Die Platzierung Ihrer Werbekampagne im Einzelhandel an einer Aktionsfläche am Ende eines Regals ist ein enormer logistischer Gewinn, birgt aber auch ein hohes physisches Risiko, wenn die Verpackung nicht optimal konstruiert ist.
Die Wahl des geeigneten Standorts für ein Aktionsdisplay erfordert die Abstimmung der Stellfläche auf die spezifischen Kundenfrequenzzonen und die geltenden Vorschriften des Einzelhändlers. Dazu müssen räumliche Gegebenheiten, Gangbreiten und dynamische Tragfähigkeiten analysiert werden, um sicherzustellen, dass sich das Karton-Display optimal in die jeweilige Ladenumgebung einfügt.

Hören Sie auf, bei der Standortwahl zu raten, und beginnen Sie stattdessen, diese gezielt zu planen. Ich zeige Ihnen die harten Realitäten, die mit der Sicherung, Planung und dem Überleben in diesem Premium-Einzelhandelssegment verbunden sind.
Wie entscheiden Geschäfte, was auf die Regalflächen kommt?
Die Zulassung Ihres Produkts für eine Aktionsfläche am Ende des Aktionszeitraums erfordert mehr als nur die Bezahlung der Werbezeit.
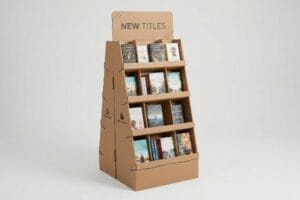
Die Geschäfte entscheiden über die Platzierung von Artikeln an den Regalenden, indem sie die Einhaltung der vorgegebenen Gangmaße und das maximale Umschlagspotenzial einer Kampagne prüfen. Einkäufer im Einzelhandel bevorzugen flach verpackte Wellpappdisplays, die die Standardbreite von 876,3 mm (34,5 Zoll) problemlos einhalten und gleichzeitig einen schnellen Warenumschlag ermöglichen.

Ein brillantes Marketingkonzept ist völlig wertlos, wenn die physische Filiale gegen die strengen räumlichen Vorgaben des Filialleiters verstößt.
Die Diktatur der 34,5-Zoll-Endkappenbreite
Selbst erfahrene Einkaufsteams gehen fälschlicherweise davon aus, dass eine standardmäßige 914,4 mm (36 Zoll) Endkappenhalterung ausreicht, um ein ebenso breites Kartondisplay zu bauen. Dabei ignorieren sie völlig die starren Stahlhalterungen und vertikalen Stützpfosten,die für Gondelregale im Einzelhandel unerlässlich sind. Bei der Prüfung von CAD-Dateien (Computer-Aided Design) von Kunden sehe ich immer wieder überdimensionierte Bodenelemente , die zwar rechnerisch perfekt in den vorgesehenen Raum passen, aber bei der Installation im Laden massiv an den Regalträgern schleifen. Diese mangelnde räumliche Orientierung führt dazu, dass die Verkäufer die Installation komplett abbrechen und Ihre Waren im Lager zurücklassen.
In meiner Produktionsstätte erlebe ich regelmäßig, wie Marken gegen meine baulichen Gegebenheiten ankämpfen und größere Regalflächen fordern, um mehr Produkte unterzubringen. Diesen Platzkonflikt teste ich mit unseren physischen Gondelmodellen direkt in der Fabrikhalle. Wenn ich eine Standard-Kundenstanze auf 909,3 mm (35,8 Zoll) strecke, biegen sich die gewellten Seitenwände bei einem simulierten Ausrollen stark gegen die Stahlprofile. Mithilfe des Mikrometers konnte ich nachweisen, dass wir nicht gegen die schwere Konstruktion ankämpfen mussten – ich musste lediglich die maximal zulässige Grundfläche künstlich auf exakt 876,3 mm (34,5 Zoll)Dadurchwerden Installationskosten vollständig vermieden und die Gewinnspanne der Marke erhalten.
| Metrik/Merkmal | Allgemeine Annahme | Konstruierte Realität |
|---|---|---|
| Breitenabstand | 36 Zoll (914,4 mm) | 34,5 Zoll (876,3 mm)3 |
| Installationszeit | 15+ Minuten Pressen | Unter 3 Minuten4 |
| Ablehnungsrisiko im Geschäft | Extrem hoch | Null Reibung |
Ich weigere mich, zuzulassen, dass ein Bruchteil eines Zentimeters eine landesweite Kampagne gefährdet. Nur wenn Sie Ihr Strukturdesign an die physischen Gegebenheiten der Ladeneinrichtung anpassen, können Sie garantieren, dass Ihre Kampagne auch tatsächlich im Verkaufsraum ankommt.
🛠️ Harveys Schreibtisch: Werden Ihre temporären Bodenaufsteller von Filialleitern abgelehnt, weil sie die strengen baulichen Vorgaben nicht erfüllen? 👉 Kostenlose Überprüfung der räumlichen Konformität ↗ — Ich prüfe jede Bauakte persönlich innerhalb von 24 Stunden.
Was sind häufige Fehler bei der Gestaltung von Endkappen?
Der teuerste Fehler passiert schon, bevor die Druckplatten überhaupt in die Druckmaschine eingesetzt werden.
Häufige Fehler bei Endkappen entstehen, wenn Konstrukteure ineinandergreifende Strukturlaschen ohne Berücksichtigung der mathematischen Biegezugaben für das Substrat konstruieren. Wird die spezifische Dicke des Wellmaterials nicht berechnet, führt dies zwangsläufig zu einer Fehlausrichtung der gefalteten Schlitze und somit zu einer Verformung der gesamten temporären Einheit während der Hochgeschwindigkeits-Fertigstellung.

Eine digitale Zeichnung sieht auf einem Computerbildschirm perfekt aus, aber schwerer Testliner ist ein physisches Objekt, das beim Biegen aktiv Platz beansprucht.
Verschiebung der Bremssattelkompensations-Matrizenlinie
Grafikdesigner erstellen häufig in Vektorprogrammen ineinandergreifende Laschen und Falzschlitze mit exakt der gleichen Breite wie die zusammenpassenden Platten. Sie behandeln schwere 32 ECT (Edge Crush Test) B-Wellen-Wellpappe5 , als wäre sie flaches, federleichtes Druckerpapier. Bei der Prüfung dieser eingehenden Dateien fallen mir sofort die Falzschlitze auf, die keinerlei mathematischen Spielraum aufweisen. Ohne Berücksichtigung des Außenradius einer 90-Grad-Faltung6verklebt die Wellpappe stark, sodass das Team beim Verpacken die inneren Wellen quetschen und die Decklage einreißen muss, nur um die falsch ausgerichteten Teile zusammenzupressen.
In meiner Produktionsstätte fange ich diese perfekt symmetrischen Dateien routinemäßig ab, kurz bevor sie auf dem Mustertisch landen. Ich überprüfe die ursprünglichen Berechnungen des Kunden, indem ich einen schnellen Strukturprototyp anfertige. Wenn ich den Widerstand einer 3 mm dicken B-Welle beim Durchstanzen eines 3 mm breiten Schlitzes messe, ist die Reibung so hoch, dass die litholaminierte Grafikschicht vollständig einreißt. Meine zwanzigjährige Erfahrung in der Produktion hat mir gezeigt, dass die Papierstärke entscheidend ist. Ich überarbeite die Schlitze in der Struktursoftware komplett und füge eine präzise Toleranzanpassung von 1,5 mm hinzu, um die Biegezugabe zu berücksichtigen. Durch die mathematische Erweiterung dieser Aufnahmekanäle stelle ich sicher, dass das Montageteam eine reibungslose Einrichtung vorfindet. Dadurch verkürzt sich die Arbeitszeit beim Co-Packing um 38 Sekunden pro Einheit, und der Kunde spart Tausende an Kosten für manuelle Nachbearbeitung.
| Metrik/Merkmal | Flache Vektor-Stanzlinie | Bremssattelkompensiert |
|---|---|---|
| Nuttoleranz | 0 mm Spielraum | 1,5 mm Biegezugabe7 |
| Flötenzerquetschen8 | Schwerwiegend bei der Montage | Vollständig erhaltene Steifigkeit |
| Lohnverpackungsarbeit | Kostspielige manuelle Erzwingung | Reibungslose Verriegelung |
Ich eliminiere die theoretischen Unsicherheiten bei flachen Stanzlinien, indem ich die Mathematik an die physikalischen Gegebenheiten des Substrats anpasse. Wird die Dicke des Papiers nicht berücksichtigt, reißt das Display während der Montage buchstäblich auseinander.
🛠️ Harveys Schreibtisch: Verlangen Ihre Lohnverpacker hohe Überstundenzuschläge, weil sich Ihre ineinandergreifenden Verkaufstrays nicht reibungslos auf der Produktionslinie montieren lassen? 👉 Fordern Sie eine kostenlose Toleranzprüfung Ihrer Stanzformen an ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Was zeichnet ein gutes Endkappendisplay aus?
Die wahre Marktführerschaft im Einzelhandel ist für den Verbraucher völlig unsichtbar, aber für die nachgelagerte Lieferkette von entscheidender Bedeutung.
Ein gelungenes Endkappendisplay zeichnet sich durch die Kombination von gezielter Stabilität und starker visueller Aufmerksamkeit aus. Es vereint eine dynamische Belastbarkeit, die Stößen beim Transport standhält, mit präzise gestanzten Grafiken, die die Kundenführung unterbrechen und innerhalb eines kurzen Zeitfensters Impulskäufe fördern.

Man kann die schönsten Markengrafiken im Regal haben, aber wenn die Innenstruktur während des Transports abgenutzt wird, ist die Kampagne von vornherein zum Scheitern verurteilt.
Die Erschöpfungsgrenze für übermäßig recycelte Fasern
Marken, die strenge ESG-Ziele (Umwelt, Soziales und Unternehmensführung) verfolgen, schreiben häufig die Verwendung von 100 % recyceltem Testliner für schwere Warenträger vor, in der Annahme, dieses umweltfreundliche Material besitze die gleiche Stabilität wie neuer Karton. Dabei wird übersehen, dass die Papieraufbereitung ein stark zerstörerischer mechanischer Prozess ist, der die Zellulosefasern nach mehreren Recyclingzyklen verkürzt und schädigt. Wenn ich diese hochrecycelten Substrate in meinem Testlabor untersuche, stelle ich immer wieder fest, dass die geschwächten inneren Bögen nicht die erforderliche Stabilität aufweisen, um hohe Punktlasten sicher zu verteilen.Dadurch droht die gesamte Konstruktion einzustürzen, noch bevor sie den Großhändler erreicht.
Das ist keine bloße Theorie – ich habe es letzten Monat schmerzlich erfahren müssen, als eine große Getränkemarke für eine groß angelegte Sommerkampagne ein vollständig recyceltes Bodenelement verlangte . Ich erinnere mich noch genau, wie mein leitender Ingenieur Mark den vorgefüllten Boden auf den TAPPI T811 Edge Crush Test-Simulator lud. In dem Moment, als die Hydraulikpresse 97,7 kg (215,4 lbs) dynamische Belastung von oben erreichte, hörte ich das scharfe, widerliche Knirschen, als sich die innere C-förmige Nut vollständig ablöste und nach innen zusammenbrach. Die übermäßig recycelten Fasern waren strukturell erschöpft und konnten der kinetischen Scherkraft einfach nicht standhalten. Mark und ich stoppten sofort die Prototypenfertigung und bearbeiteten den Boden neu. Dabei injizierten wir präzise 30 % Neuware direkt in den tragenden Kern. Ich investiere Zeit und Geld in meinem Testlabor, damit Sie im Einzelhandel keine Gewinneinbußen hinnehmen müssen. Durch den Austausch des Hybridmaterials wurde die kinetische Druckfestigkeit sofort wiederhergestellt, ohne die allgemeinen Nachhaltigkeitsvorgaben des Einzelhändlers zu verletzen. So wurde sichergestellt, dass die beladenen Einheiten den Transport im doppelt gestapelten Container unbeschadet überstanden und die Gefahr einer Rückbelastung von 45.000 US-Dollar für Transportschäden vollständig beseitigt wurde.
| Metrik/Merkmal | 100 % Recyclingkarton | Virgin Kraft Hybrid |
|---|---|---|
| TAPPI T811 Test11 | Versagt unter hoher Belastung | Überschreitet Spitzenwerte |
| Transitüberleben | Katastrophales Knicken | Keine strukturelle Ermüdung |
| Einzelhandelsprüfung | Nachgiebig, aber zermalmt | Konform und unbeschädigt |
Ich weigere mich, zuzulassen, dass blinde Nachhaltigkeitskennzahlen die grundlegenden physikalischen Prinzipien eines stark beladenen Warenträgers beeinträchtigen. Die Entwicklung einer präzisen Hybrid-Plattenstruktur schützt sowohl Ihren Markenwert als auch das Überleben Ihrer Lieferkette.
🛠️ Harveys Schreibtisch: Reißt Ihre umweltfreundliche Verpackung beim Transport von Teilladungen unter dem Gewicht Ihres Produkts zusammen? 👉 Kostenlose Plattenqualitätsanalyse anfordern ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Lohnt sich die Aufstellung von Warendisplays am Ende eines Ganges?
Der enorme finanzielle Ertrag einer Premiumplatzierung hängt vollständig von gnadenloser Lieferkettenkalkulation ab.
Ja. Displays am Ende eines Ganges lohnen sich, da sie die Produktsichtbarkeit deutlich erhöhen und zu margenstarken Impulskäufen anregen. Durch die Verwendung von flach verpackten Wellpapp-Designs anstelle von fest verschweißten Elementen können Marken das Seefrachtvolumen minimieren und ihren Return on Investment während kurzfristiger Werbeaktionen maximieren.

Doch der kalkulierte Return on Investment verfliegt in dem Moment, in dem ein Beschaffungsteam versucht, eine rein kosmetische optische Aufwertung zu finanzieren, indem es heimlich den strukturellen Kern aushöhlt.
Die Falle für kosmetische ECT-Abwertung
Einkaufsabteilungen betrachten teure kosmetische Veredelungen, wie vollflächige Folienkaschierungen, oft als absolute, unverhandelbare Marketingvorgaben für auffällige Endkappen. Um diese überhöhten Druckkosten auszugleichen, versuchen sie heimlich, die Kompressionsfestigkeit der Wellpappe zu reduzieren, um ein paar Cent pro Einheit zu sparen. Bei der Überprüfung dieser mangelhaften Lieferkettenstrategien sehe ich immer wieder, wie Einkäufer die Papierdichte der Kernwellpappe reduzieren, nur um Oberflächenglanz zu erzielen. So entsteht eine optisch hochwertige Schachtel, die im Grunde hohl ist und daher mit ziemlicher Sicherheit bei der üblichen Belastung durch Paletten im Lager einen katastrophalen Bruch im Kompressionstest (BCT) erleidet
In meiner Einrichtung sehe ich regelmäßig Anfragen, bei denen ein Käufer die spezifizierte 32-ECT-Platte blindlings auf eine gefährlich schwache 26-ECT-Platte herabgestuft hat, nur um eine schwere, matte Laminierung in sein knappes Budget zu quetschen. Ich teste diesen riskanten wirtschaftlichen Kompromiss, indem ich den geschwächten Prototyp direkt unseren hydraulischen Quetschpressen unterziehe. Bei der Messung der vertikalen Belastbarkeit biegt sich die 26-ECT-Platte bei exakt 64,5 kg (142,3 lbs) Druck sichtbar nach außen. Dies beweist, dass die statische Materialdichte nicht vernachlässigt werden darf. Nachdem mir das Einkaufsteam die Anpassung der Excel-Stückliste erlaubt hatte, erledigte das Material selbst die Hauptarbeit. Ich entfernte die teure Kunststofflaminierung und stellte den Standard des Substrats auf 32 ECT wieder her. Mit einer hocheffizienten, hochglänzenden Wasserlackierung erzielte ich die gewünschte Premium-Reflexion. Durch diese gezielte Materialumstellung eliminierte ich das Risiko eines Lagerkollapses und reduzierte gleichzeitig den Rohmaterialverbrauch. Dadurch konnte ich die Gesamtgewinnmarge der Kampagne des Kunden um schätzungsweise 14 % steigern.
| Metrik/Merkmal | Kosmetische Herabstufung | Strukturell wässrig |
|---|---|---|
| Plattenstärke | Abgeschwächte 26 ECT13 | Virgin 32 ECT14 |
| Oberflächenbeschaffenheit | Teurer Folienfilm | Hochglanz |
| BCT-Lastüberleben | Bögen unter Druck15 | Behält die volle Steifigkeit bei |
Ich opfere niemals die Stabilität eines Displays, nur um eine teure, kosmetische Hülle zu finanzieren. Ein wunderschön bedrucktes Display bringt Ihnen rein gar nichts, wenn es völlig zerdrückt beim Händler ankommt.
🛠️ Harveys Schreibtisch: Zwingen Sie überhöhte Kosten für die Oberflächenbehandlung dazu, heimlich die Qualität Ihrer Tragwerksplatten herabzustufen und damit ein massives Logistikproblem zu riskieren? 👉 Kostenlose TCO-Tragwerksprüfung anfordern ↗ — Ich prüfe jede Tragwerksakte persönlich innerhalb von 24 Stunden.
Abschluss
Um die begehrten Verkaufsflächen an den Regalenden optimal zu nutzen, ist es unerlässlich, die strengen räumlichen Vorgaben für Gondelboxen zu beachten, präzise Faltmaße zu verwenden und den übermäßigen Einsatz von Recyclingfasern zu vermeiden, der Ihre Frachtmargen schmälert. Eine solche technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm bei einer großen nationalen Markteinführung vor Produktionsbeginn auf. Wenn Sie Transportschäden vollständig ausschließen und Ihre Verkaufsfläche sicher platzieren möchten, lasse ich Ihre CAD-Strukturdaten gerne persönlich durch meine kostenlose Tragfähigkeitsanalyse für Regalenden führen ↗. So garantiere ich Ihnen, dass Ihre nächste Kampagne flach ankommt, stabil steht und sofortige Umsätze generiert.
„Was sind Gondelregale? Vollständiger Leitfaden 2026“, https://rackleaders.com/what-is-gondola-shelving-complete-guide-2026/. Technische Dokumentation zum Aufbau von Gondelregalen im Einzelhandel, die detailliert auf die Verwendung von Halterungen und Pfosten eingeht, welche die nutzbare Innenbreite reduzieren. Belegfunktion: Faktenprüfung; Quellentyp: Branchenspezifikation. Unterstützt: die Aussage, dass die physische Hardware die Ausstellungsbreite begrenzt. Anwendungsbereich: Gilt für Standard-Ladeneinrichtungen in großen Einzelhandelsketten. ↩
„Hersteller von maßgefertigten Gondelregalen mit Endkappen“, https://rackleaders.com/endcap-displays-shelving/. Branchenstandards für Gondelregale und Endkappenabmessungen im Einzelhandel bestätigen die physikalischen Grenzen gängiger Regalsysteme. Belegfunktion: Technische Spezifikation; Quellentyp: Richtlinien für die Herstellung von Ladeneinrichtungen. Unterstützt: Die Aussage, dass 34,5 Zoll die standardisierte Maximalbreite für Endkappendisplays ist. Anmerkung: Kann je nach Einzelhändler oder älterem Regalsystemmodell variieren. ↩
„Abmessungen für Endkappendisplays: Maximierung der Wirkung im Kassenbereich“, https://wzrack.com/end-cap-display-dimensions-maximizing-checkout-aisle-impact/. Überprüfung der branchenüblichen Breite für Endkappendisplays im Einzelhandel zur Bestätigung der technischen Spezifikation. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Ladeneinrichtungen. Unterstützt: Präzise Breitenanforderungen für das Endkappendesign. Hinweis: Kann je nach Handelskette variieren. ↩
„Installation von Verkaufsdisplays: Was es ist und wie es funktioniert“, https://www.rcsmoving.com/post/retail-display-installation. Belege für die Reduzierung des Arbeitsaufwands durch passgenaue Displays im Vergleich zu Standardgrößen. Funktion der Belege: Effizienzkennzahl; Quellentyp: Fallstudie aus der Praxis. Unterstützt: Behauptung einer schnelleren Installation. Anmerkung zum Umfang: Basierend auf passgenauer Konstruktion. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Die technischen Spezifikationen für ECT 32 B-Welle bestätigen die Materialstärke und deren Einfluss auf die Anforderungen an den Faltradius. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Begründung: Materialstärke als Ursache für Fehlausrichtungen. Anwendungsbereich: Speziell für B-Wellen-Wellenprofile. ↩
„[PDF] RILL- UND FALZEN – BioResources“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Technische Richtlinien für Verpackungsdesign erläutern, wie der äußere Radius einer Falte die Gesamtabmessung eines Bauteils vergrößert. Nachweis: mathematischer Beweis; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Notwendigkeit von Freiraum für zusammenpassende Paneele. Anwendungsbereich: Gilt für gefaltete Wellpappenrohlinge. ↩
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Technisches Handbuch oder Verpackungsnorm zur Bestätigung des spezifischen Messwerts für die Biegezugabe in kaliberkompensierten Stanzformen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Unterstützt: Die spezifische Metrik zur Einstellung der Nuttoleranz. Anwendungsbereich: Kann je nach Wellengröße variieren. ↩
„[PDF] Flachstauchprüfung von Wellpappe (Methode mit flexiblem Balken)“, https://www.tappi.org/contentassets/58af997fbe9b4f40a7545ee183554082/2025/t808-b-2-d-1-sarg.pdf. Ingenieurwissenschaftliche Studie, die erklärt, wie fehlender Ausgleich der Wellenstärke beim Falten/Montieren zum Quetschen der Wellen führt. Nachweisfunktion: Kausalzusammenhang; Quellentyp: Fachartikel. Belege: Behauptung, dass flache Stanzkanten starkes Quetschen verursachen. Anwendungsbereich: Gilt für Wellpappe. ↩
„Auswirkungen der Nanocellulose-Zugabe auf die mechanischen Eigenschaften von …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10780965/. Technische Validierung des mechanischen Abbaus von Cellulosefasern während des Aufschlussverfahrens und dessen Auswirkungen auf die strukturelle Integrität. Nachweisfunktion: wissenschaftlicher Mechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Kausalität geschwächter Recyclingsubstrate. Fokus: Reduzierung der Faserlänge im Recyclingkreislauf. ↩
„[PDF] NEUKARTON VERSUS RECYCELTER KARTON Von L. Lisa Zhao Eine Dissertation …“, https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. Vergleichende empirische Daten, die die Reduzierung der Tragfähigkeit und Steifigkeit von Testlinern mit hohem Recyclinganteil aufzeigen. Nachweisfunktion: Technische Leistungskennzahl; Quellentyp: Bauingenieurwesen oder Verpackungsnorm. Anwendungsbereich: Risiko des strukturellen Einsturzes bei schweren Warenträgern. Anmerkung zum Anwendungsbereich: Speziell für recycelten Testliner im Vergleich zu neuem Karton. ↩
„Vollflächige Messungen im Kantenstauchtest von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Technische Verifizierung des TAPPI-T811-Protokolls zur Messung der Berst- oder Druckfestigkeit von faserbasierten Verpackungen. Nachweisfunktion: Technische Definition; Quellentyp: Industriestandard. Unterstützt: Validität der Prüfmetrik. Anwendungsbereich: Speziell für die Papier- und Kartonindustrie. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Technische Dokumentation darüber, wie sich die Reduzierung der Papierdichte in der Kernwellung auf die strukturelle Integrität und die BCT-Schwellenwerte auswirkt. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Belege: Zusammenhang zwischen Materialverschlechterung und Strukturversagen. Anwendungsbereich: Speziell für Wellpappennormen. ↩
„Leitfaden zur Festigkeit von Wellpappkartons: Wellenarten, ECT-Werte & Wandstärke …“, https://anchorbox.com/corrugated-box-strength/. Technische Validierung der Edge Crush Test (ECT)-Werte für minderwertigen Kosmetikkarton im Vergleich zu Strukturkarton. Nachweisfunktion: Technische Spezifikation; Quellentyp: Verpackungsindustriestandard. Beleg: Der Unterschied in der Kartonfestigkeit zwischen Kosmetik- und Strukturkarton. Anwendungsbereich: Herstellerabhängig. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Überprüfung der strukturellen Integrität und Tragfähigkeit von 32 ECT-Vollfaserplatten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Datenblatt. Grundlage: Die strukturelle Basis für wasserbeschichtete Kartons. Anwendungsbereich: Gilt für bestimmte Deckschichtgewichte. ↩
„Die Rolle des Knickens bei der Abschätzung der Druckfestigkeit von …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/. Wissenschaftliche Erklärung, wie niedrigere ECT-Werte zu Strukturversagen (Ausbeulen) bei Box-Compression-Tests (BCT) führen. Evidenzfunktion: Kausalmechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt die Behauptung, dass kosmetische Abwertungen unter Druck versagen. Anmerkung zum Anwendungsbereich: Abhängig von der Stapelhöhe. ↩