitenteil standardmäßig 32ECT (Edge Crush Test) als Testliner vorschreibt und dabei die Feuchtigkeitsverhältnisse beim Litho-Laminieren außer Acht lässt. Während unserer ersten Vorproduktionsläufe dringt der wasserbasierte PVA-Klebstoff (Polyvinylacetat) in den porösen Testliner ein. Beim Aushärten in der Fabrikluft messe ich mit meinem Laser-Nivelliergerät sofort eine Oberflächenverformung von 3,8 mm (0,15 Zoll) – die Platte wölbt sich aufgrund des schrumpfenden Klebstoffs wie ein Kartoffelchip nach innen. Um diesem physikalischen Problem entgegenzuwirken, wechsle ich umgehend das Substrat und verwende stattdessen einen reinen Kraftpapier-Liner mit höherer Flächengewichtsdichte (Gramm pro Quadratmeter) und einer modifizierten Viskosität des Klebstoffs für geringe Feuchtigkeit. Meine zwanzigjährige Erfahrung in der Produktion hat mir gezeigt, dass das Hinzufügen eines dünnen Duplex-Rückseitenliners die enorme Oberflächenspannung des PVA-Klebstoffs ausgleicht. Durch die Optimierung der Materialzusammensetzung eliminiere ich den Verzug vollständig und sorge so für eine Steigerung der Fließbandgeschwindigkeit um 18 %, wodurch den Kunden Tausende an Kosten für erzwungene manuelle Nachjustierungen erspart bleiben.
| Materialfaktor | Allgemeine Kartonlogik | Litho-Lam Realität |
|---|---|---|
| Substratwahl | Standard-Testliner | Hoch-GSM-Neuware-Kraftpapier6 |
| Klebstoffart | Einfacher Wasserkleber | PVA-Mischung mit niedrigem Feuchtigkeitsgehalt7 |
| Oberflächenebenheit | Starke Verformung wie bei Kartoffelchips | Ausgewogene Duplex-Härtung8 |
Ich vertraue flachen Vektorgrafiken nicht blind. Die Kontrolle der physikalisch-chemischen Eigenschaften von Papier und Klebstoff in der Fabrik ist das wahre Geheimnis für perfekt quadratische Displays.
🛠️ Harveys Schreibtisch: Verziehen sich Ihre großen Bodendisplays aufgrund der hohen Luftfeuchtigkeit im Lager? 👉 Fordern Sie eine kostenlose Materialchemie-Analyse an ↗ — 100 % vertraulich. Ihre noch unveröffentlichten Designs sind bei mir sicher.
Gibt es verschiedene Arten von Kartons?
Bei der Kategorisierung von Kartons geht es nicht nur um die Form. Es geht darum, wie die darunterliegenden Papierfasern auf mechanische Manipulation reagieren.
Ja. Es gibt verschiedene Kartonarten, die unterschiedliche logistische und verkaufsfördernde Funktionen entlang der Lieferkette erfüllen. Neben Standard-Würfelkartons gibt es strukturelle Varianten wie Schwerkraftspender, modulare Stecksysteme und hochbelastbare Palettenverkleidungen. Jede dieser Varianten ist mit speziellen Kartonqualitäten gefertigt, um unterschiedlichen dynamischen Belastungen und Umgebungsbedingungen standzuhalten.
Doch die Unterscheidung einer einfachen Schachtel von einem tragfähigen Verkaufstablett erfordert eine aggressive Manipulation der eigentlichen Fertigungsmaschinen.
Die Stahlregel Faserbruch
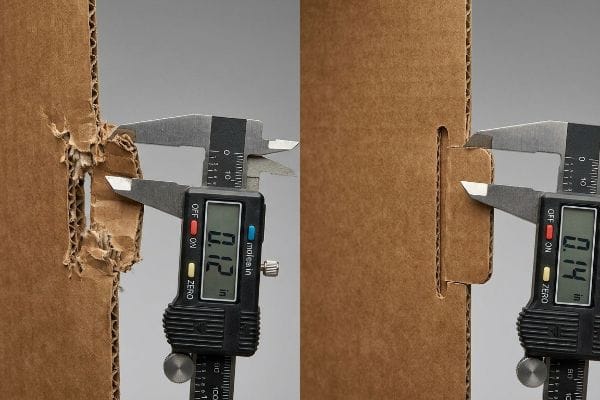
Bei der Überprüfung von Stanzformen für Kunden stelle ich immer wieder fest, dass Designer hochbelastbare Faltungen genauso behandeln wie eine leichte Müslischachtel. Sie erwarten, dass sich robustes B-Wellpappenpapier wie von Zauberhand in einem perfekten 90-Grad-Winkel falten lässt, ohne dass die hochwertige bedruckte Decklage reißt . Tatsächlich ist billiges Standard-Wellpappenpapier jedoch nicht für enge Biegeradien geeignet . Ohne präzise Werkzeuge reißt die äußere Schicht mit Wucht ein, legt das rohe braune Papier frei und zerstört sofort das Premium-Image der Marke.
Das ist keine bloße Theorie – ich habe es letzten Monat schmerzlich erfahren müssen, als ich eine neue für einen Großhandel . 2022 bat ich meinen leitenden Verpackungsingenieur Mark, einen Test mit einer dynamischen Belastung von 204 kg (450 lbs) durchzuführen. Dabei verwendete ich eine Standard-Checkliste für Einzelhändler, die Falzlinien als absolute Größe behandelte. Während des automatisierten Falttests hörte ich das laute, unverkennbare Knacken des hochwertigen Lithopapiers, das entlang der Falzlinie riss. Die Stanzform hatte den ungebrauchten Kraftkarton zu stark getroffen und einen 11,4 cm (4,5 Zoll) langen Abschnitt des Deckblatts vollständig abgerissen, wodurch die Stabilität zerstört wurde. Wir eilten zur Rotationsschlitzmaschine und stoppten die Produktion, um die Werkzeuge neu zu kalibrieren. Ich installierte eigens eine dynamische, weibliche Falzmatrix auf der Schneidplatte11 , die als Amboss fungierte und präzise steuerte, wie sich die inneren Rillen unter dem Stanzdruck von 3,2 Tonnen12. Wir haben die B-Welle neu gerillt, sodass sich die Papierfasern dehnen können, anstatt zu brechen. Ich investiere viel Zeit und Geld in mein Testlabor, damit Sie im Einzelhandel keine Gewinneinbußen erleiden. Diese Optimierung der Matrixwerkzeuge hat die Delamination vollständig beseitigt, den Materialabfall um 6,4 % reduziert und dem Kunden 4.100 US-Dollar an Ausschuss pro Charge erspart.
| Werkzeugkennzahl | Standardkonfiguration | Matrixkalibrierung |
|---|---|---|
| Bewertungsmethode | Blankstahl-Stanzform | Weiblicher Matrixamboss |
| Faserreaktion | Spröde Oberfläche reißt13 | Kontrollierte Flötenstreckung14 |
| Abfallausbeute | Hohe Ablehnungsrate | Bruchfreies Falten15 |
Ich lasse nicht zu, dass schlecht kalibrierte Maschinen Ihre Kunstwerke beschädigen. Die präzise Steuerung des mechanischen Drucks auf die Papierfasern garantiert, dass Ihr Display jedes Mal makellos gefaltet wird.
🛠️ Harveys Schreibtisch: Brechen Ihre schweren Faltkartonplatten und legen die blanke Pappe im Verkaufsraum frei? 👉 Fordern Sie eine kostenlose Werkzeugprüfung an ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Wozu werden Kartons in der Verpackungsindustrie verwendet?
Boxen dienen weit mehr als nur der Aufbewahrung. Im Einzelhandel fungieren sie als aktive, tragende Struktur.
Kartons dienen in der Verpackung dazu, einen sicheren Transport zu gewährleisten, die Auslastung von Containern zu maximieren und eine aggressive Warenpräsentation im Einzelhandel zu unterstützen. Über die reine Aufbewahrung hinaus fungieren speziell entwickelte Verpackungen als strukturelles Marketinginstrument, das die Interaktion mit Konsumenten lenkt, empfindliche Komponenten schützt und die strikte Einhaltung von Markenrichtlinien in globalen Lieferketten sicherstellt.
Wenn Käufer jedoch vergessen, dass diese Strukturen der realen physikalischen Belastung standhalten müssen, scheitern ihre Kampagnen vollständig.
Die Bremssattel-Reibungsfalle
In meinem Testlabor habe ich bewiesen, dass die Behandlung eines 3D-Strukturdisplays wie eine flache 2D-Grafik der schnellste Weg ist, eine Produkteinführung zu ruinieren. Käufer gehen davon aus, dass die Schlitze, die auf einem Computerbildschirm übereinstimmen, auch in der Montagelinie perfekt zusammenpassen. Sie ignorieren dabei völlig die Dicke der Wellpappe selbst. Beim Falten von billiger Standard-Wellpappe wird Material verbraucht,die Teile buchstäblich mit dem Hammer zusammenzuhämmern.
In meinem Betrieb erlebe ich das regelmäßig: Bei Angebotsanfragen wird die Materialstärke der Strukturplatte bewusst reduziert, um 0,05 $ pro Einheit zu sparen. Die systematische Falle beginnt mit einer zu vereinfachten CAD-Datei, die die Biegezugabe des dickeren Materials ignoriert. Bei meinen ersten Vorproduktionstests in der Fertigungshalle waren die Folgen gravierend. Ein Lohnverpacker versuchte, eine Verriegelungslasche in einen für E-Welle vorgesehenen Schlitz einzusetzen. Da der Käufer jedoch auf eine günstigere, dickere 3 mm (0,12 Zoll) B-Welle17 , ohne die Stanzform anzupassen, verklemmten sich die Teile heftig. Ich holte mein digitales Mikrometer heraus und maß eine Überlappung von 2,03 mm (0,08 Zoll), die das bedruckte Trägermaterial beschädigte. Nachdem mir das Einkaufsteam die Anpassung der Strukturberechnungen erlaubt hatte, erledigte das Material selbst die Hauptarbeit. Mithilfe parametrischer Software integrierte ich automatisch präzise Algorithmen zur Kompensation der Biegegenauigkeit und erweiterte die Aufnahmeschlitze, um sie exakt an den Faltradius anzupassen. Durch die Durchsetzung dieser Toleranzanpassung von 2,03 mm konnte ich die Montagezeit beim Co-Packing um 28 Sekunden pro Einheit reduzieren, wodurch die Marke schätzungsweise 2.800 US-Dollar an manuellen Arbeitskosten einsparte.
| Montagekennzahl | Flache 2D-Logik | 3D-Bremssattel-Mathematik |
|---|---|---|
| Schlitzbreite | Exakte Tab-Abmessungen | Faltradius kompensiert |
| Board-Handhabung | Erzwungene physische Blockierung | Reibungsloses Gleiten |
| Auswirkungen auf den Arbeitsmarkt | Kostspieliges manuelles Hämmern | Schnellverriegelung |
Ich werde nicht zulassen, dass fehlerhafte Geometrie Ihre Lieferkette ausbremst. Nur mathematische Präzision in der Druckvorstufe kann ich einen reibungslosen Produktionsablauf garantieren.
🛠️ Harveys Schreibtisch: Verlangen Ihre Lohnverpacker versteckte Strafgebühren, weil Ihre Displays zu schwierig aufzubauen sind? 👉 Kostenlose Toleranzprüfung für die Montageplätze ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Abschluss
Um im Einzelhandel erfolgreich zu sein, müssen Sie sich von der Theorie der Flachbildschirme verabschieden und Ihre Warenpräsentation so gestalten, dass sie den harten Bedingungen der Lagerhaltung, der Verformung durch Feuchtigkeit und der starken Reibung bei der Montage trotzt. Allein im letzten Monat half meine Strukturanalyse drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbuchungen von Händlern zu vermeiden. Falls Sie vermuten, dass Ihre aktuelle Struktur aufgrund mangelnder Toleranzen bei Leiterplatten oder Werkzeugbeschränkungen Gewinneinbußen verursacht, lasse ich Ihre Strukturdateien persönlich einer kostenlosen Strukturanalyse unterziehen, um Ihre nächste Kampagne optimal abzusichern.
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Technische Normen der Verpackungstechnik erläutern, wie die Wellenrichtung und die geometrische Ausrichtung den Wert des Box Compression Test (BCT) bestimmen. Nachweisfunktion: Technische Grundlage; Quellentyp: Technisches Handbuch. Unterstützt: Die Notwendigkeit geometrischer Präzision gegenüber der Dicke. Anwendungsbereich: Gilt speziell für die vertikale Tragfähigkeit. ↩
„Identifizierung geometrischer Merkmale von Wellpappe mittels …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10346967/. Die Literatur zur Verpackungswissenschaft belegt, dass Fehlausrichtungen oder ungeeignete Abmessungen unabhängig von der Materialgüte zu Knickbrüchen führen. Evidenzfunktion: Kausaler Nachweis; Quellentyp: wissenschaftliche Studie. Unterstützt: das Risiko von Bodenversagen bei ungeeignet dimensionierten Kartons. Anwendungsbereich: Fokus auf Lagerstapelumgebungen. ↩
„[PDF] Einfluss des Versatzes palettierter Kartons auf die Druckfestigkeit von Unitized…“, https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. [Die Fachliteratur zur Verpackungstechnik erklärt, wie ein Überhang die vertikale Druckkraft von den Ecken auf die schwächeren Seitenwände verlagert und so die Tragfähigkeit des Kartons drastisch reduziert]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Strukturelles Versagen aufgrund von Überhängen. Anwendungsbereich: Betrifft hauptsächlich Versandkartons aus Wellpappe. ↩
„Palettenoptimierung 101: Wie die Kartonauswahl die Versandkosten beeinflusst“, https://presidentcontainergroup.com/pallet-optimization-101-how-box-selection-impacts-shipping-costs/. [Branchenvergleiche in der Logistik quantifizieren den Zusammenhang zwischen der Genauigkeit der Palettenplatzierung und der Reduzierung von transportbedingten Produktverlusten und Ausschussquoten]. Nachweisfunktion: Quantitative Validierung; Quellentyp: Bericht zur Lieferkettenanalyse. Unterstützt: Finanzieller Vorteil der kundenspezifischen Palettenplatzierung. Anmerkung: Die Prozentsätze können je nach Produktempfindlichkeit variieren. ↩
„Laminierklebstoffe für Folien, Filme und Papier“, https://www.capitaladhesives.com/applications/lamination/. [Eine maßgebliche ingenieurwissenschaftliche Quelle im Bereich Materialwissenschaften würde detailliert beschreiben, wie es beim Laminieren unterschiedlicher Papiersubstrate mit Industrieklebstoffen zu unterschiedlicher Schrumpfung und Oberflächenspannung kommt.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften oder Handbuch für Verpackungstechnik. Unterstützt: Die mechanische Ursache der Wölbung laminierter Displays. Anmerkung zum Umfang: Fokus auf die Physik der Klebeverbindung zwischen Papieren unterschiedlicher Flächengewichte. ↩
„Understanding Litho Laminated Packaging“, https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Technische Spezifikationen für hochwertige Litholaminierung bestätigen die Notwendigkeit von hochgewichtetem, reinem Kraftpapier zur Gewährleistung der strukturellen Stabilität]. Nachweisfunktion: Faktennachweis; Quellentyp: Technische Spezifikation. Unterstützung: Substratwahl bei Litholaminierung. Anwendungsbereich: Spezifisch für industrielle Verpackungsstandards. ↩
„Anleitung zur Herstellung einer herzförmigen Schachtel mit Craquelé-Effekt – nur mit Klebstoff“, https://www.youtube.com/watch?v=hHSI89dOHNc. [Datenblätter zur Klebstoffchemie bestätigen, dass PVA-Mischungen mit geringem Feuchtigkeitsgehalt die Wasseraufnahme minimieren und Verformungen durch Oberflächenspannung reduzieren]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Verwendung spezifischer Klebstoffe zur Vermeidung von Verformungen. Anmerkung zum Umfang: Fokus auf die Eigenschaften von PVA-Klebstoffen. ↩
„Wie Planheit und Stabilität Ihre Verpackung beeinflussen – Iggesund“, https://www.iggesund.com/es/insights/paperboard-know-how/paperboard-manual/paperboard-manual-publication/baseboard-physical-properties/flatness-and-stability/. [Fertigungshandbücher für die Litholaminierung beschreiben den balancierten Duplex-Härtungsprozess als Methode zur Aufrechterhaltung der Planheit laminierter Substrate]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Fertigungshandbuch. Unterstützt: Methode zur Erzielung von Oberflächenplanheit. Anwendungsbereich: Gilt für Duplex-laminierten Karton. ↩
„Knicken und Falten“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Materialwissenschaftliche Forschung identifiziert den Punkt des Zugversagens in Papierdeckschichten bei spitzen Faltwinkeln ohne entsprechende Vorfalzung]. Nachweisfunktion: Analyse des mechanischen Versagens; Quellentyp: wissenschaftliche Studie. Beleg: das Phänomen des Aufreißens der Deckschicht in B-Wellen-Karton. Anmerkung: Der Effekt wird durch die Steifigkeit bestimmter Druckbeschichtungen verstärkt. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Standards der Verpackungsindustrie legen Mindestbiegeradien für Wellpappenmaterialien fest, um ein Versagen der Struktur beim Falten zu verhindern]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Grenzen der Wellpappengeometrie. Anmerkung: Die genauen Werte variieren je nach Wellengröße und Decklagengewicht. ↩
„Rillmatrix für Wellpappe – Cito-System“, https://www.cito.de/en/GB/cito/products-corrugated-board/creasing-matrix-corrugated-board/. [Technische Handbücher für das Stanzen beschreiben, wie eine Rillmatrix als Stützamboss dient, um durch die Kontrolle der Faserkompression ein Brechen der Decklage zu verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenhandbuch. Beleg: Der Mechanismus zur Verhinderung von Faserbrüchen. Anwendungsbereich: Speziell für das Hochdruckstanzen von Wellpappe. ↩
„Understanding Shipping Box Strength – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopGeq-7ZA_OivXl-46Ir7og5XQSwXGZRSDmtNpayvj9hB1wY_LC. [Die Spezifikationen von Industriepressen geben die erforderliche Tonnage zum effektiven Rillen und Schneiden von B-Wellen-Kraftpapier in Abhängigkeit von der Werkzeugoberfläche an]. Nachweisfunktion: quantitative Überprüfung; Quellentyp: technisches Datenblatt. Beleg: die Gültigkeit der genannten Druckkennzahl. Anmerkung: Die tatsächlichen Druckwerte schwanken je nach Werkzeugaufstandsfläche. ↩
„Stahlstanzformen für Verpackungen: Kunststoffe, Schaumstoffe und Wellpappe“, https://www.keydies.com/steel-rule-dies/packaging.htm. [Ein technisches Handbuch oder ein Leitfaden der Verpackungsindustrie würde erklären, wie eine Stahlstanzform ohne Matrize Spannungskonzentrationen verursacht, die zu Faserbrüchen im Deckmaterial führen.] Nachweisfunktion: Technischer Mechanismus; Quellentyp: Industriestandard/Ingenieurhandbuch. Belege: Einfluss der Standardeinstellung auf die Faserreaktion. Anwendungsbereich: Speziell für Deckmaterialien mit hohem Flächengewicht. ↩
„C&T führt Anvil Crease Matrix ein – ThePackagingPortal.com“, https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/. [Technische Spezifikationen für Matrizen beschreiben, wie der Amboss die Wellen stützt, um ein Zusammenfallen zu verhindern und die Streckung während des Rillvorgangs zu fördern]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungsleitfaden. Unterstützt: Vorteile der Matrixkalibrierung hinsichtlich der Faserreaktion. Anwendungsbereich: Gilt für bestimmte Wellenprofile. ↩
„Metallmatrix vs. Kunststoffmatrix – A & A Graphic Dies“, https://graphicdies.com/metal-matrix-vs-plastic-matrix/. [Vergleichende Branchenberichte zur Ausschussquote belegen die Reduzierung von Rissen in der Auskleidung durch die Verwendung eines Matrixstempels im Vergleich zu einem einfachen Stanzwerkzeug]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Branchen-Whitepaper. Unterstützt: Verbesserung der Ausschussquote durch Matrixkalibrierung. Anmerkung: Stellt ideale Fertigungsbedingungen dar. ↩
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Eine maßgebliche Quelle zum Thema Verpackungskonstruktion würde das Konzept der Biegezugabe erläutern und aufzeigen, wie die Materialstärke die Endabmessungen gefalteter Kartonagen beeinflusst.] Nachweisfunktion: Technische Validierung; Quellentyp: Ingenieurhandbuch. Belegt: Die Behauptung, dass die Vernachlässigung der Materialstärke zu Montagefehlern führt. Anwendungsbereich: Die Anwendbarkeit hängt von der spezifischen Wellenform und Dicke des Kartons ab. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Industrienormen für Wellpappe definieren die Nenndicke und das Wellenprofil für B-Welle, um die Kompatibilität mit Stanzformen zu gewährleisten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Belege: Die physikalischen Abmessungen des verwendeten Materials. Anmerkung: Die tatsächliche Dicke kann je nach Hersteller und Linergewicht leicht variieren. ↩



