Sie planen eine globale Kampagne, doch inkompatible Strukturdateien verursachen immer wieder kostspielige Verzögerungen in der Produktion. Ich zeige Ihnen, wie Sie Verpackungen entwickeln, die auf allen Kontinenten funktionieren.
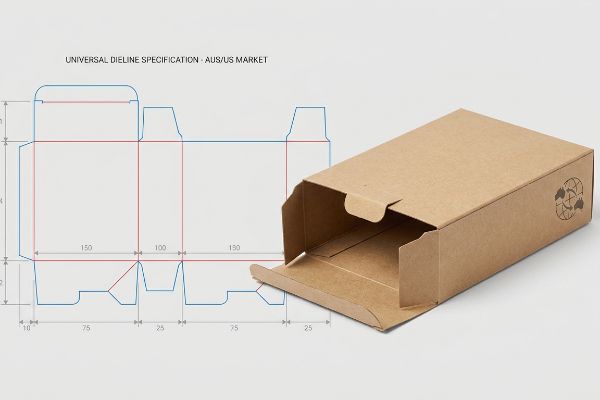
Die Erstellung einer marktübergreifenden Stanzform erfordert die Abstimmung der Verpackungsgeometrie auf universelle Fertigungstoleranzen. Sie dient als maßgebliche mathematische Vorlage für automatisierte Stanzmaschinen und gewährleistet, dass Ihre Kartonaufsteller präzise gefaltet werden und ihre Stabilität in unterschiedlichen globalen Einzelhandelsumgebungen beibehalten, ohne dass marktspezifische mechanische Anpassungen erforderlich sind.
Die Überbrückung der Kluft zwischen einer flachen digitalen Datei und einer physischen 3D-Struktur in einem belebten Einzelhandelsgeschäft ist der Punkt, an dem die meisten Kampagnen entweder gelingen oder katastrophal scheitern. Schauen wir uns den eigentlichen Prozess an.
Wie erstellt man Stanzformen?
Die Erstellung einer korrekten Strukturdatei geht weit über das Zeichnen einfacher 2D-Umrisse in Standard-Illustrationssoftware hinaus. Es handelt sich um eine mathematische Übung in der Materialwissenschaft.
Die präzise Erstellung von Stanzformen erfordert den Einsatz parametrischer CAD-Software, um exakte Schnitt- und Rilllinien zu erfassen. Dieses technische Layout legt genau fest, wie rohe Wellpappe in komplexe, dreidimensionale Verkaufsstrukturen umgewandelt wird, wobei die physikalischen Materialeigenschaften während des automatisierten Faltprozesses im Werk berücksichtigt werden.
Die Kenntnis der grundlegenden Geometrie ist nur der Ausgangspunkt; die eigentliche Herausforderung beginnt, wenn diese flache Geometrie auf dickes, gewelltes Material trifft.
Umgang mit Biegetoleranzen und Bremssattelkompensation
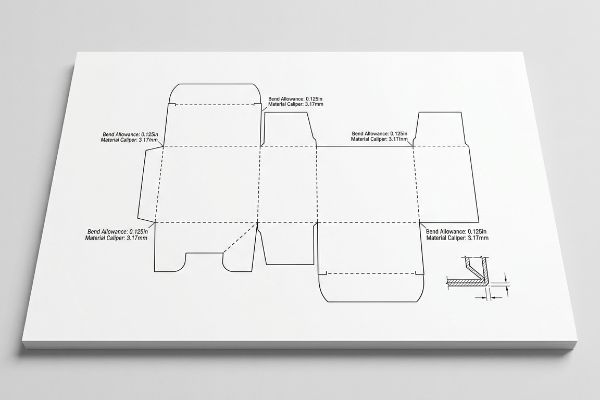
Selbst erfahrene Designer gehen oft davon aus, dass sie in gängiger Vektorsoftware ineinandergreifende Laschen und Faltnuten mit exakt der gleichen Breite wie die Gegenplatte erstellen können. Sie behandeln dicken Karton, als wäre er ein gewichtsloses, unendlich dünnes Blatt Papier. Dieser theoretische Ansatz ignoriert jedoch völlig die tatsächliche Dicke des Kartons beimBiegen.
wenn Marken versuchen, mit einfachen 2D-Werkzeugen starre Verkaufsverpackungen zu gestalten. Wenn ein dickes B-Wellen-Kartonblech – etwa 3,17 mm dickum–90 Grad gefaltet wird, verbraucht es Material,. Ich habe einmal beobachtet, wie ein Lohnverpackungsteam stundenlang schwitzte, um eine vorbefüllte Schale zusammenzupressen, weil der Aufnahmeschlitz nicht verbreitert war, um den äußeren Biegeradius auszugleichen. Der Widerstand des ungebrauchten Kraftkartons war so hoch, dass sie die Wellen quetschten und die bedruckte Decklage einrissen, nur um die Laschen passend zu machen. Um diese erhebliche Reibung beim Zusammenbau zu vermeiden, verwende ich stets parametrische CAD-Software (Computer-Aided Design), die automatisch einen präzisen Algorithmus zur Kompensation des Biegeradius auf jede einzelne Falte anwendet und so die Montagezeit drastisch reduziert.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zeichenschlitze bei exakter Tab-Breite | Hinzufügen von Materialzugabe für die Bremssattelbiegung4 | Spart 45 Sekunden Montageaufwand pro Einheit5 |
| Verwendung grundlegender 2D-Webdesign-Tools | Konstruktion in parametrischer 3D-Software | Gewährleistet perfekt rechtwinklige, wackelfreie Regalböden |
| Die Dicke der Wellpappe wird vernachlässigt | Berechnung präziser äußerer Faltradien6 | Verhindert unschönes Einreißen des Deckblatts |
Ich lasse niemals eine Flachfeile auf die Schneidemaschine, ohne vorher die exakte Materialverdrängung zu berechnen. Präzise Berechnungen vermeiden unnötigen Aufwand bei der manuellen Arbeit, sorgen für einen reibungslosen Ablauf bei Ihren Lohnverpackern und sichern Ihre Gewinnmargen.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Verriegelungsnasen die Platinenstärke berücksichtigen? 👉 Lassen Sie Ihre Stanzlinien prüfen ↗ – Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Welche Richtlinien gelten für die Speiseröhrenbildung?
Die Festlegung strenger Regeln zur Dateivorbereitung ist die einzige Möglichkeit, zu verhindern, dass ein schönes digitales Konzept in der Produktionslinie zu einem schlampigen physischen Durcheinander wird.
Die Richtlinien für Stanzformen legen die strengen technischen Vorgaben für eine reibungslose Massenproduktion fest. Diese Regeln definieren obligatorische farbcodierte Konturen, kritische Sicherheitsabstände und spezifische Anschnittbereiche für die Druckvorlage. Dadurch wird sichergestellt, dass automatisierte Druckmaschinen und Schneidetische die Grafikdateien verarbeiten, ohne mechanische Fehlausrichtungen zu verursachen oder die Kanten des Rohmaterials freizulegen.
Die Einhaltung dieser grundlegenden Layoutregeln ist hilfreich, aber der physische Laminierungsprozess erfordert ein noch umfassenderes Sicherheitsnetz, um die Massenproduktion zu überstehen.
Die obligatorische Litho-Lam-Blutungsregel
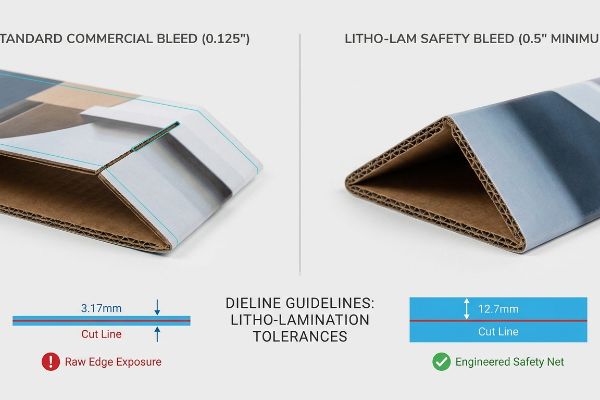
Viele erfahrene Agenturdesigner gehen fälschlicherweise davon aus, dass die standardmäßigen Beschnittzugaben für den kommerziellen Druck auch für stabile Wellpappen-Verkaufsdisplays. Sie reichen häufig Dateien mit einem standardmäßigen Überstand von 3,17 mm (0,125 Zoll) über die Schnittlinie hinauseinund erwarten, dass die Grafik die endgültigen Kanten perfekt abdeckt.
Das Problem liegt darin, dass die Litho-Laminierung – das physische Verfahren, bei dem ein bedrucktes Deckblatt auf dickes Wellpappenblech geklebt wird – bei der automatisierten Hochgeschwindigkeitsmontage naturgemäß größere mechanische Toleranzen mit sich bringt. Ein standardmäßiger Anschnitt ist schlichtweg zu schmal, um die unvermeidliche Verschiebung des Kartons auszugleichen. Ich habe das früh gelernt, als ein großer Rollout im Einzelhandel unter Überlappungen litt, bei denen die rohen, braunen Kartonkanten durch die gefalteten Paneele hindurchschimmerten, weil sich das bedruckte Blatt leicht verschoben hatte. Die klebrige Konsistenz des nassen PVA-Klebstoffs an der Montagemaschine<sup>8</sup> bedeutet, dass eine mikroskopisch genaue Ausrichtung nie gewährleistet werden kann. Heute setze ich einen strikten Mindestbeschnitt von 12,7 mm (0,5 Zoll)<sup>9 </sup> über jede physische Schnittlinie hinaus durch. Dieses umfassende Sicherheitsnetz eliminiert freiliegende Kanten vollständig, verhindert unschöne Reklamationen durch den Einzelhandel und schützt die hochwertige Optik Ihrer Marke.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung üblicher handelsüblicher Druckränder | Einhaltung einer Mindest-Sicherheitsentlüftung von 0,5 Zoll10 | Verhindert unschöne, freiliegende Kartonkanten |
| Unter der Annahme einer mikroskopischen Laminierungsausrichtung | Berücksichtigung der automatisierten Vorstandsschicht11 | Eliminiert das Risiko von Ablehnungen durch Einzelhändler mit hohem Bestellaufkommen |
| Das Kunstwerk dicht an den Faltlinien halten | aggressive Erweiterung der Hintergrundgrafiken | Bewahrt eine hochwertige, nahtlose Markenästhetik |
In meiner Produktionsstätte ist es unerlässlich, die Grenzen der Druckgrafik weit über die digitale Schnittlinie hinaus zu erweitern. Ich setze diesen zusätzlichen Spielraum gezielt ein, um sicherzustellen, dass Ihre Displays makellos aussehen – selbst unter den anspruchsvollen Bedingungen der Massenlaminierung.
🛠️ Harveys Schreibtisch: Verwenden Ihre Grafikdesigner die Standard-Beschnittzugaberegeln für dicke Wellpappe? 👉 Datei-Vorabprüfung anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Was ist eine Stanzform?
Das Verständnis der zugrundeliegenden Architektur Ihrer Verpackungsdatei entscheidet darüber, ob eine Maschine Ihre Platine tatsächlich physisch zuschneidet oder lediglich eine nutzlose Kontur ausdruckt.
Eine Stanzformstruktur dient als mechanisches Gerüst Ihrer Verpackungsdatei. Sie verwendet spezielle, nicht druckbare Vektorlinien, um hochspezifische physikalische Anweisungen – wie Schneiden, Rillen oder Perforieren – direkt an die automatisierten Fräsmaschinen zu übermitteln und so die physische Architektur vollständig von den visuellen Grafikebenen zu trennen.
Dieses Grundgerüst visuell zu erstellen, ist eine Sache, es aber in eine Sprache zu übersetzen, die die Maschinen in der Fabrik auch tatsächlich lesen können, erfordert strenge Disziplin in der Druckvorstufe.
Die Sprache der CNC-Maschinen sprechen
Selbst erstklassige Branding-Teams reichen manchmal Dateien mit standardmäßigem CMYK-Farbmodell (Cyan, Magenta, Gelb, Schwarz) und12 schwarzen Linien ein, um visuell anzuzeigen, wo das Display geschnitten oder gefaltet werden soll. Sie gehen davon aus, dass die Produktionsanlagen automatisch wissen, was zu tun ist, wenn sie die Linien auf ihrem Bildschirm erkennen können.
Stellen Sie sich die Fabrikmaschinen wie einen blinden Arbeiter vor, der nur Blindenschrift lesen kann; visuelle CMYK-Linien bedeuten einem robotergesteuerten Schneidkopf absolut nichts. Automatisierte CNC-Tische (Computer Numerical Control) lesen keine Standard-Grafikfarbprofile<sup>13</sup>. Wenn ein Strukturlayout in reinem Schwarz eingereicht wird, verschmilzt die Druckvorstufensoftware diese Linien einfach mit der Grafik, was zu einer gedruckten Schachtel mit sichtbaren schwarzen Konturen, aber ohne physische Schnitte führt. Ich musste einmal einen Eilauftrag abfangen, bei dem der pudrige Stanzstaub völlig fehlte, weil die Maschine einfach über den Karton fuhr, ohne die Klingen zu betätigen. Um zu verhindern, dass diese gesamte Charge ruiniert wird, bestehe ich immer darauf, dass jeder Strukturpfad absoluten Sonderfarben<sup>14</sup>, wie z. B. 100 % Magenta für Schnitte. Dies stellt sicher, dass die Klinge tatsächlich auf den Karton trifft, was massive Maschinenstillstandszeiten und Materialverschwendung verhindert.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Visuelle schwarze Linien zum Schneiden verwenden | Pfade zu mechanischen Sonderfarben zuweisen15 | Stellt sicher, dass die Maschinen das Material physisch schneiden |
| Verschmelzung von Struktur- und Grafikebenen | Die Betriebsabläufe werden strikt getrennt gehalten16 | Verhindert das Durchscheinen von Drucktintenumrissen auf den Endprodukten |
| Annahme: Visuelles Design entspricht Fabrikdaten | Vorflugdateien für die CNC-Softwarelogik17 | Verhindert Produktionsausfälle im gesamten Produktionslauf |
Ich lasse nicht zu, dass automatisierte Maschinen Ihre strukturellen Absichten erraten. Indem ich Ihre Falz- und Schnittlinien auf dedizierte Druckvorstufenbefehle festlege, stelle ich sicher, dass Ihre Kampagne ohne einen einzigen Schnitt vom digitalen Design in die physische Realität umgesetzt wird.
🛠️ Harveys Schreibtisch: Sind Ihre Falzlinien in den CMYK-Ebenen verborgen und für die Schneidetische nicht sichtbar? 👉 Fordern Sie Ihre technische Überprüfung an ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Worin besteht der Unterschied zwischen Schablone und Stanzform?
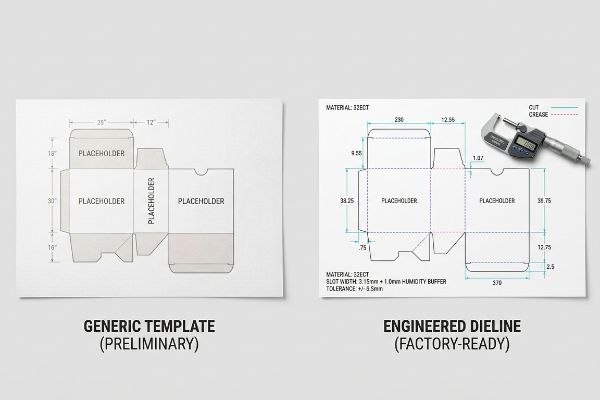
Die Kenntnis der Fachterminologie beugt Missverständnissen vor, die eigentliche Gefahr besteht jedoch darin, ein generisches Layout mit einer marktspezifischen, technischen Lösung zu verwechseln.
Der Unterschied zwischen einer Schablone und einer Stanzform liegt im Wesentlichen in der Fertigungsgenauigkeit. Eine Schablone ist eine allgemeine, unkalibrierte visuelle Vorlage zur vorläufigen Platzierung der Druckvorlage, während eine Stanzform eine exakte, fabrikfertige mechanische Datei ist, die mit spezifischen Materialtoleranzen für die sofortige industrielle Produktion entwickelt wurde.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und die Gesetze der Umweltphysik beim grenzüberschreitenden Transport ins Spiel kommen.
Warum Standardvorlagen in der Fertigung versagen
Viele Einkaufsteams laden fälschlicherweise eine Standardvorlage herunter und gehen davon aus, dass diese sowohl für das trockene australische Klima als auch für die feuchten Zonen18 im Süden der USA geeignet ist. Sie glauben, dass eine Schlitzbreite, die auf dem Bildschirm perfekt aussieht, beim weltweiten Versand automatisch einwandfrei funktioniert.
In meinem Betrieberlebe ich regelmäßig die verheerenden Folgen, die die Missachtung physikalischer Umweltgesetze haben. Beim Transport von Wellpappkartons über lange Seewege oder bei Lagerung in Regionen mit hoher Luftfeuchtigkeit wie Florida saugt die poröse 32ECT-Testfolie (Edge Crush Test) die Umgebungsfeuchtigkeit auf und quillt auf.Ein Standard-Schablonenschlitz, der im trockenen Büro exakt 3,15 mm (0,124 Zoll) maß, wird dadurch plötzlich viel zu eng. Misst man die gequollene Platte mit einem digitalen Mikrometer direkt im Testlabor, so verhindert die Ausdehnung eine reibungslose Montage, sodass die Mitarbeiter beim Verpacken die Verriegelungslaschen beschädigen müssen. Um dies zu vermeiden, integriere ich automatisch einen präzisen Feuchtigkeitspuffer von 1,0 mm (0,039 Zoll)in die Aufnahmeschlitze aller meiner Strukturdateien, die für feuchte Klimazonen bestimmt sind. Durch diese extrem präzise Mikrotoleranz verkürzt sich die Montagezeit pro Einheit um etwa 30 Sekunden, was die Lohnkosten für das Verpacken drastisch reduziert und Beschädigungen der Strukturdateien vollständig verhindert.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung generischer Abmessungen für trockene Klimazonen | Entwicklung eines strikten Feuchtigkeitsquellpuffers21 | Verhindert Reibung bei der manuellen Lagermontage |
| Die Feuchtigkeitseinwirkung beim Seefrachttransport wird vernachlässigt | Erweiterung der Toleranzen für die Breite der Verriegelungsnut22 | Verhindert das Einreißen der Lasche durch Lagerpersonal |
| sich auf eine starre digitale Vorlage verlassen | Mathematische Anpassung an die Ausdehnung von porösem Papier23 | Reduziert Zeit- und Arbeitskosten beim Co-Packing |
Ich passe Ihre statischen Berechnungen stets an die physikalischen Gegebenheiten des Endstandorts an. Durch das Hinzufügen eines Bruchteils eines Millimeters zur Berücksichtigung der Feuchtigkeitsausdehnung wird ein reibungsloser Aufbau Ihrer Displays gewährleistet, unabhängig vom Aufstellungsort.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar versuchen, Zeit zu sparen, indem Sie auf generische digitale Vorlagen zurückgreifen, doch wenn die aufgequollene 32ECT-Platine in einem feuchten Lager in Florida ankommt und die Laschen nicht passen, was die Produktionslinie um schätzungsweise 30 % verlangsamt, wird die daraus resultierende manuelle Nachbearbeitung die Gewinnspanne Ihrer Kampagne vollständig zunichtemachen. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, die Toleranzen für die Materialausdehnung zu schätzen, und lassen Sie mich Ihre Strukturdateien persönlich durch meinen kostenlosen Stanzform-Pre-Flight-Audit führen, um mechanische Schwachstellen zu erkennen, bevor Ihre Displays die Produktionshalle erreichen.
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Ein maßgebliches technisches Handbuch für Verpackungen würde erläutern, wie die Materialstärke (der Durchmesser) eine Biegezugabe erzeugt, die die endgültigen Abmessungen einer gefalteten Struktur verändert]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Lehrbuch. Belege: Die Notwendigkeit der Durchmesserkompensation bei der Stanzformerstellung. Anwendungsbereich: Gilt speziell für dickwandige Substrate wie Wellpappe. ↩
„Leitfaden zur Kartonstärke: Die beste Verpackung auswählen – Box Genie“, https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOorc1lvUvCGbZFFoHLbp9kNOvDsXIU9GWhjuwRlQnbrpLjZcriac. [Industrienormen für Wellpappenverpackungen legen die spezifischen Dickenvorgaben für B-Welle-Material fest]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm; Bemessungsgrundlage: Materialstärke von B-Welle; Anmerkung: Die Dicke kann je nach Hersteller leicht variieren. ↩
"Kostenloser Blechbiegezugabe-Rechner | FIRGELLI Engineering", https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqL1OzCR6IwLT7w9x6RRluZMEGosOd46tp2R1YFDC5UcZ6iY66l. [Materialwissenschaft und Konstruktionslehre erläutern das Prinzip der Biegezugabe, bei der sich das Material am Außenradius dehnt und linearen Raum beansprucht]. Nachweisfunktion: physikalisches Prinzip; Quellentyp: technisches Handbuch; Begründung: Notwendigkeit der Messschieberkompensation; Anmerkung: Der Verbrauch variiert je nach Blechgüte. ↩
„Blechkonstruktion für die Fertigung: Toleranzen, Biegung …“, https://simutecra.com/blogs/sheet-metal-design-for-manufacturing-tolerances-bend-allowances-and-dfm-tips. [Technische Handbücher zur Verpackungstechnik erläutern, wie die Berücksichtigung der Biegezugabe anhand der Materialstärke verhindert, dass Laschen zu eng in den Schlitzen sitzen]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Technisches Handbuch. Belegt: Die Notwendigkeit der Materialstärkenkompensation für die Passung. Anwendungsbereich: Variiert je nach Materialstärke. ↩
„Verpackungsstanzlinien – Ein umfassender Leitfaden“, https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqWxgNgbgmPHdGgJII1t3fg6p3ig7XSR3dxsmKuI5emyZAKem7j. [Zeit- und Bewegungsstudien in der Einzelhandelslogistik können die Reduzierung des Montageaufwands quantifizieren, wenn strukturelle Toleranzen mathematisch optimiert werden]. Nachweisfunktion: quantitative Validierung; Quellentyp: Bericht zur betrieblichen Effizienz. Belege: die konkrete Angabe zur Zeitersparnis. Anmerkung: Die tatsächlichen Einsparungen können je nach Produktkomplexität variieren. ↩
„Entschlüsselung der Geometrie doppelwandiger Wellpappe mithilfe von …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/. [Materialwissenschaftliche Leitfäden für Wellpappe geben an, dass die Berechnung des äußeren Faltradius auf Basis der Wellendicke ein spannungsbedingtes Einreißen der Deckschicht verhindert]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützt: den Zusammenhang zwischen Faltradius und Materialintegrität. Anwendungsbereich: Gilt speziell für Wellpappenrohlinge. ↩
„Mehr über Beschnittzugabe und Schnittmarken erfahren | Support – Smartpress“, https://smartpress.com/support/printing-basics/bleed-borders?srsltid=AfmBOor-CE5bdsMXwm1tj-t60HwO_YBJ9W4PyhV5ql32a5iCYA7qQAzH. [Branchenübliche Druckstandards und Handbücher für Grafikdesign bestätigen 0,125 Zoll als Standardbeschnittzugabe für die meisten kommerziellen Offsetdruckprojekte]. Nachweisfunktion: Faktenprüfung; Quellentyp: Technisches Handbuch. Unterstützt: Grundlegende Beschnittzugabestandards. Anwendungsbereich: Gilt für den allgemeinen kommerziellen Druck, nicht für die Produktion auf speziellen schweren Substraten. ↩
„PVA vs. EVA für die Montage von Pfeilspitzen – Chris Paschke“, https://www.designsinkart.com/library/GLAC-PVAvsEVAforMountingArrowheads201207.htm. [Die technische Dokumentation zur Klebeverbindung für Wellpappenverpackungen sieht die Verwendung von Polyvinylacetat (PVA) als primäres Bindemittel für die Litholaminierung vor.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialdatenblatt. Beleg: Chemische Ursache für das Verrutschen der Montage. Anwendungsbereich: Gilt für wasserbasierte Klebeverfahren. ↩
„Lithografische Laminierung – Packlane“, https://packlane.com/support/lithographic-lamination?srsltid=AfmBOorXkHX2HcdSKUbmIkDQmNT7dXEOo-hXqIvhkOJj1Lv2zFySadD2. [Branchenstandards für Verpackungen und Produktionshandbücher spezifizieren erhöhte Anforderungen an den Anschnitt bei der Litho-Laminierung, um Passerverschiebungen beim Montieren auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Die spezifische Metrik, die erforderlich ist, um Gratbildung zu vermeiden. Anmerkung zum Anwendungsbereich: Toleranzen können je nach Maschinenpräzision variieren. ↩
„Litholaminierung – Nissha Metallizing Solutions“, https://www.nisshametallizing.com/en/metallized-packaging/litho-lamination. [Industriestandards für Verpackungen legen Mindestmaße für den Anschnitt fest, um Passertoleranzen beim Laminieren zu berücksichtigen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungsrichtlinie. Unterstützt: Mindestanforderungen an den Anschnitt. Hinweis: Die Spezifikationen können je nach Maschinenpräzision variieren. ↩
„Litholaminierung verleiht Tonerkartons ein besseres Bild“, https://www.packagingdigest.com/packaging-design/litho-laminating-gives-toner-cartons-an-enhanced-image. [Die technische Dokumentation zur Litholaminierung erklärt, wie die Bewegung von Wellpappe während des automatisierten Klebevorgangs zu Ausrichtungsabweichungen führt]. Nachweisfunktion: Technische Erklärung; Quellentyp: Technisches Handbuch. Unterstützung: Passerrisiko. Anwendungsbereich: Gilt primär für automatisierte Produktionslinien mit hohem Durchsatz. ↩
„Sonderfarben vs. CMYK für Verpackungsdesign – Welches ist besser?“, https://stampaprints.com/blog/spot-color-vs-cmyk-for-packaging/?srsltid=AfmBOoqAJVvksFWsCMbXte6_3BuHB4OBriRMtODgrStsTZZmXExeSZyj. [Ein maßgeblicher Leitfaden zur Verpackungsproduktion erklärt, dass CMYK ein Farbmodell für den Farbauftrag ist und die für CNC-Maschinen erforderlichen Metadaten für die Ausführung von Schnitten nicht enthält.] Belegfunktion: Technische Unterscheidung; Quellentyp: Branchenhandbuch. Unterstützt: Die Einschränkung von CMYK-Linien für mechanische Anweisungen. Anwendungsbereich: Gilt für automatisierte Schneid- und Frässysteme. ↩
„Verwendung von Inkscape für CNC-Plasmaschneiden“, https://www.youtube.com/watch?v=-QOLV8C-6tM. [Die technische Dokumentation zum CNC-Fräsen erklärt, dass Schneidköpfe Vektorpfade anstelle von gerasterten CMYK-Farbprofilen interpretieren.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützt: CNC-Eingabelogik. Anwendungsbereich: Speziell für digitales Stanzen. ↩
„Grafische Richtlinien“, https://www.delinebox.com/graphic-guidelines/. [Branchenübliche Standards für die Druckvorstufe schreiben die Verwendung von Sonderfarben vor, um Stanzlinienanweisungen von der Druckvorlage abzugrenzen.] Nachweisfunktion: Branchenübliche Praxis; Quellentyp: Leitfaden für die Druckvorstufe. Unterstützung: Kennzeichnung von Strukturlinien. Anmerkung zum Anwendungsbereich: Gängige Branchenkonvention. ↩
„Sonderfarben vs. Prozessfarben – Seattle Printworks“, https://seattleprintworks.com/prepress/how-to-build-professional-files-with-spot-colors/. [Technische Handbücher für digitale Schneidetische bestätigen, dass bestimmte Sonderfarben als Auslöser verwendet werden, um Schnittpfade von Druckelementen zu unterscheiden]. Nachweisfunktion: Technischer Nachweis; Quellentyp: Technisches Handbuch. Unterstützt: Die Verwendung von Sonderfarben als Maschinenauslöser. Anwendungsbereich: Gilt für digitale CNC-Schneidesysteme. ↩
„Stanzliniengestaltung | Packaging School“, https://packagingschool.com/lessons/dieline-design. [Professionelle Druckvorstufenstandards erklären, wie die Trennung von Arbeitspfaden sicherstellt, dass Schnittmarken nicht als Druckfarbe erscheinen]. Nachweisfunktion: Verfahrensbestätigung; Quellentyp: Standard der Druckindustrie. Unterstützung: Der Vorteil der Schichttrennung bei Verpackungen. Anwendungsbereich: Standard für vektorbasierte Verpackungsgestaltung. ↩
„DeskPack Packaging Preflight für Adobe® Illustrator® – Esko“, https://www.esko.com/en/products/deskpack/packaging-preflight. [Die Softwaredokumentation für CNC-RIP-Programme beschreibt die Notwendigkeit der Validierung von Vektorpfaden, um Maschinenkollisionen oder Produktionsausfälle zu vermeiden.] Nachweisfunktion: Funktionsprüfung; Quelltyp: Softwaredokumentation. Unterstützt: Die Rolle des Preflightings bei der Reduzierung von Produktionsausfällen. Anwendungsbereich: Speziell für die CNC-Vektorverarbeitung. ↩
„Einfluss der relativen Luftfeuchtigkeit auf die Druckfestigkeit von …“, https://open.clemson.edu/all_theses/3225/. [Verpackungstechniknormen erläutern, wie sich hygroskopische Materialien wie Wellpappe bei hoher Luftfeuchtigkeit ausdehnen und bei trockener Luft zusammenziehen, was sich auf die Passgenauigkeit und die strukturelle Integrität auswirkt]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliche Referenz. Unterstützt: Die Behauptung, dass Standardvorlagen in unterschiedlichen globalen Klimazonen versagen. Anwendungsbereich: Speziell für Verpackungsmaterialien auf Zellulosebasis. ↩
„Wie Luftfeuchtigkeit Wellpappkartons beeinflusst – Victory Box Corp“, https://victoryboxcorp.com/how-humidity-affects-corrugated-boxes/. [Eine maßgebliche Quelle für Normen für Wellpappenverpackungen, wie z. B. TAPPI oder ASTM, würde die hygroskopische Natur der Testliner und deren Dimensionsinstabilität bei hoher Luftfeuchtigkeit bestätigen]. Nachweisfunktion: Technische Validierung; Quellentyp: Industrienorm/Materialwissenschaftliche Publikation. Unterstützung: Physikalische Eigenschaften von Wellpappenmaterialien in feuchter Umgebung. Anwendungsbereich: Speziell für ECT-geprüfte Liner. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Handbücher für Verpackungstechnik geben typischerweise Toleranzen und Spielräume an, um die durch Feuchtigkeitsaufnahme verursachte Materialausdehnung zu berücksichtigen]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Unterstützung: Die Anwendung spezifischer Mikrotoleranzen zur Vermeidung von Montagefehlern. Anmerkung: Puffergrößen können je nach Kartonqualität und Klima variieren. ↩
„Auswirkungen mikronisierter Fasern auf die Dämpfungseigenschaften von Schaumstoffpuffern …“, https://bioresources.cnr.ncsu.edu/resources/effects-of-micronized-fibers-on-the-cushion-properties-of-foam-buffer-package-materials/. [Ein maßgebliches technisches Handbuch für Kartonverpackungen würde erläutern, wie die Berechnung von Quellpuffern Dimensionsstörungen in feuchter Umgebung verhindert]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Beleg: Die Notwendigkeit von Puffern zur Reduzierung der Montagereibung. Anwendungsbereich: Gilt für hygroskopische Materialien. ↩
„[PDF] Auswirkungen der relativen Luftfeuchtigkeit auf die Kompression … – Clemson OPEN“, https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Materialwissenschaftliche Untersuchungen zur Luftfeuchtigkeit beim Transport würden zeigen, dass höhere Toleranzen erforderlich sind, um mechanisches Versagen und das Einreißen von Verriegelungslaschen zu verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Branchen-Whitepaper. Unterstützt: Vermeidung des Einreißens von Laschen bei der Lagerung. Anwendungsbereich: Speziell für Logistik bei hoher Luftfeuchtigkeit. ↩
„Verbesserung der Schlichteleistung der Mittelschicht von Flüssigkeitsverpackungen …“, https://www.academia.edu/42710165/Improving_sizing_performance_of_middle_layer_of_liquid_packaging_board_containing_high_yield_pulp. [Technische Dokumentation zur Papierporosität würde die Behauptung stützen, dass die Berücksichtigung der Faserausdehnung Montagefehler und die damit verbundenen Lohnkosten für die Mitverpackung reduziert]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: den Zusammenhang zwischen Ausdehnungsberechnungen und Arbeitseffizienz. Anmerkung zum Themenbereich: Fokus auf poröse Substrate. ↩