
Marken verschwenden Tausende von Euro für überdimensionierte Verkaufsdisplays, in der Annahme, dickeres Material bedeute automatisch eine höhere Tragfähigkeit. Die Realität liegt jedoch in der Strukturphysik und nicht einfach darin, mehr Geld in Papierfabriken zu investieren.
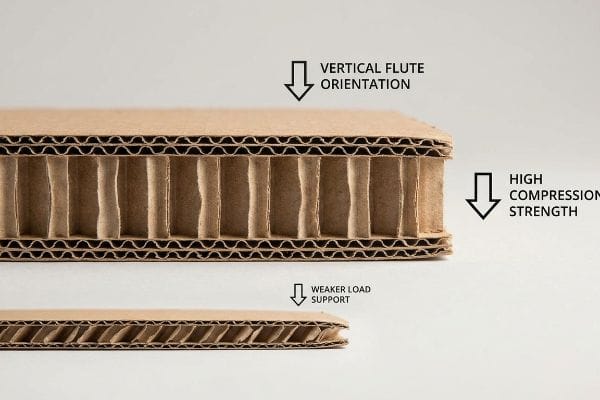
Um Karton so zu gestalten, dass er hohe Gewichte tragen kann, muss die Faserrichtung der inneren Wellpappe vertikal ausgerichtet sein, um die maximale Belastbarkeit im Kantenstauchtest (ECT) zu erreichen. Durch die gleichmäßige Verteilung des Drucks nach unten über die vertikalen Papierfasern können Statiker eine Standard-Wellpappenverpackung so konstruieren, dass sie Hunderte von Kilogramm tragen kann, ohne sich zu verformen.
Die Kenntnis der theoretischen Grenzen von Karton ist nur der Anfang; um in der dynamischen Gewalt einer globalen Lieferkette zu bestehen, bedarf es einer strategischen Umsetzung.
Wie kann man Pappe dazu bringen, sein Gewicht zu tragen?
Es mag wie Zauberei erscheinen, wenn man bedenkt, dass Karton so konstruiert ist, dass er einen menschlichen Körper oder eine 1133,9 kg schwere Palette mit Waren tragen kann. Letztendlich ist es aber eine Frage der Lastverteilung.
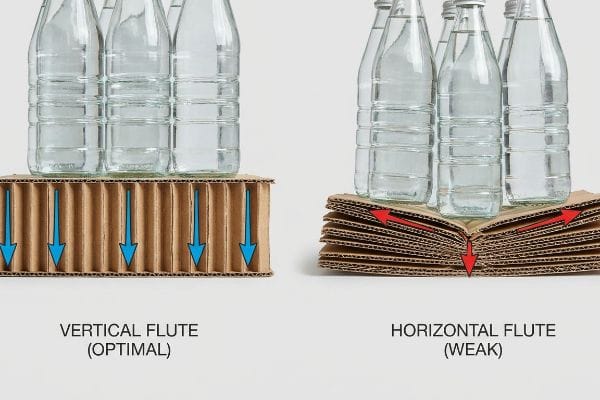
Damit Karton Ihr Gewicht sicher trägt, muss die innere Wellenstruktur parallel zur nach unten gerichteten Kraft ausgerichtet sein. Diese vertikale Ausrichtung verlagert die kinetische Spannung vollständig von den schwächeren horizontalen Ebenen weg und nutzt die kontinuierlichen Papierwellen als Mikrosäulen, um maximale Festigkeit im Box Compression Test (BCT) zu erreichen.
Die Übertragung dieser statischen Berechnungen auf den Einzelhandel bedeutet, dass diese empfindlichen vertikalen Säulen um jeden Preis geschützt werden müssen.
Vertikale Faserrichtung und strukturelle BCT-Grenzwerte
Viele Konstruktionsbüros gehen fälschlicherweise davon aus, dass die Verwendung einer dickeren, doppelwandigen Wellpappe1 automatisch eine hohe Stabilität bei Belastungen von oben gewährleistet. Sie konzentrieren sich ausschließlich auf die Dicke des Rohmaterials und ignorieren dabei völlig die Ausrichtung der inneren Papierwellen2.
Diese Falle begegnet mir wöchentlich bei der Prüfung von Stanzformen, die von externen Designern eingereicht werden. Kunden versuchen, die Ausbeute eines Masterbogens zu maximieren, indem sie die strukturellen Grundplatten um 90 Grad drehen und so die Wellen horizontal verlaufen lassen. Bei unseren Vorproduktionstests belud ich die Schale mit horizontal verlaufenden Wellen mit lediglich 36,2 kg (80 lbs) Flaschenwasser . Anstatt eines festen Halts hörte ich sofort das deutliche, unangenehme Knacken der inneren Testlinerfasern, woraufhin sich die gesamte Grundplatte wie eine Ziehharmonika zusammenknickte. Um dies zu beheben, überarbeitete ich die Stanzform komplett, um eine perfekt vertikale Wellenausrichtung zu gewährleisten . Diese kleine Drehung stellte die strukturelle Integrität des Materials sofort wieder her, sodass das Display nun auch hohe Gewichte sicher tragen kann. Gleichzeitig konnte die benötigte Materialqualität um 15 % reduziert werden , was die Stückkosten senkte, ohne die Sicherheit zu beeinträchtigen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Drehen der Getreideschicht zur Papiereinsparung | Erzwingen einer streng vertikalen Nutung5 | Verhindert das Ausknicken der Basisebene |
| Flötenausrichtung ignorieren | Abbildung von Kornverläufen in CAD | Spart bis zu 15 % Materialabfall6 |
| Auf dickere Bretter setzen | Verwendung von Mikrosäulen zur Erhöhung der Festigkeit7 | Hält Displays gerade |
Ich gehe bei der Ausrichtung des Filmkorns niemals Kompromisse ein, nur um ein paar Zentimeter auf der Druckplatte zu sparen. Diese minimale Drehung des Layouts ist das einzige Hindernis zwischen einer erfolgreichen Markteinführung und einem zusammengebrochenen Lagerbestand.
🛠️ Harveys Schreibtisch: Sind Sie sich unsicher, ob Ihre aktuelle Präsentationsfläche optimal für Papier ist? 👉 Lassen Sie Ihre Papierstruktur analysieren ↗ — Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Wie kann man die Festigkeit von Karton erhöhen?
Die Aufwertung des Rohmaterials ist die teuerste und ineffektivste Methode, um eine Nutzlast zu sichern. Eine wirkliche strukturelle Verstärkung erfolgt, bevor der Drucker überhaupt eingeschaltet wird.
Die Stabilität von Kartons lässt sich durch die Konstruktion eines absolut rahmenlosen Rahmens ohne Überstand bei Versandpaletten erhöhen. Indem die Ecken der Umkartons exakt mit der Holzpalettenauflage ausgerichtet werden, werden sofort sechzig Prozent der natürlichen Druckfestigkeit wiederhergestellt und ein katastrophales Einknicken unter schwerer, doppelt gestapelter Lagerlast verhindert.

Sobald Sie verstanden haben, wie Ecken das Gewicht verteilen, hören Sie auf, Budget für unnötig schwere Materialien zu verschwenden.
Das Null-Überhang-Eckenausrichtungsprotokoll
Einkaufsteams versuchen häufig, die Abmessungen der Umkartons um wenige Millimeter zu vergrößern, um eine weitere Verkaufseinheit im Versandkarton unterzubringen. Sie gehen davon aus, dass die hohe Kantenstauchfestigkeit (Kriterium8) ihres robusten Materials etwaige kleinere Ineffizienzen im Layout ausgleicht.
Diese Platzgier verursacht erhebliche logistische Probleme. Ich erlebte mit, wie ein Kunde mit massiven Transportschäden zu kämpfen hatte, weil seine Kartons die Standardpalette der Grocery Manufacturers Association (GMA) von 1219 × 1016 mm (48 × 40 Zoll) um lediglich 12,7 mm (0,5 Zoll) überragten. Als ich mit der Hand über die unterste Ebene der Palette auf der Laderampe fuhr, spürte ich, wie die scharfen, starren Ecken völlig in der Luft schwebten und nicht vom Holz gestützt wurden. Da ein Karton bis zu 60 % seiner Tragfähigkeit allein durch die vertikale Ausrichtung seiner vier Ecken erhält, verlagerte dieser minimale Überstand das enorme Gewicht des Lagers auf die schwachen Mittelpaneele. Ich reduzierte die maximal zulässige Kartonfläche in unserer Konstruktionssoftware, um einen Karton ohne Überstand zu erstellen. Diese präzise Anpassung der Toleranz im Bruchteil einer Sekunde stellte sicher, dass die Ecken stets auf der Holzplattform auflagen, wodurch die Transportschäden vollständig vermieden und dem Kunden Tausende an Rückbelastungen durch den Einzelhandel erspart wurden .
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Kisten von Palettenkanten schieben | Durchsetzung von Null-Überhanggrenzen | Verhindert Transportschäden |
| Maximierung des Innenraums des Kartons | Verkleinerung der Grundfläche um 0,5 Zoll10 | Stellt 60 % der Druckfestigkeit wieder her11 |
| Auf dickere Masterboxen setzen | Befestigung einer starren Eckstütze | Verhindert das Zerdrücken der Lagerhallenfundamente |
Ich lasse nicht zu, dass Kunden ihre Versanddichte künstlich erhöhen, wenn dadurch die Stabilität der Palette beeinträchtigt wird. Die kurzfristigen Einsparungen bei den Frachtkosten werden durch den unvermeidlichen Einbruch im Transportwesen ohnehin zunichtegemacht.
🛠️ Harveys Schreibtisch: Verlieren Ihre Umkartons heimlich an Stabilität, weil sie vom Holz abstehen? 👉 Logistik-Geometrie-Check anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Was kann ich auf Karton sprühen, um ihn zu härten?
Karton und stark frequentierte Einzelhandelsumgebungen sind natürliche Feinde, besonders wenn um Mitternacht die Scheuersaugmaschinen zum Einsatz kommen.
Um Karton sicher zu härten, wird eine spezielle, flüssige Beschichtung direkt auf die porösen Grundfasern aufgetragen. Diese Beschichtung bildet eine klare, wasserabweisende Polymerbarriere, die die Steifigkeit deutlich erhöht, die Umgebungsfeuchtigkeit vollständig abhält und das Papier vor Aufquellen und physikalischer Zersetzung schützt.

Die Wahl der richtigen Flüssigkeitsbarriere verhindert, dass das Display zu einem durchnässten, instabilen Problemfall wird.
Die wässrige Beschichtungsstrategie von Mop Guard
Aufstrebende Marken setzen häufig auf teure, massive Polylactid-(PLA)-Biokunststoff-Laminierungenfür ihre gesamten Displays, da sie davon ausgehen, dass diese schwere Folie die einzige Möglichkeit ist, die Struktur vor der Lagerfeuchtigkeit zu schützen. Sie glauben, dass die Plastikverpackung den ultimativen Schutz bietet.
Das Problem besteht darin, dass das Aufbringen von festen Folien auf große Flächen massive Recyclingprobleme verursacht und die Displays oft direkt auf der Mülldeponie landen. Stellen Sie sich vor, Sie tragen einen schweren Gummiregenmantel in der Wüste – er ist einfach nicht atmungsaktiv. In meiner Einrichtung erlebe ich immer wieder, wie Einkäufer ratlos sind, wenn ihre aufwendig laminierten Kampagnen bei strengen Öko-Audits im Einzelhandel abgelehnt werden. Um die Anforderungen an die strukturelle Härtung zu erfüllen, ohne die Recyclingfähigkeit über die Wertstoffsammlung zu beeinträchtigen, trage ich eine dicke, gezielte wässrige Beschichtung ausschließlich auf die unteren 50,8 mm (2 Zoll) des Displayfußes auf. Dadurch entsteht eine flüssige Polymermatrix, die zu einem festen, unsichtbaren Schutzschild gegen nächtliche Bodenreinigung aushärtet. Der Karton bleibt steif, die Grafiken bleiben makellos, und die gesamte Einheit lässt sich problemlos in Standard-Papieraufbereitungsanlagen abbauensodassSie die strengen Nachhaltigkeits-Audits.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Laminieren mit schweren Kunststoffen | Verwendung flüssiger wässriger Barrieren14 | Gewährleistet die Recyclingfähigkeit am Straßenrand15 |
| Die Basisschichten bleiben frei | Die unteren 2 Zoll beschichten | Schützt vor nächtlichem Wischen |
| Härtung der gesamten Struktur | Zielerfassung der Schwachstelle | Reduziert unnötige Materialkosten |
Ich rate meinen Kunden nachdrücklich von aufwendigen Laminierungen ab, es sei denn, diese sind absolut notwendig. Eine strategische, gezielte Flüssigkeitsbarriere härtet die spezifischen Reibungspunkte optimal aus und gewährleistet gleichzeitig die vollständige Umweltverträglichkeit Ihrer Lieferkette.
🛠️ Harveys Schreibtisch: Nehmen Ihre Displays langsam Feuchtigkeit vom Boden auf und verlieren dadurch an Stabilität? 👉 Fordern Sie jetzt Ihren Base Defense Audit an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Wie kann man die Reibung auf Karton erhöhen?
Die meisten Käufer konzentrieren sich obsessiv darauf, ihre Verpackungen perfekt glatt und glänzend zu gestalten, und ignorieren dabei völlig den mechanischen Albtraum, der durch den Mangel an Reibung beim Hochgeschwindigkeitstransport entsteht.
Eine erhöhte Reibung auf Kartonoberflächen wird durch die Verwendung hochviskoser, matter Beschichtungen anstelle von glatten, vollflächigen Glanzlaminaten erreicht. Indem glatte, haptische Beschichtungen gezielt auf die wichtigsten Markenbereiche beschränkt werden, gewährleisten die Statiker die notwendige mechanische Haftung zwischen den schweren, fortlaufend gestapelten Versandkartons.

Doch die Kenntnis der Theorie der Oberflächenspannung reicht nicht aus, wenn die automatisierten Sortiermaschinen Ihre Paletten bearbeiten.
Warum Hochglanz auf dem Fabrikboden versagt
Designteams versehen ihre gesamten verkaufsfertigen Verpackungen mit hochwertigen, hochglänzenden UV-Lacken, um die visuelle Wirkung im Regal zu maximieren.Sie gehen davon aus, dass eine durchgehend glatte, glänzende Oberfläche den Markenwert steigert, ohne die physische Logistik des Stapelns dieser identischen Kartons übereinander zu berücksichtigen.
In meinem Betrieb erlebe ich regelmäßig, wie diese rein ästhetische Entscheidung regelrechte Lawinen auf dem Produktionsboden auslöst. Wenn ich den Gleitwinkel einer Palette messe, die mit 100 % hochglänzenden UV-lackierten Kartons beladen ist, rutschen die oberen Lagen selbst bei einer leichten Gabelstapler-Drehung ab. Das glatte Polymer eliminiert die natürliche, raue Reibung der Papierfasern vollständig. Um dem entgegenzuwirken, habe ich die Mikrometerwerte ausgewertet und festgestellt, dass wir kein teures Antirutschband benötigen. Ich habe lediglich ein zweistufiges Beschichtungsverfahren in der Druckvorstufe eingeführt. Die hochglänzende Spot-UV-Lackierung habe ich ausschließlich auf die Logoelemente beschränkt und alle strukturellen Kontaktflächen mit einer dicken, matten Grundierung versehen. Diese Feinjustierung stellte sofort den mechanischen Reibungskoeffizienten wieder her, der für den sicheren Halt der gestapelten Kartons erforderlich ist. Dadurch spart der Kunde pro Palette etwa 28 Sekunden manuelle Umstapelarbeit und vermeidet gefährliche Materialverluste im Lager vollständig.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Fluten von Kartons mit Hochglanz | Isolierende Spot-UV-Lackierung für Logos | Verhindert das Verrutschen von Paletten19 |
| Ignorieren des Lieferscheins von Box zu Box | Kontaktzonen matt lassen | Ersetzt die Notwendigkeit schwerer Umreifungsbänder20 |
| Griffigkeit zugunsten der Ästhetik opfern | Ausgewogene haptische Oberflächen | Verhindert teure Leckagen im Lager21 |
Ich markiere immer die hochglänzenden Stanzkanten, bevor sie in den Druck gehen. Die richtige Oberflächenreibung zu erzielen, ist eine unauffällige Sicherheitsmaßnahme, die sicherstellt, dass Ihre hochwertigen Druckvorlagen unversehrt im Handel ankommen.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können die physikalischen Eigenschaften von Palettenecken ignorieren, doch wenn eine schwere Palettenbasis mit horizontaler Maserung in einem feuchten Lagerhaus nachgibt, verlangsamt dies die Produktionslinie um schätzungsweise 30 % und vernichtet Ihre Gewinnspanne sofort. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, über unsichtbare Lasttoleranzen zu raten, und lassen Sie mich Ihre Geometrie persönlich im Rahmen meiner kostenlosen Strukturanalyse prüfen, um schwerwiegende Kompressionsfehler vor Produktionsbeginn zu erkennen.
„Abschätzung der Druckfestigkeit von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Die Normen der Verpackungsindustrie beschreiben detailliert die Tragfähigkeit von Doppelwandkonstruktionen im Hinblick auf die Stabilität bei Belastung von oben. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Begründung: Verwendung von Doppelwandkonstruktionen zur Erhöhung der Festigkeit. Anwendungsbereich: Allgemeine Materialspezifikation. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Die Prinzipien des Maschinenbaus erklären, wie die Ausrichtung der Wellen parallel zur Lastachse die axiale Druckfestigkeit maximiert. Nachweisfunktion: Strukturprinzip; Quellentyp: Lehrbuch der Materialwissenschaft. Unterstützt: den Einfluss der Wellenausrichtung auf die Stabilität. Anwendungsbereich: Speziell für vertikale Belastung. ↩
„[PDF] Kantendruckfestigkeit von Wellpappe“, https://repository.gatech.edu/server/api/core/bitstreams/17648daf-ab05-4e86-af1f-1eb669a9c20c/content. Nachweis, dass die Ausrichtung der Wellen parallel zur Belastung die axiale Druckfestigkeit und die strukturelle Integrität maximiert. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Die Notwendigkeit vertikaler Wellen für die Tragfähigkeit. Anwendungsbereich: Gilt speziell für vertikale Druckbelastungen. ↩
„Schätzung der Kantenstauchfestigkeit von Wellpappe mittels …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Analyse, wie durch Optimierung der Faserrichtung die erforderliche Materialstärke oder -qualität reduziert werden kann, ohne den Wert des Box Compression Test (BCT) zu beeinträchtigen. Nachweisfunktion: Quantitativer Vergleichswert; Quellentyp: Technische Studie der Industrie. Nutzen: Kosten- und Materialreduzierung durch Strukturoptimierung. Anmerkung: Die Einsparungen können je nach Wellpappenqualität variieren. ↩
„Understanding Shipping Box Strength – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor9ZEIATl-iCzakRU2GK8fab0YfDGOVMJQmojzvC8DD82xV6S7Q. Technische Erklärung der Anisotropie von Wellpappe und wie die vertikale Wellenausrichtung den Wert des Box Compression Test (BCT) maximiert. Nachweisfunktion: Technische Verifizierung; Quellentyp: Lehrbuch der Materialwissenschaft. Unterstützt: Die Behauptung, dass eine vertikale Ausrichtung für die Tragfähigkeit erforderlich ist. Anmerkung zum Untersuchungsbereich: Fokus auf axialer Druckbelastung. ↩
„[PDF] Papier- und Kartonabfälle in den Vereinigten Staaten – Veröffentlichungen | NLR“, https://docs.nlr.gov/docs/fy24osti/84206.pdf. Stellen Sie statistische Daten oder Fallstudien aus der Industrie bereit, die die prozentuale Abfallreduzierung durch den Einsatz von CAD zur Optimierung der Verpackung belegen. Nachweisfunktion: Quantitative Validierung; Quellentyp: Bericht aus dem Bereich Wirtschaftsingenieurwesen. Unterstützt: Die Effizienz der CAD-Kartierung bei der Abfallreduzierung. Anwendungsbereich: Gilt speziell für die Herstellung von Verkaufsdisplays. ↩
„Verbesserung der Wirksamkeit der Verstärkung von Stahlbetonstützen durch …“, https://www.sciencedirect.com/science/article/pii/S2214509522007203. Ingenieurtechnische Analyse, wie das Hinzufügen vertikaler interner Stützen (Mikrostützen) die Knickfestigkeit von Kartonkonstruktionen erhöht. Nachweisfunktion: Strukturelle Validierung; Quellentyp: Maschinenbaustudie. Stützen: Verwendung von Stützen über die Kartonstärke hinaus zur Erhöhung der Festigkeit. Anwendungsbereich: Relevant für schwere Verkaufsdisplays. ↩
„Versandkartonfestigkeit verstehen – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqVH9cbf9-x1BPBcvIsoI62a2YEmRwfz7JTK1t0mEQnYT6eDvuC. Technische Erläuterung des Kantenstauchtests (Edge Crush Test, ECT) als Maß für die vertikale Druckfestigkeit von Wellpappe. Nachweisfunktion: Definition einer technischen Messgröße; Quellentyp: Industriestandard (z. B. ASTM D2418). Unterstützt: die Verwendung von Materialkennwerten zur Bestimmung der Tragfähigkeit. Anwendungsbereich: Misst die Festigkeit der Kartonkante. ↩
„Eine vergleichende Studie zur Druckfestigkeit von Wellpappe …“, https://repository.rit.edu/theses/285/. Normen der Verpackungstechnik liefern Daten darüber, wie die vertikale Eckausrichtung zur Gesamtdruckfestigkeit von Wellpappkartons beiträgt. Nachweisfunktion: Technische Verifizierung; Quellentyp: Ingenieurhandbuch. Belege: Der spezifische prozentuale Anteil der Festigkeit, der den Ecken zugeschrieben wird. Anmerkung: Die Werte können je nach Kartonqualität und Wellentyp variieren. ↩
„Die Formel für Wellpappenverpackungen, die den CO₂-Fußabdruck um … reduziert“, https://www.theboxery.com/blog/the-corrugated-packaging-formula-that-cuts-carbon-footprint-by-40/?srsltid=AfmBOor2yRK3Lawrs_IUlB9BMiq6Q5r2_gYN6YKVtQl7wm96dSULvKlE. Industrielle Logistikstandards legen den idealen Freiraum bzw. die erforderliche Reduzierung des Flächenbedarfs fest, um sicherzustellen, dass Kartons innerhalb der Palettenabmessungen bleiben. Nachweisfunktion: Technische Spezifikation; Quellentyp: Logistikhandbuch. Unterstützt: Die empfohlene Messung zur Erreichung eines Null-Überhangs. Anwendungsbereich: Gilt für Standardpalettenabmessungen. ↩
„Vorhersagemodellierung des Einflusses von Palettenüberstand auf die Druckfestigkeit von Kartons“, https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Eine maßgebliche ingenieurtechnische Studie zu Wellpappenverpackungen liefert Daten zur Quantifizierung des Druckfestigkeitsverlusts bei überhängenden Kartons und der durch korrekte Ausrichtung erzielten Wiederherstellung. Nachweisfunktion: Faktenbestätigung; Quellentyp: Studie zur Verpackungstechnik. Unterstützt: die spezifische Kennzahl der Festigkeitswiederherstellung. Anmerkung: Die Ergebnisse können je nach Kartonqualität variieren. ↩
„Eine Übersicht über das Potenzial des biobasierten Polymers Polymilchsäure … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11091039/. Nachweis, dass PLA als Biokunststoff-Laminierung in Kartonverpackungen zum Schutz vor Feuchtigkeit und zur strukturellen Verstärkung eingesetzt wird. Nachweisfunktion: Technischer Nachweis; Quellentyp: Materialwissenschaftliche Studie oder Spezifikation der Verpackungsindustrie. Unterstützung: Die Verwendung von PLA als struktureller Schutz gegen Feuchtigkeit. Anwendungsbereich: Fokus auf industrielle Anwendungen im Einzelhandel. ↩
„Recycelbare und biologisch abbaubare Papierbeschichtung mit funktionalisierten …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/. Technische Industriestandards beschreiben die Löslichkeit und Entfernung von wasserbasierten Polymeren während des Aufbereitungsprozesses im Vergleich zu nicht biologisch abbaubaren Kunststofffolien. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenstandard für Recycling. Belege: Behauptung, dass wasserbasierte Beschichtungen die Recyclingfähigkeit von Karton erhalten. Anwendungsbereich: Gilt für zertifizierte wiederaufbereitbare Beschichtungen. ↩
„Verbesserung der Wasser- und Ölbeständigkeit von mit wässrigen Lösungen beschichtetem Papier …“, https://bioresources.cnr.ncsu.edu/resources/water-and-oil-resistance-improvement-of-paper-coated-with-aqueous-mixture-of-hydrophilic-and-hydrophobic-cross-linked-copolymers/. Die materialwissenschaftliche Literatur zu Polymerbeschichtungen erklärt, wie wässrige Barrieren eine wasserabweisende Versiegelung auf den Zellulosefasern bilden und so deren Sättigung verhindern. Belegfunktion: Technischer Mechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Die Wirksamkeit wässriger Barrieren zum Schutz von Karton. Anmerkung: Die Wirksamkeit variiert je nach Beschichtungsdicke und Applikationsmethode. ↩
„Überlegungen zur Nachhaltigkeit: Kartonbeschichtungen – Zenpack“, https://www.zenpack.us/blog/paperboard-coatings-sustainability-impact/. Technische Dokumentationen aus den Standards der Recyclingindustrie bestätigen, dass wässrige Beschichtungen im Gegensatz zu Kunststofffolien mit Standardverfahren der Papieraufbereitung kompatibel sind. Nachweisfunktion: Technischer Nachweis; Quellentyp: Industriestandard. Unterstützt: Die Aussage, dass wässrige Barrieren die Recyclingfähigkeit erhalten. Anwendungsbereich: Abhängig von den Kapazitäten der lokalen kommunalen Anlagen. ↩
„Welchen Zweck hat eine hochglänzende UV-Beschichtung auf Kosmetikdosen?“, https://apackaginggroup.com/blogs/news/what-is-the-purpose-of-high-gloss-uv-coating-on-cosmetic-compacts. Technische Bestätigung, dass UV-Beschichtungen zwar für eine hochglänzende Optik sorgen, aber gleichzeitig den Reibungskoeffizienten zwischen Kartonoberflächen deutlich reduzieren. Nachweisfunktion: Technische Validierung; Quellentyp: Leitfaden für Verpackungstechnik. Begründung: Der Kompromiss zwischen optischer Attraktivität und Stapelstabilität. Anwendungsbereich: Speziell für UV-Beschichtungen auf Polymerbasis. ↩
„Lichtgesteuerte Reibung an einer Flüssigkristallpolymerbeschichtung … – PubMed“, https://pubmed.ncbi.nlm.nih.gov/25154768/. Technischer Nachweis, wie UV-Beschichtungen auf Polymerbasis den statischen und kinetischen Reibungskoeffizienten von Papierfasern reduzieren. Nachweisfunktion: faktische Bestätigung; Quellentyp: materialwissenschaftliche Studie. Unterstützt: die Behauptung, dass Glanzbeschichtungen die mechanische Haftung verringern. Anwendungsbereich: gilt für UV-Polymere auf Zellulosefasern. ↩
„Häufig gestellte Fragen zur Prüfung von Verpackungsmaterialien – Rhopoint Americas“, https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOorIJQJyyL3NOV3_1GA_tYVfvRm2_OgXaghsldNrp5mwQUIPgmNQ. Empirische Daten zum Vergleich des Reibungskoeffizienten (CoF) zwischen matten und glänzenden Beschichtungen auf Kartonsubstraten zur Validierung der Laststabilität. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Belege: Die Wirksamkeit matter Oberflächen zur Erhöhung der mechanischen Haftung. Anmerkung zum Untersuchungsbereich: Fokus auf statischer Reibung in gestapelten Konfigurationen. ↩
„Spot-UV vs. Glanz-UV: Welches Finish ist im Printdesign besser?“, https://www.customproductpackaging.com/blog/spot-uv-and-gloss-uv-big-differences-and-applications-explained. Eine anerkannte Quelle im Bereich der Materialwissenschaften würde die Reibungskoeffizienten von Glanzlackierungen im Vergleich zu Spot-UV-Behandlungen angeben, um zu überprüfen, wie die Reduzierung der Glanzfläche die Stabilität erhöht. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliche Studie. Unterstützt: Einfluss der Beschichtung auf das Verrutschen von Paletten. Anwendungsbereich: Speziell für industrielle Wellpappe. ↩
„Matt vs. Glanz: Welches ist das Beste für Ihre Verpackung?“, https://oxopackaging.com/blog/matte-vs-gloss.html?srsltid=AfmBOopwdH4Py90WYoiG2ZjQY-actJRX97gIG-GMoG9yf35nQPkp5EEU. Normen der Verpackungstechnik zeigen, wie matte Oberflächen den Haftreibungskoeffizienten zwischen Kartons erhöhen und so den Bedarf an zusätzlichen Umreifungsbändern reduzieren. Nachweis: Technische Spezifikation; Quelle: Handbuch für Verpackungstechnik. Nutzen: Reduzierung des Umreifungsbedarfs. Anwendungsbereich: Gilt für gestapelte Paletten. ↩
„Wie man die mangelnde Palettenstabilität in der Getränkeindustrie verbessert – Palcut“, https://palcut.com/blog/the-problem-of-poor-pallet-stability-in-the-beverage-industry-and-how-to-solve-it/. Logistik- und Sicherheitsberichte liefern Daten darüber, wie Oberflächengriffigkeit und taktile Oberflächenbeschaffenheit mit einer Verringerung der Paletteninstabilität und des daraus resultierenden Produktverlusts korrelieren. Evidenz: Empirische Evidenz; Quellentyp: Logistik- und Sicherheitsbericht. Unterstützt: Korrelation zwischen Griffigkeit und Vermeidung von Verschüttungen. Anwendungsbereich: Fokus auf Lagerumgebungen mit hoher Belegungsdichte. ↩



