
Für eine erfolgreiche Markteinführung im Einzelhandel ist präzises Timing unerlässlich. Verpasst man den optimalen Starttermin, drohen Tausende von Euro an Strafzahlungen der Händler und Umsatzeinbußen.
Die Lieferzeit für kundenspezifische Wellpappendisplays beträgt üblicherweise drei bis sechs Wochen. Die Produktionsgeschwindigkeit hängt von der Komplexität der Konstruktion, der Freigabe der Druckvorstufe und der Verfügbarkeit der Rohmaterialien ab. Eine beschleunigte Fertigung kann diese Zeit verkürzen, jedoch sind für die ordnungsgemäße Konstruktionsprüfung und die Aushärtung der Druckfarbe zwingende technische Mindestanforderungen erforderlich.

Doch die Kenntnis des theoretischen Produktionsfensters nützt nichts, wenn Ihre Lieferkette in der Druckvorstufe zusammenbricht. Lassen Sie mich Ihnen zeigen, wie diese Zeitpläne in der Realität in der Fertigung aussehen.
Wie lange ist die Lieferzeit für maßgefertigte Schränke?
Die Einhaltung des Zeitplans für kundenspezifische Vitrinen erfordert eine Rückwärtsberechnung des vom Einzelhändler festgelegten Liefertermins, um den strengen Fertigungsrealitäten Rechnung zu tragen.
Die Lieferzeit für maßgefertigte Schränke beträgt in der Regel vier bis acht Wochen ab Freigabe des finalen Prototyps. Diese Zeitspanne ist durch die statischen Anforderungen an die Stabilität der Konstruktion für hohe Nutzlasten im Einzelhandel bedingt. Eine Beschleunigung des Prozesses ohne ordnungsgemäße Belastungstests erhöht das Risiko eines katastrophalen Einsturzes des Unterbaus während des mehrstöckigen Gütertransports drastisch.

Wenn Käufer versuchen, diese Wochen in Tage zu komprimieren, bestraft sie die Physik im Lager in der Regel dafür.
Die technischen Mechanismen hinter dem 60-Tage-Zeitplan
Wenn Kunden mich fragen, wie lange die Anfertigung ihrer maßgefertigten Wellpappschränke dauert, nehme ich meinen Produktionskalender zur Hand und wende die „60-Tage-Regel“ rückwärts an. Ich erkläre ihnen, dass ein Präsentationsschrank nicht einfach nur aus bedrucktem Papier besteht; es ist eine komplexe Konstruktion, die CNC-Fräsen (Computer Numerical Control), Feuchtigkeitshärtung und eine präzise Maschineneinstellung erfordert. Würde ich die obligatorische 24-stündige Aushärtungsphase des wasserbasierten PVA-Klebstoffs (Polyvinylacetat)¹, würde sich die gesamte Konstruktion zwangsläufig verziehen.
Ich führe neue Produktmanager häufig an unseren digitalen Schneidetischen vorbei, um ihnen die Bedeutung von Lieferzeiten zu verdeutlichen. Ich gebe ihnen direkt von der Produktionslinie eine Probe aus unbehandeltem 32ECT- Kraftpapier (Kantenbruchtest), um den Unterschied zwischen Prototypen und Serienproduktion zu erklären. Ich weise darauf hin, dass ich zwar eine weiße Probe nahezu sofort zuschneiden kann, die Skalierung auf 5.000 Einheiten jedoch das Laserbrennen einer permanenten Stahlschablone und die mathematische Anpassung der Schlitztoleranzen an die jeweilige Papierstärke erfordert. Das Umgehen dieser mechanischen Schritte beschleunigt die Lieferung nicht; es garantiert lediglich, dass die vorbefüllten Displays auf der Verpackungslinie verkleben und reißen.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Rückwärts-Zeitleisten-Mapping | Passt die Produktion an die Veröffentlichungstermine im Einzelhandel an | Verhindert massive Rückbuchungen von Einzelhändlern4 |
| 24-Stunden-Weißweinprobe5 | Bestätigt schnell die strukturelle Integrität | Beschleunigt den sicheren Markteintritt |
| Klebstoffhärtungsprotokoll | Beseitigt Verformungen der Platinenoberfläche6 | Schützt die grafische Integrität während des Transports |
Ich plane die Zeitpläne rückwärts vom Stichtag für die Einhaltung der Vorschriften durch den Einzelhändler, um sicherzustellen, dass alle Strukturtests physisch durchgeführt werden. Das Auslassen dieser Schritte führt unweigerlich zu Reibungsverlusten in der Montagelinie.
🛠️ Harveys Schreibtisch: Verbergen Ihre aktuellen Lieferzeiten gravierende Konstruktionsmängel, die zu Montagefehlern führen? 👉 Stücklistenprüfung anfordern ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Was ist ein Wellpappendisplay?
Um diese Einzelhandelsstruktur zu definieren, muss man über die gedruckten Grafiken hinausblicken und die darunter wirkende kinetische Physik betrachten.
Ein Wellpappdisplay ist eine dreidimensionale, freistehende Warenpräsentationseinheit aus Wellpappe. Es dient dem doppelten Zweck, schwere Waren zu tragen und gleichzeitig die Markenbotschaft visuell zu kommunizieren. Diese Displays maximieren die Produktsichtbarkeit und fördern Impulskäufe – selbst bei beengten Platzverhältnissen im Einzelhandel.

Viele Designer behandeln diese Einheiten wie einfache Pappkartons, und genau deshalb scheitern sie im Einzelhandel.
Die kinetische Mechanik hinter Wellstrukturen
Wenn ich dies den Einkäufern im Labor erkläre, definiere ich ein Wellpappdisplay nicht als flaches Material, sondern als aktiven Stoßdämpfer. Die innere, gewölbte Geometrie der Wellen ist mathematisch so ausgelegt, dass sie das Gewicht von oben und die Vibrationen beim Transport verteilt.Würdeich mich nur auf die statische Festigkeit des Papiers verlassen, würde das Display unweigerlich einknicken.
Ich bewahre ein zerdrücktes, flach verpacktes Muster auf meinem Schreibtisch auf, um die Diskrepanz zwischen Theorie und Praxis zu verdeutlichen. Selbst erfahrene Designer übersehen diesen blinden Fleck oft und gehen fälschlicherweise davon aus, dass die Verwendung von hochfestem Karton automatisch zu einem stabilen Display führt. Ich zeige ihnen, wie eine flache Kartonplatte zwar eine hohe Druckfestigkeit aufweist, sich die physikalischen Eigenschaften aber grundlegend ändern, sobald ich Schlitze stanze, Faltkanten hinzufüge und sie aufrecht hinstelle. Ein Display ist nur so stabil wie seine Geometrie im Zusammenbau. Wenn ich die tragenden Wände nicht mit vertikaler Maserung ausrichte , führt die schwere Jagdausrüstung dazu, dass sich die unteren Ebenen um 12,7 mm (0,5 Zoll) durchbiegen .
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Vertikale Kornausrichtung10 | Maximiert die Tragfähigkeit der Stützen | Verhindert den Zusammenbruch der untersten Ebene |
| Dynamische ISTA-Validierung11 | Simuliert einen realen kinetischen Transitschock | Verhindert Transportschäden im Ausland |
| Mikroflötenintegration12 | Verbessert die Glätte der Druckoberfläche | Verbessert die Kommunikation im Regal bei hohem Kontrast |
Ich bewerte ein Display nie ausschließlich anhand seiner Materialeigenschaften. Ein wirklich strukturell durchdachtes Warenpräsentationssystem muss mathematisch konstruiert und als vollständig montiertes, belastetes kinetisches System dynamisch getestet werden.
🛠️ Harveys Schreibtisch: Wissen Sie, ob Ihre aktuelle Präsentation ausschließlich auf der statischen Stabilität flacher Platten oder auf dynamischer Geometrie basiert? 👉 Entdecken Sie die wahre Tragfähigkeit ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Was sind die häufigsten Probleme bei Wellpappenanlagen?
Industrielle Papierverarbeitungsmaschinen arbeiten unter enormem Druck, der, wenn er nicht sorgfältig kontrolliert wird, oft versteckte strukturelle Schwächen zur Folge hat.
Zu den häufigsten Problemen bei Wellpappenanlagen zählen ungleichmäßiger Klebstoffauftrag, Verformung des Kartons und Lithorisse während des automatisierten Faltvorgangs. Diese mechanischen Defekte beeinträchtigen die innere Wellenstruktur und die Integrität der bedruckten Oberfläche. Durch präzise Maschinenkalibrierung und strenge Kontrolle der Luftfeuchtigkeit lassen sich diese Materialfehler vor Beginn der Serienproduktion vermeiden.
Doch die Theorie allein genügt nicht, wenn die Maschinen anlaufen und die Papierfasern unter Druck brechen.
Warum das maschinelle Standard-Rillen in der Fabrikhalle versagt
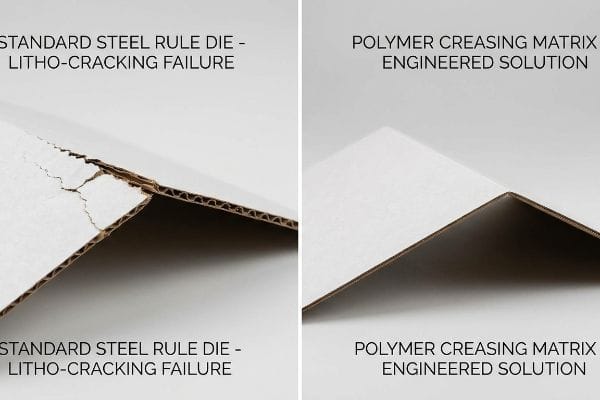
Viele Einkaufsteams gehen fälschlicherweise davon aus, dass eine einfache Vektorlinie auf einer digitalen Stanzform automatisch zu einer perfekten 90-Grad-Faltung am Fließband führt. Sie vertrauen darauf, dass herkömmliche Stanzformen aus Stahl den schweren Karton 13 ohne mechanischen Widerstand sauber stauchen
Das ist nicht nur Theorie – ich habe das auf die harte Tour in meiner eigenen Testumgebung gelernt. 2022 bat ich meinen leitenden Verpackungsingenieur Mark, eine Charge robuster Bodenaufsteller für einen Sportartikelkunden aus dickem, unbeschichtetem Kraftpapier herzustellen. Wir dachten, wir könnten Zeit sparen, indem wir eine Standard-Flachfalzplatte an der Stanzmaschine verwenden. Drei Stunden später hörte ich an der Co-Packing-Linie das widerliche Knacken, als das bedruckte Deckblatt an jeder einzelnen Falz aufplatzte. Die Klinge aus rohem Stahl hatte die inneren Wellen aggressiv verformt, anstatt die Papierfasern sauber zu strecken. Ich stoppte die Linie sofort und ging zu der lauten, laufenden Stanzmaschine, um eine Kursänderung vorzunehmen. Ich ordnete die Installation von maßgefertigten Polymer-Faltprofilen14 direkt auf der Schneidplatte an. Dieses Ambosssystem kontrollierte präzise, wie die Papierfasern während des mechanischen Aufpralls gedehnt wurden, und verhinderte so das Aufreißen der Lithopapiere vollständig. Diese 2,03 mm (0,08 Zoll) Matrixanpassung15 rettete nicht nur die Tragfähigkeit des Kartons; Dadurch ließ sich das Material mühelos falten, was die Montagezeit beim Co-Packing um 18 Sekunden pro Einheit verkürzte und dem Kunden schätzungsweise 15 % der Kosten für manuelle Arbeit ersparte.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Polymer-Faltenmatrix | Steuert die Dehnung der Papierfasern dynamisch16 | Eliminiert Litho-Cracking-Abfälle |
| Stahllineal-Kalibrierung | Verhindert das Quetschen der inneren Wellen17 | Erhält die Druckfestigkeit des Rohmaterials18 |
| Rotationsdruckprüfung | Gewährleistet gleichmäßige Faltspannung | Beschleunigt automatisierte Montagelinien |
Ich weigere mich, unregelmäßige Falten als normalen Kompromiss in der Fertigung zu akzeptieren. Wahre Präzision bedeutet, die Werkzeuge in der Fabrik so zu kalibrieren, dass die Papierfasern bearbeitet werden können, ohne jemals zu brechen.
🛠️ Harveys Schreibtisch: Sind Ihre Faltnähte aufgrund ungenauer Maschinenkalibrierung braune, unschöne Kartonkanten? 👉 Fordern Sie eine individuelle 3D-Spannungssimulation für Tragwerksplanung an ↗ – ohne Zwischenhändler. Sie sprechen direkt mit Statikern.
Was sind die Nachteile von Wellpappe?
Papier ist im Grunde ein biologisches Material und daher in hohem Maße anfällig für Veränderungen der Umgebungsbedingungen entlang der Lieferkette.
Zu den Nachteilen von Wellpappe zählen die Anfälligkeit für Feuchtigkeitsaufnahme, Materialermüdung durch wiederholte Stöße und das Quellen in Umgebungen mit hoher Luftfeuchtigkeit. Unbeschichtete Papierfasern verlieren im nassen Zustand deutlich an Druckfestigkeit. Durch den Einsatz spezieller Beschichtungen und die Integration von Feuchtigkeitspuffern in die Stanzform lassen sich diese materialbedingten Schwächen jedoch mindern.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und die Gesetze der Umweltgesetzgebung greifen.
Warum Standard-Stanzformen in der Fertigungshalle versagen
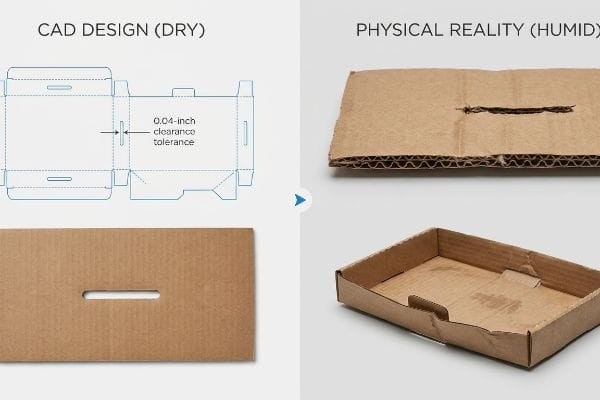
Markenentwicklungsteams entwerfen häufig passgenaue Nut-und-Feder-Verbindungen basierend auf der absoluten Trockendicke der Platte<sup>19</sup>, wobei sie davon ausgehen, dass sich das Material vom Werk bis zum Verkaufsregal nicht verändert. Sie glauben, dass eine mathematisch perfekte Passung in der CAD-Konstruktion (Computer-Aided Design) eine reibungslose Montage überall auf der Welt gewährleistet.
Das ist keine bloße Theorie – ich erlebe das jeden Sommer in der Testhalle. Vor Kurzem riss ich die oberste Schicht eines verklemmten Verkaufstabletts und spürte, wie die feuchten, aufgequollenen Papierfasern gegen den Schlitz drückten. Zuerst ging ich davon aus, dass Standard-Testliner seine Form perfekt halten würden. Da lag ich völlig falsch. Nach der Simulation eines Seetransports in unserer Klimakammer der ISTA (International Safe Transit Association) brach der Boden bei 85 kg (187,5 lbs) auf dem Rütteltisch, weil die poröse Pappe die Luftfeuchtigkeit aufnahm und um einen Bruchteil eines Millimeters anschwollzu eng. Sie drückten die Laschen mit Gewalt zusammen, was zu einem starken Verbiegen des Bodens führte und eine sofortige Ablehnung durch den Händler zur Folge hatte. Ich wertete die Mikrometerwerte aus und stellte fest, dass ich keine teuren Kunststoffverstärkungsclips benötigte – ich brauchte lediglich eine hochpräzise Anpassung der Lieferkette. Ich habe automatisch einen 1,01 mm (0,04 Zoll) dicken Feuchtigkeitspuffer21 direkt in die CAD-Stanzform für die Aufnahmeschlitze integriert. Durch die Einhaltung dieser gezielten Toleranz wird die Oberflächenreibung vollständig eliminiert, wodurch sich die Montagezeit beim Co-Packing um 25 Sekunden pro Einheit verkürzt und Kunden unabhängig von den Witterungsbedingungen im Lager schätzungsweise 12 % der Arbeitskosten einsparen.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| CAD-Feuchtigkeitspuffer | Absorbiert physikalische Materialquellung22 | Beseitigt Staus in der Montagelinie |
| Wässrige Klarlackierung | Weist Luftfeuchtigkeit während des Transports ab | Verhindert Kompressionsverluste auf der Platine23 |
| Geometrische Versatztoleranz | Unterbricht die Oberflächenreibung24 | Schneidet Beschädigungen beim manuellen Auspacken |
Ich entwickle Konstruktionen speziell für anspruchsvolle Lieferketten, nicht für perfekt klimatisierte Büros. Die Berücksichtigung von Materialveränderungen in der Umgebung gewährleistet, dass die Kartonagen ihre strukturelle Integrität auf globalen Logistikrouten beibehalten.
🛠️ Harveys Schreibtisch: Dehnen sich Ihre eingehenden Flachpakete während des Seetransports auf und verursachen dadurch erhebliche Reibung in der Montagelinie? 👉 Fordern Sie eine Logistik-Stücklistenprüfung an ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können zwar einen günstigeren Anbieter wählen, doch wenn dessen Testliner in einem feuchten Lager aufquillt, blockiert die entstehende Reibung die Verriegelungslaschen. Dies verlangsamt die Produktionslinie um schätzungsweise 30 % und schmälert Ihre Gewinnmargen erheblich. Allein im letzten Monat half meine Strukturprüfung drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbelastungen durch Händler zu vermeiden. Verschwenden Sie kein Budget mehr durch fatale Kompromisse und lassen Sie mich persönlich Ihre nächste Produkteinführung planen, um einen maximalen ROI zu garantieren.
„[PDF] Wellpappenverzug – Ursachen und Abhilfemaßnahmen – TAPPI.org“, https://imisrise.tappi.org/download.aspx?key=92APR097. Maßgebliche materialwissenschaftliche oder industrielle Fertigungsrichtlinien bestätigen die erforderlichen Trocknungs-/Aushärtungszeiten für PVA-Klebstoffe, um Verformungen des Substrats zu vermeiden. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch für die industrielle Fertigung. Begründung: Die Notwendigkeit des Aushärtungszeitraums zur Vermeidung von Verzug. Anwendungsbereich: Gilt speziell für wasserbasierte PVA-Klebstoffe auf porösen Substraten. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Ein maßgeblicher Verpackungsstandard würde 32 ECT als spezifisches Maß für die Druckfestigkeit von Wellpappe aus ungebrauchtem Kraftpapier definieren. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Die Verwendung einer bestimmten Materialqualität für Verkaufsdisplays. Anmerkung zum Anwendungsbereich: Bezieht sich auf die vertikale Druckfestigkeit der Wellpappe. ↩
„Vergangenheit, Gegenwart und Zukunft des Stanzens von Wellpappe – AICC Now“, https://now.aiccbox.org/past-present-and-future-of-corrugated-die-cutting/. Technische Fertigungsrichtlinien erläutern die Notwendigkeit von Stanzwerkzeugen mit Stahlschnittform für die Skalierung der Produktion über die digitale Prototypenerstellung hinaus, um Konsistenz und Geschwindigkeit zu gewährleisten. Nachweisfunktion: Prozessverifizierung; Quellentyp: Fertigungshandbuch. Unterstützt: die technische Anforderung für die Skalierung der Massenproduktion. Anmerkung zum Umfang: Fokus auf den Übergang vom digitalen Stanzen zum Stanzen. ↩
„Welche Fehler bei Lohnverpackungen führen zu Rückbelastungen durch Einzelhändler?“, https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks. Branchenstandards für Verträge mit Einzelhändlern sehen in der Regel strenge finanzielle Strafen für versäumte Liefertermine vor. Nachweisfunktion: Validierung; Quellentyp: Richtlinien zur Einhaltung der Vorschriften im Einzelhandel. Begründung: die finanzielle Notwendigkeit der rückwirkenden Zeiterfassung. Anmerkung: Die Höhe der Strafen variiert je nach Einzelhändler und Vertrag. ↩
„Aluminium-Holz-Glas-Vitrinenschrank – Maßanfertigung … – Instagram“, https://www.instagram.com/reel/DW5Hndmj5J4/. Rapid Prototyping mit unbehandelten Materialien (weiße Muster) ist ein branchenübliches Verfahren zur Überprüfung der strukturellen und maßlichen Integrität. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungsprozessleitfaden. Unterstützt: Beschleunigung eines sicheren Markteintritts. Anmerkung zum Umfang: Beschränkt auf die strukturelle Validierung, nicht auf die ästhetische. ↩
„Fragen Sie WWGOA: Wie man das Verziehen von Holz verhindert“, https://www.wwgoa.com/post/how-to-stop-wood-from-warping. Kontrollierte Aushärtungsprotokolle regulieren innere Spannungen und den Feuchtigkeitsgehalt in Verbundplatten, um Verziehen zu verhindern. Nachweisfunktion: Materialwissenschaftlicher Nachweis; Quellentyp: Ingenieurhandbuch. Unterstützt: die Wirksamkeit von Aushärtungsprotokollen für die grafische Integrität. Anwendungsbereich: Gilt speziell für Wechselwirkungen zwischen Substrat und Klebstoff. ↩
„Abschätzung der Druckfestigkeit von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Die technischen Normen für Wellpappe erläutern, wie die gewölbte Wellenstruktur die vertikale Druckkraft verteilt und kinetische Energie absorbiert. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch für Verpackungstechnik. Anwendungsbereich: Strukturmechanik von Wellpappe. Anmerkung zum Umfang: Fokus auf die vertikale Tragfähigkeit. ↩
„Wellpappenverpackungen mit innovativem Design für verbesserte …“, https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Die technische Dokumentation zur Verpackungstechnik erläutert, wie die Wellenrichtung (Faserverlauf) die vertikale Druckfestigkeit von Wellpappenstrukturen beeinflusst. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Beleg: Die Notwendigkeit eines vertikalen Faserverlaufs für die strukturelle Integrität. Anwendungsbereich: Speziell für Wellpappe. ↩
„Material- und Strukturversagenskriterien für Wellpappendeckschichten“, https://www.sciencedirect.com/science/article/abs/pii/S0263822300000854. Empirische Studien zum Strukturversagen von Verkaufsdisplays liefern quantitative Daten zu Verformung und Durchbiegung unter bestimmten Lastgewichten. Nachweisfunktion: quantitativer Vergleichswert; Quellentyp: technischer Bericht. Unterstützt: typische Verformungskennzahlen für versagende Wellpappenlagen. Anmerkung: Die tatsächlichen Messwerte variieren je nach Kartonqualität und Nutzlastgewicht. ↩
„Druckfestigkeit von Wellpappenverpackungen mit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Professionelle Normen für Verpackungstechnik erläutern, wie die vertikale Ausrichtung der Wellen die Druckfestigkeit der Pappe maximiert und so strukturelles Versagen verhindert. Nachweisfunktion: Technische Verifizierung; Quellentyp: Ingenieurhandbuch. Grundlage: Der physikalische Zusammenhang zwischen Faserrichtung und Tragfähigkeit. Anwendungsbereich: Gilt speziell für vertikale Druckbelastungen. ↩
„ISTA-Verpackungsprüfung – Intertek“, https://www.intertek.com/performance-testing/packaging/ista/. Die Protokolle der International Safe Transit Association (ISTA) definieren spezifische Prüfmethoden zur Simulation der kinetischen Belastungen beim globalen Transport. Nachweisfunktion: Standardverifizierung; Quellentyp: Branchenzertifizierungsstelle. Unterstützung: Einsatz von simulierten Stoßprüfungen zur Reduzierung von Transportschäden. Hinweis: Die Details hängen von der verwendeten ISTA-Prüfreihe ab. ↩
„Mikrowellpappenverpackungen | EF N-Wellpappenkartons – Netpak“, https://www.netpak.com/en/packaging-resources/industry-articles/micro-flute-packaging-efn-flute/. Materialwissenschaftliche Daten zu Wellpappe zeigen, dass kleinere Wellenbreiten (Mikrowellpappe) den Rippeneffekt reduzieren und so eine glattere Oberfläche für hochauflösende Grafiken erzeugen. Nachweisfunktion: Überprüfung der Materialeigenschaften; Quellentyp: Spezifikationen des Verpackungsherstellers. Unterstützt: den Zusammenhang zwischen Wellenbreite und Druckqualität. Anmerkung zum Anwendungsbereich: Betrifft primär ästhetische Eigenschaften und die Haftung von Druckfarben. ↩
„Einfluss analoger und digitaler Rilllinien auf die mechanische Belastbarkeit … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Funktion des Nachweises: technische Validierung; Quellentyp: Leitfaden für industrielle Verpackungstechnik. Belege: Vorhandensein von mechanischem Widerstand und Quetschung beim Rillen von dicken Kartonagen. Anwendungsbereich: Speziell für hochfeste Kartonagen. ↩
„[PDF] RILL- UND FALZEN – BioResources“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Industriestandards für Verpackungen erläutern, wie Polymermatrixkanäle Oberflächenrisse durch Optimierung der Faserspannung beim Falten verhindern. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Industrietechnik. Unterstützt: Die Rolle spezieller Rillwerkzeuge bei der Vermeidung von Litho-Rissbildung. Anwendungsbereich: Anwendbar auf hochbelastbare Wellpappenmaterialien. ↩
„[PDF] Der C&T-Leitfaden zum Rillen von Wellpappe – Blumer AG“, https://blumerag.com/wp-content/uploads/2022/05/corrugate.pdf. Die technischen Spezifikationen für Stanzmatrizen definieren die präzisen Tiefen, die erforderlich sind, um die strukturelle Integrität und Belastbarkeit zu gewährleisten. Nachweisfunktion: Quantitative Überprüfung; Quellentyp: Technisches Datenblatt. Unterstützt: Die Präzision der Ambossjustierung zur Vermeidung von Materialversagen. Anwendungsbereich: Variiert je nach Wellenprofil und Papiersorte. ↩
„Wie und warum hochwertige Ergebnisse beim Falten erzielt werden“, https://postpressmag.com/articles/2021/understanding-the-how-and-why-for-quality-creasing-outcomes/. Technische Dokumentation, die die Materialeigenschaften von Polymer-Faltmatrizen und deren Fähigkeit zur Regulierung der Faserdehnung beim Falten erläutert. Nachweisfunktion: technischer Mechanismus; Quellentyp: Ingenieurhandbuch. Unterstützt: die physikalische Wirkung von Polymer-Faltmatrizen. Anwendungsbereich: speziell für Hochleistungs-Wellpappe. ↩
„Das Quetschen der Rillen ist eines der häufigsten Probleme bei Wellpappe …“, https://www.instagram.com/p/DR1V-O0D4mq/. Industrierichtlinien beschreiben detailliert, wie die präzise Kalibrierung von Stahllinealen das Zusammenbrechen der inneren Rillen während des Rillvorgangs verhindert. Nachweisfunktion: Präventivmaßnahme; Quellentyp: Technischer Standard. Belege: Das physikalische Ergebnis der Linealkalibrierung. Anwendungsbereich: Beschränkt auf Stahllineal-Stempel. ↩
„[PDF] Untersuchung des Einflusses von Wellpappkartons auf die Verteilung von“, https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. Empirische Daten veranschaulichen den Zusammenhang zwischen präziser Kalibrierung der Messlatte und dem Erhalt der ursprünglichen Druckfestigkeit (ECT) des Kartons. Nachweisfunktion: Leistungskennzahl; Quellentyp: Branchenbericht. Unterstützt: den ROI der Kalibrierung. Anmerkung zum Untersuchungsbereich: Fokus auf die Unversehrtheit der Rohstoffe. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Technische Normen für Wellpappenmaterialien erläutern, warum Trockendickenmessungen die hygroskopische Ausdehnung in feuchter Umgebung nicht berücksichtigen. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Beleg: Die Unzulänglichkeit statischer Dickenmessungen bei der Stanzformenkonstruktion. Anwendungsbereich: Betrifft insbesondere unbeschichtete Zellulosefasern. ↩
„Einfluss der relativen Luftfeuchtigkeit auf die Druckfestigkeit von …“, https://open.clemson.edu/all_theses/3225/. Wissenschaftliche Daten zur hygroskopischen Natur von Zellulosefasern und wie Feuchtigkeitsaufnahme zu Dimensionsinstabilität und Quellung in Wellpappe führt. Evidenzfunktion: grundlegender Mechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Belege: der kausale Zusammenhang zwischen Luftfeuchtigkeit und physikalischer Ausdehnung von Karton. Anmerkung: Die Auswirkungen variieren je nach Deckpapierqualität und Beschichtung. ↩
„[PDF] Lagerung und Handhabung von Wellpappenverpackungsmaterialien“, https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. Industriestandards und technische Richtlinien für die Anwendung von Toleranzen in CAD-Stanzformen, um die Materialausdehnung in Umgebungen mit hoher Luftfeuchtigkeit zu berücksichtigen. Nachweisfunktion: Technischer Benchmark; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: die Anwendung spezifischer Toleranzen zur Vermeidung von Montageproblemen. Anmerkung: Spezifische Pufferwerte hängen typischerweise von der Plattenstärke und den zu erwartenden Umgebungsbedingungen ab. ↩
„[PDF] Auswirkungen des Feuchtigkeitsgehalts auf die Druckfestigkeit von Kartons: FBA BCT …“, https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Kurze Erläuterung, wie die Integration von Pufferzonen in CAD-Konstruktionen die hygroskopische Ausdehnung von Papierfasern ausgleicht. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Belege: Die Wirksamkeit von CAD-Pufferzonen zur Reduzierung der Materialquellung. Anwendungsbereich: Speziell für Substrate auf Basis biologischer Fasern. ↩
„Kurze Zusammenfassung: Was ist eine wässrige Beschichtung für Kartons? – PopDisplay“, https://popdisplay.me/short-recap-of-what-is-aqueous-coating-for-boxes/. Kurze Erläuterung, wie feuchtigkeitsbeständige wässrige Beschichtungen die Werte des Kantenstauchtests (ECT) durch Verhinderung der Wasseraufnahme erhalten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Verpackungsindustriestandard. Unterstützt: Verwendung von Beschichtungen zur Aufrechterhaltung der strukturellen Kompression. Anwendungsbereich: Fokus auf die Umgebungsfeuchtigkeit während des Transports. ↩
„Geometriebedingte Reibung an einer weichen Grenzfläche – PMC – NIH“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11287152/. Kurze Erläuterung, wie angepasste geometrische Toleranzen den Reibungskoeffizienten zwischen ineinanderliegenden gewellten Oberflächen reduzieren. Nachweisfunktion: Mechanische Analyse; Quellentyp: Handbuch für Industriedesign. Unterstützt: Die Rolle geometrischer Versätze bei der Reduzierung der Oberflächenreibung. Anwendungsbereich: Gilt primär für ineinanderliegende Verpackungskonfigurationen. ↩



