Man verbringt Wochen damit, das Artwork zu perfektionieren, aber eine einzige falsch platzierte Schnittlinie kann die gesamte Produktion ruinieren, Tausende an Materialkosten verursachen und massive Verzögerungen der Kampagne zur Folge haben.
Für die Druckvorstufe sind präzise 2D-Vektorgrafiken erforderlich, die jeden Schnitt, jede Rille und jeden Beschnittzugabe genau abbilden. Sie müssen den Strukturpfaden Sonderfarben zuweisen, die Druckvorlage um 12,7 mm (0,5 Zoll) über die Schnittlinien hinaus erweitern und die Überdruckeinstellungen überprüfen, um ein nahtloses, automatisiertes Stanzen ohne Belichtung des Rohkartons zu gewährleisten.
Bevor Sie Ihr endgültiges Artwork auf den Werksserver hochladen, wollen wir uns die mechanischen Gegebenheiten ansehen, die bestimmen, wie eine flache Grafikdatei physisch in ein strukturell stabiles Verkaufsdisplay.
Wie richtet man eine Stanzform ein?
Eine korrekte Erstellung Ihrer Strukturdatei von Anfang an verhindert katastrophale Ausrichtungsverschiebungen und Maschinenausfälle beim Hochgeschwindigkeitslaminieren und -schneiden.
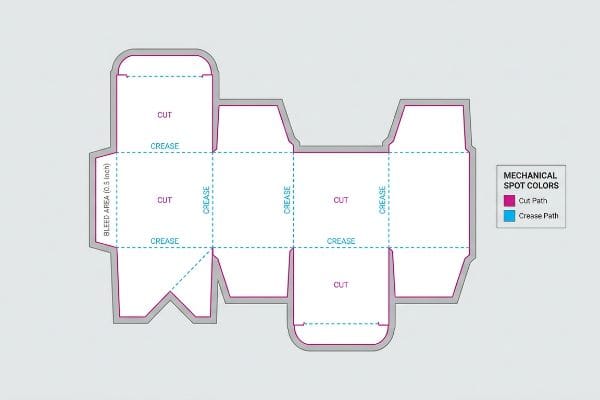
Das Einrichten einer Stanzform erfordert die Erstellung spezifischer Vektorpfade für Schnitte, Rillen und Perforationen in einer separaten Softwareebene. Designer müssen einen Beschnittzugabe von 12,7 mm (0,5 Zoll) definieren und anstelle des Standard-CMYK-Schwarz mechanische Sonderfarben zuweisen, um direkt mit den CNC-Schneidemaschinen zu kommunizieren.
Selbst erfahrene Grafikdesigner verstehen oft nicht, wie sie mit schweren Fertigungsmaschinen kommunizieren sollen, und betrachten die Vorlage lediglich als visuelle Orientierungshilfe.
Die versteckte mechanische Spot-Farbregel
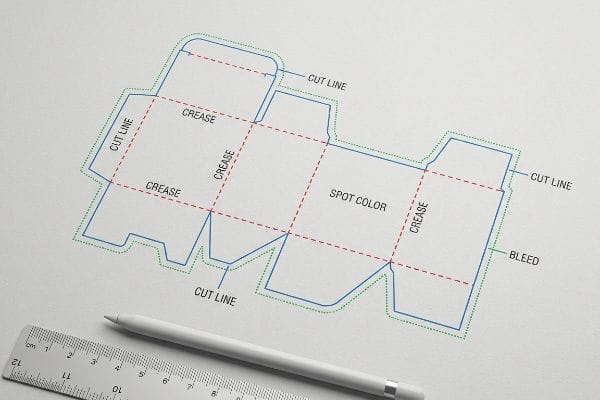
Üblicherweise wird eine Vektordatei mit schwarzen Linien¹ gesendet,die die Falt- oder Schnittpositionen der Box markieren. Die Markenteams gehen davon aus, dass die Produktionsanlagen bei der Verarbeitung der Datei automatisch erkennen, was zu tun ist, wenn die Linien in der PDF-Datei klar erkennbar sind.
Wenn die Datei in meine Druckvorstufen-RIP-Software (Raster Image Processor) gelangt, passiert Folgendes: Automatisierte CAD-Schneidetische (Computer-Aided Design) lesen keine visuellen Linien, sondern spezifische Sonderfarben, die Vektorstrichen zugeordnet sind.Häufig sehe ich Dateien, in denen Designer standardmäßige schwarze Linien verwendet haben. Dadurch verschmilzt die Maschine die Schnittlinien direkt mit der Grafikebene. Das Ergebnis ist eine bedruckte Schachtel mit sichtbaren schwarzen Konturen, aber ohne physische Schnitte, was einen Produktionsstillstand verursacht. Durch die Zuordnung spezifischer Sonderfarben (z. B. 100 % Magenta für „Schneiden“ und 100 % Cyan für „Rillen“) stelle ich sicher, dass die CNC-Messer (Computer Numerical Control) die 32ECT-Platte präzise bearbeiten und die gedruckten Grafiken makellos bleiben. Dies verhindert das laute, knirschende Ruckeln des CAD-Tisches, spart stundenlange Wartezeiten in der Druckvorstufe und vermeidet teure Nachdrucke.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarzlinien | Genaue Punktfarben (Magenta/Cyan) aufzeichnen3 | Saubere Grafik ohne gedruckte Konturen |
| Unter der Annahme eines standardmäßigen 3-mm-Beschnitts | Beschnittzugabe auf 0,5 Zoll (12,7 mm) verlängern4 | Verdeckt offene Kartonkanten |
| Verschmelzung von Strukturschichten | Die Pfade der Stanzwerkzeuge auf einer gesperrten obersten Ebene halten5 | Verhindert maschinelle Schneidefehler |
Ich lehne Dateien ab, die mathematische Strukturberechnungen mit Grafikebenen vermischen. Wenn Sie Ihre Vektoren auf bestimmte Sonderfarben festlegen, stelle ich sicher, dass meine Klingen den Karton schneiden, nicht Ihr Markenlogo.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre Grafik innerhalb der Beschnittzugabe liegt? 👉 Ich prüfe Ihre Datei ↗ – Direkter Zugriff auf meinen Schreibtisch. Garantiert kein automatisierter Werbe-Spam.
Was ist eine Stanzform im Druckwesen?
Eine flache Zeichnung sieht auf einem Computerbildschirm perfekt aus, aber Wellpappe existiert in drei physikalischen Dimensionen, die eine präzise räumliche Konstruktion erfordern.
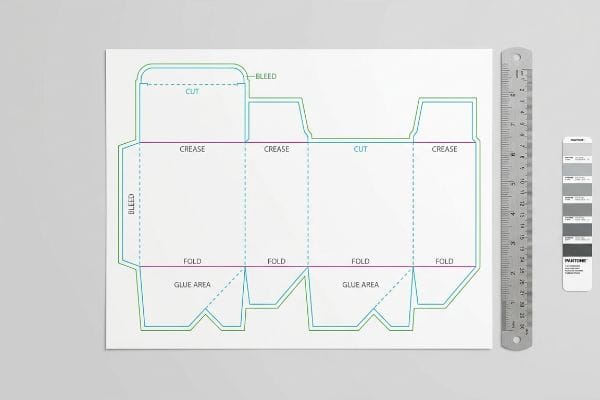
Eine Stanzform ist eine flache, architektonische Vorlage, die die exakten Schnitte, Faltungen und Verbindungsstege einer Verpackung festlegt. Sie dient als Mastervorlage für die grafische Platzierung und definiert die präzisen Toleranzen, die für das automatisierte Stanzen und die Endmontage im Einzelhandel erforderlich sind.
Viele Marketingteams betrachten diese Datei lediglich als leere Leinwand für Grafiken und ignorieren dabei die starren physikalischen Gesetze, die der Tinte zugrunde liegen.
Die 3D-Realität der Bremssattelkompensation
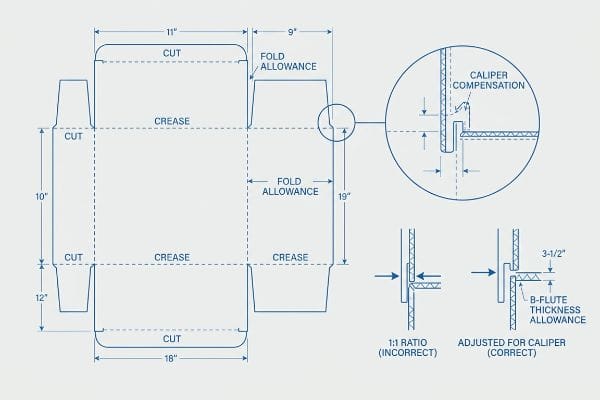
Im herkömmlichen kommerziellen Druckwesen behandeln die Teams Konstruktionspläne als statische 2D-Grenzen6.Sie übertragen ihre Grafiken exakt auf die vorgegebenen Faltschlitze und gehen davon aus, dass die Abmessungen perfekt übereinstimmen, sobald das Material zu einem physischen Karton geformt ist.
Ich weiß, Sie starren vielleicht gerade auf Ihre Illustrator-Datei und fragen sich, warum eine einfache Verriegelungslasche nicht passt. Der Grund: Kunden zeichnen ihre Schlitze immer mit exakt der gleichen Breite wie das Gegenstück. Dabei berücksichtigen sie nicht die Dicke des Wellpappenmaterials – beispielsweise 3 mm dicke B-Wellpappe<sup>7</sup>–, die beim Biegen um 90 Grad Platz benötigt. Wenn ich diese unangepassten Dateien in der Fabrik teste, verbiegt sich das fertige Display stark. Das Montageteam im Lohnverpackungsbetrieb spürt die raue Reibung, die entsteht, wenn man versucht, die Teile zusammenzupressen – und dabei reißt die dicke Pappe. Indem ich die Datei in ArtiosCAD mit algorithmischen Biegezugaben neu erstelle, eliminiere ich diesen Widerstand. Dadurch reduziere ich die manuelle Montagezeit um etwa 30 % pro Einheit<sup>8</sup> und stelle sicher, dass das Display auch unter hoher Belastung in den feuchten Lagerhallen Floridas absolut rechtwinklig steht.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| 1:1 Laschen-zu-Schlitz-Verhältnis | Spezifische Faltzugaben hinzufügen9 | Reibungslose, reißfeste Montage |
| Die Materialdicke wird vernachlässigt | Vorberechnung des B-Flöten-/E-Flöten-Messschiebers10 | Vollkommen gerade, nicht durchgebogene Wände |
| Reines 2D-Design | Zuerst ein 3D-Strukturmodell rendern | Überprüft die tragende Geometrie11 |
Ich sehe täglich, wie wunderschöne Kunstwerke durch fehlerhafte Konstruktionsberechnungen ruiniert werden. Wenn man den Faltradius nicht berechnet, knickt das Display ein, bevor es überhaupt ein Produkt halten kann.
🛠️ Harveys Schreibtisch: Sind Ihre Steckverbindungen mathematisch auf die Plattenstärke abgestimmt? 👉 Lesen Sie die vollständige Bauanleitung ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Welches Dateiformat wird für eine Stanzschablone bevorzugt?
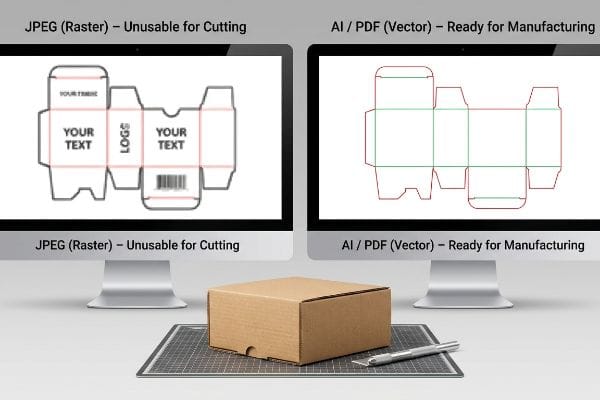
Wenn Sie Ihre Struktur im falschen Format exportieren, gehen wichtige Vektordaten verloren, wodurch die Datei für automatisierte Fertigungsanlagen völlig unbrauchbar wird.
Das bevorzugte Dateiformat für eine Stanzschablone ist eine vektorbasierte Adobe Illustrator-Datei (.ai) oder eine hochauflösende, mehrschichtige PDF-Datei. Diese Vektorformate bewahren die präzisen mathematischen Konturen, die von CNC-Schneidemaschinen und Druckvorstufensoftware benötigt werden, im Gegensatz zu Rasterbildformaten wie JPEG oder PNG.
Die Angabe des richtigen Dateityps ist die einzige Möglichkeit, die strukturelle Integrität Ihrer Daten vor dem Überschreiben durch Pixeldaten zu schützen.
Die Gefahr rasterisierter Webdesign-Tools
Um Gemeinkosten zu sparen, versuchen aufstrebende Marken häufig, ihre Verpackungsstrukturen mithilfe gängiger webbasierter Grafiktools zu gestalten. Sie gehen davon aus, dass jedes Dateiformat, das ihr Logo auf dem Bildschirm klar darstellt, für den Druck und das Zuschneiden im Werk ausreicht.
Stellen Sie sich vor, Sie versuchen, ein Haus anhand eines Fotos eines Bauplans anstatt der eigentlichen Architekturdokumentation zu bauen. Ich erhalte ständig reduzierte PNG- oder Web-exportierte Dateien, in denen die wichtigen Verbindungsstege in unverbundene, gezackte Pixel umgewandelt wurden. Wenn meine Schneidemaschine versucht, diesen gerasterten Kanten zu folgen, ruckelt das Sägeblatt und zerstört die für eine dynamische Tragfähigkeit von 1133 kg (2500 lbs)notwendige. Um dies zu beheben, erstelle ich eine vorkonfigurierte Vektor-PDF-Datei, die mit ArtiosCAD generiert wurde.Diese Strukturebene wird am unteren Rand des Arbeitsbereichs fixiert, und darüber werden nur Oberflächengrafiken angewendet. Dieses strikte Vektorprotokoll garantiert, dass Ihre komplexe Konstruktion nicht durch unachtsame Pixelmanipulationen zerstört wird. Der starre, visuelle „Einrastpunkt“ eines fixierten Vektorpfads verhindert massive Stabilitätsverluste während des Transports.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Exportieren als JPEG (reduzierte Ebenen) | Verwenden Sie native Vektor-AI- oder PDF-Dateien14 | Kristallklare Texte und Logos |
| Gestaltung mit Raster-Webtools | Import gesperrte Struktur-PDFs | Erhält die dynamische Lastkapazität aufrecht15 |
| Nicht verbundene Pfadsegmente | Verwenden Sie automatisierte "Pfade verbinden"-Makros | Glatte, kontinuierliche Maschinenschnitte16 |
Ich sende meinen Schneideplottern niemals pixelige Layouts. Die Bereitstellung eines echten Vektor-PDFs ist die absolute Voraussetzung für eine erfolgreiche Produktion.
🛠️ Harveys Schreibtisch: Schwierigkeiten, Ihre Grafikebenen von Ihren Strukturpfaden zu trennen? 👉 Vektorvorlage anfordern ↗ — Keine Formulare, die endlose Verkaufsanrufe auslösen. Einfach nur purer Mehrwert.
Wie kann ich Stanzlinien für den Überdruck einstellen?
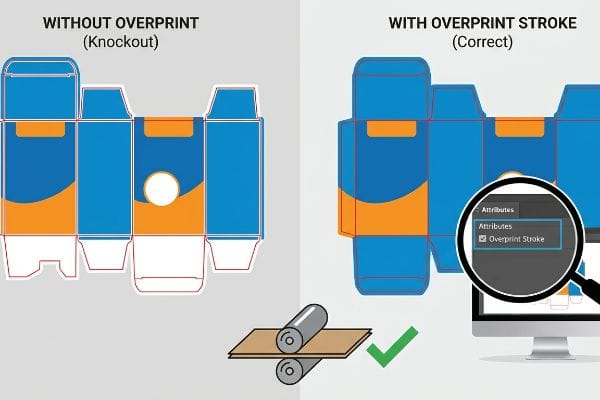
Wenn Sie Ihre Farbattribute nicht korrekt konfigurieren, werden während des abschließenden Offsetdruckprozesses buchstäblich Teile Ihrer Grafik gelöscht.
Um Stanzlinien im Überdruckmodus zu konfigurieren, wählen Sie in Ihrer Designsoftware die Konturpfade aus und aktivieren Sie das Attribut „Kontur überdrucken“. Diese wichtige Funktion der Druckvorstufe sorgt dafür, dass die Schnittlinien transparent über dem Hintergrund gedruckt werden und verhindert so, dass die RIP-Software darunterliegende weiße Lücken ausblendet.
Doch die Theorie allein reicht nicht aus, wenn die Maschinen in der Fabrikhalle mit hoher Geschwindigkeit laufen .
Warum Standard-Farbeinstellungen in der Fertigung versagen
Viele Marketingteams gehen fälschlicherweise davon aus, dass das einfache Überlegen einer Strukturvorlage über die Grafikebene für die Qualitätsprüfung ausreicht. Sie exportieren die Datei, sehen die Strukturlinien perfekt überlagert auf ihrem Monitor und erwarten, dass die Druckplatten diese Linien bei der Massenproduktion automatisch ignorieren.
Das ist nicht nur Theorie – ich sehe das in der Praxis, wenn Druckvorstufendateien für die Plattenherstellung gerippt werden, ohne dass die Überdruckoption explizit aktiviert ist. In meiner Druckerei geht die Druckvorstufensoftware davon aus, dass die Strukturlinien physische Designelemente sind, wenn das Kontrollkästchen „Überdrucken von Konturen“ nicht aktiviert ist, und entfernt automatisch die darunterliegende Hintergrundfarbe<sup> 17</sup> . Wenn ich den ersten Bogen von der 6-Farben-Heidelberg-Offsetdruckmaschine nehme, wird der charakteristische Geruch frischer, nasser Farbe von der Tatsache überlagert, dass die Druckvorlage genau an den Stellen, wo Schnitte und Falzlinien sein sollten, mit permanenten, unbedruckten weißen Linien versehen ist. Ich bestehe daher auf einer strengen Vorabprüfung mit PitStop Pro, um nicht überdruckende Pfade <sup>18</sup> automatisch zu erkennen und zu korrigieren, bevor die Platten gebrannt werden. Durch diese Feinjustierung stelle ich sicher, dass die Volltondeckung erhalten bleibt, bewahre den Kunden vor einer verheerenden ästhetischen Ablehnung durch den Einzelhandel und spare Tausende an verschwendetem Testliner-Karton.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Überdruck deaktiviert lassen | Kontrollkästchen "Überdruckkontur" aktivieren | Verhindert weiße Geisterlinien19 |
| Linien in Kunstwerke einbetten | Pfade auf nicht druckbaren Ebenen beibehalten20 | Makellose Farbwiedergabe der Marke |
| Vorabprüfung überspringen | Nutzen Sie die automatisierten PitStop Pro-Checks21 | Vermeidet kostspielige Nachdrucke ganzer Auflagen |
Ich verwende präzise Algorithmen in der Druckvorstufe, um genau diese schwerwiegenden Fehler aufzuspüren. Die Korrektur eines digitalen Attributs dauert zwei Sekunden; die Behebung eines misslungenen Druckauftrags hingegen zwei Wochen.
🛠️ Harveys Schreibtisch: Wissen Sie, ob Ihre Strukturpfade versehentlich Ihre Hintergrundfarbe überdecken? 👉 Senden Sie mir Ihre Stanzformdatei ↗ — Ich überprüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können die Toleranzen für Messschieber und Biegetoleranzen ignorieren, doch wenn zu enge Schlitze dazu führen, dass sich Ihre 32ECT-Platine während der Montage verbiegt, verlangsamt die entstehende Reibung die Co-Packing-Linie um schätzungsweise 30 % und führt zu sofortigen Reklamationen seitens der Händler. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Setzen Sie nicht länger auf automatisierte Stanztoleranzen und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzlinien-Audit ↗ , um schwerwiegende Strukturfehler vor Produktionsbeginn zu erkennen.
„Vektorgrafiken für Produktverpackungsdesign – VectoSolve“, https://vectosolve.com/blog/vector-graphics-packaging-design. [Technische Verpackungsspezifikationen klären, ob Standard-Schwarzlinien ausreichen oder ob für automatisierte CNC-Maschinen mechanische Sonderfarben erforderlich sind]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Branchenhandbuch. Unterstützt: die Unterscheidung zwischen visuellem Design und mechanischen Anweisungen. Hinweis: Die Anforderungen können je nach Gerätehersteller variieren. ↩
„Grundlagen der CNC-Plasmaschneidsoftware (Vollständiger Leitfaden)“, https://westcottplasma.com/the-basics-cnc-plasma-cutting-software-complete-guide/. [Die technische Dokumentation für CAD-Schneidsoftware erklärt, wie spezifische Sonderfarbennamen anstelle von visuellen Rasterdaten verwendet werden, um unterschiedliche Werkzeugwege auszulösen]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Unterstützt: Die mechanische Anforderung an Sonderfarben in Stanzformen. Hinweis: Die spezifischen Namenskonventionen können je nach Softwareanbieter variieren. ↩
„CMYK vs. Sonderfarben im Verpackungsdruck“, https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Ein Branchenleitfaden zu Druckvorstufenstandards bestätigt, dass Sonderfarben verwendet werden, um dem Plotter Schnittpfade zu signalisieren, ohne gedruckt zu werden. Nachweis: Technische Spezifikation; Quellentyp: Druckvorstufenhandbuch. Unterstützt: Die Verwendung von nicht druckbaren Sonderfarben für Stanzlinien. Anwendungsbereich: Gilt für Digital- und Offsetdruck]. ↩
„Die Bedeutung des Anschnitts im Verpackungsdesign verstehen“, https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOory-4P-MFEHOc51P3TR4xmAD8CBaLwFkJsOeckkre_ePvysYDf7. [Technische Spezifikationen für Strukturverpackungen bestätigen den erforderlichen Anschnittabstand, um mechanische Verschiebungen beim Zuschneiden von dickem Material auszugleichen. Nachweisfunktion: technische Kennzahl; Quellentyp: Handbuch für Strukturverpackungen. Unterstützung: spezifische Anschnittmessung zur Abdeckung von Schnittkanten. Anwendungsbereich: primär für Wellpappe oder dickwandige Kartonagen]. ↩
„Kostenintensive Fehler vermeiden: Stanzlinien im Verpackungsdesign beherrschen“, https://www.cwaysoftware.com/blog/mastering-die-lines-packaging-design. [Maschinenbedienungshandbücher beschreiben detailliert, wie das Trennen und Verriegeln der Strukturschicht versehentliche Verschiebungen des Schneidpfads verhindert. Nachweisfunktion: Workflow-Protokoll; Quelltyp: Hardware-Bedienungsanleitung. Unterstützt: Schichtorganisation für Maschinengenauigkeit. Anwendungsbereich: Fokus auf automatisierte Schneidsysteme]. ↩
„Vollständiger Leitfaden zu Stanzformen in der kundenspezifischen Verpackungs- und Druckindustrie“, https://gentlever.com/dielines-for-custom-packaging-and-printing/. [Branchendokumentation zur Verpackungstechnik erläutert die gängige Verwendung von 2D-Stanzformen als primäre architektonische Vorlage für die grafische Gestaltung]. Nachweisfunktion: Industriestandard; Quellentyp: Technisches Handbuch. Unterstützt: den üblichen Arbeitsablauf im Akzidenzdruck. Anwendungsbereich: Gilt für allgemeine Designphasen vor materialspezifischen Anpassungen. ↩
„Wellpappensorten und -stärken | Chicago, IL“, https://wertheimerbox.com/corrugated-cardboard-grades-and-thickness/. [Technische Spezifikationen für Wellpappenrohlinge bestätigen den typischen Dickenbereich von B-Wellen-Material]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Unterstützt: Anforderungen an den Dickenausgleich. Hinweis: Geringfügige Abweichungen zwischen verschiedenen Herstellern sind möglich. ↩
„Biegegenauigkeit: Der Schlüssel zum Fertigungserfolg – Carlyle Metals“, https://carlylemetals.com/blog/f/bending-accuracy-the-key-to-fabrication-success. [Branchenvergleiche zur Optimierung von Verpackungsdesigns zeigen, dass die Verwendung algorithmischer Biegezugaben Montageaufwand und Arbeitszeit reduziert]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Branchenfallstudie. Unterstützt: Effizienz algorithmischer Stanzlinienanpassungen. Anmerkung: Die prozentualen Einsparungen variieren je nach Designkomplexität. ↩
„Anleitung zur Gestaltung von Faltschachteln (Komplettleitfaden) – Bailipack“, https://bailipaperpackaging.com/folding-carton-design-technical-guide/. [Ein Leitfaden für Verpackungstechnik würde die mathematischen Formeln für die Biegezugaben liefern, um sicherzustellen, dass die Laschen spannungsfrei in die Schlitze passen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützung: Korrekte Montage und Passgenauigkeit. Anmerkung: Die spezifischen Zugaben variieren je nach Materialdichte. ↩
„Wellenarten für Wellpappe erklärt: A, B, C, E & F“, https://www.onyxpackaging.com/blog/corrugated-box-flute-types.php. [Technische Datenblätter für Wellpappenmaterialien definieren die Standarddicke (den sogenannten Kaliber) für B- und E-Wellen.] Nachweisfunktion: Industriestandard; Quellentyp: Herstellerdatenblatt. Unterstützungskriterien: Wandgeradheit und strukturelle Integrität. Anmerkung: Der Kaliber kann je nach Lieferant leicht variieren. ↩
„Eine vereinfachte dynamische Festigkeitsanalyse von Kartonverpackungen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. [Die Dokumentation zur Strukturanalyse erläutert, wie 3D-Rendering und -Simulation die Druckfestigkeit und Tragfähigkeit einer Kartonkonstruktion vorhersagen können]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Tragwerksplanungsstudie. Begründung: Die Notwendigkeit der 3D-Modellierung. Anmerkung zum Anwendungsbereich: Eingeschränkt durch die Genauigkeit des in der Software verwendeten Materialphysikprofils. ↩
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Eine maßgebliche Quelle im Bereich der Verpackungstechnik würde detailliert beschreiben, wie sich präzise Schnitttoleranzen direkt auf die maximale Tragfähigkeit eines Behälters auswirken]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Belege: Der Zusammenhang zwischen Vektorgenauigkeit und physikalischer Strukturstabilität. Anwendungsbereich: Speziell für Schwerlastverpackungen. ↩
"[PDF] global-packaging-dimensional-drawing-requirements.pdf – 3M", https://multimedia.3m.com/mws/media/2619413O/global-packaging-dimensional-drawing-requirements.pdf. [Die technische Dokumentation für ArtiosCAD bestätigt dessen Status als Industriestandard für die Generierung von Strukturvektordateien, die mit CNC-Schneidemaschinen kompatibel sind]. Nachweisfunktion: Bestätigung des Industriestandards; Quellentyp: Softwaredokumentation. Unterstützung: Die Präferenz für ArtiosCAD-generierte Dateien in der professionellen Fertigung. Anwendungsbereich: Fokus auf die Kompatibilität der Softwareausgabe. ↩
„Anleitung zur Verpackungsgestaltung und Stanzformerstellung | Dateivorbereitungsleitfaden“, https://www.customboxmakers.com/dieline-design-tips/?srsltid=AfmBOoq2dvc0Zs22oUIFVjz61w58ujMcdhqSIDkZeXgwvI6kvuAvysrs. [Branchenstandards für kommerziellen Druck und Verpackung schreiben Vektorformate wie .AI und .PDF vor, um skalierbare, mathematische Pfade für Produktionsanlagen zu gewährleisten]. Nachweisfunktion: Branchenstandard; Quellentyp: Leitfaden für die Druckindustrie. Unterstützt: Bevorzugte Dateiformate für die Produktion. Anwendungsbereich: Standard in den meisten kommerziellen Druckereien. ↩
„Komplexe Verpackungsstrukturierung“, https://lan-portal.uob.edu.ly/key/CHAPTER/62O2060P30/complex_packaging_structural-package-design.pdf. [Eine maßgebliche Quelle im Bereich Verpackungstechnik erläutert, wie die präzise Vektorgeometrie in Struktur-PDFs die physikalische Integrität und die Tragfähigkeitsberechnungen des Endprodukts sicherstellt]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Berücksichtigt: Strukturelle Integrität von Stanzformen. Anwendungsbereich: Betrifft die physikalische Festigkeit von Verpackungen. ↩
„Diagnose und Behebung von Problemen mit der CNC-Schnittqualität“, https://nextwavecnc.com/diagnosing-and-solving-issues-with-cnc-cut-quality/?srsltid=AfmBOop531UcGT-ADXnL8mf8tSaqVtNY3UTRifqSSP8VPYG35a7o4p0D. [Technische Leitfäden für automatisierte Schneidanlagen erklären, dass Lücken in den Vektorpfaden zu einem Abheben oder Ruckeln des Schneidmessers führen, während zusammenhängende Pfade eine gleichmäßige, flüssige Bewegung gewährleisten.] Nachweisfunktion: Technische Validierung; Quellentyp: Herstellerspezifikation. Unterstützt: Einfluss der Pfadkontinuität auf die Schnittqualität. Anwendungsbereich: Spezifisch für automatisierte Vektorschneidwerkzeuge. ↩
„Überdrucken & Ausschneiden – Imaging Center“, https://campus.collegeforcreativestudies.edu/imaging-center/2021/06/22/overprinting-knockout/. [Technische Leitfäden zu RIP-Prozessen in der Druckvorstufe bestätigen, dass nicht überdruckende Elemente einen Ausschneideeffekt erzeugen, indem sie darunterliegende Farbbereiche entfernen]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Unterstützt: Die Ursache weißer Geisterlinien im Offsetdruck. Anmerkung: Standardverhalten der meisten RIP-Software. ↩
„Überdruck ändern – Enfocus“, https://www.enfocus.com/manuals/Extra/GlobalChanges/18/en-us/common/glch/concept/glch_change_overprint.html. [Die Enfocus-Produktdokumentation gibt an, dass PitStop Pro die Erkennung und Korrektur von Überdruckattributen mithilfe von Aktionslisten automatisieren kann.] Nachweisfunktion: Werkzeugverifizierung; Quelltyp: Softwaredokumentation. Unterstützt: die Verwendung von Preflight-Software zur Vermeidung von Druckfehlern. Anwendungsbereich: Spezifisch für Enfocus PitStop Pro. ↩
„Überdrucken in Illustrator verwenden – Adobe Hilfezentrum“, https://helpx.adobe.com/illustrator/using/overprinting.html. [Eine maßgebliche Quelle für Druckvorstufe und Offsetdruck erklärt, wie Überdrucken die durch Passerverschiebungen beim Ausblenden von Farben entstehenden weißen Lücken oder „Geisterbilder“ verhindert]. Nachweisfunktion: Technische Erklärung; Quellentyp: Handbuch für die Druckindustrie. Unterstützt: den Vorteil der Aktivierung der Überdruckkontur. Anwendungsbereich: Speziell für die Interaktion von CMYK und Sonderfarben. ↩
„Leitfaden zur Verpackungsdesignvorbereitung: Grafikdateien, Stanzlinien & Beschnittzugabe“, https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Branchenstandards für die Stanzlinienerstellung empfehlen, Hilfslinien auf nicht zu druckenden Ebenen zu platzieren, um sicherzustellen, dass sie die Farbdeckung der Grafik nicht beeinträchtigen.] Nachweisfunktion: Workflow-Standard; Quellentyp: Leitfaden für Grafikdesign. Unterstützt: Reproduktionsqualität. Anwendungsbereich: Gilt für vektorbasierte Stanzlinien. ↩
„[PDF] Übersicht der Vorflugprüfungen – Enfocus“, https://www.enfocus.com/manuals/Extra/PreflightChecks/19/pdf/PreflightChecksOverview.pdf. [Die technische Dokumentation für Enfocus PitStop Pro zeigt, wie automatisierte Vorflugprüfungen Fehler wie fehlende Überdrucke erkennen und so Produktionsausfälle vermeiden]. Nachweisfunktion: Validierung des Werkzeugs; Quelltyp: Softwaredokumentation. Unterstützt: den Einsatz automatisierter Vorflugprüfungen zur Kostenreduzierung. Anmerkung zum Anwendungsbereich: bezieht sich auf branchenübliche Software. ↩



